S-ar putea să vă placă și
- Tehnologie II ProiectDocument42 paginiTehnologie II ProiectBianca PopÎncă nu există evaluări
- Liste de Cantitatii STIHLDocument9 paginiListe de Cantitatii STIHLArion ClaudiuÎncă nu există evaluări
- Flux Tehnologic InfrastructuraDocument4 paginiFlux Tehnologic InfrastructuraralucaÎncă nu există evaluări
- Memoriutehnologia BetonareDocument18 paginiMemoriutehnologia BetonareragneluÎncă nu există evaluări
- Infrastructura Si SuprastructuraDocument3 paginiInfrastructura Si SuprastructuraAlina TÎncă nu există evaluări
- STAS 10108 - 1 - 81 - Proiectarea Ctiilor Din Tevi de OtelDocument12 paginiSTAS 10108 - 1 - 81 - Proiectarea Ctiilor Din Tevi de OtelBlueprint AradÎncă nu există evaluări
- Calculul BuncarelorDocument7 paginiCalculul BuncarelorMois DanielÎncă nu există evaluări
- Antemasuratoare Infra Si SupraDocument7 paginiAntemasuratoare Infra Si SupraMihaela Neata-ImparatuÎncă nu există evaluări
- Incarcari PlacaDocument8 paginiIncarcari PlacaIovi MihaiÎncă nu există evaluări
- Beton Precomprimat Cap1Document4 paginiBeton Precomprimat Cap1danna_lorenna2Încă nu există evaluări
- 2 1 Suprastructura f3 Lista CantitatiDocument4 pagini2 1 Suprastructura f3 Lista CantitatiAdrian TemelieÎncă nu există evaluări
- BAP.2 - c11Document26 paginiBAP.2 - c11vladÎncă nu există evaluări
- Actualizari Norme de Deviz Si Oferte de Preturi - WinDoc DevizDocument19 paginiActualizari Norme de Deviz Si Oferte de Preturi - WinDoc DevizCiprian MartauÎncă nu există evaluări
- Post-Tensionated SlabsDocument38 paginiPost-Tensionated SlabsLaura ManolacheÎncă nu există evaluări
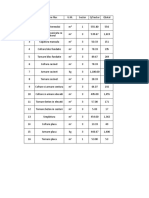
- Antemasuratoare Deviz C5 Lista CantitatiDocument1 paginăAntemasuratoare Deviz C5 Lista CantitatiBianca PopÎncă nu există evaluări
- Calcul P+10 Maurer BrasovDocument26 paginiCalcul P+10 Maurer Brasovdoru_enciuÎncă nu există evaluări
- P100 - 1 2013 EXEMPLEAnexa B - Structura Cu Pereti de Beton Armat Si Parter Flexibil PDFDocument16 paginiP100 - 1 2013 EXEMPLEAnexa B - Structura Cu Pereti de Beton Armat Si Parter Flexibil PDFCristi RanjaÎncă nu există evaluări
- Caiet de Sarcini Rezervor BetonDocument13 paginiCaiet de Sarcini Rezervor BetonLeonte AdrianÎncă nu există evaluări
- Bilete La Examen de Stat La Tehnologie 2013Document84 paginiBilete La Examen de Stat La Tehnologie 2013Gica Ionescu100% (1)
- Structura Hale MetalDocument36 paginiStructura Hale Metalapi-19750785Încă nu există evaluări
- Scornicesti Expertiza RezervoareDocument46 paginiScornicesti Expertiza RezervoareAlexandra Neagu100% (1)
- Lab. 1 MetrologieDocument10 paginiLab. 1 MetrologieVictor BrasoveanuÎncă nu există evaluări
- SageataDocument28 paginiSageatanyk_danyÎncă nu există evaluări
- Constructii Beton ArmatDocument1 paginăConstructii Beton ArmatBobaru MariusÎncă nu există evaluări
- Sarpanta Invelitoare Cladire 350mpDocument2 paginiSarpanta Invelitoare Cladire 350mpAttila KelemenÎncă nu există evaluări
- Memoriu RezistentaDocument10 paginiMemoriu RezistentaAlexandru PandeleaÎncă nu există evaluări
- Proiect Lemn 2013Document26 paginiProiect Lemn 2013Bogdan BuràÎncă nu există evaluări
- CV Emil TanaseDocument5 paginiCV Emil Tanaseemil_tase949Încă nu există evaluări
- 3 FundatiiDocument35 pagini3 FundatiiSerghei NastasÎncă nu există evaluări
- 03.antemasuratoare Suprastructura 4EDocument4 pagini03.antemasuratoare Suprastructura 4Eionela-claudia.fieraru15Încă nu există evaluări
- Expertiza PDFDocument17 paginiExpertiza PDFAnonymous QK7Ntv6QÎncă nu există evaluări
- Criterii in Alegerea Tipului de FundatiiDocument2 paginiCriterii in Alegerea Tipului de FundatiiElena Cătălina IktimurÎncă nu există evaluări
- Tabel Pentru Alegere Arie EtrieriDocument0 paginiTabel Pentru Alegere Arie EtrieriRadu BocaniciÎncă nu există evaluări
- 01.memoriu TehnicDocument8 pagini01.memoriu TehnicMim MiÎncă nu există evaluări
- Model Proiect Structura Banca (Incarcari in Sah, Incarcari Pe Planseu Etc)Document97 paginiModel Proiect Structura Banca (Incarcari in Sah, Incarcari Pe Planseu Etc)adrian_mesteruÎncă nu există evaluări
- Exemple de Calcul Otel S700Document8 paginiExemple de Calcul Otel S700Cristian BucataÎncă nu există evaluări
- Fisa Tehnologica PrefabricateDocument2 paginiFisa Tehnologica PrefabricateBianca PopÎncă nu există evaluări
- Calcul LemnDocument12 paginiCalcul LemnMarcel SteoleaÎncă nu există evaluări
- NCM F 02 02-2006Document209 paginiNCM F 02 02-2006Дмитрий ТопалÎncă nu există evaluări
- CAIET SARCINI - CofrajeDocument2 paginiCAIET SARCINI - CofrajekoklenderÎncă nu există evaluări
- 03-R Plan Centuri Peste Parter Cota +2.50 - 3 PDFDocument1 pagină03-R Plan Centuri Peste Parter Cota +2.50 - 3 PDFbdanyoÎncă nu există evaluări
- Calculul Pierderi de Tensiune ReologiceDocument7 paginiCalculul Pierderi de Tensiune ReologiceEmilian UrsuÎncă nu există evaluări
- Solutii de Reabilitare StructuralaDocument30 paginiSolutii de Reabilitare StructuralaIonut Florin BaciuÎncă nu există evaluări
- Caiet de Sarcini MetalDocument34 paginiCaiet de Sarcini MetalDuhanes SebastianÎncă nu există evaluări
- CR 1 1-3-2012 Ordin Cod Incarcari ZapadaDocument39 paginiCR 1 1-3-2012 Ordin Cod Incarcari ZapadacaiusfaurÎncă nu există evaluări
- Tehnologia Proceselor de ConstructiiDocument21 paginiTehnologia Proceselor de ConstructiiIon AndronicÎncă nu există evaluări
- TEHNODocument18 paginiTEHNOUrfiÎncă nu există evaluări
- Tehnologie ProiectDocument17 paginiTehnologie ProiectDan StiopÎncă nu există evaluări
- Org. Const. Iurik (Tipa)Document18 paginiOrg. Const. Iurik (Tipa)clius_iurieÎncă nu există evaluări
- Tehnologia Proceselor de ConstructiiDocument23 paginiTehnologia Proceselor de ConstructiiIon AndronicÎncă nu există evaluări
- Proiect ManagementDocument15 paginiProiect ManagementMihai GageanuÎncă nu există evaluări
- BC - Calculul Planseului Mixt Otel-Beton-3Document3 paginiBC - Calculul Planseului Mixt Otel-Beton-3Santiago_Maresca77Încă nu există evaluări
- Stabilizare DoroportDocument8 paginiStabilizare DoroportcatttyyÎncă nu există evaluări
- Tehnologia ConstructieiDocument17 paginiTehnologia ConstructieiIuri CliusÎncă nu există evaluări
- Proiect Masini de Constructii IIDocument14 paginiProiect Masini de Constructii IIdri1976100% (1)
- Constructii IndustrialeDocument13 paginiConstructii IndustrialeSimona Dan Beloiu Jr.0% (1)
- Proiect Tehnologic de MecanizareDocument32 paginiProiect Tehnologic de MecanizareMaxim Dorin AlexandruÎncă nu există evaluări