Documente Academic
Documente Profesional
Documente Cultură
PT - 2.1. Arhitectura - Parte Scrisa-Semnat
Încărcat de
Smintancaioan0 evaluări0% au considerat acest document util (0 voturi)
28 vizualizări67 paginiArhitectura
Titlu original
PT_2.1. Arhitectura_parte scrisa-semnat
Drepturi de autor
© © All Rights Reserved
Formate disponibile
PDF sau citiți online pe Scribd
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentArhitectura
Drepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca PDF sau citiți online pe Scribd
0 evaluări0% au considerat acest document util (0 voturi)
28 vizualizări67 paginiPT - 2.1. Arhitectura - Parte Scrisa-Semnat
Încărcat de
SmintancaioanArhitectura
Drepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca PDF sau citiți online pe Scribd
Sunteți pe pagina 1din 67
Q isn SIMTEX S|
FIP Consulting
Linking Opportunities®
Primvia Municipiulu
Sibiu
MEMORIU TEHNIC
Arhitecturé
Denumirea lucrarii pentru care a fost realizat:
“TRASEU PIETONAL SI PENTRU BICICLISTI DE-A LUNGUL RAULUI CIBIN”
Beneficiar:
U.A.T. — Municipiul Sibiu
Specialitatea:
Arhitectura
Proiect nr.:
65/2020
Faza de proiectare.
PTh+D.E.
Proiectant General:
S.C. FIP CONSULTING S.R.L.
MMEMORIU TEHNIG- ARHITECTURA-PT=DE. - Pag tT
g RXR SIMTEX S|
FIP Consulting
Linking Opporiunities®
4. INFORMATII GENERALE PRIVIND OBIECTIVUL DE INVESTITH
Denumirea obiectului de investitii: “TRASEU PIETONAL $I PENTRU
BICICLISTI DE-A LUNGUL RAULUI CIBIN”
Amplasamentul: Str. Samuel Brukenthal nr. 2, Sibiu, 550178 Romania
Titularul investifiei: Municipiul Sibiu
Beneficiarul investitiei: Municipiul Sibiu
Elaboratorul documentatiei
S.C. FIP CONSULTING S.R.L.
Adresa: str. Berzei, nr.20, Mansarda, Sector 1
2. PREZENTAREA SCENARIULUI / OPTIUNII AP}
Particularitati ale amplasamentului:
Clima si fenomenele naturale specifice zonei
Sibiul este amplasat intr-o regiune cu clit
acest fond, relieful este factorul principal de dif elementelor
climatice. Avand in vedere pozitia geografica la coni munte si podig,
desfagurarea pe trepte altitudinale si mularea depresiunii submontane, teritoriul
municipiului Sibiu se caracterizeaza prin prezenfa a doud tipuri de topoclimate
complexe: topoclimatul complex depresionar gi topoclimatul complex de podis.
Principalele elemente climatice care caracterizeaza teritoriul municipiului Sibiu
sunt urmatoarele (valori obfinute prin prelucrare dupa datele climatice pe un sir de
observalii realizate pe pericada 1901 — 2000 la statia meteorologicd Sibiu, cu
restrangere pentru unii parametri la observaiille din ultimii 30 de ani
+ Temperatura medie multianuala: 8,9 ° C cu o amplitudine medie de 23 °C, cu
valori media lunii cele! mai reci— ianuarie, de -4,4 ° C sia lunii celei mai calde
—iulie, de 19,5 °C;
= Temperatura maxima absolut: 39,5 (7.1X.1946); (valoarea de 37,5 ° C s-a
produs relativ recent la 25. VI. 1997);
= Temperatura minima absoluta: -31,8 (23. |. 1963); (-28,1° C produsa in ultimii
30 de ani 13. 1. 1985);
+ Nebulozitatea — media multianualé a ultimilor 30 de ani: 6,0;
= Cantitatea medie anuala a precipitafillor: 649 mm/an;
= Maxima absolut in 24 ore produsa in ultimii 20 ani este de 70,4 m2 produsa
la data de 18.VI.1998;
= Umezeala relativa a aerului atmosfetic — valoarea medie multianuala pe ultimii
30 de ani este de 81%.
joderat. Pe
MEMORIU TEHNIC - ARHITECTURA—P.T.“DE, Pag 2/12
gQ ria SIMTEX 2)
FIP Consulting
Linking Opportunities® 180. 9001- 18014007
+ Durata medie posibila cu inghet este de 184 zile pe an, cu atingerea unei valori
extreme de 210 zile cu inghet in iarna 1991-1992;
+ Frecventa mare a calmului atmosferic - 60 % din an.
Geologia si seismicitatea
Din punct de vedere seismic teritoriul administrativ al Municipiulul Sibiu se
‘nscrie intr-o zona cu intensitate seismica scazuté spre moderata (7 scara MSK).
‘Avand in vedere zonarea seismica conform SR 11100 — 1:1993 (Zonarea seismica.
Macrozonarea teritoriului Roméniei) conform careia intensitatea seismicd care se
poate atinge la nivelul tarii noastre este de 6 si 9 pe scara MSK, regiunea geografica
‘in care este amplasat Sibiul se caracterizeaza prin risc seismic sc&zut, cu 0 perioada
medie de revenire de minim 50 ani cea ce nu ridic& probleme majore din punct de
vedere al expunerii a riscul seismic a constructilor civile, a obiectivelor industriale sau
a infrastructurii de transport de toate tipurile (c&i de comunicatie, transport special prin
conducte etc.).
Prezentare generala:
Obiectul specificatiei
Acest capitol cuprinde specificatii pentru executarea lucraiilor de vopsitorii la elemente
din metal si/sau alte confectii metalice de structura a deck-urilor si balcoanelor.
Acest capitol cuprinde de asemenea specificatii privind conditiile de protejare
anticoroziva a unor elemente de tinichigerie gi confectii metalice.
Concept de bazi
Confectile metalice se prevede a fi vopsite pe suprafetele expuse cu vopsea in camp
electrostatic cu pulbere poliuretanica; iar pe fetele interioare ascunse vor fi grunduite
cu grund anticoroziv.
Toate confectille metalice daca nu se specifica altfel, vor fi vopsite cu vopsea in camp
electrostatic cu pulbere poliuretanic&.
Confectille metalice afiate in conditii de agresivitate coroziva mare, se vor confectiona
din ofel inoxidabil.
Mostre si testari
Pelicula de vopsea trebuie s& prezinte o grosime de strat uniforma pe tot conturul
exterior al piesei si s& aiba o aderenta foarte buna la stratul aplicat anterior.
Antreprenorul va prezenta spre aprobarea Consultantului specificatiile producatorului
pentru materialele utilizate la vopsitoril, precum si certificate prin care se va atesta
conformitatea cu conditiile specificate.
Se vor furniza de c&tre producator instructiunile de manipulare, depozitare si protectie
pentru fiecare material.
Antreprenorul va prezenta confectii diverse din metal (otel) si modul de finisare a
acestora in conditiile specificate (materiale, culori, tehnologie).
MEMORIU TEHNIC-ARATTECTURA-P.T-DE. Pag 3/12
i is
g ee SIMTEX S|
FIP Consulting Seema Ta eT Ter
Linking Opportunities® Weoo008 seo Toot
Descrierea solutiei tehnice:
Obiectivul principal al amenajarii este crearea unor spatii publice vibrante,
destinate unui numar mare de utilizatori, propunnd un context atractiv si de calitate,
contribuind la dezvoltarea zonei
Interventiile in cea ce priveste amenajarea malului réului Cibin cu pista de
biciclete si plasarea, in anumite zone, de platforme de tip “deck” si balcoane, sunt
minime cu scopul reintegrarii malului de rau in contextul urban. Aceste interventii au
ca scop separarea circulatiei auto de cea a bicicletelor, conferind siguranta biciclistilor,
reducerea timpului de deplasare precum si animarea zonei. Se doreste realizarea unui
ambient confortabil si atractiv care s4 contribuie la calitatea vietii locuitorilor
Municipiului Sibiu.
Ca urmare a amenajaiii, acest spatiu se va transforma intr-un punct de atractie
la nivelul intregii zone, indeplinind functiunile caracteristice de spatiu verde amenajat
si in acelasi timp réspunzand la cerintele contextului din care face parte.
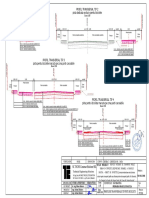
Varianta constructiva de realizare a investi
Sistemul constructiv este compus din structura grinzii gi stalpii metalici, ce sustin placile
din TWPC care alcatuiesc pardoseala ¢i infrastructura din fundatii izolate de beton.
Structura — stdlpi metalici - HEA 200, IPE 240, IPE 140 — vopsifi in camp electrostatic
RAL 9005.
* Deschideri deck gradene: 20.00 m x10.00 m;
+ Deschideri deck simplu: 25.87 m x10.00 m;
+ fnalfimea max.: Deck-urile cat i balconul sunt la cota +0.00m sau la cota -
1.65m.
Finisajele exterioare sunt constituite pentru a asigura protectia solara si uzura tn timp
a materialelor.
Structura metalica - stalpi si grinzi - se vor vopsi in cAmp electrostatic cu pulbere
poliuretanica asigurand astfel o rezistenta sporita la diferentele de temperaturi, nu-si
pierde culoarea sub actiunea razelor UV si cu o rezistenta mecanica sporita,
Sistemul pentru atagare pléici TWPC
Sistemul de atasare placi TWPC se va realiza prin montarea de structuri portante
profilate, indlfime 40 mm, latime 60mm si 2470 mm lungime, dispuse la o distanta de
45 om si atasate de structura prin suruburi autorofante.
Placile TWPC sunt pozitionate peste grinzile de lemn si prinse folosind cleme metalice
si suruburi pentru deck cu filet partial. Intre placile TWPC se lasa un rost de dilatare.
Pe lajime acest rost este determinat de clemele metalice, iar pe lungime se las 2-3
mm. Perimetral se ataseaza accesoriile de inchidere folosind suruburi autoforante.
CARACTERISTICI TEHNICE PLAC! TWPC:
Dimensiune (mm) 26 mm
Amp 6.85
Culoare Mocca brown
MEMORIU TEHNIC - ARHITECTURA — P.1.»D.E. Pag 4/12.
Q IRKRA SIMTEX S|
FIP Consulting Se
Linking Opportunities® Wosoor-iso moor
Sistemul pentru atasare baghete lemn de gradenele din beton armat.
Sistemul de atasare a baghetelor de lemn - se va realiza, in prima etapa, prin montarea
fevilor patrate 25x25 mm cu guruburi conexpand de gradenele din beton armat la 0
distant de 50 cm. Peste acest suport se ageaza baghetele de lemn cu dimensiunile
30 mm inaltime, latime 50mm si 3000mm lungime, dispuse la o distanta de 2 cm gi
atasate de structura prin suruburi autorofante.
Sistemul pentru atasare mana curenta.
Sistemul de atagare pentru mand curent se va realiza prin montarea unei placi
metalice cu dimensiunile 155 x 155 x 10 mm de montantul metalic. Mana curenta se
pozitioneaza si se fixeaza pe aceste placi cu suruburi cu cap bombat torbant. La partea
inferioara se lasé o distanta de 5 om pentru banda de LED.
Sistemul pentru atasare montant metalic de structura metalic sau structura beton
armat.
Sistemul de atasare al montantilor balustrazii de structura metalica sau de beton armat
se face utilizind placi metalice de tip "L” cu unghiuri variate (112.5°, 90°, 22.5°).
Atagarea placilor metalice de betonul armat se face prin suruburi conexpand, Pentru
structura metalica se utilizeaz& guruburi cu cap hexagonal de inalta sigurant.
lluminat arhitectural
lluminatul deck-urilor si a balcoanelor se va asigura pri
* Sistem de iluminat pozitionat la intradosul méinii curente al balustradei.
Corpurile de iluminat vor fi tip banda LED. Carcasa este prevazuta cu clipsuri
pentru fixare in mana curent& din lemn.
Tabel 4:
NR. FUNCTIUNE SI SC (MP) | FINISAJ PARDOSEALA FINISAJ
cop. | _AMPLASAMENT BALUSTRADA
DKO1 | DECK4 142.213 | Pardoseala din placi TWPC, | Mana curenta — lemn
Tronson 2 cu prinderi pe structurd | larice, placa metalica,
P19 — Km 0+360 metalica montant metalic, cablu
pretensionat.
BCO1 |BALCON4 35.75 | Pardoseala din placi TWPC, | Mana curenté — lemn
Tronson 2 cu prinderi pe structura | larice, placa metalica,
P31 — Km 0+600 metalica montant metalic, cablu
pretensional.
[BC 02 | BALCON2 35.75 Pardoseala din placi TWPC, | Mana curenté — lemn
Tronson 3 cu prinderi pe structura | larice, placa metalica,
P6 — Km 0+100 metalica montant metalic, cablu
: pretensionat,
"MEMORIU TEHNIC - ARHITECTURA - P.T.=DE, rt
Pog 5/12
FIP Consulting
Linking Opportunities®
RA SIMTEX @
BC 03 | BALCON3 35.75 Pardoseala din placi TWPC, | Mana curenté — lemn
Tronson 4 cu prinderi pe structura | larice, placa metalica,
P5— Km 0+080 metalic montant metalic, cablu
pretensionat.
BC 04 | BALCON 4 35.75 Pardoseala din placi TWPC, | Mana curenta — lemn
Tronson 4 cu prinderi pe structura | larice, placa metalioa,
P11 —Km 0+200 metalicé montant metalic, cablu
pretensionat
BC 05 | BALCONS 36.75 Pardoseala din placi TWPC, | Mana curenta — lemn
Tronson 4 cu prinderi pe structuré | larice, placa metalica,
P27 — Km 0+520 metalica montant metalic, cablu
pretensionat
DK02 | DECK2 442.213 | Pardoseala din placi TWPC, | Mana curenta — lemn
Tronson 5 cu prinderi pe structura | larice, placa metalica,
PG —Km 04400 metalicd montant metalic, cablu
__| pretensionat
DK03 | DECK3 142.213 | Pardoseala din placi TWPC, | Mana curenta — lemn
Tronson 6 cu prinderi pe structura | larice, placa metalica,
P36 — Km 0+700 metalica montant metalic, cablu
pretensionat
Trasarea lucrarilor
Antreprenorul va raispunde de trasarea lucrérilor conform planurilor de situatie
anexate, toate cotele pergolei fiind corect raportate la cota de nivel data ca referinfa
pe santier.
Antreprenorul va trasa lucrarea prin stabilirea axelor si a colturilor structurilor,
drumurilor, imprejmuirilor. Pe baza acestor repere si puncte certificate si acceptate,
antreprenorul va face masuratorile initiale si trasarea.
Harjile de teren si partiurile vor fi bine pastrate si vor fi oricénd disponibile pentru
inspectii si verificari la cererea beneficiarului sau I.S.C.
Trasarea va consta prin pichetarea tuturor colfurilor gi a altor puncte
caracteristice pe aliniament.
Perimetrul constructiei va fi materializat prin farusi/picheti, marcand:
+ punctele de schimbare de direotie;
+ pozifionarea fundatiei
Toate lucrarile de trasare se vor realiza folosindu-se o aparatura electronic’, care 8
elimine pe cat posibil abateri/erori mari, aceste lucrari fiind executate de un personal
abilitat si acreditat pentru realizarea acestor tipuri de lucrari.
Protejarea lucrarilor executate si a materialelor din gantier
Toate materialele aduse pe santier si depozitate pe platformele indicate in
organizarea de santier trebuie sa fie pastrate corespunzator si in conditiile specificate
de cétre furizorul de materiale astfel incdt s4 se evite deteriorarea lor datorita
condifillor de mediu sau de manipulare/depozitare.
MEMORIU TEHNIC-ARHITECTURA-PT=DE. Pag6ii2
Q RIA SIMTEX S|
FIP Consulting \ erimasnannaanenrsverer
Linking Opportunities® To soor- reo 1008
Aprovizionarea cu materiale a santierului se va face cronologic in functie de
etapele de realizare a obiectivului astfel inca s8 se evite aglomerarea platformelor gi
a spatillor prevazute pentru depozitare.
Lucrarile executate pe santier se vor efectua {indnd cont de toate conditile de
siguranta in concordanfa cu tehnologiile de executie, respectandu-se toate prescripfiile
de protejare/protectie impotriva factorilor de mediu (precipitatii, inghet/dezghet, etc.)
Tehnologiile de realizare a diferitelor tipuri de lucrairi se vor adapta in functie de
conditiile meteorologice, {inandu-se cont de situatille limita in care se pot realiza.
Pe durata lucrarilor de santier substantele periculoase vor fi depozitate in recipiente
speciale.
MATERIALE $1 PRODUSE
Materiale - Produse
Vopsea in camp electrostatic cu pulbere poliuretanica,
Caracteristici calitative: _[Lucios | Semilucios | Mat
‘Aspect exterior + “material praf, alb sau
colorat
Ramasite de sita (pe sita nr. 3600, cu o perforatie de 3
0,102 mm), (MSZ 810/3:1980), %, cel mult
Timp de gelifiere la 180 0 C, min, cel putin : 3-5
Valoare limita inferioara de explodare, g/m3 , cca. nn)
Timp de ardere la 180 0 C, min, cel mult a 20
Temperatura de aprindere, 0 C, cca. _ 400
‘Aspectul peliculei 7 Lucios [Semilucios [Mat
fara impuritati, de culoare
corespunzatoare
Elasticitate Erichsen (MSZ 9640/6:1987) mm, cel putin 7 7 5 |
Elasticitate la indoire (MSZ 9640/5:1987) mm, cel mult 3 3 3
Rezistenta la lovire (MSZ 9640/9:1980) cm, (1000 9), 60 50 40
Rezistenta la apa (MSZ 9640/11:1983) la 20 0 C Impermeabil in mod durabil
Rezistenta la ceata salina ( SR ISO 7253 ) timp de pelicula neschimbata
1500 ore
Rezistenta la chimicale, (MSZ 9640/44:1987) la 20 0 C, dupa imersiune timp de 48 — |
ore:
«in solutie de acid clorhidric de 3% He "pelicula neschimbata
| in solutie de acid clorhidric de 10% pelicula neschimbata
-in solufie de acid nitric de 3% ae pelicula neschimbata
in solufie de acid lactic de 3% pelicula neschimbata
-in etanol de 96 | __ pelicula neschimbata
HMEWORIU TEHNIG-ARHITECTURK -PoT0E : Fog 712
If SIMTEX @|
a FIP Consulting
Linking Opportunities®
-in xilo i pelicula neschimbata
“in acid acetic 7 pelicula neschimbata
Rezistenta la detergenti (MSZ 9640/13:1988), la 80 pelicula neschimbata
C, dupa imersare timp de 48 ore in solutie de ,Tomi
de 1%
Rezistenta la radiafii ultraviolete (SUN-TEST) (ore) ~ Index alb Index de
(%) stralucire
: (%)
o 86 78
700 : 86 76
300 at a 85 75
500 7 ee [85 74
7000 = 84 74
1500 84 74
2000 i 84 74
Putere de acoperire superficiala (MSZ 9650/22:1989) | 7-12 m2 /kg (in functie de
grosimea stratulul)
Grund anticoroziv cu ulei si minium de plumb.
1. Grundul va fi de tipul 1000 sau 1165 conform STAS 3097-80 sau altul similar.
Chit pe baza de ulei pentru spacluirea suprafetelor metalice la interior.
4. Chitul va fi de tip 1522 (C 101-2) - conform STAS 6592-80 sau altul similar.
2. Chitul se poate prepara si pe gantier cu urmatoarea compozitie:
- ulei de in fiert - 2,00 kg
- solutie de clei 6% - 0,30 kg
- ocru - 1,00 kg
- negru de fur - 0.20 kg
- creta cca. 6,50 kg
Chit pe baza de ulei pentru spacluirea suprafetelor metalice la exterior.
4. Chitul va fi de tipul 1522- conform STAS 6592-80 sau altul similar.
2. Chitul se poate prepana si pe santier cu urmatoarea compozitie:
- ulei de in fiert - 0,55 kg
- sicativ neftenic - 0,68 kg
-lac - 0,45 kg
-terebentind - 0,57 kg
- spat greu - 0,60 kg
- ocru - 0,95 kg
“WEMORIU TEHNIC - ARHITECTURA=P.TD.E. Pag 8/12
|
QQ IRA simTEX 2)
FIP Consulting
Linking Opporiunities®
~alb de zinc - 0,64 kg
- miniu de fier - 0,22 kg
~ negru de fum - 0,20 kg
~ creta cca. 5,10 kg
Livrare, manipulare, depozitare
Pentru receptia fiecdrui lot de materiale livrate. Antreprenorul va verifica certificatul de
calitate al producatorului
Produsele se vor depozita in ambalaje originale, grupate PC categoril, intr-un spafi
acoperit, uscat, bine aerisit, ferit de inghet si de variatii de temperatura (+7°C si +20°C),
cu etichete vizibile pentru a nu se confunda continutul.
Pentru manipulare si transportul la locul de lucru se vor folosi cutille gi bidoanele de
ambalaje, galefile si se vor transporta numai cantitatile necesare unui schimb de lucru:
Organizarea de santier
Lucrarile de executie (inclusiv cele pentru imprejmuire) se vor desfagura numai in
limitele incintei detinute de proprietar.
Pe durata executarii lucrarilor de construire se vor respecta urmatoarele:
Legea 90/1996 privind protectia muncii;
Ord, MMPS 578/196 privind norme generale de protectia muncii;
Regulamentul MLPAT 9/N/15.03.1993 - privind protectia si igiena muncii in
construetii -ed. 1995;
Ord. MMPS 235/1995 privind normele specifice de securitatea muncii la
inaltime;
Ord. MMPS 255/1995 - normativ cadru privind acordarea echipamentului de
protectie individuala;
Normativele generale de prevenirea si stingerea incendiilor aprobate prin
Ordinul MI nr.775/22.07.1998;
Ord, MLPAT 20N/11,07.1994 - Normativ C300,
Lucrarile vor fi semnalizate atat in timpul zilei cat si fn timpul noptii si in msura in care
este posibil se va asigura paza punctului de lucru, Balastul utilizat va fi preluat de la
una din balastierele acreditate din zona. Alimentarea cu apa tehnologica la frontul de
lucru se va face cu cisterna. Apa folosita nu trebuie sa confina particule in suspensie
conform STAS 790-89. Pentru personalul muncitor apa potabila va fi transportata ta
punctele de lucru aflate pe traseul Iucrarilor in bidoane de plastic.
Se vor amplasa bardci metalice sau din lemn pentru personalul de pe santier
(muncitori, sef de santier, diriginti, etc).
MEMORIU TEHNIC - ARHITECTURA - P.T.*D.E. Pag 9/42
IRKA SIMTEX ©)
|
HIP Consulting ‘waren aR averen
Linking Opportunities® Teo voor to moor
+ Se vor amenaja platforme pentru depozitarea materialelor de constructie,
utilaje, etc, pentru condi
+ Se vor amplasa WC ecologice, ce se va vidanja periodic de catre o firma
specializata
Lucrati de refacere a amplasamentului la finalizarea investitiei, in caz de accidente
si/sau la incetarea activitatii, in masura in care aceste informatii sunt disponibile
+ lucrarile propuse pentru refacerea amplasamentului la finalizarea investitioi, in
caz de accidente si/sau la inoetarea aotivitati;
+ aspecte referitoare la prevenirea si modul de réspuns pentru cazuri de poluari
accidentale;
+ aspecte referitoare la inchiderea/dezafectarea/demolarea instalatiei;
+ modalitafi de refacere a starii initiale/reabilitare in vederea utilizarii ulterioare a
terenului.
Dupa finalizarea lucrarilor de executie, se vor lua masuri pentru redarea in folosinta
a terenului ocupat in urma lucrarilor. In cazul in care se constata o degradare a
acestora vor fi aplicate masuri de reconstructie ecologica: realizare strat vegetal $i
inierbare. in cazul in care activitatea desfasurata pe un anumit amplasament a generat
un impact negativ asupra mediului prin poluarea semnificativa a factorilor de mediu
este necesara luarea unor masuri de diminuare gi chiar de eliminare a surselor de
poluare si nu in ultimul rand, masuri de depoluare adecvate in vederea reconstructiei
ecologice a zonei respective.
Porfiunile de teren care au fost distruse in timpul de executie a lucrarilor se inierbeaza;
Toate anexele, platformele folosite in organizarea santierului, platformele pentru
depozitarea gunoiului menajer folosite pe durata santierului, la sfargitul lucrarilor de
execute vor fi evacuate, iar terenul eliberat se va inierba.
Transportul deseurilor rezultate in urma lucrarilor de construoti-montaj se va efectua
prin contract cu o firma specializata in aga fel ineat sa nu existe pierderi, scurgeri sau
sa fie antrenate de vant.
Protectia calitatii apelor
Prin natura activitati propuse, aceasta nu constituie sursa de poluare a apelor.
Protectia aerului
Singura sursa posibila de poluare a aerului o reprezinta centralele cu combustibil gaz
metan, care ins& vor fi prevazute cu filtre si sisteme de refinere a substantelor
periculoase, astfel ca functionarea lor nu va afecta calitatea aerului.
MEMORIU TEHNIG - ARHITECTURA - P.T.*DE. Pag 10/12
IRR SIMTEX 2)
HIE Consalling ‘aawririeo aNAaEnaNT aver
Linking Opportunities® tsa Boo1-te0 moot
Protectia impotriva zgomotului si vibrafiilor
Prin natura activitatii propuse, aceasta nu constituie sursa de zgomot.
Pe durata lucrarilor de gantier, se va fine cont ca utilajele folosite sa functioneze in
parametrii normali si dup& un program bine stabilit, astfel incat sA nu afecteze
vecinatatile cu vibrafii sau zgomot.
Montarea panourilor de protectie vor impiedica raspandirea direct a vibratillor si
zgomotului spre vecinatati.
Protectia impotriva radiatil
r
Nu exista surse de radiatii in cazul functiunilor propuse.
Pe durata lucrarilor de santier nu se vor folosi utilaje sau materiale ce produc radiatii.
Protectia solului si a subsolului
Prin natura activitafii propuse nu exista surse de poluare a solului si subsolului.
Pe durata lucrarilor de santier nu se vor deversa substante toxice sau petroliere pe
teren, ci se vor colecta i depozita in locuri special amenajate.
Se va fine cont ca pe timpul lucrarilor s nu se afecteze sub nici o forma vecinatatile.
Deseurile rezultate vor fi colectate de catre societatea de salubritate conform
contractului anexat.
Protectia ecosistemelor terestre si acvatice
Nu este cazul.
Protectia agezarilor umane gi a altor obiective de interes public
Functiunea propusa prin aceast documentatie este compatibilé cu amplasamentul
pentru care s-a solicitat certificatul.
Pe durata lucrdrilor de santier se vor lua masuri de protectie a vecinatatilor prin
montarea de panouri de protectie gi a plaselor in incinta. Toate lucrarile se vor efectua
numai in incinta, neafecténd mediul inconjurdtor.
Gospodarirea deseurilor
Deseurile rezultate sunt cele menajero.
WEMORIU TERNNG- ARFTTECTURA~ PI.-DE Pog 42
Q IRI SIMTEX S|
FIP Consulting
Linking Opportunities®
Colectarea in pubele amplasate intr-un loc amenajat special, in incinta proprie, vor fi
transportate ritmic de caire firma de salubrizare cu care este incheiat un contract, la
cea mai apropiata rampa de gunoi. Astfel se va evita poluarea fondului peisagistic,
precum si aparitia eventualelor focare de infectie.
in urma amenajarii curtii, solul gi subsolul nu urmeaza a fi afectate in nici un fel (din
punct de vedere ecologic).
Degeurile rezultate din santier vor fi depozitate in spatii special amenajate gi apoi
colectate de catre societatea de salubritate conform contractului anexat.
Gospodiarirea substantelor toxice si periculoase
Nu rezulta deseuri in componenta cdrora s existe astfel de substante.
Proiectul va respecta toate cerintele de calitate in constructii prevazute de lege:
Prezenta lucrare se verifica pentru urmatoarele domenii/subdomenii de constructii
si pe specialitati pentru instalatiile aferente constructiilor, corespunzator cerinfelor
fundamentale prevazute in Legea nr. 10/1995 privind calitatea in constructil
republicata, dupa cum urmeaza:
A- Rezistenta si stabilitate
B- Siguranta in exploatare
C- Siguranta la foo
D- Igiena, sanatatea oamenilor, protectia gi refacerea mediului
gon
al
Intocmit,
MEMORIV TEHNIC - ARHITECTURA - P.T.=D.E. ~ Peg 12/42
Q ise SIMTEX e)
FIP Consulting J
Linking Opportunities®
Primaria Manicipiul
Sibiu
CAIET DE SARCINI
Arhitecturé
Denumirea lucrarii pentru care a fost realizat:
“TRASEU PIETONAL $1 PENTRU BICICLISTI DE-A LUNGUL RAULUI CIBIN”
Beneficiar:
U.A.T. - Municipiul Sibiu
Specialitatea:
Arhitectura
Proiect nr.:
65/2020
Faza de proiectare.
PTh+D.E.
Proiectant General:
S.C. FIP CONSULTING S.R.L.
‘SARCINI- ARHITECTURA ~ PT.#D.E. HE Pag 1/33
g RUA SIMTEX Se
FIP Consulting
Linking Opportunities® teosoe- iso Toor
Prezentare generala:
Obiectul specifica
Acest capitol cuprinde specificatti pentru executarea lucrarilor de vopsitorii la elemente
din metal si/sau alte confectii metalice de structura a deck-urilor si balcoanelor.
Acest capitol cuprinde de asemenea specificatii privind conditile de protejare
anticorozivé a unor elemente de tinichigerie si confectii metalice.
Concept de baza
Confectille metalice se prevede a fi vopsite pe suprafefele expuse cu vopsea tn camp
electrostatic cu pulbere poliuretanica; iar pe fetele interioare ascunse vor fi grunduite
cu grund anticoroziv.
Toate confectille metalice daca nu se specifica altfel, vor fi vopsite cu vopsea in cmp
electrostatic cu pulbere poliuretanic’.
Confectille metalice aflate in conditii de agresivitate coroziva mare, se vor confectiona
din otel inoxidabil.
Mostre si testiri
Pelicula de vopsea trebuie s& prezinte o grosime de strat uniform pe tot conturul
exterior al piesei si sé aiba o aderenté foarte bun la stratul aplicat anterior.
Antreprenorul va prezenta spre aprobare Consultantului specificatiile producatorulul
pentru materialele utilizate la vopsitoril, precum si certificate prin care se va atesta
conformitatea cu conditle specificate
Se vor furniza de c&tre producator instructiunile de manipulare, depozitare si protectie
pentru fiecare material.
Antreprenorul va prezenta confectii diverse din metal (ofel) gi modul de finisare a
acestora in conditile specificate (materiale, culori, tehnologie)
Descrierea solutiei tehnice:
Obiectivul principal al amenajarii este crearea unor spatii publice vibrante,
destinate unui numar mare de utilizatori, propunand un context atractiv si de calitate,
contribuind la dezvoltarea zonei.
Interventiile in ceea ce priveste amenajarea malului raului Cibin cu pista de
biciclete si plasarea, in anumite zone, de platforme de tip “deck” si balcoane, sunt
minime cu scopul reintegrarii malului de rau in contextul urban. Aceste interventii au
ca scop separarea circulatiei auto de cea a bicicletelor, conferind siguranta biciclistilor,
reducerea timpului de deplasare precum si animarea zonei. Se doreste realizarea unui
ambient confortabil si atractiv care sd contribuie la calitatea vielii locuitorilor
Municipiului Sibiu,
Ca urmare a amenajarii, acest spatiu se va transforma intr-un punct de atractie
la nivelul intregii zone, indeplinind functiunile caracteristice de spatiu verde amenajat
si in acelasi timp raspunzand la cerintele contextului din care face parte.
CCAEET DE SARGIN' -ARHITEGTURA -PT DE Pag2/33
Q ise SIMTEX S|
FIP Consulting sain ARRSETISST SPST
Linking Opportunities WoBoorm Iso moor
Varianta constructiva de realizare a investitiei
Sistemul constructiv este compus din structura grinzii si stalpi metalici, ce sustin placile
din TWPC care alctuiesc pardoseala ¢i infrastructura din fundatii izolate de beton.
Structura — stélpi metalici, HEA 200, IPE 240, IPE 140 — vopsiti in cmp electrostatic
RAL 9005.
= Deschideri deck gradene: 20.00x10.00 m;
* Deschideri deck simplu: 25.87x10.00 m;
+ jnaltimea max.: Deck-urile ct si balconul sunt la cota +0.00 m sau la cota
-1.65m.
Finisajele exterioare sunt constituite pentru a asigura protectia solara si uzura in timp
a materialelor,
Structura metalic - stalpi si grinzi se vor vopsi in cmp electrostatic cu pulbere
poliuretanica asigurand astfel o rezistenfa sporita la diferentele de temperaturi (nu-si
pierde culoarea sub actiunea razelor UV) si cu o rezistenta mecanica sporita.
Sistemul pentru atasare placi TWPC
Sistemul de atagare placi TWPC se va realiza prin montarea de structuri portante
profilate, indiltime 40 mm, [atime 60 mm si 2470 mm lungime, dispuse la 0 distanta 45
cm gi atagate de structura prin suruburi autorofante.
Placile TWPC sunt pozitionate peste grinzile de lemn si prinse folosind cleme metalice
si uruburi pentru deck cu filet partial. Intre placile TWPC se las un rost de ditatare.
Pe latime acest rost este determinat de clemele metalice, iar pe lungime se las 2-3
mm. Perimetral se atageaza accesoriile de inchidere folosind suruburi autoforante.
CARACTERISTICI TEHNICE PLAC! TWPC:
Dimensiune (mm) 26 mm
amp 6.85
Culoare Mocca brown
Sistemul pentru atasare baghete lemn de gradenele din beton armat.
Sistemul de atasare a baghetelor de lemn se va realiza, in prima etapa, prin montarea
{evilor patrate 25x25 mm cu ssuruburi conexpand de gradenele din beton armat la 0
distanta de 50 cm. Peste acest suport se ageaza baghetele de lemn ou dimensiunile
30 mm inaltime, l&time 50mm gi 3000mm lungime, dispuse la o distanta de 2 om si
atasate de structura prin suruburi autorofante
Sistemul pentru atagare mana curenta.
Sistemul de atasare pentru mana curenta se va realiza prin montarea unei placi
metalice cu dimensiunile 155x155x10 mm de montantul metalic. Mana curent se
pozitioneaza si se fixeaza pe aceste placi cu suruburi cu cap bombat torbant. La partea
inferioara se lasa o distanta de 5 cm pentru banda de LED.
CAIET DE SARCINI - ARHITECTURA - P.T.*DE. - Pag 3/33
g RISA SIMTEX 2)
FIP Consulting 7
Linking Opportunities®
Sistemul pentru atasare montant metalic de structura metalic sau structura beton
armat.
Sistemul de atasare al montantilor balustrazii de structura metalica sau de beton armat
se face utilizand placi metalice de tip "L" cu unghiuri variate (112.5°, 90°, 22.5°).
Atagarea placilor metalice de betonul armat se face prin suruburi conexpand. Pentru
structura metalica se utilizeaza guruburi cu cap hexagonal de inalta siguranta.
lluminat arhitectural
lluminatul deck-urilor gi a balcoanelor se va asigura prin:
Sistem de iluminat pozitionat la intradosul mainii curente ale balustradei.
Corpurile de iluminat vor fi tip banda LED. Carcasa este prevazuta cu clipsuri
pentru fixare in mana curenta din lemn.
Tabel
NR. FUNCTIUNE $I SC (MiP) | FINISAJ PARDOSEALA FINISAJ
cop. AMPLASAMENT BALUSTRADA
DKO1 | DECK1 142.213 | Pardoseala din placi TWPC, | Mana curent& — lemn
Tronson 2 cu prinderi pe structura | larice, placa metalica,
P19 - Km 0+360 metalica montant metalic, cablu
pretensionat.
BCOT [BALCON1 35.75 Pardoseala din placi TWPC, | Mana curent& —lemn
Tronson 2 cu prinderi pe structura | larice, placa metalica,
P31 —Km 0+600 metalica montant metalic, cablu
tensionat.
BC02 [BALCON2 =| 35.75 Pardoseala din placi TWPC, | Mana ourenté — lemn
Tronson 3 cu prinderi pe structura | larice, placa motalica,
P6 — Km 0+100 metalica montant metalic, cablu
pretensionat.
BC 03 | BALCON3 7 35.75 Pardoseala din placi TWPC, | Mana curent& — lemn
Tronson 4 cu prinderi pe structura'| larice, placa metalica,
P5—Km 0+080 metalica montant metalic, cablu
pretensionat.
BC04 | BALCON 4 35.75 Pardoseala din placi TWPC, | Mana curenté — Temn
Tronson 4 cu prinderi pe structura | larice, placa metalica,
P11 —Km 0+200 metalic montant metalic, cablu
pretensionat
BC 05 | BALCON 5 36.75 Pardoseala din placi TWPC, | Mana curenta — lemn
Tronson 4 cu prinderi pe structuré | larice, placa metalica,
P27 —Km 0+520 metalicé montant metalic, cablu
pretensionat
‘CAIET DE SARCINI - ARHITECTURA - P.T.D.E. y Pag 4733
a FIP Consulting
Linking Opportunities®
IRKA SIMTEX ©)
DK02 [DECK 2 142.213 | Pardoseala din placi TWPC, [Mana curenta — lemn
Tronson 5 cu prinderi pe structura | larice, placa metalica,
P6 —Km 0+100 metalica montant metalic, cablu
pretensionat
DK03 | DECKS 142.213 | Pardoseala din placi TWPC, | Mana curenta — lemn|
‘Tronson 6
P36 —Km 0+700
cu prinderi pe structurd
metalica
larice, placa metalica,
montant metalic, cablu
pretensionat
Trasarea lucrarilor
Antreprenorul va raspunde de trasarea lucrarilor conform planurilor de situatie
anexate, toate cotele pergolei fiind corect raportate la cota de nivel data ca referinta
pe santier.
‘Antreprenorul va trasa lucrarea prin stabilirea axelor si a colturilor structurilor,
drumurilor, imprejmuirilor. Pe baza acestor repere si puncte certificate si acceptate,
antreprenorul va face masuratorile initjale si trasarea
Hartile de teren si partiurile vor fi bine pastrate si vor fi oricand disponibile pentru
inspectii si verificari la cererea beneficiarulul sau I.S.C.
Trasarea va consta prin pichetarea tuturor colturilor si a altor puncte
caracteristice pe aliniament.
Perimetrul construcfiei va fi materializat prin tarusi/picheti, marcénd:
+ punctele de schimbare de directie;
+ pozifionarea fundatiei.
Toale lucrarile de trasare se vor realiza folosindu-se o aparatura electronica, care s&
abateri/erori mari, aceste lucrari fiind executate de un personal
Protejarea lucrarilor executate si a materialelor din gantier
Toate materialele aduse pe santier si depozitate pe platformele indicate in
organizarea de santier trebuie sa fie pastrate corespunzator si in condifiile specificate
de catre furnizorul de materiale astfel incat sé se evite deteriorarea lor datorita
condifilor de mediu sau de manipulare/depozitare.
Aprovizionarea cu materiale a santierului se va face cronologic in functie de
etapele de realizare a obiectivului astfel inoat sa se evite aglomerarea platformelor si
a spatillor prevézute pentru depozitare.
Lucrarile executate pe santier se vor efectua tinand cont de toate conditile de
sigurana in concordanta cu tehnologiile de executie, respectandu-se toate prescriptiile
de protejare/protectie impotriva factorilor de mediu (precipitatii, inghetidezghet, etc...
Tehnologiile de realizare a diferitelor tipuri de lucrairi se vor adapta in funotie de
conditiile meteorologice, {inandu-se cont de situafille limita in care se pot realiza.
Pe durata lucrarilor de santier substantele periculoase vor fi depozitate in recipiente
speciale.
‘CAIET DE SARCINI- ARHITECTURA - P.T.*D.E. Pag 5/33
a IRA SIMTEX S
FIP Consulting canrirmo HanAaunaiT averar
Linking Opportunities® Teo 9001-180 16008
MATERIALE $1 PRODUSE
Materiale - Produse
Vopsea in cmp electrostatic cu pulbere poliuretanica.
Caracteristici calitative: Lucios | Semilucios | Mat
‘Aspect exterior a material praf, alb sau colorat
Ramasife de sita (pe sita nr. 3600, cu o perforafie de 3
0,102 mm), (MSZ 810/3:1980), %, cel mult
Timp de gelifiere la 180 0 C, min, cel putin 3-5
Valoare limita inferioara de explodare, g/m3 , cca 50
Timp de ardere la 1800 C, min, cel mult 20
Temperatura de aprindere, 0 C, cca. : 400 :
Aspectul peliculel ~~ |Lucios [| Semilucios | Mat
fra impuritafi, de culoare
corespunzatoare
Elasticitate Erichsen (MSZ 9640/6:1987) mm, cel putin ic 7 y 5
Elasticitate la indoire (MSZ 9640/5:1987) mm, cel mult 3 3 3
Rezistenta la lovire (MSZ 9640/9:1980) om, (1000 g), | 60 50 40
Rezistenta la apa (MSZ 9640/11:1983) la 20 0 C Impermeabil in mod durabil
Rezistenta la ceata salina ( SR ISO 7253 ) timp de pelicula neschimbata
1500 ore
Rezistenta la chimicale, (MSZ 9640/44:1987) la 20 o C, dupa imersiune timp de 48 ore:
in solutie de acid clorhidric de 3% pelicula neschimbata
in solutie de acid clorhidric de 10% a pelicula neschimbata
“in solutie de acid nitric de 3% a] pelicula neschimbata _
in solutie de acid lactic de 3% _ "pelicula neschimbata
| -in etanol de 96 i pelicula neschimbata
-in xilo te pelicula neschimbata
-in acid acetic pelicula neschimbata
Rezistenta la detergenti (MSZ 9640/13:1988), la 80 0 pelicula neschimbata
C, dupa imersare timp de 48 ore in solutie de Tomi”
de 1%
Rezistenta la radiafii ultraviolete (SUN-TEST) (ore) Index alb (%) | Index de
strdlucire (%)
0 7 6 PPB
400 at 1H | 86 76
[300 a : 8s 75
500 a 85 ees.
4000 84 74
1500 7 7 84 | 74
‘CAIET DE SARCINT- ARHTECTURA- PDE Soa Pag 6788
g ise SIMTEX @|
FIP Consulting
Linking Opportunities®
2000 : a
Putere de acoperire superficiala (MSZ 9650/22:1989) | 7-12 m2 /kg (in functie de
grosimea stratului)
Grund anticoroziv cu ulei si minium de plumb.
4. Grundul va fi de tipul 1000 sau 1165 conform STAS 3097-80 sau altul similar.
Chit pe baza de ulei pentru spacluirea suprafetelor metalice la interior.
4. Chitul va fi de tip 1522 (C 101-2) - conform STAS 6592-80 sau altul similar.
2. Chitul se poate prepara si pe santier cu urmatoarea compozitie:
- ulei de in fiert - 2,00 kg
~ solutie de clei 6% - 0,30 kg
- ocru - 1,00 kg
- negru de fum - 0.20 kg
- cret cca. 6,50 kg
Chit pe baza de ulei pentru spacluitea suprafeelor metalice la exterior.
4. Chitul va fide tipul 1522- conform STAS 6592-80 sau altul similar.
2. Chitul se poate prepana si pe santier cu urmatoarea compozitie:
- ulei de in fiert - 0,55 kg
- sicativ neftenic - 0,68 kg
-lac- 0,45 kg
- terebentina - 0,57 kg
- spat greu - 0,60 kg
-ocru- 0,95 kg
- al de zinc - 0,64 kg
- miniu de fier - 0,22 kg
- negru de fum - 0,20 kg
~ eret cca. 5,10 kg
Livrare, manipulate, depozitare
Pentru receptia fiec&rui lot de materiale livrate. Antreprenorul va verifica certificatul de
calitate al producatorului.
Produsele se vor depozita in ambalaje originale, grupate PC categorii, intr-un spatiu
acoperit, uscat, bine aerisit, ferit de inghet si de variatii de temperatura (+7°C si +20°C),
cu etichete vizibile pentru a nu se confunda continutul.
Pentru manipulare si transportul la locul de lucru se vor folosi cutile si bidoanele de
ambalaje, galetile si se vor transporta numai cantitafile necesare unui schimb de lucru.
CAIET DE SARCIN - ARHITECTURA - P.T.*D.E. PagT/33
Q ise SIMTEX e|
FIP Consulting
Linking Opportunities
PUNEREA IN OPERA
EXECUTIA LUCRARILOR
Operatiuni preaatitoare
Montarea elementelor complementare la confectiile metalico se va face dupa
executarea completa a vopsitoriei, avand grija ca aceasta s nu sufere degradari.
Pregatirea stratului suport
Structura metalica va fi livrata la gantier vopsite in camp electrostatic.
Contectille metalice vor fi livrate pe santier cu un strat de grund anticoroziv aplicat pe
intreaga suprafata, adica gi la interiorul profilelor inchise.
Se vor Indeparta toate urmele de rugina, oxizi, pete de grasimi, noroi, mortar, etc. cu
putin inainte de inceperea aplicarii straturilor de vopsea; aceste operatiuni se fac in
atelierele de confectii metalice sau uzinat.
Metalul curatat se va grundui la maximum 2-4 ore de la curétire. Suprafata pregattita
pentru vopsire se va curdita pana la luciu fie manual, prin ciocdnire, ragchetare sau
periere, fie mecanizat, prin periene cu scule electrice cu perie de sérma sau disc
abraziv; in cazuri deosebite se va proceda la sablare, curatire cu flacara, decapare cu
paste decapante sau degresare cu solventi
Pe gantier se vor executa urmatoarele operatiuni pregatitoare:
- curaifarea de praf si impuritafi prin periere:
- repararea stratului de grund anticoroziv, acolo unde este cazul;
- chituire gi slefuire localas
Executarea vopsitoriilor in camp electrostatic cu pulbere poliuretanica
Lucratile de vopsitorie in camp electrostatic se vor realiza de o firma specializata.
Se vor folosi numai vopsele cu agrement tehnic.
Suprafetele vopsite vor trebui sd se prezinte ca un strat uniform, continu, neted gi
care s acopere perfect straturile inferioare.
inainte de aplicare, suprafetele de metal trebuie s4 fie degresate, in vederea unui
eventual tratament preliminar — o fosfare poate fi utiizaté de asemenea.
in cazul sarcinilor mari de coroziune sau in cazul in care ca pelicula sa aiba o durata
peste 5 ani, este preferabila pregatirea, respectiv aspirarea suprafetei prin sablare.
Aplicarea se va face cu ajutorul pulverizarii electrostatic. Acest proces pot fi usor
mecanizate sau automatizate, Lacul pulbere poate fi aplicat la fel pe suprafete reci sau
incalzite,
Pe suprafefele reci poate fi formata o glazuré de cca 60-80 jm grosime, iar pe
suprafetele incallzite la 180 0 C de cca. 20 um grosime. Temperatura de incalzire a
pieselor depinde de capacitatea termica si de forma lor.
Executarea vopsitorillor cu ulei
Pregatirea stratului suport.
Lucraile de vopsitorie se vor executa la o temperatura a aerului de cel putin - 15°C,
regim ce va fi mentinut in tot timpul executiei si cel putin inca 15 zile dupa executarea
lor.
Prolucrarea suprafetelor se va face cu respectarea riguroasa a ordinii operafiunilor
indicate mai jos:
CAIET DE SARCINI-ARHITECTURA-PT*DE, "Pag 8/33
a isn simTex ©)
FIP Consulting, \GaRTRMO HARAGEREHT everEOT
Linking Opportunitiest® 180 poor reo sa0o8
1, Grunduirea cu grund anticoroziv cu ulei i miniu de plumb 1000 sau 1165 aplicat
intr-un strat subtire continuu $i fara prelingeri, dare sau fire de pensula.
Confectiile metalice se livreaza pe santier gata grunduite.
2. Chituirea locala se va face cu chit pe bazd de ulei, si se vor acoperi zgarieturile,
fisurile, adanciturile. Locurile mai adanci de 1 mm se acopera in mai multe reprize
3. Slefuirea locurilor chituite se va executa cu panza de slefiult; dupa slefuire suprafata
se va curata bine de praf.
4. Grunduirea locurilor chituite se va face conform pet. 1
5. Spacluirea generala | se va face folosind chitul; chiturile se dilueaza fie cu diluant
special (D-001-3) fie cu ulei sau vopsea la culoare
6. Slefuirea general se va face folosind unelte electrice de slefuit cu disc de peric,
pasla sau hértie abraziva cu o granulatie find. Se poate face umed sau uscat. Dupa
slefuire, suprafata se va curdta bine de praf cu perii sau prin sablare cu aer comprimat.
Dupa slefuire umeda, suprafata se va spala cu solvent si se va sterge.
Aplicarea vopselei
1. Aplicarea vopselei se va face mecanizat cu pistol de pulverizat, in 3 straturi,
fiecare strat aplicéndu-se numai dupa uscarea completa a celui precedent.
2. Vopseaua se va strecura prin sita fina cu 900 ochiuri pe cm? si se va dilua cu
diluant in proportie de 5-10%.
3. Vopseaua se va aplica in straturi uniforme fara a lasa urme mai groase sau mai
subfiri de vopsea.
4, Dac& va fi necesar, se vor executa chituiri gi slefuiri dupa fiecare strat de
vopsea.
5. Straturile de vopsea se vor intinde pe directli perpendiculare unul fata de
colailat.
6. Ultimul strat nu se va slefui si, dacd nu se specifica altfel, va fi finisat prin
netezire pentru a cpata luciu.
Executarea vopsitoriilor cu emé pe baza de rasini alchidice
Pregatirea stratului suport.
Lucrarile de vopsitorie exterioara gi interioara se vor executa la o temperatura de minim
= 15°C si in condifii de umiditate relativa a aerului de maximum 60%.
Prelucrarea suprafefelor se va face prin aplicarea de compozitii cu respectarea
riguroasa a ordinii operafiunilor indicate mai jos.
1. Grunduirea cu grund anticoroziv pe baza de rasini alchidice si miniu de plumb.
2. Chituirea locala cu chit de cutit, pe bazé de ragini alchidice.
3. Slefuirea locurilor chituite.
4, Grunduirea locurilor chituite conform pct.
5. Spacluirea general cu chit de cufit sau de stropit
6. Slefuirea suprafetei spactuite.
7. Spacluirea strat Il (daca este specificat),
8. Slefuirea suprafefei spacluite.
Aplicarea straturilor de acoperire se va face respectandu-se ordinea ¢i felul operatiilor
indicate mai jos
4. Grunduirea cu grund de acoperire.
CAIET DE SARCIN - ARHITECTURA - P.T.“D.E. Pag 9/33
Q RiKA SIMTEX 2
FIP Consulting
Linking Opportunities® a
Slefuirea peliculei grundului de acoperire.
Aplicarea primului strat de email conform
Slefuirea.
Aplicarea celui de al doilea strat de email
Slefuirea (daca este specificat).
Aplicarea celui de al treilea strat de email.
NOMSYON
Straturile succesive se vor intinde pe directii perpendiculare una fata de cealalta,
Straturile de email se vor slefui cu panza de slefuit nr. 40 sau 32, dupa care se
indeparteaza praful cu o pensula moale.
Ultimul strat nu necesita operatia de finisare.
Timpul necesar uscrii unui strat, pentru a putea fi aplicat un alt strat de email, este de
24 ore.
Nu se va aplica un strat nou inainte de uscarea celui precedent.
Conditii de receptie
Suprafetele vopsite vor trebui s se prezinte ca un strat uniform, continuu, neted si
care s4 acopere perfect straturile inferioare.
Porfiuni neacoperite, pete, desprinderi, cute, sourgeri, discontinuitati ale peliculci,
aglomerari de pigmenti, neregularitati datorate unor chituiri sau slefuiri
necorespunzatoare, urme de fire de par din pensula, nu vor fi admise.
Portiunile remediate vor avea aceeasi nuanta cu restul suprafetei.
Se vor considera defecte in plus fat de cele enumerate mai sus, urmatoarele:
+ nerespectarea tehnologiei de aplicare specificata in normativul C3-76 (4)
4133;
+ nerespectarea prezentelor specificatii;
+ lipsa de corespondenta si concordant dintre lucrarile executate si
prevederile proiectului;
+ nerespectarea dozajelor, numarului de straturi si a materialelor specificate.
Consultantul poate decide refacerea locala sau pe suprafe{e mai mari a lucrarilor de
vopsitorie, de la caz la caz, funcfie de natura si amploarea defectelor constatate.
Protejarea anticoroziva a elementelor metalice de tinichigeri
Elementele de tinichigerie se vor executa din tabla de ofel zincata la cald pe ambele
fete, Stratul de zinc va fi de 480 gr/m? pe toate fotele.
Elementele de tinichigerie se vor proteja anticoroziv, la muchiile rezultate din taietura,
prin zincare cu spray-un de zine.
Toate elementele de fixare a tinichigeriei vor fi zincate (guruburi, agrafe, bratari,
piulite, etc.)
Toate elementele de fixare pentru confectiile metalice vor fi protejate anticoroziv:
1. Praznurile, agrafele, armaturile, pldcutele de prindere se vor proteja cu grund
pe baz de ulei si miniu de plumb, sau altul similar.
2. Suruburile, piulifele, saibele, bolturile impuscate, diblurile _metalice
expandabile, suruburile autofiletante, cuiele, vor fi zincate la cald.
I LEGISLATIE
CAIET DE SARCINI - ARHITECTURA - P.T.+D.E. is
Q wife SIMTEX S|
FIP Consulting
Linking Opportunities® to poor reo moo"
Standarde si normative de ref
Acolo unde exista contradictii intre prevederile prezentelor specificatii si prescriptiile
cuprinse in standardele si normativele enumerate mai jos, vor avea prioritate
prezentele specificafit
Standarde
1. STAS 16-80 - Ulei de in sicativat.
2. STAS 18-94 - Ulei tehnic de in.
3. STAS 88-90 - Clei de oase.
4, STAS 2706-86 - Creta macinata
5, SR 2093:1993 - Lacuri si vopsele. Reguli pentru verificarea calitaji, ambalare,
marcare, depozitare si transport.
6, STAS 3097-80 - Grunduri pe baza de ulei.
7. STAS 3123-85 ~ Diluanti pentru produse pe baza de rasini alchidice.
8. STAS 3124-75 - Diluant 104 pentru produse pe baza de ulei
9. STAS 3421-79 - Lacuti pe baz de nitroceluloza.
10. STAS 3474-80 - Lacuri pe baza de bitum.
11. STAS 3509-83 - Vopsele pe baza de ulei. Vopsea kaki 1003.
12. STAS 3706-69 - Lacuri pe baz de ulei. Lac incolor 1060.
13. STAS 3744-69 - Vopsele pe baza de ulei. Vopsea gri 1000.
14. STAS 3745-69 - Emailuri pe baz de ulel. Email negru 1060.
15. STAS 4121-75 - Grunduri pe baz de nitroceluloza. Grund gri 2446.
16. STAS 4649-80 - Email kaki E 592-1 pe baza de nitroceinloza.
17. STAS 6592-80 - Chituni pe baza de ulei.
18. STAS 8009-80 - Protectia suprafefelor metalice. Acoperiri prin vopsire. Metode
de verificare.
19. STAS 8308-69 - Ragin sinteticd. Romalchid R 60.
20. STAS 8311-87 - Lacuri si vopsele. Culori si nuante.
21. STAS 8512/1-79 - Ragini epoxidice tip 040 si 040 T.
22. STAS 10128-86 - Protectia contra coroziunii a constructillor supraterane din ofel.
Clasificarea mediilor agresive.
23. STAS 10166/1-77 - Protectia contra coroziunii a constructiilor din otel
supraterane. Pregatirea mecanica a suprafetelor.
24, STAS 10702/1-83 - Protectia contra coroziunii a constructilor din otel
supraterane. Acoperiti protectoare. Conditii tehnice generale.
25. STAS 12796-90 - Protectia contra coroziunii, Pregaitirea suprafetei pieselor de
ofel pentru vopsire.
Normative
1.C3-76 - Normativ pentru executarea lucrarilor de zugraveli si vopsitorii, cu
completarile la acesta.
A. LUCRARI METALICE
GENERALITATI
Acest caiet de sarcini cuprinde specificatiile tehnice pentru lucrarile de executie a
elementelor si structurilor metalice. Caietul de sarcini nu are caracter limitativ, insa
orice modific&ri sau completari se vor putea face numai cu avizul Proiectantului si/sau
CHET DE SAROI-ARATECTURK= PSOE Ce
a lain SIMTEX ©)
FIP Consulting TIRES ARREST SvETERT
Linking Opportunities® iSogoor two moor
Consultantului. La executarea lucrdrilor se vor utiliza numai materiale consemnate in
proiect. Orice propunere de inlocuire trebuie motivata de contractant si aprobata de
catre Proiectant si Consultant/Investitor.
i MATERIAL
Preset
Dimensiunile gi tolerantele pentru sectiunile de otel laminat la cald trebuie sa satisfaca
conditille urmaitoarelor prescriptii tehnice:
STAS 500-1 "Oteluri de uz general pentru constructii. Conditii generale tehnice ",
SR EN 10021 "Oteluri si produse siderurgice. Conditii tehnice generale de livrare",
STAS 564 "Otel laminat la cald”. Otel U",
STAS 424 "Otel laminat la cald. Otel comier cu aripi egale",
STAS 395 "Otel laminat la cald Otel lat",
STAS 505 "Otel laminat la cald. Table groase. Conditii tehnice de calitate.
Electrozii de sudura pentru arcul metalic de sudura manuala trebuie sa satisfaca
conditiile STAS 1125-1
Sudarea metalelor.
Electrozii invelifi pentru sudarea otelurilor cu arc electric. Condifii tehnice generale de
sudura STAS 1125-2 "Sudarea metalelor. Electrozii inveliti pentru sudarea oteluritor
carbon gi slab aliate. Conditii tehnice.
Bolturile hexagonale, suruburile si piulifele de precizie trebuie sa satisfaca cerintele
SR STAS 4014 "Suruburi cu cap hexagonal partial filetate grade C" si ISO 4033 "Piulite
hexagonale stil 2 grade A si B".
Bolturile hexagonale, suruburile si piulijele de precizie trebuie s satisfacd cerintele
STAS 4014 "Suruburi cu cap hexagonal partial filetate grade A si B ",STAS 4242
“Suruburi cu cap hexagonal. Clase de executie A si B.
Saibele din otel trebuie sa satisfacd cerinfele STAS 5200-4 "Saibe plate serie de
dimensiuni normale. Clase de executie A", STAS 5200-5 "Saibe plate serie de
dimensiuni mari clasa de executie A gi C ".
La execute se vor folosi, atat dimensionat cat si calitativ, numai materialele indicate in
proiect, orice schimbare de materiale (calitate sau dimensiuni semifabricat) se va face
numai cu avizul scris al Proiectantului/Consultantului si se vor anexa la documentatia
de insotire a produsului, Materialele utilizate vor fi garantate de furnizori cu certificate
de calitate privind compozitia chimica, caracteristicile si incercarile mecanice conform
standardelor in vigoare
Materialul de adaos pentru sudura va fi corespunzator elementelor care se
asambleaza si va fi de asemenea insofit de certificate de calitate garantate de furnizori
Materialul de adaos va fi stabilit de Contractor in functie de procedeul de sudare
adoptat. Nu se admit remedieri prin sudura a defectelor ce depasesc limitele de
admisibilitate prescrise in standardele respective.
Verificarea calitatii
‘CAIET DE SARCINI- ARHITECTURA - P.T.+D.E, Pag 12/33
gQ IRA SIMTEX |
FIP Consulting
Linking Opportunities®
Controlul calitatii si receptia in uzina se va face conform H.G.R Nr.273/94, Legii 10/95,
STAS 767/0-88 si C150-84, efectudnd-se incercarile prescrise gi intocmindu-se
documentele legaie ce vor insoti furnitura la investitor.
inainte de executie materialele vor fi verificate din punct de vedere calitativ si
dimensional de c&tre organul de control autorizat. Asupra fiecarui reper se vor face
urmatoarele verificari:
= identitatea materialului cu cel prevazut in proiect; in caz de modificéri se vor
prezenta derogarile avizate de factori autorizati;
" starea de curatire, prelucrare si/sau finisare a suprafetelor conforma cu cele
indicate pe desenele de executie sau mentionate;
* verificarile si masuratorile se vor face ou mijloace sau aparate de control
adecvate scopului si gradului de precizie cerut;
"= defectele admise in materialul de baza vor fi cele admise in standardele de
material, iar abaterile de forma ale semifabricatelor se vor incadra in limitele
admise de standardele de produse. in lipsa acestor certificate Contractorul
trebuie sa fac probele necesare conform standardelor in vigoare si s&
intocmeasca certificatele de calitate corespunzatoare.
inainte de executie materialele vor fi verificate din punct de vedere calitativ si
dimensional de catre organul de control autorizat. Asupra fiecarui reper se vor face
urmatoarele verificairi:
= identitatea materialului cu cel prevazut in proiect; in caz de modificdri se vor
prezenta derogarile avizate de factori autorizati;
" strea de curatire, prelucrare si/sau finisare a suprafetelor conforma cu cele
indicate pe desenele de executie sau mentionate ;
* verificarile si masuratorile se vor face cu mijloace sau aparate de control
adecvate scopului si gradului de precizie cerul;
= defectele admise in materialul de baz vor fi cele admise in standardele de
material, iar abaterile de forma ale semifabricatelor se vor incadra in limitele
admise de standardele produse. In lipsa acestor cerlificate Contractorul
trebuie s& faci probele necesare conform standardelor in vigoare si sa
intocmeasca certificatele de calitate corespunzatoare.
Livrarea, manipularea, depozitarea
inainte de a fi livrata pe gantier, fiecare piesa de otel prelucrata trebuie marcata distinct
in conformitate cu desenul de montaj. La manipularea, incarcarea, transportarea,
descarcarea elementelor de constructii metalice se vor lua toate masurile pentru a se
asigura evitarea producorii deformatillor. Materialul marunt (gusee, surubuti, piulife,
saibe, etc.) va fi transportat in l&zi rezistente.
I PUNEREA IN OPERA
Montarea elementelor de constructii metalice se realezeaza dupa reguli care fixeazai
tolerante la montare ale acestora si care sunt cuprinse in STAS 767-0 "Constructi
civile, industriale si agrozootehnice. Tolerante si asamblari in constructii. Conditi
tehnice generale de calitate"
CAIET DE SARCINI - ARHITECTURA - PTD. Pog 13/33
g RISA SIMTEX S|
FIP Consulting acer BvarER
Linking Opportunities® eee
Tehnologia de executie a structurii metalice si a armaturilor rigide se va stabili de catre
constructor in conformitate cu proiectul de executie si recomandarile din prezentul
caiet de sarcini.
Prevederi generale
Toate operatiile de executie si montaj se vor efectua cu personal calificat in acest gen
de lucrari, coordonat tehnic. Unitatea ce executa construotille metalice si montajul
acestora va asigura si masurile de securitate a muncii si paza contra incendillor
necesare realizarii acestor lucrari.
Orice modificari fata de proiect vor fi aduse la cunostinta Proiectantului / Consultantului
pentru a fi avizate si introduse in documentatie
Pregitire, debitare, sanfrenare
Tnainte de punerea in executie a produselor se va analiza proiectul in vederea stabilirii
tehnologiei de executie
Laminatele vor fi curifate inainte de a fi debitate prelucrate si apoi imbinate.
‘Suprafata pofilelor laminate trebuie sa fie neteda si fara fisuri. Defectele superficiale
pot fi indepartate cu polizorul cu condifia ca dupa indepartare grosimea materialului sa
nu scada sub limitele de toleranta prevazute in STAS 1111-86.
Nu se admit remedieri prin sudura a defectelor de suprafata.
Se recomanda ca taierea la dimensiune a tablelor sau celorlalte profile sa se facd cu
mijloace mecanice. in cazul in care taierea se face cu flacara, oxiacetillenica se va
lasa un adaos suficient pentru a se inlatura materialul decarburat prin prelucrarea
mecanica a muchiilor. Abaterile limita vor corespunde STAS 1111-86 si STAS 2300-
88.
Piesele prelucrate nu trebuie sa prezinte muchii ascufite, bavuri, pete de zgura.
Rugozitatea lor va fi de maxim 25 ym
Sudare
Sudurile sunt reprezentate si notate conform STAS 735/1-87, iar dimensiunile rosturilor
imbindrilor sunt stabilite conform STAS 6662-87, functie de grosimea materialelor si
tipul de sudura ales pentru imbinarea reperelor.
Clasa de calitate a sudurii va fi clasa Ill-a conform STAS 9398-83,
Documentatia tehnica pentru asamblarea prin sudura se elaboreaza de catre firma
care uzineaza elementele din otel si trebuie s& cuprinda:
+ pregatirea si prelucrarea materialului; debitarea cu pastrarea marci otelului gi
executia rosturilor;
+ tehnologia de sudare conform STAS 11400/1-88 (inclusiv pentru remedierea
defectelor);
+ tehnologia de asamblare a elementelor: pregatire, trasare, ordine de asamblare,
utilaje si dispozitive de lucru;
+ programul de control calitativ;
indicatii privind preasamblarea in uzina, depozitarea, marcarea si asamblarea
pentru transport precum si schemele de incarcare in mijloacele de transport.
Lucrari de sudare $i asamblare la temperatura scazuta (timp friguros)
‘CAIET DE SARCINI- ARHITECTURA-P.T*D.E. Pag 14733
leign SIMTEX 2)
FIP Consulting | xrinea nannaenenravevan
Linking Opportunities®® ioboor-o moor
Sudurile se vor executa fara intrerupere. Sudarea se va incepe gi termina pe
piese terminale (accesorii). Utilajele (dispozitivele) de sudura vor fi protejate
corespunzaitor contra intemperiilor prin adpostirea in baraci
Cablurile ce servesc la alimentarea cu curent electric vor fi pozate pe suporti de
lemn: nu se admite ingroparea cablurilor in zipad& sau agezarea lor pe pamantul
inghetat.
Timpul de lucru al sudorilor se va micsora, in functie de temperatura, alternand cu
pauze de aprox.10 minute pentru odihna si incalzire.
Sudarea otelului, inclusiv sudurile de prindere care se incorporeaza in lucrarea finisata,
trebuie s8 corespunda prevederilor C 150 "Normativ privind calitatea imbinarilor
sudate din otel ale constructilor civile, industriale si agricole". De asemenea, se vor
respecta urmatoarele prescriptii tehnice:
- SREN ISO 9013 "Sudarea si procedeele conexe. Clase de calitate si tolerante
dimensionale ale suprafetelor taiate termic (ou flacara oxigaz)"
~ STAS 10564-2 "Taierea cu plasma a metalelor. Clase de calitate ale taieturilor"
Contractorul va intocmi tehnologia de sudare tinand seama de calitatea
materialelor imbinate, tipul de sudura indicat in proiect, continuitatea si lungimea
cordonului de sudura, compozitia si calitatile mecanice ale acestuia. Nivelul de
acceptare al defectelor sudurilor va fi nivelul "C".
Procedeele de sudura aplicate vor avea in vedere prevenirea aparitiei de
deformari ale tablelor sau rigidizarilor, deformarii care ar putea introduce tensiuni
interne care sa influenteze negativ comportarea elementelor structurale.
Suprafetele care trebuie sudate se vor curata de rugina, zgura, ulei, vopsea etc,
si numai dupa aceea se va trece la executarea sudurilor. Inainte de sudare se
controleazi ca marginile prelucrate sa corespunda plangei de executie gi sé nu
prezinte defecte ca: exfolieri, fisuri, urme de zgura, pori etc. Preincalzirea reperelor in
vederea sudarii, respectiv detensionarea lor, se prescrie la tehnologia de execute (la
tablele de 25 mm grosime)
Materialul de adaos pentru sudura se prescrie de catre Contractor prin
tehnologia de sudare, in functie de calitatea materialelor imbinate, tipul si dimensiunea
sudurii, astfel incat sa se asigure calitatea ceruta prin clasa de calitate stabilita.
Remedierea sudurilor se va face sub control autorizat si vor fi menfionate in
documentatia de insotire a produsului. Acestea vor fi verificate dupa remediere, in
conditille prescrise pentru sudurile inifiale.
Lungimea sudurilor de prindere care vor fi incorporate in lucrarea finisata nu va fi mai
mica decat de 4 ori grosimea placii celei mai groase sau de 50 mm, ludndu-se in
considerate cea care din cele doua este mai mica.
Imbinarile executate prin sudura manuala, semiautomata sau automata vor avea
caracteristicile mecanice minime cerute pentru materialele pieselor care se sudeaza.
‘Sudarea constructillor metalice se va executa la o temperatura de peste +5 © C. In
cazul executiei sudurilor in aer liber trebuie luate masuri pentru protejarea locului de
sudura sia sudorului de vant, ploaie si zapada.
Montaj
La montaj se va verifica in mod obligatoriu existenta si calitatea tuturor subansamblelor
componente. Montajul se va executa conform planselor de executie. intreprinderea
"Pag 15/33
Q IRIfA SIMTEX S|
FIP Consulting sarvanmaaaanravoTEN
Linking Opportunities® orto moor
care monteaz& constructia din otel va intoomi urmatoarea documentatie (conform
STAS 767/0-88):
~ masuri privind depozitarea si transportul pe santier a elementelor de constructi
- organizarea platformelor de preasamblare pe santier cu indicarea milloacolor de
transport si ridicat ce se folosese;
- verificarea dimensiunilor implicate in obfinerea tolerantelor de montaj impuse;
- _ pregatirea i executia imbinarilor de montaj;
verificarea cotelor si nivelelor indicate in proiect pentru constructia montata;
- ordinea de montaj
- metode de sprijinire si asigurarea stabilitatii elementelor in fazele intermediare
de montaj;
- tehnologia de sudura pe baza de procedee de sudura conform standardelor in
vigoare;
programul de control al calitatii $i receptia pentru furnitura, executia montajulul
si protectia anticoroziva in conformitate cu H.G.R. Nr.273/94,Legii 10/95,STAS
767/0-88 SI c 150-84.
Montarea stalpilor metal
StAlpii metalici vor fi montati in concordanta cu urmatoarele proceduri:
= cu dispozitivul stabilit se agata stdlpul in macara si se transporta la locul de
montaj;
- se prind ancorajele necesare pentru menfinerea verticalitatii;
- se asaza stdlpul pe pozitia corecta si se axeaza pe cele doua directi;
- se prind ancorajele de piesele special prevazute si ou ajutorul lor, se
verticalizeaza stalpul,
- se executa imbinarea conform proiectului;
- se desprinde stélpul din macara
Montarea grinzilor
Grinzile se vor monta in concordanta cu urmatoarele proceduri:
- stdlpul se va masura la ambele capete ale deschiderii;
- se corecteazai capetele stalpilor in functie de rezultate;
- se verifica dimensiunile si geometria grinzi conform proiectului;
~ se marcheazai cu vopsea axele longitudinale ale grinzilor;
se monteaza sustinerile pentru grinzi conform figei tehnologice;
se echipeaza grinzile cu piesele necesare pentru ridicare;
se agala grinzile cu dispozitivul special de ridicare si se transporta cu
macaraua la locul si indltimea de montaj;
- se monteaza grinzile, executandu-se imbinarea, conform proiectului de
execulie gi fisei tehnologice;
se ancoreaza grinda cu tiranti pentru a preveni rasturnarea ei sau orice alta
deformatie perpendiculara pe planul ei
se desprinde grinda din macara si se continua operatiile cu alta grindi.
Tehnologia este valabila si pentru montarea panelor si contravéntuirilor motalice.
ACOPERIRI DE PROTECTIE $I VOPSIRI
CAIET DE SARCIN - ARHITECTURA - P.T “DE. Pag 16/33
Q rise SIMTEX 2)
FIP Consulting a
Linking Opportunities
Elementele structurii metalice se vor acoperi cu un grund protector pentru perioada de
depozitare, anterioara montajului, pentru evitarea inceperii fnomenului de coroziune.
Grundul protector nu trebuie s& contin plumb si trebuie aprobat de consultant.
Grundul protector se va aplica uniform si continu pe toate suprafefele. Tehnologia
de aplicare a grundului si vopselii (sau vopselii termo-spumante de protectie la
incendiu) se va face conform instructiunilor fumizorului. Eventualele deteriorati ale
grundului protector survenitepe perioada transportului sau la depozitare vor fi
remediate la locul de depozitare, in care scop se va livra o cantitate suplimentara de
grund protector impreuna cu subansamblele (accesoriile).
Suruburile, saibele si ancorele autoperforante se vor conserva cu orice tip de vaselina
sau unsoare mineral.
Toate elementele ce sunt armatuti rigide pentru beton armat cu armatura rigida (B.A.R)
nu se vor acoperi cu grund protector sau vopsea.
CONTROLUL CALITATII
Verificarea controlului calitatii se face conform STAS 767 "Constructii civile, industriale
si agricole. Constructii generale de calitate" pentru:
~ condifii de calitate;
- controlul calitatii executiei elementelor si al cordoanelor de sudura;
- remedierea defectelor de sudura;
controlul tehnic de calitate inainte de operatia de sudare;
controlul tehnic de calitate in timpul operatiei de sudare;
controlul tehnic de calitate al elementelor si al imbinairilor sudate.
Imbinarile constructiilor metalice trebuie s& satisfaca cerinfele 150 Normativ privind
calitatea imbinarilor sudate din ofel ale constructillor civile, industriale gi agricole",
STAS 767-2 "Construct civile, industriale i agricole. Imbinari nituite si imbinari cu
suruburi la constructii din otel. Prescriptii de executie”
Pentru sudori se vor respecta urmatoarele conditi
- tofi sudorii trebuie sA posede un cerlificat aprobat de aptitudini sau o calificare
aprobata, corespunzétoare clasei de lucrari la care vor fi angajafi. Se va
prezenta la cerere o copie a certificatului de aptitudini
- daca sudorii nu poseda certificate de aptitudini aprobate, sa prezinte spre
aprobare probe in conformitate cu STAS 9523-1.2 "Examinarea si autorizarea
sudorilor" privind aptitudinile sudorilor pentru clasa de lucrari care urmeaza sa
fie oxecutate
= unitafile care executa imbinari sudate sunt obligate sa utilizeze sudori autorizati
intern si verificati periodic, sudori autorizati ISCIR sau RNR;
- autorizatia interna este valabila in cadrul intreprinderii timp de 2 ani de la
verificarea calificdrii sudorului in condifile STAS 9532-1.2 “Examinarea si
autorizarea sudorilor".
Toate sudurile si suprafefele adiacente trebuie sa fie examinate vizual pentru a se
constata absenta urmatoarelor defecte:
crapaituri in sudura sau in suprafetele adiacente;
incluziuni de zgura;
porozitate;
lipsa lipirii la marginea sudurii,
CGAIET DE SARCINI - ARHITECTURA - P.T.*D.E. Pag 17133
gQ feign SIMTEX S|
FIP Consulting L —
king Opportunities®
~unghi interior;
- profil concav al sudurii
~ cordon de sudura excesiv de convex;
0 tranzitie proasta intre sudura gi elementele sudate;
~ ipsa alinierii intre componentele imbinaiii;
- lipsa de penetrare a radacinii suduri
- un cordon de penetrare excesiv.
Defectele admise la suduri se vor incadra in prevederile STAS 9398-83 pentru clasa a
lll-a de calitate. Remedierile sudurilor se vor face sub control autorizat.
Acestea vor fi verificate dupa remediere in condifille prescrise pentru sudurile inifiale.
TOLERANTE
Tolerantele admise la uzinare sunt cele prevazute in STAS 767/0-88.
Abaterile de dimensiune admise pentru elementele structurale de ofel situate deasupra
fundatiilor trebuie sa se incadreze in urmatoarele limite:
- pentru orice suprafata orizontala nominala masurata de la nivelul de referinta
cel mai apropiat, + 5mm;
- pentru orice suprafata nominala verticala masurata de la linia de referinta cea
mai apropiata,+ 5mm;
Independent de tolerantele indicate mai sus, se iau In considerare urmatoarele:
- abaterea admisé a dimensiunilor secfiunii transversale a elementelor
incorporate fata de cele indicate pe desene trebuie sa fie egala sau mai mica
de + 3mm sau + 1:500 fiind luata in considerare cea mai mica din cele doua, in
atara de cazul cand in desene se prevede altfel.
- abaterea admisa in verticalitate a elementelor trebuie sa fie egalé sau mai mica
de 1:500.
- abaterea admisa in inclinare trebuie sa fie egalé sau mai mica de 1/1000 din
lungimea elementelor.
- abaterile totale maxime admisibile fata de dimensiunile orizontale i verticale nu
trebuie sa depaseasca + 1:1000 sau + 30mm, fiind luata in considerare cea mai
mica dintre cele doua.
RECEPTIA PIESELOR $I SUBANSAMBLELOR
Receptia pieselor va fi efectuaté de reprezentantul Fumizorului si Investitorului;
furnizorul are obligatia de a pune la dispozifie urmatoarele acte;
buletine de calitate pentru materiale ;
procesele verbale cu rezultatele probelor si verificarilor,
buletinele de analiza pentru controlul sudurilor, inclusiv a celor remediate (daca
este cazul)
Recepfia elementelor, subansamblurilor gi structurilor metalice se va face in prezenta
reprezentantului Investitorului, a Proiectantului si a Consultantului, Eventualele
neconcordante sau modificdri efectuate la proiect vor fi operate de proiectant in
documentatia de executie.
CONDITI DE EXPLOATARE
‘CAIET DE SARCINI- ARHITECTURA - P.T.*D.E. Pag 18/33
Q in SIMTEX ©)
FIP Consulting \ as RSET SEF
Linking Opportunities® eee en
Dup darea in exploatare constructia metalica nu va fi supusa altor solicitari in afara
celor inscrise in proiect. in timpul exploatarii nu se va schimba destinatia constructiei
sinu se va modifica structura constructiva.
Investitorul / Beneficiarul va inspecta periodic constructia metalica, cel putin o data pe
an. In afara acestor inspectii periodice sunt necesare inspectii suplimentare ale
construcfei metalice astel
in primele 6 luni de la darea in exploatare: Inspectii periodice;
- incaz de cutremur, incendiu, actiunea vantului etc: Defectele constatate cu ocazia
acestor inspectii se vor consemna intr-un proces verbal si apoi se trece la
remedierea lor.
Lucraile cu caracter de reparafji $i consolidairi se vor face numai in conformitate cu
legislafia in vigoare privind proiectarea si executia, precum gi cu respectarea Logii
10/1995 privind calitatea in constructi.
ML LEGISLATIE
STANDARDE $I NORMATIVE DE REFERINTA
4. |STAS 500-1 Oteluri de uz general pentru construcfil. Condifii generale|
|tehnice,
2. SREN 10021 Oteluri si produse siderurgice. Conditiitehnice generale de
livrare.
3. |STAS 564 Otel laminat la cald. Otel U.
4. |STAS 424 Otel laminat la cald. Otel comier cu aripi egale. |
5. |STAS 395 Otel laminat la cald. Otel lat.
6. |STAS 505 Otel laminat la cald. Table groase. Conditii tehnice de
calitate.
7. |STAS 1125-1 Sudarea metalelor. Electrozii iveliti pentru sudarea
otelurilor cu arc electric. Conditii tehnice generale de)
| sudura, |
8. STAS 1125-2 Sudarea metalelor. Electrozii ivelifi pentru. sudarea
otelurilor carbon si slab aliate. Conditii tehnice.
9. STAS 767-0 Constructii civile, industriale gi agrozootehnice. Tolerante
si asamblari in construcfii, Condi tehnice generale de
| Calitate.
10. |C 150 Normativ privind calitatea imbinarilor sudate din ofel ale:
constructillor civile, industriale si agricole.
11. |C 56-85, Normativ pentru verificarea calitatii lucrarilor de constructie.
sia instalatilor aferente.
12, |Legea 10/1995, Lege privind calitatea lucrarilor in constructii.
13. |STAS 10493-76 Marcarea si semnalizarea punctelor pentru supravegherea
tasarii si deplasarii constructillor gi terenurilor.
“CAIET DE SARCINI - ARHITECTURA - P.T.+DE. A Pag 19733
Q IRA SIMTEX 2
FIP Consulting eran vara
Linking Opportunities® aoe
B. CONFECTII METALICE
GENERALITATI
Obiectul specificatiei
‘Acest capitol cuprinde specificatii pentru executarea gi montajul confectiilor metalice
(tel).
Specificafii pentru lucrari de vopsitori la confectii metalice sunt cuprinse la capitolul
7
Concept de baza
Toate confectille metalice se executa din ofel moale, protejat cu grund anticoroziv gi
vopsite cu vopsea pe baza de ulei, ragini alchidice sau epoxidice.
Mostre si test
Antreprenorul va prezenta spre aprobare Consultantului una sau doua mostre pentru
piesele de confectii metalice mai complexe, tipice, cuprinzéind materialele, sistemele
de fixare, asamblare (buloane sau sudura), protejare anticoroziva si finisare co
urmeaza sa fie adoptate ca sistem pentru toate confectille metalice.
Numai dupa obfinerea aprobarii din partea Consultantului se vor lansa comenzile
pentru execulie si livrarea confectillor metalice, care se vor executa in conformitate cu
mostrele aprobate.
Piesele de confectii metalice vor fi insofite de certificatele producatorului, prin care se
atesta calitatea materialelor folosite, in concordanta cu mostrele aprobate si cu
desenele de executie
Desene de executie
Antreprenorul va prezenta o data cu mostrele desene de executie pentru toate
confectiile metalice ce vor fi cuprinse in lucrare, inclusiv sistemele lor de fixare de
elementele de structura.
1, MATERIAL
MATERIALE $I PRODUSE
Materiale
Otel moale conform standardelor enumerate mai sus : otel lat laminat la cald, feava
trasa la cald, otel rotund, profile laminate la cald, tabla de otel.
1. Pofilele laminate la cald vor avea grosimi de cel putin 3 mm.
2. Tabla va avea grosimea de cel putin 2,0 mm si va fi zincata la cald. (490 gr/mp)
Accesorii: surubuti, piulie, saibe, dibluri CONEXPAND protejate anticoroziv prin
cadmiere (daca nu se specifica altfel).
Produse
Generalitati
1. Confectiile metalice se vor executa in ateliere specializate, in strict
conformitate cu desenele de executie si cu mostrele aprobate.
‘GAIET DE SARGIN- ARHITECTURA - P.T.+D.E. Pag 20/33
S-ar putea să vă placă și
- 6 - Aviz Delgaz - Strada Viitorului-SemnatDocument1 pagină6 - Aviz Delgaz - Strada Viitorului-SemnatSmintancaioanÎncă nu există evaluări
- Partea Scrisa-SemnatDocument86 paginiPartea Scrisa-SemnatSmintancaioanÎncă nu există evaluări
- Stas Otel Beton 009-2011Document38 paginiStas Otel Beton 009-2011daidadi9Încă nu există evaluări
- Procedura 2016 RTEDocument49 paginiProcedura 2016 RTEBogdan L. ZahariaÎncă nu există evaluări
- Studiu Topo-T1-SemnatDocument3 paginiStudiu Topo-T1-SemnatSmintancaioanÎncă nu există evaluări
- Producerea BetonuluiDocument76 paginiProducerea BetonuluiLEWWISÎncă nu există evaluări
- 21 13 C 56 2002 PDFDocument191 pagini21 13 C 56 2002 PDFBogdan LucaÎncă nu există evaluări
- HG NR 272 Din 1994 PDFDocument7 paginiHG NR 272 Din 1994 PDFpaspaÎncă nu există evaluări
- Deviz Pista de Biciclete ActualizatDocument4 paginiDeviz Pista de Biciclete ActualizatSmintancaioanÎncă nu există evaluări
- Model de Acord Cadru-SignedDocument11 paginiModel de Acord Cadru-SignedSmintancaioanÎncă nu există evaluări
- 36 - Lista Pret - Oferta de Produse Elis - Iulie 2020Document16 pagini36 - Lista Pret - Oferta de Produse Elis - Iulie 2020Dinescu DineÎncă nu există evaluări
- Model de Contract Subsecvent-SignedDocument29 paginiModel de Contract Subsecvent-SignedSmintancaioanÎncă nu există evaluări
- Plansa T1 - Studiu Topo - PISTA AVRIGDocument1 paginăPlansa T1 - Studiu Topo - PISTA AVRIGSmintancaioanÎncă nu există evaluări
- Caiet de Sarcini-SignedDocument36 paginiCaiet de Sarcini-SignedSmintancaioanÎncă nu există evaluări
- Subiecte Diriginti SantierDocument14 paginiSubiecte Diriginti SantierSmintancaioan100% (3)
- CAIET DE SARCINI Specificatii Tehnice-SignedDocument474 paginiCAIET DE SARCINI Specificatii Tehnice-SignedSmintancaioanÎncă nu există evaluări
- PTT1 Biciclisti Isaccea-PTT1Document1 paginăPTT1 Biciclisti Isaccea-PTT1Smintancaioan100% (1)
- PTT2 Biciclisti - Isaccea-PTT2Document1 paginăPTT2 Biciclisti - Isaccea-PTT2SmintancaioanÎncă nu există evaluări
- Decizia Nr. 38 Din 21 August 1987Document21 paginiDecizia Nr. 38 Din 21 August 1987SmintancaioanÎncă nu există evaluări
- Anexa La Caietul de Sarcini-SignedDocument100 paginiAnexa La Caietul de Sarcini-SignedSmintancaioanÎncă nu există evaluări
- PTT1 Biciclisti Isaccea-PTT1Document1 paginăPTT1 Biciclisti Isaccea-PTT1Smintancaioan100% (1)
- Modele Studiu de Caz Examen Diriginte de Santier Sau Responsabil Tehnic Cu Executia PDFDocument1 paginăModele Studiu de Caz Examen Diriginte de Santier Sau Responsabil Tehnic Cu Executia PDFDasdasd Sadasd75% (12)
- 13PLAN DE INCADRARE - Paltinis - AVIZE-001Document1 pagină13PLAN DE INCADRARE - Paltinis - AVIZE-001SmintancaioanÎncă nu există evaluări
- Decizia Nr. 38 Din 21 August 1987Document21 paginiDecizia Nr. 38 Din 21 August 1987SmintancaioanÎncă nu există evaluări
- 06 HG 272 ActualizataDocument28 pagini06 HG 272 ActualizataSmintancaioanÎncă nu există evaluări
- LEGE nr50 - 1991Document138 paginiLEGE nr50 - 1991Anonymous wDkxbuxCÎncă nu există evaluări
- P118 1999 PDFDocument98 paginiP118 1999 PDFIlies CristinaÎncă nu există evaluări
- 06 HG 272 ActualizataDocument28 pagini06 HG 272 ActualizataSmintancaioanÎncă nu există evaluări
- P118 1999 PDFDocument98 paginiP118 1999 PDFIlies CristinaÎncă nu există evaluări