S-ar putea să vă placă și
- Chestionar VT Cunostinte Specifice Nivel 1Document5 paginiChestionar VT Cunostinte Specifice Nivel 1Iulian OlaruÎncă nu există evaluări
- Chestionar VT Nivel 2 Partea 3Document1 paginăChestionar VT Nivel 2 Partea 3Marian Antochie0% (1)
- Fișa de Omologare A Procedurii (1) 1Document4 paginiFișa de Omologare A Procedurii (1) 1Enache DaniÎncă nu există evaluări
- Cap 1.carometDocument41 paginiCap 1.carometIulian OlaruÎncă nu există evaluări
- Normativ ST 024-2000Document19 paginiNormativ ST 024-2000BibliotecaruÎncă nu există evaluări
- Standarde Pentru SuduraDocument1 paginăStandarde Pentru SuduraVirginia Elena IordacheÎncă nu există evaluări
- Breviar de Calcul IG Presiune RedusăPANDADocument8 paginiBreviar de Calcul IG Presiune RedusăPANDAIon RazvanÎncă nu există evaluări
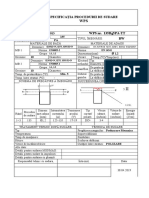
- Specificatia Procedurii de SudareDocument15 paginiSpecificatia Procedurii de SudareCatalin CiocarlanÎncă nu există evaluări
- Tevi Pentru Constructii en 10219-1-TtDocument4 paginiTevi Pentru Constructii en 10219-1-TtGaina IOnutÎncă nu există evaluări
- Flanse Si Suruburi-CatalogDocument128 paginiFlanse Si Suruburi-CatalogGeorge BogatuÎncă nu există evaluări
- 1.calificarea Personalului SudorDocument31 pagini1.calificarea Personalului SudorBogdan Florin FratilaÎncă nu există evaluări
- Cartea Constructiei MetaluluiDocument28 paginiCartea Constructiei MetaluluiMihaela BalanÎncă nu există evaluări
- SR en Iso 3834-2-2006Document9 paginiSR en Iso 3834-2-2006Daneea AlbastruÎncă nu există evaluări
- Instructiune de Lucru - Sudarea-1Document4 paginiInstructiune de Lucru - Sudarea-1Vasile TomsaÎncă nu există evaluări
- Formular Plan de SuduraDocument2 paginiFormular Plan de SuduramariustudoracheÎncă nu există evaluări
- Tehnologia de SudareDocument18 paginiTehnologia de Sudareiana2525Încă nu există evaluări
- Instrucţiuni Tehnice Pentru Sudarea Armăturilor de Oţel-BetonDocument33 paginiInstrucţiuni Tehnice Pentru Sudarea Armăturilor de Oţel-Betontziby2005Încă nu există evaluări
- PT - CR7 - 3 - 2003-Proceduri de SudareDocument24 paginiPT - CR7 - 3 - 2003-Proceduri de Sudarestoianovici_dragos75Încă nu există evaluări
- Procedura SuduraDocument8 paginiProcedura SuduraMoldoveanu VasileÎncă nu există evaluări
- 'Specificatia Procedurii de Sudare (WPS) Nr.1004/2019Document2 pagini'Specificatia Procedurii de Sudare (WPS) Nr.1004/2019Andrei UrsacheÎncă nu există evaluări
- Revista Sudura 1 - 2013Document44 paginiRevista Sudura 1 - 2013Radu IuliaÎncă nu există evaluări
- WPS Nr. 135Bg5PA-TTDocument1 paginăWPS Nr. 135Bg5PA-TTVasile TomsaÎncă nu există evaluări
- SR EN ISO 14731 - 2008 Coordonarea Sudarii. Sarcini Si ResponsabilitatiDocument18 paginiSR EN ISO 14731 - 2008 Coordonarea Sudarii. Sarcini Si ResponsabilitatiTamaduianu IoanÎncă nu există evaluări
- SR en ISO 9606-1-2017 - Calificare SudoriDocument46 paginiSR en ISO 9606-1-2017 - Calificare SudoriRamona CrangasÎncă nu există evaluări
- Defecte SuduraDocument8 paginiDefecte SuduraMihai NanuÎncă nu există evaluări
- Procedura de Examinare Cu Lichide PenetranteDocument13 paginiProcedura de Examinare Cu Lichide PenetranteStaruialaÎncă nu există evaluări
- c133-82 Imbinari Cu Suruburi de Ianlta RezistentaDocument24 paginic133-82 Imbinari Cu Suruburi de Ianlta RezistentaMihai Schmidt100% (6)
- Gruparea OţelurilorDocument6 paginiGruparea OţelurilorValentin RadulescuÎncă nu există evaluări
- Standard 287 Calificarea SudorilorDocument27 paginiStandard 287 Calificarea SudorilorNicu Dan PopÎncă nu există evaluări
- PT CR10-2003 Examinarea Cu Ultrasunete A Tablelor Folosite În Construirea Şi Repararea Instalaţiilor Mecanice Sub PresiuneDocument14 paginiPT CR10-2003 Examinarea Cu Ultrasunete A Tablelor Folosite În Construirea Şi Repararea Instalaţiilor Mecanice Sub PresiunetzunnyÎncă nu există evaluări
- Wps 3str-114 - Inox ModelDocument1 paginăWps 3str-114 - Inox ModelAndrei UrsacheÎncă nu există evaluări
- Fisa Tehnologica 3Document1 paginăFisa Tehnologica 3Stefan DanielÎncă nu există evaluări
- Coordonarea SudariiDocument3 paginiCoordonarea Sudariidneprmt1100% (1)
- SR en 1092-1 - 2018 - FlanseDocument148 paginiSR en 1092-1 - 2018 - FlanseLumy Nastase67% (3)
- Defecte in Urma Unor SuduriDocument39 paginiDefecte in Urma Unor SuduriAnonymous oG0VPL2YÎncă nu există evaluări
- 'Specificatia Procedurii de Sudare (WPS) Nr.1000/2019Document1 pagină'Specificatia Procedurii de Sudare (WPS) Nr.1000/2019Andrei UrsacheÎncă nu există evaluări
- Sudarea DuplexDocument23 paginiSudarea DuplexCristi OgaruÎncă nu există evaluări
- 3.5 Comportarea Structurilor Sudate La Diferite SolicitariDocument10 pagini3.5 Comportarea Structurilor Sudate La Diferite SolicitariCosmin Ionut GulieÎncă nu există evaluări
- Capitolul 4Document16 paginiCapitolul 4Alin TănăsescuÎncă nu există evaluări
- Temperatura de Preincalzire La Sudarea MIG MAGDocument14 paginiTemperatura de Preincalzire La Sudarea MIG MAGAlin StoleriuÎncă nu există evaluări
- Clasificarea Imperfecţiunilor (Extras Din SR EN 6520 - 1)Document14 paginiClasificarea Imperfecţiunilor (Extras Din SR EN 6520 - 1)Alex CosminÎncă nu există evaluări
- SR en ISO 5817 - Limite Acceptare ImperfectiuniDocument29 paginiSR en ISO 5817 - Limite Acceptare Imperfectiunirickx83100% (4)
- Materiale de Adaos Pentru SuduraDocument20 paginiMateriale de Adaos Pentru SuduraCad AutocadÎncă nu există evaluări
- Depozitare ElectroziDocument2 paginiDepozitare ElectroziValentin RadulescuÎncă nu există evaluări
- SR EN ISO 8501-3: Asociaţia de Standardizare Din România (Asro)Document12 paginiSR EN ISO 8501-3: Asociaţia de Standardizare Din România (Asro)Mihaita CiochinaÎncă nu există evaluări
- SUDURI - NedistructiveDocument18 paginiSUDURI - Nedistructivecorina dorofteiÎncă nu există evaluări
- NP42 2000 Normativ Prescriptiile Generale de ProiectareDocument120 paginiNP42 2000 Normativ Prescriptiile Generale de Proiectarebahus911Încă nu există evaluări
- Sudarea Mma / Sme / Smaw / Proces 111: AbrevieriDocument1 paginăSudarea Mma / Sme / Smaw / Proces 111: AbrevieriLucian CiudinÎncă nu există evaluări
- Pregatirea Si Vopsirea SuprafetelorDocument21 paginiPregatirea Si Vopsirea SuprafetelorGaina IOnutÎncă nu există evaluări
- Sudura Tevi OtelDocument7 paginiSudura Tevi Otelm13marian8719100% (1)
- R1 Reparare Si Sau Montare Test 2Document3 paginiR1 Reparare Si Sau Montare Test 2DragosÎncă nu există evaluări
- Test Examen Rts 1Document5 paginiTest Examen Rts 1oli_cstch100% (1)
- Test Electricieni Final Scurt Cu RaspunsDocument5 paginiTest Electricieni Final Scurt Cu RaspunsDumitru GaspecoÎncă nu există evaluări
- Ejector Pentru Ape Mici WatermarkDocument6 paginiEjector Pentru Ape Mici WatermarkForum Pompierii100% (2)
- Plan de Lectie CristinaDocument6 paginiPlan de Lectie CristinaFortu CristinaÎncă nu există evaluări
- Ziduri de Sprijin Din Beton Cu Parament Din ZidarieDocument12 paginiZiduri de Sprijin Din Beton Cu Parament Din ZidarietodoransÎncă nu există evaluări
- PTL 039Document5 paginiPTL 039Virginia Elena IordacheÎncă nu există evaluări
- Test Verificare Cunostinte Metoda VT 1Document4 paginiTest Verificare Cunostinte Metoda VT 1EugenhoÎncă nu există evaluări
- PTE 8-Fasonare Si Montare ArmaturiDocument7 paginiPTE 8-Fasonare Si Montare ArmaturiBucalae Izvorel100% (1)
- Regulament INELEDocument16 paginiRegulament INELECorina100% (1)