Documente Academic
Documente Profesional
Documente Cultură
capVII 10
Încărcat de
anisimka18369Titlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
capVII 10
Încărcat de
anisimka18369Drepturi de autor:
Formate disponibile
120 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
VII.10
TERMOLIPIREA N CONFECII
TEXTILE
VII.10.1. Generaliti priin! pr"#e$%l !e ter&"lipire
Termolipirea reprezint un proces fizico-chimic, prin care dou suprafee (textile),
identice sau diferite din punct de vedere chimic sau structural, sunt meninute ntr-un
ansamblu rigid prin intermediul unui strat intermediar de adeziv. Termolipirea const n
dublarea materialelor de baz cu inserii termoadezive, realizndu-se o mbinare de
suprafa. !enomenele care apar n cazul acestei mbinri sunt de natur fizico-chimic,
deosebit de complexe, "i au o mare influen asupra efectului de lipire. #sena termolipirii
const n faptul c materialul de baz "i ntritura sunt fixate printr-o prelucrare termic de
scurt durat, determinat de anumite valori ale parametrilor de tratare (temperatur,
presiune "i timp). $ceast tehnologie se utilizeaz cu succes mai ales pentru aplicarea
ntriturilor pe diferitele repere ale produselor de mbrcminte. $vanta%ele termolipirii,
productivitate mrit, calitatea mbinrii, pre de cost sczut etc., au fcut ca aceast
tehnologie s fie extins tot mai mult n confecii textile. &a urmare, au intervenit mutaii
importante n domeniul realizrii inseriilor textile, precum "i al dotrii ntreprinderilor de
confecii cu instalaii de termolipire.
'olul mbinrilor prin termolipire este
de a asigura meninerea ntr-o poziie dat a
suprafeelor ce formeaz ansamblul dublat,
evitndu-se deplasarea ntre ele n anumite
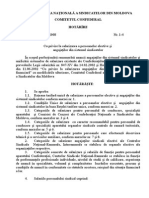
domenii de solicitare. (otrivit definiiei, o
mbinare prin termolipire prezint trei
componente principale) detaliul superior * 1,
pelicula de termoadeziv * 2 "i detaliul inferior
* 3 (fig. +,,.-..-).
/mbinrile realizate prin termolipire trebuie s prezinte o anumit rezisten, pentru a
fi calitative. /n studiul ruperii mbinrilor intereseaz, n primul rnd, identitatea sau
asemnarea dintre proprietile mecanice ale celor trei parteneri. /n cazul solicitrilor
curente de mic intensitate, de lung durat sau periodice, mbinrile trebuie s se comporte
Fi'. VII.10.1. 0chematizarea mbinrii prin
termolipire)
1 * detaliul superior1 2 * pelicula de
termoadeziv1 3 * detaliul inferior.
121 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
ca un bloc unitar, repartizarea liniilor de for fcndu-se uniform, n mbinare nu trebuie s
apar centre de maxim concentrare, care ar putea dep"i rezistena unui partener. /n
condiii reale, aceast cerin nu se realizeaz, fapt ce face s apar concentrri de eforturi
"i implicit ruperi la solicitri exterioare. $naliznd modul de rupere al mbinrilor prin
lipire solicitate la eforturi exterioarele, se pun n eviden trei variante)
a * rupere n straturi,
b * rupere n suprafeele de contact,
c * rupere n pelicul.
/n toate aceste variante analizate, ruperea se face cnd efortul unitar dep"e"te
mrimile mecanice ale mbinrii, atunci cnd se nving forele care genereaz coeziunea sau
forele care genereaz adeziunea. (e baza acestor observaii, se definesc, n acest caz, dou
moduri de rupere)
rupere coeziv, cnd ruperea are loc ntr-un sistem omogen,
rupere adeziv, cnd ruperea are loc la suprafaa de separare.
(rin proiectarea "i realizarea de asamblri prin lipire trebuie s rezulte
dimensionarea corect a acestora, prin punerea de acord a dimensiunilor cu rezistena la
solicitare, astfel nct s nu apar nici supra- nici subdimensionri. $mbele cazuri au efecte
economice negative, fie prin cheltuieli sporite cu materiale de nalt calitate "i scumpe, fie
prin folosirea unor materiale cu caliti reduse, care pun n pericol de degradare ntregul
ansamblu. 0ituaia ideal este departe de a fi realizat, datorit unor considerente reale,
practice. 2aterialele din care se obin mbinri lipite sunt alese "i se impun datorit altor
criterii dect cel al realizrii unei mbinri rezistente. 2aterialele textile de baz, secundare
"i auxiliare se obin prin procese tehnologice n forme "i variante foarte diferite. /n
continuarea procesului de fabricaie, aceste materiale trec printr-o serie de operaii de
pregtire n vederea lipirii.
3n alt aspect se refera la pelicula de adeziv care este obinut din polimeri "i adus
n stare lichid n procesul de termolipire. &ondiiile de fluiditate a polimerului respectiv
(adezivul), ct "i cele de reformare a structurii solide, care fac obiectul tehnologiei de
termolipire, duc la situaii diferite, pelicula solid comportndu-se diferit sub aspectul
rezistenei proprii ct "i sub aspectul aderenei la fiecare din cele dou substraturi.
$naliznd situaiile n care se ntlnesc diferitele materiale n procesul de lipire
(termolipire) "i care prezint, n sine, restricii pentru un proces de asamblare, o tehnologie
de bun calitate se obine atunci cnd mrimile care sunt legate de pelicul (rezisten,
aderen,) se situeaz la nivelul rezistenei minime a detaliului cel mai slab. $ceasta asigur
c ruperea nu se va face prin mbinare, n care nu apare o concentrare, ci o disipare a liniilor
de for, ci prin substrat (ntre faa materialului "i adeziv). $ pretinde mbinri care
dep"esc rezistena unuia din cele dou substraturi echivaleaz cu o supradimensionare
(neeconomic).
VII.10.(. )a*ele te"riei a!erenei
#xplicarea cauzelor care genereaz fenomenele care se manifest n cadrul
mbinrilor prin termolipire se face cu a%utorul teoriei adeziuii! $deziunea este o
caracteristic ce se manifest la suprafaa de separare a dou sisteme diferite "i este
rezultatul unor fore care se manifest la nivelul intimitii structurii, respectiv la nivel
molecular. !orele de atracie intermoleculare sunt determinate de energiile neechilibrate n
procesul formrii moleculelor, constituind a"a-zisele energii reziduale. !orele generate de
Ter"o#i$irea % &o'e&(ii te)ti#e 122
aceste energii reziduale, la nivel molecular, au fost denumite generic 'or(e *a der +aa#,.
#nergiile care genereaz aceste fore au cauze diferite, identificndu-se trei tipuri) energii
de di,$er,ie- energii de orietare "i energii de idu&(ie! !iecare energie genereaz fore cu
acela"i nume. 4a aceste fore, care produc asocieri intermoleculare, se adaug legturile de
hidrogen "i legturile ion-dipol (n cazul soluiilor). (unerea n eviden a acestor fore se
face prin cldura de amestecare, respectiv energia necesar obinerii unui amestec, ce
echivaleaz cu suma variaiei energetice la ruperea legturilor dintre moleculele de acela"i
fel "i formarea de legturi ntre molecule diferite. $ceste condiii se asigur diferit, n
funcie de starea sistemelor ce trebuie s adere. (entru dep"irea inconvenientului privind
starea suprafeelor solide reale (prezint microrugozitilor), care mpiedic apropierea
necesar manifestrii forelor de adeziune, se recurge la fluidizarea adezivilor. (rin
proprietile lor, #i&.ide#e pot urmri microneregularitile suprafeelor solide, putnd atinge
distane moleculare, caz n care este asigurat condiia pentru adeziune. &ondiia
manifestrii adeziunii este legat de posibilitatea ca interfeele celor dou sisteme s se
comporte ca lichid, ceea ce presupune mi"carea moleculelor marginale "i interptrunderea
volumelor moleculare, n urma unei duble difuzii "i, n final, interptrunderea lanurilor
moleculare. $cest lucru faciliteaz manifestarea deplin a interaciunilor la nivel molecular.
5in analiz, relaiile ce exist ntre parametrii mediilor omogene privind
solubilitatea, cristalinitatea "i polaritatea (cu referire la materialele utilizate n cadrul lipirii),
s-a realizat o ordonare a polimerilor, care permite s se aprecieze posibilitatea de aderare a
acestora. /n baza acestei ordonri, se constat c aderena este asigurat n condiiile
apartenenei la aceea"i grup sau n vecintatea grupelor (structur chimic apropiat).
$cest lucru este valabil "i n cazul stratului lichid obinut prin topire pe suprafaa de contact
dintre cele dou sisteme utilizate n lipire. $mestecarea topiturii, nsoit de formarea unei
structuri comune, este influenat de valoarea parametrilor de solubilitate a materialelor ce
formeaz fiecare sistem.
/n esen, u"ezirea ,o#idu#ui de &/tre #i&.id e,te o &odi(ie e&e,ar/ $etru
adeziue, dar nu "i suficient, deoarece $etru a a,i0ura adeziuea e,te e1oie de o
&o"$ati2i#itate %tre $o#i"erii &e#or doi $arteeri ai #i$irii, exprimat prin valoarea
parametrilor de solubilitate. (rin proprietile lor, lichidele se pot mpr"tia pe o suprafa
solid, proces numit eta#are, umezirea solidului de ctre lichid fiind urmrit prin
manifestarea acestui fenomen.
#xplicarea fenomenelor ce se manifest n cadrul adeziunii se face prin evidenierea
variaiilor energetice "i a tensiunilor superficiale aprute la contactul lichid-solid n cadrul
procesului de etalare. /n cadrul acestui proces se identific energiile de) adeziune (EA),
coeziune (E&) "i etalare (EET). 5in confruntarea acestor energii la echilibrul solid-lichid,
rezult condiiile concrete de realizare a termolipirii precum "i condiiile ce exist ntre
acestea "i vectorii tensiunii superficiale.
ET C A
E E E + =
, (+,,.-..-)
( ) - cos ,
A LA
E = +
(+,,.-..6)
6
C LA
E =
, (+,,.-..7)
( ) cos - ,
ET LA
E =
(+,,.-..8)
unde) este unghiul de umectare(de racord)1
* tensiunea superficial.
123 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
/n condiii reale, se poate face o discuie asupra modului de variaie a acestor energii
n funcie de unghiul (tabelul +,,.-..-).
Ta2e#u# *II!10!1
Variaia ener'iil"r pr"#e$%l%i !e etalare
9r.
crt.
()
cos
#nergia de adeziune
EA
#nergia de coeziune
EC
#nergia de etalare
EET
- -:. *- . 6LA 6;LA
6 <. . ;LA 6LA LA
7 . - 6;LA 6;LA .
$naliza valorilor din tabelul prezentat permite evidenierea urmtoarelor
considerente)
= > -:., n sistemul lichid-solid acioneaz numai energia de coeziune, energia
de adeziune este egal cu zero, ncercnd o mpr"tiere a lichidului pe suprafaa solidului
trebuie consumat o energie exterioar care, la limit, este egal cu energia de coeziune1
= > ., lichidul este mpr"tiat total (etalare total) pe suprafaa solidului, aceast
mpr"tiere asigur o aderen maxim. /n acest caz energia de coeziune manifestat n
lichid este nvins de energia de adeziune solid-lichid, etalarea se face de la sine fr un
consum de energie exterioar, motiv pentru care energia de etalare devine zero1
= > <., valoarea medie ntre cele dou limite, energia de adeziune se reduce la
%umtate din cea maxim, la fel "i cea de etalare.
&oncluzionnd, se poate afirma c, la scderea unghiului de umectare de la <.? la
.?, energia de adeziune cre"te, cea de etalare scade, n intervalul <.?*-:.?, energia de
adeziune scade, iar cea de etalare cre"te. 5eci, valoarea unghiului de umectare = > <.?
reprezint limita dintre cele dou domenii)
> .?* <.?, domeniul adeziunii1
= > <.?*-:.?, domeniul neadeziunii.
Factorii de influen ai adeziunii sunt:
1! Starea ,u$ra'e(e#or (rugozitatea). 'ugozitatea acioneaz asupra etalrii prin
posibilitatea de ntlnire a limitei picturii cu formele de microrelief ale suprafeei. 4a
depunerea unei picturi de lichid pe o suprafa solid, pictura, iniial sferic, avanseaz pe
suprafaa materialului, atingnd forma unei calote sferice. /n acest caz, unghiul de
umectare, =, ia valori descresctoare, de la -:.?, n momentul depunerii, pn la unghiul
nominal de umectare, , care corespunde echilibrului de fore la interfaa solid-lichid.
$tingerea unghiului nominal este influenat de) netezimea suprafeei solide, starea de
puritate a suprafeei "i caracteristicile chimico-structurale ale materialelor componente ale
asamblrii.
2! U0.iu# de u"e&tare! 3nghiul de umectare, , este mrimea care caracterizeaz
etalarea "i aderena prin valoarea cosinusului su)
cos = > (;0*$ * 0*4) @ 4*$. (+,,.-..A)
5eterminarea unghiului de umectare este foarte dificil, mai ales n cazul
suprafeelor textile ce prezint caracteristici structurale "i de compoziie foarte complexe.
#xist mai multe metode de determinare a unghiului de umectare, dintre care se pot aminti)
metoda de imersare a solidului n lichid "i metoda vizrii picturii dup depunere.
3! Stru&tura 3i &o"$ozi(ia adezi1i#or! $dezivii utilizai n termolipirea materialelor
textile se pot prezenta sub diverse forme) past, folii, granule, pulbere, fibre etc. 4a
prepararea adezivilor, pe lng substana de baz, polimerul, se mai utilizeaz o serie de
Ter"o#i$irea % &o'e&(ii te)ti#e 124
substane auxiliare) nlbitori, plastifiani, solidificatori, inhibitori, umidificatori etc.
&alitatea adezivilor este o problem important n cadrul procesului de termolipire. #a
depinde de raportul "i calitatea substanelor componente. (rintre indicatorii principali ai
calitii adezivilor se pot enumera) gradul de concentraie, capacitatea de penetrare,
capacitatea de solidificare, viscozitatea, punctul de topire, masa specific, rezistena la
agenii chimici, stabilitatea termic etc.
4! 5ara"etri uti#iza(i #a ter"o#i$ire! /n cazul termolipirii materialelor textile, sunt
utilizate o serie de utila%e specifice, numite prese de termolipit. $cestea se prezint sub
diverse forme constructive "i caracteristici tehnice. (arametri de tratare ce se regleaz pe
utila%ele de termolipire sunt) temperatura, presiunea "i timpul.
/n funcie de caracteristicile materialelor supuse termolipirii, de caracteristicile
agenilor adezivi "i de caracteristicile ansamblului dublat ce urmeaz a se obine, procesul
de termolipire este condus "i proiectat n privina impunerii unor parametrii optimi.
VII.10.+. A!e*ii ,i in$erii ter&"a!e*ie %tili*ate la
ter&"lipire
/n cadrul tehnologiei de termolipire utilizat n confecii textile se folosesc adezivi
pe baz de) poliamide, copoliamide, polietilen, polivinilacetat, viniliden, poliester "i
policlorvinil. &ei mai utilizai, la ora actual, sunt adezivii pe baz de poliamide "i
copoliamide, pentru avanta%ele pe care le prezint n cazul mbinrilor specifice produselor
de mbrcminte. $stfel, ace"ti adezivi se pot utiliza la marea ma%oritate a materialelor din
confecii, ntreinerea produselor de mbrcminte este relativ u"oar (se pot cura chimic
sau prin splare), prezint rezisten mrit la solicitri exterioare, pre de cost sczut,
temperaturi de lucru sczute, precum "i stabilitate termic mrit etc.
5intre cei mai cunoscui adezivi, pe baz de poliamide sau copoliamide, utilizai n confecii
textile pe scar larg, se prezint urmtorii)
$5#'B2. $dezivul se produce la 0-&. C!ibresinD 0vine"ti, 'omnia. #ste un termoadeziv
poliamidic, recomandat pentru inserii esute "i neesute. Temperatura de topire este de -8.? &. 0e
prezint sub form de granule cu granulaia de 6..*8.. Em. (rodusul a fost realizat "i testat la
,nstitutul C(etru (oniD ,a"i. 4a 0.&. C!ibresinD se mai produce "i adezivul T$(0-T-., tot poliamidic,
n diferite variante de granulaie.
'B2$2,5. $dezivul este produs de 0.&. C(olicolorD Fucure"ti, 'omnia. #ste un adeziv
copoliamidic realizat n mai multe variante ('omamid -.-, -G.1 'eamid1 +ersamid <-., <7., <A.1
Helmidur I6, I7, I8). Temperaturile de topire variaz ntre <:...-.6 "i -8....-A. ? &. 0e prezint sub
form de granule, cu granulaia de -..*8.. Em.
0$'(,!$9. (rodus al firmei C0tocJhausenD, din Kermania. 0e prezint sub form de granule
de culoare alb, n variante diferite, avnd ca polimer polietilena de nalt presiune "i copoliamida.
+ariantele H($ "i ($ (copoliamide) sunt recomandate pentru inserii esute "i neesute, cu
aplicabilitate general n confecii textile. Kranulaia este de A.*6.. "i 7..*A.. Em. Temperatura de
topire este de -6A...-7A? &. $sigur termolipiri stabile, recomandndu-se un consum de 6A*7A g@m
6
.
0&H$#TT,!,L. #ste un produs al firmei C0chaettiD, #lveia. 0e prezint sub form de
granule de culoare alb pe baz de poliamide. Kranulaia este cuprins ntre 6.. "i 8.. m, iar
temperatura de topire are valoarea de --A...-6. "i -6A...-7A? & (n funcie de varianta produs, A...
sau A.-.). 0e recomand pentru inserii esute sau neesute, cu un consum de 6A g@m
6
. 0e produce "i
sub form de past.
(4$T$2T,5. (rodus al firmei C(late FonneD, Kermania. 0e prezint sub form de granule
de culoare alb pe baz de poliamide. Kranulaia este de G.*6.. Em, n funcie de variant (($ G., ($
126 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
6.., ('$ :.). Temperatura de topire este cuprins ntre -6A "i -7A? &. 0e recomand pentru inserii
textile cu diverse consumuri (la aprecierea utilizatorului). 0e produce "i sub form de past.
+#0T$2,5 T. (rodus al firmei CHulsD, Kermania. #ste un adeziv pe baz de poliamid,
utilizat ca past pentru suprafee textile (prin imprimare). Temperatura de topire este de -G.? &, iar
temperatura de nmuiere de <:? &.
$F,!B'. (rodus al firmei CFilleterD, #lveia. #ste un adeziv pe baz de poliamid, realizat
sub form de past sau granule. 0e recomand pentru inserii textile, cu un consum de 6.*7. g@m
6
.
Temperatura de topire este de --....-6.? &.
5in analiza simpl a datelor informative referitoare la adezivii utilizai n
termolipirea confeciilor textile, se constat urmtoarele)
* adezivii pe baz de poliamide sau copoliamide sunt indicai pentru termolipirea
reperelor produselor de mbrcminte exterioar, fiind utilizai pentru toate operaiile
specifice confeciilor textile (sunt universali valabili)1
* temperaturile de topire variaz ntre -.. "i -G.? &, n funcie de tipul adezivului "i
varianta de prezentare1
* pentru inserii termoadezive sunt recomandai adezivii sub form de granule cu
granulaia de -..*8.. Em "i consum specific de 6.*7. g@m
6
1
* caracteristicile specifice substanelor adezive (viscozitate, adezivitate etc.) precum
"i structura chimic macromolecular, nu sunt, de regul, precizate n materialele
publicitare1
* n toate cazurile, se precizeaz doar indicaiile de utilizare, destinaia tehnologic,
forma de prezentare, variante productive "i comportarea la ntreinere a produselor
termolipite.
$dezivii nu sunt substane simple, la prepararea lor, pe lng substana de baz
(poliamida, copoliamida, polietilena etc.), se mai utilizeaz o serie de substane auxiliare cu
diverse scopuri funcionale (plastifiani, nlbitori, inhibitori, solidificatori, umidificatori
etc.). &alitatea adezivilor este o problem foarte important n cadrul realizrii mbinrilor
prin diverse procedee specifice tehnologiei de asamblare "i este dat, n primul rnd, de
proporia "i calitatea substanelor componente "i, n al doilea rnd, de tehnologia de
fabricaie. 4imitele cantitative "i calitative pentru fiecare component se stabilesc prin
diferite norme de fabricaie, norme considerate, n toate cazurile, secrete de fabricaie.
5atorit acestui fapt, aprecierea calitii adezivilor se face prin determinarea
caracteristicilor specifice utilizndu-se diferite metode de verificare, indicate n diverse
normative mai mult sau mai puin motivate sau adecvate.
/n general, caracteristicile adezivilor se refer la viscozitate, adezivitate, capacitate
de pstrare, capacitate de penetrare etc. #videnierea acestor caracteristici este, desigur,
necesar, dar nu "i suficient, deoarece domeniile de utilizare "i tehnologiile de asamblare
adeziv sunt foarte diverse, iar scopurile diferite. (entru procesul de termolipire din
confecii textile, proces complex n care se manifest fenomene fizico-chimice la nivel
intermolecular, aprecierea calitii adezivilor necesit, n plus, teste speciale. (rin aceste
teste trebuie s se aprecieze, nu numai sistemul adeziv, ci "i tehnica de realizare a
mbinrilor, pregtirea suprafeelor textile, tehnologia de aplicare a adezivilor, tehnologia
de termolipire etc. 3na dintre cele mai importante probleme privind utilizarea adezivilor n
procesul de termolipire o constituie comportarea termic a acestora, metodele de analiz
termic "i termogramele specifice analizei fiind elocvente n acest sens. $ceste teste "i
determinri constituie, la ora actual, domeniul de activitate al marilor productori de
inserii termoadezive, care "i-au diversificat producia, n ideea realizrii de produse
adecvate diverselor aplicaii pentru domeniul confeciilor textile. !irmele consacrate n
domeniu prezint o dat cu inseria termoadeziv "i informaii privind calitatea materialelor,
Ter"o#i$irea % &o'e&(ii te)ti#e 127
compoziia acestora, domenii de utilizare, utila%ele corespunztoare prelucrrii, parametrii
de tratare, corelarea materialelor de baz cu inseria termoadeziv etc.
/ntriturile reprezint ,&.e#etu# i1izi2i# al produselor de mbrcminte, fiind
realizate din diverse materiale "i amestecuri de fibre "i prin tehnologii "i finisa%e specifice,
iar productorii de asemenea materiale ofer n permanen confecionerilor noi tipuri de
ntrituri esute, tricotate "i neesute, ce corespund celor mai mari exigene n ceea ce
prive"te posibilitatea de confecionare "i ntreinere a produselor. ,nseriile termoadezive
sunt ntrituri stratificate cu adezivi termoplastici "i sunt aplicate pe reperele din materiale
de baz printr-un proces de lipire (termolipire). &teva tipuri de inserii termoadezive se
prezint n tabelul +,,.-..6.
Ta2e#u# *II!10!2
In$erii ter&"a!e*ie
Fir&a- ara
pr"!%#t"are
.en%&irea
in$eriei
Material%l te/til Tip%l ,i 0"r&a a!e*i%l%i
!ilzfabriJ-!ulda
Kermania
!ifulon
GGI8*I8IA
Mesturi sau neesute
-.. N sintetice
(oliamid praf, granule sau
past
!ormeinlagen
Kermania
3ltrafix 3ltrastabil Tricot acrilic tratat
(oliamid punctiform
(oliamid special
!reudenberg #
Kermania
!ixierbander Fenzi neesute
(oliamid praf, granule sau
past
9ino $K.
,talia
Fitexa Mesturi diverse
(oliamid divers sub form de
praf adeziv
!iret KmbH
Kermania
Thermofonn
8I86*7:8.
Mesturi 9eesute (oliamid punctiform
Kesel KmbH
Kermania
(rontofit, 2inipoint, Mesturi 9eesute (oliamid punctiform
4oina
Kermania
2iraten 9--.A(, H-
-.A(
Mesturi (oliamid punctiform
Fulgaria 3niversal 6 Mesturi (oliamid 0etti
+albzsiJ
(olonia
Oamela
8A..7*8A..<
Mesturi
bbc P viscoz
(oliamid punctiform
4entex
(olonia
B#2 7.*A.
BH9 8.
9eesute (oliamid punctiform
'usia (roJlamin Mesturi 9eesute (oliamid punctiform, folie
Textila
&ehia
0imex #( 8.A-*AG
Mesturi
viscoz P poliester
(oliamid punctiform
Texlen
&ehia
'onofix 'onotron
Mesturi viscoz P
poliester
(oliamid punctiform
9etex-Fistria
'omnia
(ulvotex !inofin
9eesute (oliamid pulbere sau past
2arile firme productoare de inserii termoadezive "i-au canalizat producia "i
cercetrile asupra realizrii unor produse de calitate superioar "i cu destinaii bine
precizate n cadrul tehnologiei de termolipire. &ercetrile n acest scop au urmrit
adezivitatea n cadrul asamblrilor prin termolipire, precum "i influenele tehnologice
asupra calitii ansamblului dublat. /n urma prelucrri "i interpretrii rezultatelor
experienelor, firmele productoare de inserii termoadezive "i-au diversificat "i dezvoltat
128 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
producia de inserii termoadezive pentru diversele aplicaii n confecii textile. /n acest
sens, se pot aminti orientrile "i realizrile unor firme consacrate n domeniu.
Fir"a 9oded Fi2re Fa2ri: realizeaz gama de inserii termoadezive C0olenaD "i, n
mod special, tipurile L4*7 "i L4*8. $ceste produse sunt inserii cu adezivi poliamidici,
destinate termolipirii unor game variate de esturi. 3nele variante C0olenaD (T*-..,
T*-6.) sunt perfect utilizabile la ntrirea produselor de confecii din tricot, prezentnd
caracteristici de elasticitate "i stabilitate ce completeaz perfect structura tricotului. 5e
mare interes s-a bucurat noua variant de inserii termoadezive neesute din gama LT'*
-.., care asigur produselor de mbrcminte un tu"eu moale "i plin, fr a pierde
rezistena necesar ntreinerii produselor realizate cu aceste materiale.
Fir"a Freude2er0 Fa,er;#ie,,to''e <*i#ee= realizeaz produsele C+ilene super-
drapeD. $ceste produse ncorporeaz n structur mii de tieturi foarte subiri, care fac ca
inseria termoadeziv s poat fi ntrebuinat n funcie de scop. #lasticitatea poate fi
mrit pe una dintre direciile nominale, prin orientarea tieturilor pe direcia respectiv sau
pe o direcie intermediar (sub un anumit unghi bine precizat). $stfel, se mre"te
capacitatea de formare a reperelor confecionate "i se mbunte"te tu"eul. 0uportul textil
pentru asemenea inserii super-drape este de calitate superioar, fiind realizat din fibre
sintetice de calitate superioar. $dezivul utilizat pentru inserii este poliamidic, de tip
C+ileneD. &ondiiile pentru termolipirea inseriilor C+ilene super-drapeD sunt identice cu
cele ale produselor C+ileneD clasice. (rodusele din aceast gam se comport foarte bine la
splare "i curire chimic, fiind adecvate confeciilor textile de toate tipurile. &restturile
din cadrul inseriilor nu afecteaz stabilitatea dimensional a materialelor de baz mai
dificile din acest punct de vedere.
!irma mai realizeaz o serie de inserii termoadezive destinate pentru diverse
operaii tehnologice, specifice unor produse mai dificile privind realizarea asamblrilor prin
termolipire.
Fir"a Sta'#e) produce seria de inserii termoadezive reactive n diverse variante de
depunere a adezivilor. &alitatea esenial a noilor inserii acoperite cu adezivi reactivi o
reprezint tolerana foarte mare fa de parametri tratamentului de termolipire. $sta
nseamn c asemenea inserii termoadezive se preteaz la o gam larg de materiale textile
de baz, utilizate frecvent la realizarea produselor de confecii. +aloarea parametrilor poate
varia n limite largi "i n corelaie ntre ele. Temperatura poate varia ntre
-6....-8....-G. &, timpul de tratare ntre 8*:*-6 s iar presiunea ntre 6,A "i 7 bari (fa de
8 bari, la alte inserii), n oricare situaie de tratare se asigur tu"eul produsului respectiv, iar
curirea chimic se realizeaz n condiii bune. (entru aceste inserii se exclude la
minimum, posibilitatea strpungerii adezivului la suprafaa materialelor de baz. $ceste
condiii sunt definitorii cnd se lucreaz cu materiale textile deosebit de dificile.
Fir"a >u'er "i-a orientat producia spre noi tipuri de inserii termoadezive,
compuse dintr-un amestec de fibre acrilice "i viscoz. $vanta%ele acestor tipuri de inserii
sunt)
* mas specific redus, datorit procentului de fibre acrilice din amestec1
* termolipire foarte bun "i parametri de tratare favorabili1
* tu"eu foarte plcut al produsului finit1
* rezisten mai bun la dezlipire "i ntreinere.
$ceste inserii sunt produse n gama F-6G-K-7A, F-66-K-7A, F-6G-K-AA "i
5-:7<!-A7. ,nseriile prezint fire de bumbac n urzeal "i fire de celo-acrilice, n bttur,
avnd masa specific de -..*-6A g@m
6
. 0tratificarea cu adeziv s-a realizat prin depunere
punctiform a poliamidei n sistemul C7AD "i CAAD. 4a aceste inserii termoadezive s-a
renunat n mare msura la substanele chimice de finisare. !ibrele acrilice confer o bun
Ter"o#i$irea % &o'e&(ii te)ti#e 12?
stabilitate dimensional, determinnd o siguran sporit la ntreinere. $ceste inserii se pot
utiliza "i la produsele de tip Cspal-poartD.
!irma Oufner a pus un mare accent pe evoluii n paralel a inseriilor termoadezive,
adic a suportului textil a adezivului "i a tehnologiei de stratificare. (rin perfecionarea
acestui sistem de chimizare, s-au realizat noi inserii termoadezive, calitativ superioare,
care, n procesul lipirii, prezint avanta%e semnificative privind indicatorii ansamblului
dublat. ,nseriile din noua gam prezint un adeziv special, pe baz de poliamid C(A7D.
#ste vorba de o chimizare *A.* compus din dou straturi de adeziv suprapuse. 0tratul de
baz, situat direct pe suportul textil, depus punctiform, are un punct de topire cu 6. N mai
ridicat dect al stratului urmtor, depus peste primul. /n timpul termolipirii, stratul de baz
al fiecrui punct formeaz o barier, care mpiedic mpr"tierea adezivului n suport.
0tratul de acoperire (al doilea strat) ader intens cu materialul textil de baz. (rimul strat de
termoadeziv formeaz ni"te cupe n timpul termolipirii, n care ptrunde al doilea strat.
5eci, n procesul de termolipire, adeziunea cu materialul de baz textil este realizat numai
de stratul al doilea de adeziv. &upele din adezivul primului strat nu "i modific forma "i
acioneaz ca tampoane u"oare de distanare ntre inserie "i materialul de baz. 0e spune c
asamblarea astfel realizat rmne textil. B penetrare a adezivului prin ntritur este
mpiedicat. 'ezistena la curire chimic este foarte bun, n cazul utilizrii acestor
inserii termoadezive. !irma se preocup "i n continuare de realizarea unor inserii
termoadezive corespunztoare cerinelor "i preteniilor dintre cele mai diferite ale
beneficiarilor (productorii de confecii textile).
VII.10.1. Te2n"l"'ia !e ter&"lipir# ,i apli#aii 3n
#"n0e#ii te/tile
$vanta%ele termolipirii, fa de coasere, sunt evideniate prin cre"terea productivitii
muncii "i a calitii produselor confecionate. Tehnologia lipirii a stat n atenia
speciali"tilor din confecii textile, reu"indu-se elaborarea unor metode de lipire
termoadeziv. (entru cercettorii din confecii textile, rspndirea tehnologiei 'rot'i) *
aplicarea frontal a inseriilor pe materialele de baz * a nsemnat o nou direcie de
cercetare, direcie ce a dus la apariia de noi tipuri de materiale textile, cu posibiliti
mbuntite de lipire.
B variant de termolipire * modern "i de dat recent * o prezint tehnologia C50D
(direJt stabilisierung), variant ce presupune realizarea formrii "i stabilizrii reperelor
textile fr dublarea cu inserii termoadezive. 'eperele textile din materialele de baz sunt
tratate direct cu past adeziv, ce este depus sub form de reea de linii rectangulare.
$ceast tehnologie prezint avanta%e considerabile n stabilizarea reperelor produselor de
mbrcminte, meninerea "i sublinierea caracteristicilor acestora, precum "i mbuntirea
rezistenei produselor n procesele ulterioare de exploatare. 0tabilizarea direct poate fi
aplicat la ma%oritatea materialelor textile utilizate n confecii. (rin aceast tehnologie, se
nlocuie"te ntritura tradiional (inseria) utilizat n tehnologia 'rot'i), cu un tratament
direct "i precis aplicat reperelor textile. 2aterialul auxiliar l reprezint pasta-adeziv,
aplicat pe materialul textil sub form de linii, direcia liniilor determinnd direcia de
stabilizare. 9atura pastei adezive, profunzimea de ptrundere, nlimea de depunere "i
geometria liniilor reelei determin gradul de stabilizare ce urmeaz a fi obinut, ntrirea,
care asigur un anumit grad de elasticitate, urmeaz direcia liniilor de depunere, a pastei,
direcie orientat dup cerine (fa de direcia nominal). (asta adeziv, impregnnd
12@ MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
materialul textil cu o anumit grosime (aproximativ %umtate din grosimea stratului textil),
constituie un suport elastic stabilizator, care asigur meninerea formei reperului.
Keometria amplasrii liniilor pstreaz caracteristicile iniiale ale materialelor textile
(permeabilitate, elasticitate, rezisten, tu"eu etc.). +iscozitatea, soliditatea "i tensiunea
superficial a pastei adezive, ca "i flexibilitatea polimerului reticulat "i lipsit de ap,
garanteaz efectul de stabilizare final "i u"ureaz adaptarea procedeului unei vaste game
de materiale textile utilizate n confecii. &ele mai semnificative avanta%e "i posibiliti
oferite de procedeul C50D fa de procedeul C!!D sunt)
economie sensibil de timp, costuri, programare etc.1
calitate ridicat a reperelor produselor de mbrcminte1
aspect estetic "i modelare corespunztoare1
stabilitatea detaliilor tratate1
procedeul este mai puin complex1
gradul de aplicare poate fi difereniat (variant multigrad) pe zone de produs, fr
apariia treptelor de tranziie1
fabricaia este simplificat1
se menin neschimbate caracteristicile iniiale ale materialelor1
excelent rezisten a detaliilor tratate1
lipsa contraciilor difereniate ntre materialul de baz "i inserie1
confortabilitate mrit, datorit avanta%elor tratamentului (scderea timpului de
expunere la aciunea termic)1
comportare bun la curire chimic.
3tila%ele pentru tehnologia 50 funcioneaz pe acela"i principiu ca n tehnologia
frontfix, prezentnd zone de) alimentarea reperelor, depunere a adezivului sub form de
reea de linii, uscare "i reticulare, rcire "i, n final, descrcare-stivuire. 2anipularea pastei-
adeziv este deosebit de simpl, fiind format din doi componeni ce se pot stoca timp
ndelungat, n zona de reticulare se asigur meninerea curbei termice, prin sisteme
electronice de control.
Tehnologia de termolipire presupune existena a dou grupe de operaii "i utila%e
aferente acestor operaii. (rima grup cuprinde procesul de aplicare a adezivilor pe suportul
textil, n scopul obinerii inseriilor termoadezive iar cea de a doua grup cuprinde procesul
de asamblare dintre inserii "i reperele materialului de baz a produselor vestimentare.
Ter"o#i$irea % &o'e&(ii te)ti#e 130
'ealizarea inseriilor termoadezive presupune existenta unor procedee de stratificare
a adezivilor pe suportul textil. /n funcie de forma de prezentare a adezivilor, exist mai
multe procedee de aplicare a acestora pe suportul textil. &ele mai cunoscute procedee sunt)
depunerea de granule de termoadeziv prin mpr"tiere, stratificarea prin puncte "i depunerea
prin presare a pastei termoadezive. (entru fiecare procedeu exist tehnologii adecvate "i
utila%e corespunztoare. &el mai reprezentativ "i mai frecvent procedeu utilizat l reprezint
procedeul de mpr"tiere a granulelor de adeziv pe suportul textil.
(rincipiul de funcionare a unei asemenea instalaii este prezentat n fig. +,,.-..6.
Funcionarea instalaiei. Kranulele de termoadeziv (sau praful adeziv) se afl n
%gheabul de colectare (1)! (rin intermediul cilindrului de mpr"tiere (2), granulele sunt
depuse pe suportul textil (3) n mod aleator. 2aterialul textil, cu adezivul depus pe
suprafaa sa, trece prin camera de nclzire (4), unde adezivul se tope"te "i se lipe"te de
materialul textil-suport. $stfel, se realizeaz inseria termoadeziv. /nclzirea adezivului n
camer se realizeaz cu raze infraro"ii, iar temperatura este bine stabilit, n funcie de
natura chimic a polimerului adeziv (caracteristicile adezivului). 5up zona de nclzire,
materialul textil stratificat cu adeziv trece printre cilindri de calandrare (6), unde are loc
rcirea adezivului "i o u"oar presare. /n urma acestei aciuni (rcirePpresare) se
definitiveaz fixarea adezivului pe suportul textil. 5up rcire-presare, inseria
termoadeziv este condus spre sistemul de nf"urare.
&elelalte procedee de realizare a inseriilor termoadezive prezint acela"i sistem de
depunere a adezivilor, cu mici diferene n ceea ce prive"te forma de prezentare a adezivului
(praf, past). ,nstalaiile funcioneaz pe acelea"i principii tehnologice.
(rocesul de asamblare dintre materialele de baz textile "i inseriile termoadezive
reprezint cea de a doua etap a tehnologiei de termolipire. #ste cunoscut sub denumirea
de termolipire, deoarece are loc o mbinare de suprafa ntre materiale sub aciunea
temperaturii "i presiunii (ntr-un anumit timp). 3tila%ele destinate acestei operaii se numesc
prese de termolipit "i se remarc printr-o diversitate mare din punct de vedere a tehnologiei
"i a soluiilor constructive. 3tila%ele moderne au, n general, urmtoarele elemente comune)
* procesul are loc n flux continuu, ntr-un singur sens sau dublu sens1
* suprafeele de nclzire sunt acoperite cu teflon "i au form plat sau cilindric1
Fi'. VII.10.(. 0chema tehnologic a instalaiei de depunere a granulelor de adeziv pe suport textil.
131 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
* parametri operaiei (temperatur, timp, presiune) sunt controlai riguros "i reglai
cu mare precizie1
* nclzirea este uscat (fr vapori), eliminndu-se fazele de absorie a umiditii "i
mrind stabilitatea relativ a straturilor1
* cldura este dozat automat "i repartizat uniform pe suprafeele de lucru1
* cre"terea productivitii prin deservire simultan)
* durata de rcire este suficient pentru asigurarea stabilitii termolipirii1
* prezint elemente de automatizare, privind curirea benzilor transportoare, regla-
rea temperaturii, ncrcarea, descrcarea "i stivuirea reperelor termolipite.
(resele de termolipit, fr a prezenta diversele soluii tehnico-constructive, prezint
dou variante tehnologice principale)
* termolipire plan, pentru reperele mari "i mici, denumit tehnologia !'B9T!,L1
termolipire cu formare, pentru reperele mari, denumit tehnologia !B'2!,L.
&ea mai utilizat variant o reprezint tehnologia frontfix, reprezentat prin mai
multe modaliti constructiv-tehnologice, privind sistemele de realizare a termolipirii.
0istemele de termolipire se prezint n trei mari grupe tehnologice)
* sistemul de termolipire cu tambur "i band transportoare, sistem dezvoltat de
firmele constructoare de utila%e din 0.3$. (reprezentativ fiind firma 0implex)1
* sistemul de termolipire cu plci, reprezentative n acest sistem fiind firmele
europene, germane "i franceze (Hoffman, 4emair etc.)1
* sistemul de termolipire cu band transportoare, este cel mai utilizat sistem "i a fost
dezvoltat de firmele europene (Oannegiesser, 'eliant).
(rincipial, toate tipurile de prese de termolipit funcioneaz la fel, difereniindu-se
modalitile de rezolvare a transportului materialelor n zonele specifice de tratare termic.
(entru explicarea procesului de termolipire se va prezenta presa de termolipit cu band
rulant 'eliant 'olamatic (model 6:..-2-I&). 0chema tehnologic a acestei prese de
termolipit este prezentat n fig. +,,.-..7.
Ter"o#i$irea % &o'e&(ii te)ti#e 132
Funcionarea instalaiei. 'eperele textile suprapuse (material de baz "i inserie)
sunt alimentate pe masa de alimentare (1), mas ce prezint un transportor simplu. 'eperele
astfel suprapuse sunt preluate de cilindri de alimentare (2) "i introduse ntre benzile
transportoare principale (? "i @). 'eperele textile prinse ntre benzi sunt trecute prin cmpul
de temperatur (7 "i 8) n mod continuu, datorit vitezei de deplasare a benzilor, nclzirea
"i topirea termoadezivului au loc progresiv, datorit amplasrii alternative (sus-%os) a
surselor de nclzire. /n aceast zon are loc lipirea. 5efinitivarea lipirii se face n final,
cnd reperele textile sunt trecute printre cilindri de presare (10). 3rmeaz desprinderea
reperelor de pe band prin dispozitivul raclu (12) "i preluarea lor de ctre banda
transportoare secundar din cadrul zonei de rcire-evacuare (11). 5e pe masa de evacuare,
reperele sunt descrcate "i stivuite.
,nstalaia mai cuprinde) cilindri de ghidare a benzilor principale (3 "i 6), dispozitivul
de tensionare a benzilor (4), termostate de control "i reglare a temperaturii, dispozitive de
control "i reglare a presiunii "i vitezei benzilor transportoare etc. Termolipirea se realizeaz
n flux continuu, fr ntoarcere (ntr-un singur sens), iar funcionarea este silenioas, u"or
de exploatat "i procesul poate fi complet automatizat.
&teva prese de termolipit "i caracteristicile acestora sunt prezentate n
tabelul +,,.-..7.
Ta2e#u# *II!10!3
Pre$e !e ter&"lipit
Nr.
#rt.
Fir&a 0%rni*"are ara .en%&irea %tila4%l%i Cara#teri$ti#i
. - 6 7
Fi'.VII.10.+. 0chema tehnologic a presei de termolipit cu band rulant
'eliant 'olamatic, model 6:..-2-I&.
133 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
-
0,2(4#L 0.3.$
0uper-!use-66:
&u band "i tambur
+iteza -A6*<-8 cm@min
4imea benzii) 8:
4ungimea benzii) <G
(resiunea aerului) 8 bari
Kreutatea) - <.< Jg
Kabarit) -IG@:.@G6 bari
6 &onveQ-$-!use--G7
&u band "i tambur
4imea tamburului) G..1 :A.1 8:. mm
(uterea) 71 81 < JR
Kreutatea) :-*-6I Jg
7 0eS-!use-66G
&u band "i tambur
4imea tamburului) 7-I,A*G.<,G mm
Kreutatea) -8I*8:- Jg
Kabarit) ---I@---I@-<:- mm
8
&hampion 7G@8:
&u band rulant
+iteza) 8 7.A*<-8,8 cm@min
(resiune maxim) : bari
Kreutatea) -A66 Jg
Kabarit) IG@:.@G:
A 2arJ +, +,
&u band "i tambur
(resiune maxim) 7,A bari
Kreutatea) -I.. Jg
Kabarit) 7:6.@-GA.@-7.. mm
G Triumph--G.
&u plci plate
(utere) -6 JR
5imensiunile plcilor) -.@8@7,:
Kabarit) 66@6I@-,6
I 0hirt-!using-6.6
&u plci plate
(roductivitatea) GA.. gulere@zi
(resiunea) .*7,< bari
5imensiuni) A8@:.@AG
5imensiuni sertar) 66@6I
:
0pot-Relder
(R-A
&u plci plate
(roductivitatea) 7.. gulere@: ore
(uterea) 6-. R
(resiunea) 6 bari
Kabarit) 8.@7.@87
<
0acon
0.3.$.
!usomatic
&'*:.
&u band rulant
4imea benzii) -7.. mm
Timpul de tratare) <*7. s
Temperatura de tratare) -.....6A. &
(resiunea maxim) 8 bari
Kreutatea) A.. Jg
Kabarit) 8-..@-8..@-7.. mm
-.
2$T#'
Kermania
O!1
4!@$1
H!@'
&u band rulant
4imea benzii) I..*-7.. mm
(resiunea) -,A*A bari
Timpul de presare) sub - s
Timpul de tratare) A*76 s
Ter"o#i$irea % &o'e&(ii te)ti#e 134
Ta2e#u# *II!10!3 <&otiuare=
. - 6 7
--
#xpres
O(*$H+
&u plci plate
(resiunea aerului) .*G bari
Tensiunea de alimentare) 66. +
-6
-7
HB!!2$9
Kermania
$$L!*6A#U
&u plci plate
Temperatura maxim) 6A. &
(resiunea maxim) G,A bari
(uterea) -7 JR
5imensiunile platoului) -8A.@I.. mm
$0O,*46
&u plci plate
5estinaie) gulere
(resiunea maxim) A bari
Kreutatea) 7G. Jg
-8
O$99#K,#00#'
Kermania
+*BF*I@-:,A T
&u plci plate
5imensiunile platoului) -:A.@I.. mm
(resiunea) .,G*-,- bari
Temperatura maxim) -7. &
(uterea) 6I JR
Kreutatea) 7... Jg
Kabarit) 6:..@6A:.@<.. mm
-A
#(*I.
HOH*A,G@I1
HOH*G@I
&u plci plate
destinaia) gulere
5imensiunea plcilor) G..@-6.. mm
(resiunea) .*G bari
-G
T#0T
Kermania
O'2*U'5&
&u plci plate
(lci carusel
(resiunea) .*A bari
Temperatura maxim) 6A. &
-I
4#2$,'#
!rana
&iromatic * #4
&u plci plate
&arusel cu 8 platouri
Temperatura) -.....-:. &
(resiunea) .*I bari
Kabarit) -6..@-<..@IA. mm
-:
'#4,$9T
$nglia
'olamatic
6:..*2*I&
6:..*2*:&
&u band rulant
4imea benzii) G..*<.. mm
Timpul de tratare) -6....66. &
(resiunea de tratare) .*7,A bari
Timpul de tratare) G*-: s
(uterea) -6*-G JR
Kreutatea) A.. Jg
Kabarit) 8-8.@-86.@-7A. mm
-<
9,&B+$4$
0ighi"oara
'omnia
2T&F*<..
&u band rulant
4imea benzii) <.. mm
Temperatura) -.....6A. &
(resiunea) .*8 bari
Timpul) G*66 s
(uterea) -G JR
Tehnologia de termolipire a nregistrat n ultimii ani progrese remarcabile, datorit
cercetrilor din domeniu efectuate att n ceea ce prive"te tehnologia ct "i n privina
materialelor textile "i a utila%elor aferente tehnologiei. 5ezvoltarea industriei de confecii a
impus utilizarea de metode mai eficiente de asamblare a reperelor textile fa de cele
cunoscute pn nu de mult. !enomenele fizico-chimice specifice termolipirii sunt complexe
"i au o mare influen asupra efectului de lipire.
136 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
#fectul lipirii este influenat de urmtoarele patru grupe de factori)
-. structura "i caracteristicile inseriilor textile utilizate la lipire1
6. structura "i caracteristicile adezivilor utilizai n cadrul lipirii, precum "i modul de
depunere a acestora pe materialele suport <i,er(ii=1
7. structura "i caracteristicile materialelor textile de baz, precum "i starea suprafeei
acestora1
8. parametrii tehnologici utilizai n tehnologia de termolipire.
&alitatea procesului de termolipire se apreciaz implicit prin indicatorii de calitate ai
ansamblului dublat, frecvent fiind considerai) aderena, contracia materialelor dup
termolipire "i modificarea nuanei culorii materialelor de baz. +alorile necesare "i
suficiente ale acestor indicatori se consider, n marea ma%oritate a cazurilor, urmtoarele)
* aderena, minimum 6.. 9@m1
* contracia dup termolipire, maximum V 6 N.
* modificarea nuanei culorii, maximum 8 #.
/n urma unor studii de optimizare a procesului de termolipire "i n baza celor
precizate privind condiiile de necesar i suficiente se pot prezenta valorile parametrilor de
tratare pentru diferite variante de corelare a acestora, n funcie de coninutul fibros al
materialelor de baz (procentul de ln al materialelor de baz), valori precizate n
tabelul +,,.-..8.
Ta2e#u# *II! 10!4
Para&etrii !e tratare ,i in!i#at"rii !e #alitate ai pr"#e$%l%i !e ter&"lipire
Nr.
#rt.
L5n Para&etri !e tratare In!i#at"ri !e #alitate
Pre$i%ne
67ari8
Ti&p
6$8
Te&perat%ra
6 C8
A!e*iitate
6N9&8
C"ntra#ie
6:8
M"!i0i#area
n%anei #%l"rii
6E8
- 8. 7 -G -8A A:. *.,7. 7,I.
6 8. 7 -G -AA A7. .,7A 6,7.
7 8. 7 -G -GA A.. -,87 -,..
8 8. 7 -: -GA A:. *.,-. -,7.
A 8. 7 6. -GA G.. *-,7. 7,:.
G 8. 7,A -G -GA AI. .,8. .,G.
I 8. 8 -G -GA G6. *-,A. .,A.
: A. 7 -G -8A A-. .,7. 7,G.
< A. 7 -G -AA 8G. .,:A -,I.
-. A. 7 -G -GA 87. -,87 .,:.
-- A. 7 -: -GA A7. .,:. -,A.
-6 A. 7 6. -GA A<. .,-. 6,8.
-7 A. 7,A -G -GA 8<. .,8. -,..
-8 A. 8 -G -GA 78. *-,A. -,6.
-A G. 7 -G -AA 7:. -,87 6,-.
-G G. 7 -G -GA 8.. -,87 -,G.
Ter"o#i$irea % &o'e&(ii te)ti#e 137
Ta2e#u# *II! 10!4 <&otiuare=
-I G. 7 -G -IA 8:. -,87 -,:.
-: G. 7 -G -:A G.. -,87 7,I.
-< G. 7,A -G -AA 87. *.,-. 7,6.
6. G. 7,A -G -GA 8:. .,6. 7,G.
6- G. 7,A -G -IA AG. .,:. 7,7.
66 G. 7 -: -AA 8I. .,6. 6,G.
67 G. 7 -8 -IA 8<. .,6A 6,G.
68 G. 7 -: -GA 8:. -,G. 6,6.
6A G. 7 6. -GA A:. -,I. 7,A.
6G G. 6,A -A -GA 7G. *.,.A -,:.
6I G. 7 -A -GA 7<. .,-. -,<.
6: I. 7 -G -GA 7A. -,87 7,A.
(entru alte tipuri de materiale textile la care se realizeaz termolipirea, parametrii de
tratare sunt indicai dup cum urmeaz)
* pentru grupa de materiale cu coninut de celofibr "i fibre sintetice n diverse
proporii) T > -8....-G.? &, t A -G s "i $ > 8*A bari1
* pentru grupa de materiale de tip tercot1 T > -G....-IA? &, t > -:*-< s "i $ > A
bari1
* pentru grupa de materiale tip catifea1 T > -8....-GA? &, t > -8*-: s "i $ > 7 bari1
* pentru materiale din poliester1 T > -8....-A.? &, t > -6*-: "i $ > 8 bari.
Termolipirea, ca procedeu de asamblare n confecii textile, se utilizeaz n diverse
scopuri tehnologice)
* realizarea stabilitii dimensionale a detaliilor textile prin ntrirea marginilor sau
dublarea ntregului reper (fig. +,,.-..8)1
Fi'. VII.10.1. 'igidizarea reperelor de mbrcminte prin termolipire)
a * dublarea cu inserie termoadeziv a feei de sacou1 7 * dublarea cu inserii termoadezive a
liniei umrului, a rscroielii braului "i a zonei "liului la spatele de sacou1 # * dublarea cu inserie
termoadeziv a linie subraului la clinul fa de sacou1 ! * dublarea cu inserie termoadeziv a
bizetului1 e * dublarea cu inserie termoadeziv a feei de vest.
138 MANUALUL INGINERULUI TEXTILIST CONFECII TEXTILE
* realizarea plastroanelor pentru produsele de mbrcminte exterioar (fig. +,,.-..A
"i fig. +,,.-..G)1
* nlocuirea unor custuri ascunse1
* conferirea unei rigiditi "i rezistene crescute a reperelor produselor de mbrc-
minte etc.
Fi'. VII.10.;. 'igidizarea feei de sacou cu inserii termoadezive "i realizarea plastronului)
1 * inserie termoadeziv de baz1 2 * plastron1 3 * inserie termoadeziv pentru plastron1
4 * inserie termoadeziv pentru rever.
Fi'. VII.10.<. 'igidizarea feei de sacou cu inserii multigrad)
1 * inserie termoadeziv multigrad1 2 * band termoadeziv1
I- II- III * zone de divizare a inseriei multigrad.
S-ar putea să vă placă și
- Ghid Literatura UniversalaDocument108 paginiGhid Literatura UniversalashannenÎncă nu există evaluări
- Materiale Pentru Finisare Si ImpregnareDocument1 paginăMateriale Pentru Finisare Si Impregnareanisimka18369Încă nu există evaluări
- Curs Proiect - LectieiDocument3 paginiCurs Proiect - Lectieianisimka18369Încă nu există evaluări
- Burda Bambino Stricken 2008.01Document71 paginiBurda Bambino Stricken 2008.01anisimka18369Încă nu există evaluări
- Pedagogie 2 - Curs - 3 - Metode Si Mijloace de InvatamantDocument48 paginiPedagogie 2 - Curs - 3 - Metode Si Mijloace de InvatamantlorincziÎncă nu există evaluări
- Istoria Mireselor - DocxyuDocument3 paginiIstoria Mireselor - Docxyuanisimka18369100% (1)
- 1 Calificari - BrosuraDocument49 pagini1 Calificari - Brosuraanisimka18369Încă nu există evaluări
- Despre Competente ProfesionaleDocument22 paginiDespre Competente ProfesionaleBarna ClaudiuÎncă nu există evaluări
- 2.7.calculul Necesarului de Utilaj) - 1Document3 pagini2.7.calculul Necesarului de Utilaj) - 1anisimka18369Încă nu există evaluări
- Referat TRICOTDocument4 paginiReferat TRICOTanisimka18369Încă nu există evaluări
- Cerinte Fata de Proiect Did.Document3 paginiCerinte Fata de Proiect Did.anisimka18369Încă nu există evaluări
- Exemplu Proiect LectiiDocument6 paginiExemplu Proiect Lectiianisimka18369Încă nu există evaluări
- V.7. Elemente de Reproducere A Produselor TextileDocument14 paginiV.7. Elemente de Reproducere A Produselor Textileanisimka18369Încă nu există evaluări
- Motivatia Pentru A InvataDocument7 paginiMotivatia Pentru A InvataRamona Elena SpiridonÎncă nu există evaluări
- CCD RoDocument61 paginiCCD Ropoetu0Încă nu există evaluări
- Pedagogie 2 Curs 5 Proiectarea DidacticDocument21 paginiPedagogie 2 Curs 5 Proiectarea DidacticmariaagaÎncă nu există evaluări
- Cap 4Document14 paginiCap 4x13x13Încă nu există evaluări
- Marketing CursDocument49 paginiMarketing CursMariana StepanÎncă nu există evaluări
- CompetDocument2 paginiCompetanisimka18369Încă nu există evaluări
- Legea SalarizariiDocument10 paginiLegea Salarizariidjek89Încă nu există evaluări
- STR 2013-2020Document18 paginiSTR 2013-2020Constantin DragonencoÎncă nu există evaluări
- Tapiserie PDFDocument1 paginăTapiserie PDFanisimka18369Încă nu există evaluări
- Ulim Regulament SalarizareDocument9 paginiUlim Regulament Salarizareanisimka18369Încă nu există evaluări
- Access 2000Document426 paginiAccess 2000Codreanu PetruÎncă nu există evaluări
- Conditii Unice SalarizareDocument11 paginiConditii Unice Salarizareanisimka18369Încă nu există evaluări
- Cuprins BiblioDocument22 paginiCuprins Biblioanisimka18369100% (1)
- V.3. Bazele Structurii Si Proiectarii TricoturilorDocument129 paginiV.3. Bazele Structurii Si Proiectarii Tricoturiloranisimka183690% (1)
- Capitolul 1Document398 paginiCapitolul 1Lena BragaÎncă nu există evaluări
- Cuprins RomDocument7 paginiCuprins Romanisimka18369Încă nu există evaluări
- CoordonatoriDocument4 paginiCoordonatorianisimka18369Încă nu există evaluări