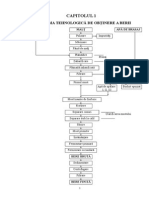
Documente Academic
Documente Profesional
Documente Cultură
Lectia 3
Încărcat de
Liliacul Negru0 evaluări0% au considerat acest document util (0 voturi)
29 vizualizări22 pagininx
Titlu original
Lectia3
Drepturi de autor
© © All Rights Reserved
Formate disponibile
PDF, TXT sau citiți online pe Scribd
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentnx
Drepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca PDF, TXT sau citiți online pe Scribd
0 evaluări0% au considerat acest document util (0 voturi)
29 vizualizări22 paginiLectia 3
Încărcat de
Liliacul Negrunx
Drepturi de autor:
© All Rights Reserved
Formate disponibile
Descărcați ca PDF, TXT sau citiți online pe Scribd
Sunteți pe pagina 1din 22
Lecia 3 Materiale pentru piese i scule.
Definirea grupurilor printe
La terminarea acestei lecii:
Studenii vor avea informaii cu privire la materialele pentru piese i
prelucrabilitatea lor.
De asemenea, vor cunoate principalele materiale pentru scule
Studenii vor putea defini grupurile printe ce vor fi folosite pentru a defini
operaiile de prelucrare
Studenii vor putea defini sculele i geometria operaiilor
Studenii vor cunoate principalii parametri folosii la generarea micrilor de
prelucrare, precum i a celor auxiliare, netietoare.
3.1 Materiale pentru piese
3.1.1 Prelucrabilitatea Materialelor
Conform American Society for Metals, prelucrabilitatea prin achiere este definit ca
relativa uurin ca un material s fie prelucrat mecanic.
Un material prelucrabil dup un criteriu nu este neaprat prelucrabil dup altul. Spre
deosebire de majoritatea proprietilor fizice ale materialelor, nu exist criterii general
acceptate pentru evaluarea prelucrabilitii materialelor.
Criteriile utilizate n practic sunt:
Durabilitatea sculei Cantitatea de material ndeprtat de o scul n condiii
standard pn cnd intervine uzura pn la un anumit nivel.
Din punctul de vedere al standardului ISO pentru materiale
achietoare, primul criteriu de evaluare este durabilitatea
sculei.
Limitarea ratei de
ndeprtare a
materialului
Acest criteriu este aplicabil la materialele ultradure.
Calitatea suprafeei
prelucrate
Acesta este unul dintre factorii dominani n cazul prelucrrii
materialelor ductile.
Controlul ruperii
achiei
Ca i mai sus, este aplicabil la materiale ductile.
Fora de achiere i
puterea necesar
achierii
Fora de achiere poate deveni factor limitator cnd
ansamblul main-dispozitiv-pies-scul nu are rigiditate
suficient.
Pe de alt parte, dac se limiteaz regimul de achiere ca
s-i fie uor mainii, tipurile de materiale care trebuie
achiate la viteze mari i cu degajare mare de achii nu vor
fi achiate corespunztor cerinelor specifice materialelor
piesei i sculei. Exemple: aluminiu, oeluri austenitice
Reducerea deliberat a puterii de achiere este un factor
limitator privind calitatea suprafeei.
3.1.2 Teste de prelucrabilitate
Standardul de prelucrabilitate a materialelor este ISO 3685-1977. Pn la apariia lui,
condiiile i criteriile de test erau formulate de cercettori sau instituii de cercetare,
fiecare cu propriile criterii de formulare a experimentului, respectiv de analiz a datelor.
Rezultatul: o cantitate enorm de date privind prelucrabilitatea i imposibil de corelat.
Standardul normalizeaz condiiile n care se fac determinrile experimentale. De
exemplu, piesa de prob trebuie s aib un raport lungime/diametru de 1:10 i trebuie
prelucrat ntre vrfuri. Materialul sculelor trebuie s fie general acceptat conform
standardului (HSS, P30, P10 K20 sau K10).
De exemplu, criteriile de defectare a sculei pentru HSS (oel rapid) sunt urmtoarele:
rupere
depuneri pe ti de 0,3 mm valoare medie
depuneri pe ti de 0,6 mm maximum; depunerea nu trebuie s aib
neregulariti sau s aib nlime mare.
Similar, criterile pentru scul din carburi metalice unde primul criteriu este adncimea
craterului creat pe faa/feele de degajare ale sculei.
Pentru scule ceramice, criteriile de evaluare sunt similare celor pentru oel rapid (HSS)
Deci, pentru majoritatea materialelor pentru scule criteriul de defectare este depunerea
pe ti, n timp ce la prelucrarea cu viteze mari a fontei criteriul este formarea de
cratere pe faa de degajare.
Cteva comentarii privind condiiile de lucru pentru materialul pentru piesei i influena
unora dintre proprietile mecanice :
Materialele cu limit de curgere foarte nalt i capabilitate de durificare n timpul
procesului de achiere (auto clire) genereaz temperaturi ridicate pe suprafaa
sculei.
Pe lng necesarul mare de putere de achiere, prelucrarea de materiale ductile
duce la obinerea unei suprafee de slab calitate
Materialele cu rezilien mare tind s genereze achii lungi, care sunt greu de
rupt.
Materialele cu capacitate mare de clire n timpul procesului de achiere cer o
cantitate mai mare de energie n planul de forfecare. Este posibil ca scula s taie peste
o suprafa clit de trecerea unei scule anterioare
Temperatura suprafeei sculei se poate reduce dac se asigur o bun
conductibilitate termic.
Materialele care tind s reacioneze chimic la temperaturi ridicate cu materialul
sculei pot deteriora sculele.
Material V. achiere [m/min]
Oel clit 16,50
Oel moale 34,00
Font (mediu clit) 21,00
Oeluri aliate 27,78
Oeluri carbon 30,03
Oeluri pentru automate 51,05
Oeluri inoxidabile (austenitice) 30,78
Bronzuri 34,50
Aluminiu 90,00
Alam 180,18
3.3 Tipuri de materiale
3.3.1 Oeluri
Oelurile cu foarte puin carbon (foarte slab aliate pn la 0,15%C) au
ductilitate/maleabilitate mare i, de aici, prelucrabilitate sczut. Achiile tind s adere
la suprafaa sculei i devin greu de fragmentat, ceea ce creeaz incidente. Rezistena
mecanic mare genereaz mai mult cldur ceea ce duce la temperaturi mai ridicate
pe suprafaa sculei. Rugozitatea suprafeei prelucrate este dificil de controlat, datorit
uzurii.
Elementele de aliere adugate oelului cu foarte puin carbon mbuntesc
prelucrabilitatea n funcie de prezen i procentaj. Creterea coninutului de carbon
reduce maleabilitaea oelului, ceea ce duce la reducerea forei i a puterii de achiere.
Se constat o mbuntire a calitii suprafeei prelucrate. Dei cldura generat
scade, presiunea pe faa de degajare este n continuare mare. Carbonul adugat
mbuntete rezistena mecanic i duritatea materialului de prelucrat.
n aceleai condiii de prelucrare, pentru oeluri cu carbon peste 0,3%, necesarul de
putere i temperatura suprafeei sculei cresc o dat cu scderea coninutului de carbon.
Calitatea suprafeei prelucrate se mbuntete odat cu creterea carbonului ctre
0,35%. Odat cu depirea acestui prag calitatea suprafeei scade din nou.
Alte elemente de aliere adugate oelurilor slab aliate (cu Mn, Cr etc.) mresc
proprietile mecanice i duritatea. n general, uzura sculei crete cu coninutul de
elemente de aliere, dar celelalte caracteristici de prelucrabilitate rmn neschimbate.
Prelucrabilitatea este puternic influenat de tratamentul termic. Ca o regul general,
duritatea materialului tratat termic trebuie s fie la limita inferioar a duritii prescrise
de proiect.
O problem important n achierea oelurilor este variaia durabilitii sculei. n
condiiile utilizrii de carburi metalice la viteze mari de achiere, variaia duratei de
via a sculei este provocat de incluziunile nemetalice n materialul de prelucrat, care
se lipesc de faa de degajare a sculei, formnd o barier vitroas instabil.
Dei fenomenul nu este att de pronunat la sculele bazate pe carburi metalice
(WC-Co) sau din oel rapid, aceste materiale pentru scule nu achiaz eficient oelul.
Aici intr in scen oelurile pentru automate.
3.3.2 Oeluri pentru automate
Denumirea acestei clase de oeluri provine de la utilizarea lor ca materiale special
pregtite (compoziie chimic i proprieti chimice) pentru a fi prelucrate pe maini
automate sau cu comand numeric. Dup cum se va vedea mai jos, utilitatea acestor
oeluri este c sunt mai previzibile n exploatare n ceea ce privete prelucrabilitatea
n special n ceea ce privete durabilitatea sculei.
Tipic, aceste oeluri conin urmtoarele elemente de aliere: S(0,1-0,3%),
Pb(0,1-0,35%) i mici cantiti de Bi, Se, Te i P. Aceste elemente de aliere reduc
semnificativ fora i puterea de achiere, temperatura la nivelul sculei i uzura.
Coninutul de Mn al acestor oeluri trebuie s fie suficient de mare ca s absoarb
chimic sulful (producnd MnS sulfur de mangan).
Calitatea suprafeei prelucrate i controlul achiei pot fi controlate mai bine. Dar, cel
mai important avantaj este acela c scula se comport uniform. Astfel, durabilitatea
sculei poate crete foarte mult fa de oelurile obinuite.
Proprietile mecanice ale oelurilor pentru automate sunt mai bune fa de cele ale
oelurilor obinuite, dar la un pre mai mare. Totui se poate ajunge la un compromis
de cost ntre material, prelucrare i funcionalitatea produsului n favoarea acestor
materiale.
3.3.3 Oeluri inoxidabile
Oelurile inoxidabile au trei tipuri de microstructur: austenitic, feritic i
martensitic.
Toate aceste oeluri au rezisten mecanic mai mare dect oelurile slab aliate. Mai
mult, aceste oeluri au un interval mare ntre limita curgere i limita de rupere, fa de
cele slab aliate. La fel, necesarul de putere de achiere i temperatura la suprafaa
sculei sunt mai mari dect la oelurile obinuite. Datorit coninutului ridicat de
elemente de aliere, oelurile inoxidabile conin carburi care sunt abrazive. De aceea,
sculele se uzeaz foarte repede.
Oelurile inoxidabile austenitice se autoclesc n timpul prelucrrii i au conductibilitate
termic redus. Aceste caracteristici reduc sever prelucrabilitatea la toate aspectele.
Pe lng temperaturile ridicate din procesul de prelucrare, achiile tind s se lipeasc
de suprafaa sculei i sunt greu de fragmentat. Acest fenomen este cu att mai evident
cu ct scula prelucreaz o suprafa deja prelucrat i clit superficial datorit
prelucrrii. O scul bine ascuit, vitez de avans i adncime de achiere mari sunt
recomandrile pentru a evita uzura excesiv a sculei prelucrnd o suprafa durificat
din cauza prelucrrii anterioare.
Pentru a mbunti prelucrabilitatea sczut a oelurilor inoxidabile austenitice, se
adaug sulf, seleniu i telur pentru a reduce maleabilitatea. Un oel astfel elaborat se
numete oel inoxidabil pentru automate. Sunt mai scumpe, iar elementele de aliere
introduse reduc oarecum rezistena la coroziune.
3.3.4 Fonte
Cu grafit lamelar sau cu grafit nodular, fontele au o prelucrabilitate foarte bun. Grafitul
lamelar sau nodular iniiaz ruperea achiei n planul de forfecare.
Prelucrarea se face cu uzur mic a sculei, cu o for de achiere mic, capacitate mare
de achiere i putere consumat mic. Calitatea suprafeei rezultate este bun. Achiile
fontei cu grafit lamelar se fragmenteaz n buci foarte mici, n timp ce achiile fontei
cu grafit nodular sunt mai mari, dar suficient de uor de fragmentat. Datorit calitii
suprafeei obinute, deseori nu mai este nevoie de operaii suplimentare de rectificare.
Durabilitatea sculei scade mai mult din cauza duritii materialului piesei. Au fost, ns,
dezvoltate scule ceramice care lucreaz la turaii foarte mari.
O alt aplicaie privind sculele ceramice pentru font clit, avnd duritate de 430HB
sau mai sus i viteze de achiere de pn la 50 m/min. Se poate utiliza i CBN (nitrur
cubic de bor material cu duritate similar diamantului industrial), la duriti de 55-
58 HRC (600-650 HB), la viteze de 80 m/min. Este recomandat un unghi de aezare
mai mare pentru achierea fontei cu grafit nodular pentru a evita ataarea achiilor de
faa sculei (depuneri pe ti).
3.3.5 Aliaje pe baz de nichel
Aceste aliaje sunt dintre cele mai greu de prelucrat datorit posibilitii lor de a se cli
n timpul procesului de achiere i datorit existenei de componente (faze) abrazive pe
baz de carburi. Pragul de temperatur de deformare plastic i difuzia materialului
pot apare la viteze mult mai mici dect la achierea oelurilor.
Din cauza autoclirii materialului, viteza de avans este foarte important. Dac este
prea joas, scula taie material clit de la trecerea anterioar. Dimpotriv, la viteze mari
chiar dac suprafaa rezultat este acceptabil, forele n scul din timpul achierii pot
duce la ruperea ei. Ca un compromis ntre aceste extreme, trebuie s se respecte
viteze de avans de 0,180,25 mm/min.
Pentru a elimina uzura sculei, trebuie s se utilizeze scule cu unghi de degajare pozitiv.
Se recomand i creterea vitezei de achiere. La utilizarea de carburi tip WC-Co (cu
cobalt), viteza de achiere poate ajunge la 60 m/min.
Sculele pentru oeluri nu dau rezultate tind s se rup repede. Nici acoperirile cu
carburi matalice nu au dat rezultate semnificative.
Totui, acoperirile cu CBN (Nitrur Cubic de Bor) i materiale ceramice au dat rezulate
la achierea aliajelor de nichel pentru temperaturi nalte de exemplu oeluri
austenitice. Viteza de achiere poate ajunge la 250 m/min.
3.3.6 Aliaje pe baz de aluminiu
Aluminiul pur este foarte maleabil. Achiile tind s se lipeasc de suprafaa sculei,
rezultnd depuneri fibroase, greu de ndeprtat. Este greu s se obin o suprafa de
calitate bun, n special la viteze de achiere mici. Totui, aliajele de aluniniu au o bun
prelucrabilitate. Aluminiul turnat, avnd ca principal element de aliere siliciul, are un
nivel bun de prelucrabilitate.
Aceste aliaje conin particule de siliciu abraziv care pot reduce viaa sculei. De aceea,
sunt prelucrate mult mai economic la viteze reduse (de achiere i de avans).
Adugarea de cupru poate mri nu numai rezistena materialului, dar i viaa sculei.
Datorit maleabilitii reduse, achiile se fragmenteaz uor. Aliajele aluminiu-
magneziu i aluminiu-zinc-magneziu au o bun prelucrabilitate. Vitezele de achiere
pot urca pn la 300 mm/min, pentru scule din oel rapid i pn la 2000 m/min
carburi metalice (WC-Co wolfram i cobalt).
Prelucrabilitatea aluminiului forjat poate fi mbuntit prin metale cu punct de topire
sczut precum bismut i plumb.
3.3.7 Cuprul i aliajele sale
Cuprul pur are o slab prelucrabilitate. Cuprul foarte slab aliat este utilizat pe scar
larg n electronic i fitinguri (instalaii). Viteza de achiere la prelucrarea acestor mici
piese este limitat de turaia maxim a mainii care le prelucreaz. Rezult un maxim
de 200...220 m/min.
La prelucrarea cuprului nu se formeaz depuneri pe ti. Forele asupra sculei sunt
foarte mari datorit suprafeei mari de contact pe faa de degajare i a unghiului mic
de forfecare. Rezult achii lungi care nu se fragmenteaz de la sine existnd riscul
zgrierii suprafeei finale. La guri adnci forele sunt att de mari c pot rupe
burghiul.
De aceea, cuprul pur, de nalt conductibilitate, este privit ca unul dintre materialele
greu prelucrabile.
3.4 Materiale pentru scule
Pentru scule se folosete o gam larg de materiale, cum sunt: oelurile pentru scule,
materialele ceramice i diamantul. Este important a se face deosebirea ntre utilizrile
diferitelor materiale pentru scule. De asemenea, este important s se cunoasc
diferenele ntre materiale i, de aici, utilizrile corecte pentru diferitele cazuri de
prelucrare.
O scul pentru achierea metalelor trebuie s aib urmtoarele caracteristici:
Duritate i rezisten mecanic la temperaturi ridicate
Tenacitate, pentru a evita spargerea zonei active a sculei, n special n cazurile
de ntreruperi de material sau variaii de duritate
Rezisten la uzur
Oelurile rapide sunt mai tenace dect carburile de wolfram/tungsten, ns nu la fel de
rezistente la uzur. De aceea rezist la regimuri intense de achiere. Pe de alt parte,
lipsa tenacitii la carburile metalice le face puin rezistente la regimuri neuniforme de
achiere i ocuri.
Cu mijloace corespunztoare de ghidare/fixare pe suporii pentru plcuele amovibile
(specifice port-sculelor de strung sau capetelor de frezat) se obin plcue cu duritate i
tenacitate apropiate de ceea ce oder diamantul.
Carburile metalice, acoperite cu diverse materiale, au proprieti superioare.
Materialele utilizate pentru acoperiri sunt: carbura de titan, nitrura de titan, materialele
ceramice, diamantul industrial i carbo-nitrura de titan.
De obicei se folosesc dou tipuri de procese de acoperire a plcuelor achietoare
* depunere chimic de vapori materialul suport (substratul) este plasat ntr-un cuptor
cu temperatur nalt i atmosfer controlat. Materialul de acoperire este depus pe
materialul suport cu ajutorul unui cmp magnetic
* depunere fizic de vapori acest proces este similar cu cel de depunere chimic, cu
excepia faptului c starea iniial a materialului de baz este cea solid. Uneori, se
folosete o raz laser cu impulsuri
Dou tipuri de diamante pot fi utilizate pentru achiere: diamantele industriale i cele
sintetice cu structur policristalin. Datorit faptului c aceste materiale sunt carbon
pur, ele au afinitate fa de oeluri carbon i alte materiale feroase. De aceea, nu pot fi
folosite dect la materiale neferoase.
Prin structura sa cristalin, nitrura cubic de bor (CBN cubic boron nitride), este
similar diamantului. i acest material poate fi folosit la acoperirea plcuelor
achietoare. Exist limitri n ceea ce privete utilizarea sa: trebuie folosit numai la
regimuri de achiere cu turaii joase i adncimi mari de achiere.
Cu toate acestea, CBN trebuie utilizat ca material pentru prelucrri de finisare, n
principal din cauza duritii sale extreme i a faptului c este casant. Rigiditatea
mainii-unelte i a dispozitivului condiioneaz stabilitatea plcuelor acoperite cu CBN,
dar i cu diamant.
Pentru a mbunti i mai mult rezistena la uzur i rezistena mecanic, materialele
de acoperire pentru zona activ a sculei achietoare, sunt ntrite prin armarea
stratului depus. Aceste scule, bazate pe carbur de siliciu, se pot folosi la prelucrarea
materialelor compozite i neferoase, dar nu sunt utile la prelucrarea fontelor i
oelurilor.
3.5 Definirea grupurilor printe
Folosirea grupurilor-printe minimizeaz procesul de definire a informaiilor din operaii
atunci cnd sunt folosite n mod repetat i stabilete conceptul de motenire a
caracteristicilor astfel nct parametrii pot fi transmii de la printe ctre obiectele
componente. O operaie trebuie s aiba definit minim grupul printe scul i MCS, cu
late cuvinte nu putem genera traiectoria unei operaii fr s avem definite aceste
informaii pentru unele tipuri de operaii este chiar obligatoriu s definim geometria
nainte de a crea operaia (strunjire). De asemenea, poate fi util definirea acestor
grupuri n cazul unor operaii ce folosesc aceleai date, pentru a nu le specifica de
fiecare dat.
3.5.1 Grupul Program
Grupul printe program permite gruparea i ordonarea operaiilor n programe,
operaiile cuprinse n fiecare astfel de program vor fi executate mpreun pe maina cu
comand numeric. De exemplu putem grupa ntr-un program toate operaiile necesare
prelucrrii prii superioare a unei piese. Prin gruparea operaiilor i ordonarea acestora
n cadrul programului se poate genera codul main prin intermediul post procesrii.
Afiarea ON sub forma Program Order permite vizualizarea operaiilor subordonate
programelor, precum i ordinea n care acestea vor fi executate pe maina unealt.
Este singura modalitate de vizualizare a ON n care ordinea operaiilor are importan.
Nu este obligatorie folosirea programelor atunci cnd avem de-a face doar cu o singur
operaie n fiier, ns atunci cnd avem mai multe operaii acestea trebuie grupate n
program. Nu putem postprocesa operaii ce aparin de dou programe diferite, ele vor
fi grupate automat de ctre sistem ntr-un program. Programele, la rndul lor, pot
conine alte programe i/sau operaii. naintea postprocesrii, operaiile pot fi ordonate
n cadrul aceluiai program sau mutate dintr-unul ntr-altul.
Pentru a crea un nou printe Program se apas butonul Create Program din
toolbarul Insert. Dac dorim ca acest program s aib un alt printe se poate alege
respectivul din lista Program. Numele se introduce n cmpul Name.
!!! Numele programului, dar i al sculelor geometriei, metodelor i operaiilor, nu
trebuie s conin spaii i trebuie s fie scrise cu litere mari, dac se folosesc litere
mici ele vor fi automat convertite.
3.5.2 Grupul Tool
Grupul Tool definete sculele de tiere. Procesul de creare a unui grup printe-scul,
coincide cu crearea propriu-zis a sculelor. Acestea pot fi create plecnd de la un
template sau pot fi aduse dintr-o bibliotec.
Pentru a crea un printe Tool nou se apas butonul Create Tool din toolbarul
Insert. Din fereastra Create Tool template-ul se poate alege din lista Type,
principalele tipuri fiind cele legate de Mill, Drill i Turning, corespunznd frezrii,
guririi respectiv strunjirii. n funcie de tipul template-ului anterior selectat, zona Tool
Subtype poate conine tipuri diferite de scule. Se alege un anume subtip i se apas
butonul OK dup care se intr n fereastra de definire a respectivei scule (vom discuta
ulterior despre aceasta).
3.5.3 Grupul Geometry
Grupul Geometry definete geometria de prelucrare precum i orientarea piesei pe
maina unealt. Putem specifica informaii precum Part (piesa finit), Blank
(semifabricatul), Check (geometrie de evitat), orientarea sistemului de coordonate al
mainii MCS, planul de siguran, materialul piesei .a. Dei specificarea geometriei
poate fi fcut n interiorul operaiei, poate fi deosebit de util s definim geometria n
cadrul grupului Geometry pentru a o folosi la mai multe operaii n loc s specificm
acea geometrie de fiecare dat. Grupurile geometrie pot conine alte grupuri i/sau
operaii, informaiile fiind motenite pe cale ierarhic.
3.5.4 Grupul Method
Grupul Method definete tipul de prelucrare (degroare, semifinisare, finisare). De
asemenea, poate defini parametri precum tolerane, adaos de prelucrare, viteze de
avans. Dei este mai puin folosit (toi aceti parametri pot fi controlai din interiorul
operaiei), acest grup poate fi util n cadrul companiilor prin standardizarea anumitor
operaii.
3.6 Definirea sculelor
Dup cum am artat anterior, definirea sculelor este sinonim cu definirea grupului
printe Tool, aceste scule devenind prini pentru operaiile de prelucrare.
Pentru a crea o scul se apas butonul Create Tool din toolbarul Insert. Apare
fereastra Create Tool ce conine n zona Tool Subtype tipurile de scul disponibile
pentru template-ul ales din lista Type. Dac dorim aducerea unei scule din bibliotec
se apas butonul Retrieve Tool from Library .
Pentru frezarea 3D (mill_contour) avem disponibile urmtoarele tipuri de freze: frez
cilindro-frontal (MILL), frez cu cap sferic (BALL_MILL), freza de tip butoia
(BARREL), freza de tip T (T_CUTTER).
Dup alegerea subtipului respectiv, opional se poate schimba numele implicit n
cmpul Name, dup care se apas butonul OK.
Fig. 3-1 Crearea sculelor
Apare fereastra de definire a parametrilor sculei (n cazul nostru o frez cilindro-
frontal, Fig. 3-1). Parametrii se introduc n cmpurile corespunztoare din zona
Dimensions. Astfel avem urmtorii parametri:
Diameter diametrul frezei
Lower Radius raza de col
Taper Angle unghiul de nclinare
Tip Angle unghiul la vrf
Length lungimea total
Flutes length lungimea tiului
Flutes numrul de dini
Se mai pot stabili i ali parametri cu privire la materialul sculei (pentru calculul
automat al regimurilor de achiere), numrul sculei, regitrii de ajustare i compensare
etc.
De notat c sistemul propune o vizualizare a sculei n fereastra grafic n funcie de
valoarea parametrilor introdui. Un mare avantaj al acestei vizualizri este faptul c
putem deplasa i roti scula pe modelul 3D cu ajutorul sistemului de coordonate ce
apare n centru frezei, astfel putnd verifica dac aceasta poate ptrunde n anumite
zone, este ndeajuns de lung etc.
Fig. 3-2 Definirea sculelor i vizualizarea grafic
Tabul Holder permite definirea unei portscule prin intermediul parametrilor
corespunztori din zona Holder Steps (diametru, nlime i unghi de nclinare).
Definirea se face pe segmente, dup completarea unui segment, se apas butonul Add
New Set pn se ajunge la forma final. De asemenea, se pot aduce portscule din
librrie folosind zona Library.
Dup apsarea butonului OK scula va fi salvat i va putea fi folosit ca printe pentru
alte operaii de prelucrare.
Dac dorim definirea altor tipuri de scule alegem din zona Tool Subtype, dup care
apsm butonul OK.
Fig. 3-3 Definirea portsculei
3.7 Definirea geometriei
Dup cum am spus i mai devreme, crearea operaiilor pe baza prinilor anterior
definii, prezint un mare avantaj prin faptul c nu mai este nevoie s respecificm
elementele respective la fiecare operaie. Definirea geometriei n cadrul unui printe
este mai important dect n cazul altor prini. Procesul de selectare a geometriei
poate fi o operaie destul de ndelungat i migloas, de aceea poate fi util s definim
geometria n cadrul prinilor atunci cnd mai multe operaii folosesc aceleai informaii
geometrice.
n cazul anumitor operaii, cum ar fi strunjirea sau unele operaii de Cavity Mill
suntem chiar obligai s includem geometria n cadrul unor prini specifici.
Grupul printe geometrie depinde mult de templateul iniializat la intrarea pentru prima
dat n Manufacturing. Astfel avem geometrii specifice frezrii, strunjirii etc. Vom
discuta n cele ce urmeaz elementele comune, urmnd ca cele specifice s fie
discutate n cadrul capitolelor corespunztoare.
3.7.1 Definirea geometriei MCS
Un element comun tuturor operaiilor este definirea sistemului de coordonate MCS
(MCS_MILL n cazul frezrii, MCS_SPINDLE n cadrul strunjirii). Acesta permite att
definirea sistemului de coordonate al mainii ct i a unor informaii specifice
geometriei auxiliare.
Indiferent de templateul iniializat, sistemul creeaz automat un MCS corespunztor.
Practic orice operaie trebuie s aib ca printe un astfel de sistem de coordonate
pentru a putea fi post procesat ulterior. Dei un caz mai rar ntlnit (cel mai adesea
editm MCS-ul deja existent), pentru a crea un nou MCS se apas butonul Create
Geometry din toolbarul Insert, din zona Geometry Subtype se alege iconia
corespunztoare, apoi se apas OK. Acest sistem de coordonate poate fi subordonat
unui alt printe, folosind lista Geometry; denumirea acestuia se poate schimba n
cmpul Name.
Dac se dorete editarea acestuia se execut dublu click pe acesta (trebuie s avem
afiat ON n modul Geometry). Fereastra de definire conine mai multe zone:
* Machine Coordinate System permite definirea propriu-zis a orientrii sistemului
de coordonate. Procesul este similar cu definirea WCS.
* Clearance permite definirea zonei de siguran n care se retrage scula ntre
operaii sau la trecerea ntr-o nou zon de prelucrare. Din lista Clearance Options
alegem una din opiunile dorite, dup care definim parametrii cerui.
* Avoidance permite definirea unor puncte suplimentare n care se plaseaz scula
nainte sau dup operaie (From Point, Start Point, respectiv Return Point, Go
Home Point).
Fig. 3-4 Definirea geometriei MCS
3.7.2 Definirea geometriei Workpiece
Geometria Workpiece permite specificarea unor informaii cu privire la geometria
piesei finite, a semifabricatului, a elementelor de evitat etc. Ca i n cazul MCS
geometria Workpiece este iniializat automat n funcie de templateul folosit. n cele
mai frecvente cazuri, n ON (modul Geometry), vom avea deja afiat printele MCS,
avnd subordonat Workpiece.
Procesul de definire al unui nou Workpiece este asemntor cu cel al definirii MCS-
ului, numai c din lista Geometry Subtype vom alege iconia corespunztoare
Workpiece .
Dac dorim editarea Workpiece-ului (pentru a specifica geometria) se execut dublu
click pe Workpiece (ON trebuie s fie n modul Geometry); vom avea mai multe
zone.
* Geometry permite specificarea geometriei propriu-zise pentru piesa finit
(Specify Part), semifabricat (Specify Blank) i a geometriei de evitat
(Specify Check). Se apas butonul corespunztor geometriei dup care se selecteaz
elementele dorite. Dup ce este definit geometria se activeaz i butonul Display
pentru a evidenia ulterior geometria.
* Offsets permite definirea unei distane de offset ce se adaug la suprafaa piesei
* Description permite definirea unui material al piesei de prelucrat (n cazul
calculrii automate a regimului de prelucrare).
Structura ierarhic de afiare a prinilor geometrie ne furnizeaz informaii cu privire
la gradul de subordonare a acestora. Astfel, o operaie subordonat direct geometriei
Workpiece va moteni automat att datele din Workpiece ct i pe cele din MCS.
Fig. 3-5 Definirea geometriei Workpiece
3.8 Parametrii micrilor de prelucrare (Cutting Parameters)
Parametrii de prelucrare (Cutting Parameters) sunt informaii cu privire la modul n
care se face prelucrarea propriu-zis. Se acceseaz apsnd butonul Cutting
Parameters din zona Path Settings. Dei difer n mod substanial n funcie de
tipul prelucrrii (frezare-strunjire). Fereastra Cutting Parameters are o interfa uor
de utilizat datorit regiunii din dreapta n care, n funcie de poziia cursorului sau de
opiunea selectat, sistemul reprezint o imagine cu privire la cmpul activ.
n cazul frezrii exist anumite opiuni comune pentru toate aceste operaii. Fereastra
Cutting Parameters este structurat pe mai multe pagini (taburi):
* Strategy cuprinde parametri cu privire la strategia de prelucrare. Difer destul de
mult n funcie de tipul operaiei de frezare, elementele mai comune fiind legate de
tipul i ordinea tierii (zona Cutting), definirea semifabricatului ca offset (Blank
Distance).
* Stock conine setri pentru definirea adaosului ce rmne dup operaia curent
(pentru a fi eventual nlturat cu urmtoarele operaii. Avem astfel adaos general
(Part), adaos pe semifabricat (Blank Stock), adaos suplimentar pentru elementele de
evitat (Check Stock) i a celor de limitare (Trim Stock). Tot n aceast pagin putem
introduce valori pentru toleranele folosite de sistem n calculul traiectoriei.
* Corners permite modificarea modului n care NX calculeaz traiectoria n zona
colurilor. Astfel putem aplica netezirea (Smoothing), ajustarea vitezei de avans pe
arce (Adjust Feed Rate) i la coluri (Feed Slow Down).
* Connections permite setri cu privire la prelucrarea zonelor piesei (Cut Order) i
diverse optimizri cu privire la traiectoria piesei.
* Containment este destul de diferit n funcie de tipul operaiei, la Cavity Mill
avem zone n care putem defini modul n care este calculat semifabricatul rezultat n
urma operaiei curente (In Process Workpiece), modul n care se ine cont de
portscul (Tool Holder), prelucrarea zonelor mici ca ntindere (Small Closed Areas),
prelucrarea cu o scul de referin anterioar (Reference Tool). n acest din urm caz
sistemul va calcula i prelucra doar zonele rmase de la scula anterioar.
* More cuprinde setri cu privire la: zona suplimentar de siguran (Part Safe
Clearance), zone de subtiere (Undercut), planul inferior limit de prelucrare (Lower
Limit Plane).
Fig. 3-6 Pagina Strategy a ferestrei Cutting Parameters
3.8 Parametrii micrilor netietoare (Non Cutting Moves)
Micrile netietoare (Non Cutting Moves) sunt comenzi ce permit evitarea
coliziunilor cu piesa sau cu elementele de fixare. Aceste micri pot face urmtoarele:
* poziioneaz scula nainte, dup i ntre micrile tietoare;
* creeaz segmente de traiectorie care leag alte segmente de prelucrare pentru a
forma o traiectorie unitar a operaiei;
* micrile netietoare pot fi att deplasri simple pentru angajarea i retragerea de
material (Engage/Retract) dar i serii mai complexe de micri de angajare, retragere
i transfer folosite pentru piesele mai complicate ce au elemente de evitat i zone
distincte de tiere.
Aceste micri pot fi definite i n grupul printe MCS, urmnd ca n operaie s definim
doar micrile de angajare sau retragere specifice operaiei. n acelai MCS avem
definit n mod implicit un plan de siguran (Clearance Plane) situat la 10 mm
deasupra celui mai nalt punct al piesei. Toate operaiile subordonate acestui MCS vor
moteni automat aceste setri.
Pentru a defini micrile netietoare local, n operaie se folosete butonul Non
Cutting Moves din zona Path Settings. Coninutul ferestrei este similar n cadrul
operaiilor de frezare, la strunjire avnd de-a face cu alte opiuni.
n cazul frezrii, fereastra Non Cutting Moves este structurat pe mai multe pagini:
* Engage cuprinde micrile de angajare a sculei n material (din punctul de
angajare pn la prima achie), de obicei aceste micri se fac cu vitez de avans
redus. Sunt divizate n patru zone:
** Closed Area - zone nchise din geometria piesei ce nu comunic cu exteriorul
(buzunare). Aceste zone prezint o dificultate de prelucrare mai deosebit ntruct
angajarea n material se face n plin i nu treptat ca n cazul zonelor deschise. Necesit
fie utilizarea unor scule cu geometrie i caliti deosebite, fie executarea anterioar a
unor guri (Pre-Drill Points). Tipul de angajare poate fi specificat din lista Engage
Type, astfel avem mai multe opiuni:
*** Helical opiunea implicit permite angajarea pentru planul de tiere sub forma
unei spirale a crei parametri pot fi specificai n cmpurile corespunztoare. Executnd
click n aceste cmpuri sistemul afieaz o imagine sugestiv cu privire la funcia
parametrului respectiv.
*** Ramp on Shape este asemntoare cu opiunea Helical, numai c n locul
spiralei vom avea segmente de dreapt ce o aproximeaz rezultnd astfel o traiectorie
format din mai puine segmente.
*** Plunge angajarea se face direct de la nlimea specificat n cmpul Hight.
*** Same as Open Area angajarea va fi identic cu cea specificat n zona Open
Area.
** Open Area cuprinde setri cu privire la angajarea n zonele deschise ale piesei
(angajarea se face din exteriorul piesei). Avem mai multe opiuni ce pot fi alese din
lista Engage Type. Cele mai importante fiind:
*** Same as Closed Area angajrile se vor face cu setrile din Closed Area.
*** Linear angajarea se face dup o linie a crei lungime este dat de cmpul
Length, iar unghiul pe care n face cu direciile principale este specificat n cmpurile
Swing i Ramp Angle.
*** Linear-Relative to Cut ca i n cazul anterior, numai c direcia de angajare va
fi tangent la primul segment de tiere.
*** Arc angajarea se face dup un arc.
*** Point angajarea se face plecnd de la un punct specificat.
*** Linear Along Vector angajarea se face linear de-a lungul unui vector i pe o
distan specificate.
** Initial Closed Area i Initial Open Area permit stabilirea unor parametri diferii
pentru angajrile iniiale (de la nceputul operaiei).
Fig. 3-7 Non cuttings moves, pagina Engage
* Retract permite crearea de micri netietoare plecnd de la pies ctre
geometria de evitat sau ctre un punct de retragere. Micrile de retragere sunt
similare cu cele de angajare, de altfel i opiunea implicit este Same as Engage.
Dac se doresc micri diferite, acestea se aleg din lista Retract Type.
* Start/Drill Points aceast pagin permite stabilirea unor parametri cu privire la
regiunile de angajare i la definirea unor puncte de angajare. Avem mai multe zone:
** Overlap Distance permite introducerea unei valori de suprapunere a traiectoriei
n zona punctului de angajare pentru a obine o calitate mai bun a suprafeei.
** Region Start Points stabilete punctul n care s se fac angajarea. Putem
stabili acest punct ca fiind mijlocul (Mid Point) sau colul (Corner) primului segment
de tiere.
** Pre-Drill Points dup cum am explicat anterior, angajarea se poate face i direct
n material cu ajutorul unor guri executate anterior. Aceast zon permite definirea
punctelor de la care s se fac aceast angajare, puncte situate pe axa gurii
executate.
* Transfer/Rapid opiunile din aceast pagin specific modalitatea n care scula se
deplaseaz de la o zon de prelucrat la alta. De obicei, aceast deplasare se face prin
intermediul planului de siguran stabilit eventual la definirea MCS (zona Clearance).
Zonele Between Regions i Within Regions stabilesc modalitatea de transfer ntre
regiuni, respectiv n interiorul acestora. n zona Initial and Final definete tipul
micrii de apropiere (Approach) i de ndeprtare (Departure) ntre zona de
siguran i angajare.
* Avoidance dac nu au fost definite anterior prin intermediul grupului printe MCS
se pot specifica punctele de dinainte de angajare (From Point i Start Point) i de
dup retragere (Return Point i Go Home Point).
* More permite setarea opiunilor de verificare a coliziunii cu elementele de evitare
(Collision Check) precum i stabilirea compensrii razei sculei (Cutter
Compensation).
Aplicaia 3-1
n aceast aplicaie vom crea diverse grupuri printe (scule, geometrie) i apoi, pe
baza acestora vom crea operaii de frezare de tip Cavity Mill.
1. Deschidei fiierul aplicatia3-1.prt
2. Crearea sculelor
- apsai butonul Create Tool din toolbarul Insert, sau din meniu: Insert
Tool
- n zona Type selectai mill_contour, n Tool Subtype alegei prima opiune
(MILL frez cilindro-frontal), iar n cmpul Name introducei numele acesteia:
D20_R3
Fig. 3-8
- n fereastra de definire a parametrilor frezei introducei valorile din Fig. 3-9
Fig. 3-9
- deplasai sistemul de coordonate ce apare n centrul frezei, astfel nct s v asigurai
c freza este una potrivit cavitii pe care o vom prelucra
- n mod asemntor creai i celelalte scule conform cu tabelul, observnd totodat
impactul parametrilor asupra geometriei sculei:
Tool
subtype
Name Diameter Lower
Radius
Taper
Angle
Tip
angle
Length Flute
Length
MILL D12_R2 12 2 0 0 50 30
MILL D25_R0 25 0 5 10 100 70
BALL_MILL S16 16 - 0 - 50 40
BALL_MILL S12 12 - 3 - 40 30
- creai o frez de tip butoia (BARREL) avnd parametrii din Fig. 3-10
Fig. 3-10
3. Crearea semifabricatului
Semifabricatul este de forma unui bloc paralelipipedic; el nu exist, aa c va trebui s-
l crem
- accesai aplicaia Modeling (StartModeling)
- apsai butonul Extrude din toolbarul Feature
- n fereastra comenzii apsai butonul Reset din partea dreapt superioar a
acesteia pentru a restabili parametrii implicii (n cazul n care a fost folosit anterior
comanda)
- avnd activ regiunea Select Curve alegei din lista Selection Intent opiunea
Face Edges
- selectai partea inferioar a piesei (dedesubtul acesteia vezi Fig. 3-11)
Fig. 3-11
- inversai sensul extrudrii apsnd dublu click pe vrful sgeii End din fereastra
grafic sau Reverse Direction din fereastra comenzii, astfel nct direcia s fie n sus
- din lista End a ferestrei comenzii, alegei opiunea Until Extended i selectai
suprafaa superioar a piesei (vezi fig. 3-12)
- din lista Boolean alegei opiunea None pentru a crea un nou solid
- apsai OK pentru a crea semifabricatul i a iei din comand
Fig. 3-12
- n acest moment cele dou solide sunt suprapuse, ulterior vom ascunde
semifabricatul ntruct, dup definirea geometriei, nu vom mai avea nevoie de el
- intrai napoi n aplicaia Manufacturing (Start -> Manufacturing)
4. Definirea geometriei MCS_MILL. Vom defini geometria prin intermediul grupurilor
printe corespunztoare
- afiai Operation Navigator n modul Geometry (apsai butonul Geometry View
din toolbarul Navigator sau click dreapta pe o zon alb din ON i alegei
Geometry View)
- desfurai nodul MCS_MILL apsnd pe simbolul + dinaintea acestuia. Putei
observa, subordonat grupului MCS_MILL geometria WORKPIECE prin intermediul
creia vom defini geometria piesei finite i a semifabricatului
- executai dublu click pe MCS_MILL pentru a edita sistemul de coordonate. Din
regiunea Specify MCS apsai butonul CSYS Dialog, apoi deplasai sistemul,
trgnd de origine, pn l aducei n colul superior (vezi Fig. 3-13)
- apsai OK de dou ori pentru a ncheia definirea sistemului MCS
Fig. 3-13
5. Definirea geometriei piesei i semifabricatului (WORKPIECE)
- executai dublu click pe WORKPIECE (este subordonat MCS_MILL)
- n fereastra Mill Geom apsai butonul Specify Part
- selectai geometria piesei finite, avnd grij s nu selectai semifabricatul (n timpul
preseleciei s avei evideniate muchiile feelor interioare). Dac nu suntei siguri
putei folosi QuickPick (vezi Fig. 3-14).
Fig. 3-14
- apsai OK n fereastra Part Geometry
- n fereastra Mill Geom apsai butonul Specify Blank
- selectai geometria semifabricatului, avnd grij s nu selectai piesa anterior definit
- apsai OK n fereastra Blank Geometry
- apsai OK n fereastra Mill Geom
- ascundei semifabricatul (click dreapta pe acesta i alegei Hide)
6. Crearea operaiei de frezare (Cavity Mill)
- apsai butonul Create Operation sau din meniu: Insert Operation
- n fereastra Create Operation alegei din lista Type templateul mill_contour, iar
din lista Operation Subtype alegei primul tip de operaie Cavity Mill
- din lista Location alegei grupurile printe pentru operaia noastr conform cu Fig. 3-
15; introducei n cmpul Name numele DEGROSARE i apoi apsai OK
- am intrat n fereastra de definire a parametrilor operaiei.
Fig. 3-15
7. Definirea parametrilor operaiei
!!! Dup cum putei observa butoanele Specify Part si Specify Blank sunt inactive
ntruct geometria a fost definit prin printele Workpiece. Astfel nu putem selecta o
alt geometrie pentru aceste elemente. Dac dorim totui, va trebui s selectm un alt
printe (de ex. MCS_MILL) din lista Geometry , sau sa crem unul
nou (folosind butonul Create New )
- ntruct am definit minimul necesar, mpreun cu parametrii implicii ai operaiei,
putem deja calcula traiectoria sculei. Apsai butonul Generate din zona Actions
- putei observa cum sistemul calculeaz i afieaz n fereastra grafic traiectoria
sculei
- pentru a vizualiza mai bine traiectoria sculei putei trece n modul de vizualizare
Static Wireframe (click dreapta n fereastra grafic -> Rendering Style -> Static
Wireframe). Putei observa (Fig. 3-16) planele de tiere (culoare turcoaz), precum i
micarile netietoare (angajarea cu galben, retragerea cu roz-pal, micrile de
poziionare cu linie roie sau albastr punctat)
Fig. 3-16
- apsai OK n fereastra Cavity Mill pentru a o salva. n ON ar trebui s avei
structura ierarhica din Fig. 3-17.
Fig. 3-17
!!! Dac apsai ntre timp Cancel sau tasta ESC operaia nu va fi salvat i trebuie s
refacei paii de la pasul 6.
8. Respecificarea sculei folosind fereastra operaei
- executai dublu click pe operaia anterior creat (DEGROSARE), sistemul va afia
fereastra operaiei
- expandai zona Tool
- din lista Tool alegei freza D12_R2
- ntruct am modificat un parametru, este nevoie de regenerarea traiectoriei. Apsai
butonul Generate din zona Actions. Putei observa c, datorit diametrului mai
mic al frezei, trecerile sunt mai dese (Fig. 3-18)
- apsai OK pentru a salva i iei din operaie
Fig. 3-18
9. Respecificarea sculei folosind Operation Navigator
- afiai ON n modul Machine Tool
- folosind drag&drop tragei operaia DEGROSARE peste freza S16 (vezi Fig. 3-19)
Fig. 3-19
- semnul dinaintea operaiei indic necesitatea unei regenerri a traseului; nu este
nevoie sa intrm neaprat n operaie pentru a face acest lucru
- executai click dreapta peste operaie i alegei opiunea Generate
- apsai OK pentru a accepta traiectoria
S-ar putea să vă placă și
- Circulatia AeruluiDocument11 paginiCirculatia AeruluiLiliacul Negru0% (1)
- Evaluarea Impactului EcologicDocument40 paginiEvaluarea Impactului EcologicLiliacul NegruÎncă nu există evaluări
- Metode Avansate de Epurare A Apelor UzateDocument29 paginiMetode Avansate de Epurare A Apelor UzateLiliacul NegruÎncă nu există evaluări
- Curs 1Document4 paginiCurs 1Liliacul NegruÎncă nu există evaluări
- Curs PEE Apa-2011Document149 paginiCurs PEE Apa-2011Moldovan Iulia-Maria100% (2)
- Obtinerea Berii222Document11 paginiObtinerea Berii222Liliacul NegruÎncă nu există evaluări
- Proiect PTPMDocument33 paginiProiect PTPMLiliacul NegruÎncă nu există evaluări
- Lectia 7Document27 paginiLectia 7Liliacul NegruÎncă nu există evaluări
- Lectia 4Document32 paginiLectia 4Liliacul NegruÎncă nu există evaluări
- Lectia 1Document38 paginiLectia 1Liliacul NegruÎncă nu există evaluări
- Lectia 6Document27 paginiLectia 6Liliacul NegruÎncă nu există evaluări
- Lectia 2Document21 paginiLectia 2Liliacul NegruÎncă nu există evaluări
- Lectia 5Document32 paginiLectia 5Liliacul NegruÎncă nu există evaluări
- Curs Nr.3 Notiuni de Calcul TopograficDocument4 paginiCurs Nr.3 Notiuni de Calcul TopograficLiliacul NegruÎncă nu există evaluări
- Introducere in ElectronicaDocument53 paginiIntroducere in ElectronicaDumitru-Mihail IonicăÎncă nu există evaluări
- Curs Nr.4 Ridicari Topografice Cu PanglicaDocument10 paginiCurs Nr.4 Ridicari Topografice Cu PanglicaLiliacul NegruÎncă nu există evaluări
- Curs 8-Notiuni de CartografieDocument13 paginiCurs 8-Notiuni de CartografieLiliacul NegruÎncă nu există evaluări
- Conceptia Si Proiectarea Produselor - Curs NXDocument242 paginiConceptia Si Proiectarea Produselor - Curs NXRemus Halau100% (1)
- 40 Maria CalinoiuDocument10 pagini40 Maria CalinoiuLiliacul NegruÎncă nu există evaluări
- Curs Nr.2 Elemente Topografice de BazaDocument12 paginiCurs Nr.2 Elemente Topografice de BazaLiliacul NegruÎncă nu există evaluări
- Clima RomanieiDocument9 paginiClima RomanieiLiliacul NegruÎncă nu există evaluări
- Incalzirea PamantuluiDocument7 paginiIncalzirea PamantuluiCristina-Andreea ManeaÎncă nu există evaluări
- Rezumat GojiDocument17 paginiRezumat GojiLiliacul NegruÎncă nu există evaluări
- 4 7+8 Curs Master OPACDocument42 pagini4 7+8 Curs Master OPACLiliacul NegruÎncă nu există evaluări
- CP TuidosoftDocument44 paginiCP TuidosoftCostache Florin-CatalinÎncă nu există evaluări
- Masini Unelte Si Roboti Ali 1Document68 paginiMasini Unelte Si Roboti Ali 1yasminaxÎncă nu există evaluări
- Lic ApeDocument62 paginiLic ApeLiliacul NegruÎncă nu există evaluări
- BTM Gim - IfrDocument150 paginiBTM Gim - IfrLiliacul Negru100% (1)