Documente Academic
Documente Profesional
Documente Cultură
Cap 6 Organiz Sist. Mtj.
Încărcat de
Uko AndreiDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Cap 6 Organiz Sist. Mtj.
Încărcat de
Uko AndreiDrepturi de autor:
Formate disponibile
TEHNOLOGIA MONTAJULUI -------------------------------------------------------------------------------------------------------
6. ORGANIZAREA SISTEMELOR DE MONTAJ
6.1 Tehnologie, tehnologie de montaj, tehnologie de operaie, tehnologie de sistem Noiunea de tehnologie este folosit n dou cazuri: a) desemnarea tiinei procedeelor i a mijloacelor de prelucrare a materialelor; b) desemnarea ansamblului proceselor, metodelor, procedeelor, operaiilor, etc. utilizate, precum i modul de desfurare a activitilor efectuate pentru obinerea unui produs. n cadrul acestui curs, noiunea de tehnologie se refer la a doua semnificaie. Prin tehnologie de montaj, nelegem ansamblul metodelor, procedeelor, proceselor, operaiilor etc., utilizate ntr-o succesiune anume pentru obinerea unui produs, prin mbinarea prilor sale componente. n cadrul sistemelor de montaj, se aplic dou clase de tehnologii: 1) tehnologii de operaii, se refer la munca pe un loc de execuie; 2) tehnologii de sistem, se refer la faptul c obiectele muncii sau executanii ei se deplaseaz n succesiunea locurilor de execuie pentru realizarea produsului. 6.2. Forme organizatorice ale sistemelor de montaj 6.2.1. Caracteristici definitorii ale formelor organizatorice Formele organizatorice ale sistemelor de montaj sunt definite dup apte caracteristici, prezentate n tabelul 6.1. Definirea unei forme organizatorice a sistemelor de montaj se face funcie de cele apte caracteristici conform unui itinerar de parcurgere a unei csue conform matricei din tabelul 6.1.
41
Organizarea sistemelor de montaj -----------------------------------------------------------------------------------------------------Tabelul 6.1
Nr. crt. Denumirea caracteristicii Tipul de producie (Seria de fabricaie) Relaia ntreprindere client Micarea de avans a produselor Micarea muncitorilor Tactul (Ritmul) de montaj Nivelul de mecanizare i automatizare Tipul de transfer Valorile caracteristicii Producie de serie Producie individual Pe comand Integrate F r micare Producie de mas Mic Mijlocie Mare
II
Pe stoc Echilibrate
Continue
III
Micare intermitent
Micare continu
IV V
Fr micare Liber Manual Mecanizat
Cu micare de la un loc la altul Reglementat Semi Automatizat automatizat rigid Cu transfer liber (asincron) Automatizat flexibil Cu transfer legat (sincron) (cu nlnuire rigid)
VI VII
Fr transfer (fr nlnuire)
6.2.1.1. Caracterizarea formelor organizatorice dup tipul de producie Funcie de tipul de producie distingem urmtoarele sisteme de montaj: cu producie individual, cu producie de serie (mic, mijlocie, mare) i cu producie de mas (tabelul 6.2). Sistemul de montaj caracterizat prin tipul de producie individual, execut multe tipuri de produse. Utilajele utilizate au un caracter universal, sunt amplasate pe grupe omogene de activiti, iar fora de munc este policalificat. n cazul sistemelor de montaj caracterizate prin tipul de producie serie (mijlocie, sau mare), se execut o gam mai redus de produse. Utilajele, echipamentele i fora de munc n acest caz au un grad mai mic sau mai mare de specializare.
42
TEHNOLOGIA MONTAJULUI ------------------------------------------------------------------------------------------------------Tabelul 6.2
Sistemul (tipul) de producie Formele de management operaional al produciei Modul de desfurare a produciei Modul de corelare a produciei ntre secii Pe comenzi n conformitate cu graficul director pe produs, n care se prevd decalaje pe stadii de prelucrare n raport cu termenul de livrare Pe baza decalajelor stabilite n raport cu termenul de asamblare Pe baza decalajelor de completare a seturilor de piese stabilite n raport cu termenul de livrare. Pe baza stocurilor i a graficelor coordonatoare Dup ritmul mediu al fabricaiei, pe baz de plan standard
Sistemul produciei individuale
Organizare succesiv
Discontinuu, pe repere i subansambluri
Sistemul produciei de serie mic Sistemul produciei de serie mijlocie Sistemul produciei de serie mare Sistemul produciei de mas
Organizare succesiv
Discontinuu, pe loturi
Organizare mixt sau succesiv
Discontinuu, pe loturi cu periodicitate prestabilit Discontinuu, pe loturi cu periodicitate riguroas
Organizare paralel sau mixt Organizare paralel cu respectarea principiilor proporionalitii i ritmicitii
Continuu
n cazul produciei de mas se execut o gam redus de produse, iar utilajele, echipamentele i fora de munc au un grad avansat de specializare. Procesul tehnologic se desfoar n flux, i au un grad mare de mecanizare i automatizare.
43
Organizarea sistemelor de montaj -----------------------------------------------------------------------------------------------------6.2.1.2. Caracterizarea formelor organizatorice dup relaia ntreprindere client Sistemele de montaj, funcie de tipul de fabricaie care definete relaia ntreprindere-client, pot fi: - pe comand; - pe stoc: - integrate; - echilibrate; - continue. Tehnologia sistemelor se axeaz pe interferenele dintre perechile de operaii succesive adiacente. Fiecare dintre aceste interfee, implic urmtoarele componente: a. execut operaia 1; b. ateapt deplasarea spre operaia 2; c. deplaseaz spre operaia 2; d. ateapt pentru operaia 2; e. execut operaia 2, etc. Sisteme de montaj care lucreaz pe comand. n categoria produselor din cadrul acestui sistem se regsesc produsele de o mare diversitate n ceea ce privete coninutul i concepia de proiectare, cantitile solicitate, urgena livrrii i duratele de execuie a fiecreia dintre operaiile prin care se realizeaz. Sistemele de montaj pe comand reprezint cele mai vechi sisteme tehnologice, mai puin exigente n ceea ce privete necesarul fondurilor fixe n raport cu volumul de producie, i cele mai des folosite. Un sistem de montaj pe comand impune conductorilor acestuia combinarea unui numr mare de operaii interdependente, variabile ca tip i caracteristici ceea ce conduce la lungi fire de ateptare pe operaie, secie sau atelier. Pentru a se respecta termenul de livrare, n cadrul acestui sistem de montaj trebuie respectate toate condiiile pentru nceperea lotului, pentru trecerea corect de la un loc de munc la altul a fiecrui reper component al produsului comandat. Fluxul de producie trebuie coordonat n strns legtur cu aprovizionarea materiilor prime i materialelor, lucru ce trebuie armonizat cu mijloacele bneti de care dispune ntreprinderea i de care trebuie s in cont, din momentul aprovizionrii i pn n momentul n care produsul este gata pentru ncasarea contravalorii acestuia. Intervalul acesta de timp, poate fi mai lung sau mai scurt, funcie de gradul de complexitate al produsului ce trebuie realizat.
44
TEHNOLOGIA MONTAJULUI ------------------------------------------------------------------------------------------------------Sistemele de montaj care lucreaz pe stoc. Tehnologiile sistemelor de montaj integrate, echilibrate i continue presupun stabilitate a cererilor i a operaiilor pentru a justifica astfel proiectarea unui astfel de sistem. Tehnologiile unor astfel de sisteme au devenit posibile ca urmare a dezvoltrii pieelor de mas, a exercitrii deciziilor de conducere de a produce, adncirea specializrii i standardizrii i sporirea interschimbabilitii. Aceste sisteme de montaj lucreaz pe stoc. n cadrul acestor sisteme de montaj, fora de munc, echipamentele tehnologice sunt proiectate i axate pentru executarea unor anumite produse sau sarcini. Succesul unei astfel de tehnologii, tehnologie integrat este asigurat i de echilibrarea operaiilor componente (sistem echilibrat). Controlul produciei n cadrul acestui sistem de montaj este simplu, deoarece un produs intrat pe flux, trebuie s ajung n mod normal la sfrit, fr blocaje sau salturi intermediare. Dac apare un blocaj, la un post de lucru, atunci ntreg procesul se blocheaz, iar oprirea acestuia presupune cheltuieli suplimentare. De fapt, tehnologiile unor astfel de sisteme de montaj echilibrate constau n reducerea la zero a ntrzierilor dac sistemul merge bine, dar care presupune ntrzieri lungi dac un singur post de lucru nu se achit de sarcinile sale. Din aceste considerente, proiectarea unor astfel de sisteme de montaj echilibrate, este dificil. Cadrele de conducere i de supraveghere trebuie s depun eforturi pentru a asigura funcionarea nentrerupt a unui astfel de sistem. 6.2.1.3. Caracterizarea formelor organizatorice dup alte caracteristici (micare, tact, mecanizare, transfer) n construcia de maini se folosesc dou sisteme de montaj, i anume: - sisteme de montaj staionar; - sisteme de montaj glisant (mobil). A. Sistemul de montaj staionar, n cadrul crora produsul rmne pe loc, iar echipele de muncitori, specializate pe operaii se deplaseaz de la un produs la altul . n acest caz, piesa de baz nu prsete locul de munc dect ca produs finit. Precizia montajului este asigurat n acest caz, deoarece piesa nu se deplaseaz de la un loc de munc la altul, mai ales dac piesa de baz este mai puin rigid. Sistemul acesta de montaj prezint unele dezavantaje, i anume: - spaii mari de montaj; - muncitori cu nalt calificare i cu pregtire multilateral. 45
Organizarea sistemelor de montaj -----------------------------------------------------------------------------------------------------Dintre avantajele acestui sistem de montaj, enumerm: - organizarea montajului este simpl; - se pot folosii instalaii de transport universale, ieftine; - se poate folosii orice metod de mbinare pentru asigurarea preciziei lanului de dimensiuni; - se asigur o precizie a poziiei reciproce a pieselor componente, chiar i dac piesa de baz este mai puin rigid. Produselor grele, n cazul produciei de serie li se poate aplica tipul de montaj staionar cu ritm impus (reglementat). n acest caz, operaia concentrat se poate divide n mai multe operaii difereniate, ce se efectueaz la mai multe locuri de munc. Echipa de muncitori, este specializat pentru a lucra la mai multe locuri de munc. Exemplu: Ciclul de montaj a unui strung este difereniat n cinci tacturi, corespunztoare celor cinci operaii, i anume: - fixarea ppuii fixe i mobile; - montarea sniei longitudinale i a echipamentului electric; - fixarea cutiei de avansuri i a cruciorului; - montarea i reglarea urubului conductor, a barei de traciune i a instalaiei de rcire; - montarea sniei transversale i a port-cuitului, i a altor accesorii. B. Montajul glisant (mobil) este montajul la care produsul se deplaseaz de la un loc de munc la altul, muncitorii stau pe loc, iar posturile de montaj sunt aranjate succesiv ntr-o linie de montaj. La fiecare post de montaj se execut o operaie a procesului de montaj de ctre un muncitor sau de ctre o echip de muncitori. Operaiile diferitelor locuri de munc trebuie astfel dozate nct timpii de execuie a lucrrilor s fie ct mai apropiai. Fiecare loc de munc este dotat cu sculele, dispozitivele i instrumentele de control necesare realizrii operaiei de la locul respectiv. Montajul glisant, comparativ cu cel staionar prezint o serie de avantaje, i anume: - diminuarea solicitrilor fizice ale muncitorilor; - condiii favorabile pentru mecanizarea i automatizarea montajului; - eliminarea timpului consumat de muncitori pentru deplasarea de la un loc de munc la altul; - reducerea suprafeelor de producie; - reducerea ciclurilor de producie.
46
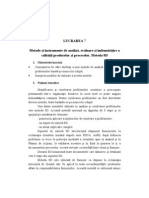
TEHNOLOGIA MONTAJULUI ------------------------------------------------------------------------------------------------------Sistemul de montaj mobil (glisant) poate fi de dou feluri i anume: - cu ritm impus (reglementat) cu micare continu; - cu ritm impus (reglementat) cu micare intermitent; n fig. 6.1 este reprezentat schema unui sistem de montaj mobil cu ritm impus cu micare continu.
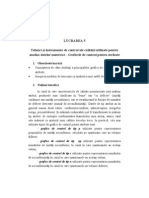
Fig . 6.1 Schema unui sistem de montaj cu ritm impus cu micare continu. n practic poate fi combinat sistemul de montaj staionar cu cel mobil (glisant) cu micare intermitent, sau sistemul de montaj mobil (glisant) cu micare continu cu sistemul mobil cu micare intermitent, formnd astfel linii de montaj mixte, fig. 6.2. n funcie de nivelul de mecanizare i automatizare se deosebesc mai multe tipuri de sisteme de montaj, i anume: - sisteme de montaj manual (simplu i repetitiv); - sisteme de montaj mecanizat; - sisteme de montaj semiautomatizat (manual asistat); - sisteme de montaj automatizat (rigid i flexibil).
Fig. 6.2. Schema unei linii de montaj mixte. 47
Organizarea sistemelor de montaj -----------------------------------------------------------------------------------------------------Montajul manual. Un astfel de sistem de montaj ofer ca avantaje att nivelul cheltuielilor de investiii pentru a fi pus n aplicare ct i nivelul flexibilitii, al adaptabilitii la variaiile volumului de producie. Acest tip de montaj prezint unele limite n ceea ce privete posibilitatea de a realiza ritmuri mari de producie, precum i la realizarea unor sarcini mai delicate. Calitatea este asigurat att timp de operatorul uman, ct acesta nu este obosit, de-a lungul unei zile de lucru. Montajul manual asistat (semiautomatizat). Postul de montaj n acest caz este aproape asemntor cu cel manual, cu deosebirea c n acest caz locul de munc respectiv este dotat cu utilaje ce permite operatorului s efectueze automat, rapid i fr efort operaii repetitive (nurubri cu alimentare automat, distribuitori de adezivi, etc.). Montajul manual repetitiv. Pentru a mri productivitatea sistemelor de montaj ce au n componen posturi manuale, s-au realizat soluii avantajoase prin repetarea sarcinilor. Piesele de baz, naintea primirii diferitelor componente pot fi aduse cu ajutorul unui platou rotativ indexat, printr-un carusel indexat sau printr-un transfer liber. n acest caz, operatorul este pus s asambleze de n ori succesiv acelai tip de pies (n fiind cuprins ntre 2040). Munca aceasta repetitiv poate conduce la o mrire a productivitii cuprins ntre 15 35 %. Montajul automatizat specializat. Se ntlnete n cadrul produciei de mas, i este adaptat pentru un anumit produs. Piesele de baz care urmeaz s primeasc celelalte piese i alte componente de asamblat, sunt transferate de la un post de montaj la altul n mai multe feluri, i anume: prin intermediul unui platou rotativ indexabil; cu transportator cu lanuri (conveior); cu transportor cu platforme (rame) mpinse; cu ajutorul sistemelor de transfer liber (crucioare, benzi, etc.). Montajul automatizat flexibil. Producia pe loturi de produse diferite ( pe comenzi) se realizeaz cel mai bine cu ajutorul sistemelor de montaj care permit realizarea operaiilor funcie de programele prenregistrate (memorate). Pentru aceasta, se folosesc mijloace automatizate programabile, att din punct de vedere al operaiilor de asamblare i manipulare, ct i al echipamentelor de alimentare a pieselor.
48
TEHNOLOGIA MONTAJULUI -------------------------------------------------------------------------------------------------------
6.3. Stabilirea formei de organizare tehnologic a montajului. Alegerea formei optime Organizarea montajului se poate face prin aplicarea a dou principii tehnologice de baz : 1. diviziunea operaiilor ; 2. concentrarea operaiilor. Prin diviziunea operaiilor se nelege descompunerea operaiilor tehnologice complexe, n operaii simple, la care executarea operaiilor de asamblare respective se face repede cu mijloace relativ simple. Prin concentrarea operaiilor se nelege organizarea simultan a mai multor operaii simple pe locuri de munc situate ct mai aproape unul de cellalt. Divizarea operaiilor pn la un anumit nivel, permite creterea productivitii muncii, iar concentrarea diminueaz timpul neproductiv consumat cu manipularea sau a altor faze auxiliare de lucru. n cazul montajului, diviziunea operaiilor se realizeaz prin mprirea procesului de montaj n operaii mai simple, ce pot fi operaii de asamblare, control, ajustare-reglare, sau combinaii ale acestora. 6.3.1. Parametri de baz ai montajului Pentru organizarea ct mai corect a montajului, se pleac de la calculul parametrilor principali ai sistemului de montaj. Parametri principali ai sistemului de montaj sunt : 1. Numrul locurilor de munc (posturi) ; 2. Tactul de montaj. Numrul locurilor de munc se calculeaz cu relaia : nt (6.1) L= F n care : L nr. de locuri de munc de montaj necesare ; 49
Organizarea sistemelor de montaj -----------------------------------------------------------------------------------------------------t timpul total de montaj al produsului n [ore/bucat] ; n programul de producie n [buc/an] ; F fondul de timp efectiv n [ore/an]. Fondul de timp efectiv, se calculeaz cu ajutorul relaiilor : F = Fn ; Fn = z s h (6.2)
n care : Fn- fondul de timp nominal n [ore/an]; - randamentul utilajului; z numrul de zile lucrtoare pe an ( z = 255) ; s regimul de lucru (numrul de schimburi/zi) ; h durata schimbului n [ore]. Pentru a putea lucra la un nivel superior de organizare a montajului este necesar ca gradul de diviziune al operaiilor s fie ridicat (s se respecte relaia de mai jos) : L>3 (6.3)
n cazul n care condiia de mai sus nu este ndeplinit, este necesar s se revin, i anume, se revine asupra programului de fabricaie, prin mrirea acestuia. Totodat, este bine s se ia n considerare, posibilitatea de a concentra n cadrul aceluiai sistem, montajul n numr ct mai mare de produse asemntoare, n ceea ce privete caracteristicile funcionale, constructive i tehnologice. Se spune n acest caz c avem o organizare bazat pe tipizare i unificare de produse. n acest caz formula (6.1) devine :
m
(6.4) F unde: ni i t i reprezint cantitile i timpii de montaj pentru fiecare din cele m produse diferite. Pentru calcule de alegere a variaiei de organizare tehnologic a montajului se folosesc abace (nomograme) din care se determin att capacitatea de producie, ct i seria minim de produse pentru care devine posibil organizarea montajului pe principiul diviziunii operaiilor.
L=
n
i =1
ti
50
TEHNOLOGIA MONTAJULUI -------------------------------------------------------------------------------------------------------
Aplicaii practice. 1. Se cere numrul de locuri de munc, n regim de dou schimburi, necesare pentru montarea a n = 200.000 produse/an, manopera specific a produsului fiind t = 9 min/buc. n t 200.000 0,15 = L= 6 locuri de munc. F 4912 F = z s h = 307 2 8 = 614 8 = 4912 ore/an t = 9 min/ buc = 0,15 h/buc 2. Care este seria minim la care este indicat s se organizeze un montaj divizat, manopera specific a produsului fiind t = 0,08 ore/buc. Volumul seriilor minime este dat de L = 3. Din abaca (nomograma), [11] pag. 24, pentru t = 0,08 ore/buc, L= 3, se obine nmin = 75.000buc / an . Capacitatea de producie a sistemului de montaj este definit prin numrul de produse ce trebuie montate n unitatea de timp. Ea se calculeaz cu una din relaiile de mai jos : n (6.5) C `p = F L sau : (6.6) C `p = t (6.7) Tactul de montaj notat cu r, reprezint intervalul de timp la care un produs prsete sistemul de montaj. Tactul de montaj se calculeaz cu relaiile : 1 F r= = ; (6.8) Cp n
t (6.9) L n cazul n care n cadrul aceluiai sistem se monteaz mai multe produse (m) diferite, cu tehnologii i timpi de munc ( t i ) diferii, din condiia de a se menine constant numrul de locuri de munc, rezult tactul (ritmul) pentru diferitele produse : sau : r=
51
Organizarea sistemelor de montaj ------------------------------------------------------------------------------------------------------
r=
F ti
i =1 m
(6.10)
n
i =1
ti
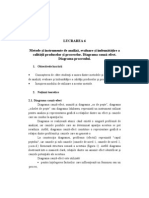
6.3.2. Cutia morfologic caracteristic formelor de organizare tehnologic a montajului Principalele caracteristici care definesc o form de organizare tehnologic, alctuiesc o cutie morfologic. Mulimea traiectoriilor ce traverseaz fiecare celul a cutiei morfologice, alctuiesc mulimea formelor posibile de organizare tehnologic a montajului. n fig. 6.3, este prezentat o cutie morfologic ce cuprinde ase etaje. La primul etaj, sunt clasificate formele de organizare tehnologic ale montajului, n funcie de numrul de produse ce se monteaz la acelai loc de munc.
I II III Numr de produse montate simultan Micare de avans a produselor Micrile muncitorilor Nivelul de mecanizare i automatizare Tactul nlnuirea 1 F r Fr Manual Intermitent >1 Continu
De la un loc de lucru la altul Mecanizat Automatizat
IV V VI
Liber F r
Reglementat Liber
Rigid
Fig. 6.3 Cutie morfologic de organizare tehnologic a montajului. Din acest punct de vedere, montajul poate fi individual (se monteaz un singur produs), sau montaj cu seturi, cnd se monteaz mai multe produse. Montajul n seturi, este utilizat atunci cnd piesa ce se monteaz este fragil i n acest caz sunt utilizate nite casete, pentru a le umple cu mai multe piese, iar acestea sunt aduse la locurile (tacturile) de montaj. Etajele doi i trei ale cutiei morfologice, fac distincie ntre montajul staionar i montajul glisant deoarece se refer la micrile produselor, respectiv la cele ale
52
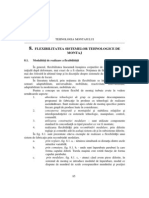
TEHNOLOGIA MONTAJULUI ------------------------------------------------------------------------------------------------------muncitorilor. n cazul montajului staionar, produsul st pe loc, iar echipele specializate se deplaseaz la locul de montaj al produselor. n cazul montajului glisant, produsul se deplaseaz de la un loc de munc la altul. Alegerea unui tip de montaj, glisant sau staionar, reprezint o problem deosebit de important, atunci cnd are loc proiectarea unei tehnologii de organizare a montajului. Etajul patru se refer la nivelele de automatizare al operaiilor, definindu-se cele trei nivele uzuale i anume: manual, mecanizat i automatizat. Cnd se alege unul dintre cele trei nivele, trebuie s se in cont de cei doi factori de baz ai eficienei i anume: a) posibilitile tehnice de realizare mecanizat sau automatizat a operaiilor n cauz i costul echipamentelor respective; b) posibilitile de reducere a costurilor operaiilor de montaj prin mecanizare i automatizare. Etajul cinci se refer la forma tactului, liber sau reglementat. Cel reglementat asigur o productivitate garantat, i poate fi variat funcie de gradul de oboseal a muncitorului din timpul zilei, al aselea etaj al cutiei morfologice se refer la gradul de nlnuire al operaiilor. 6.3.3. Alegerea formei de organizare tehnologic a montajului Dup ce s-a determinat numrul locurilor de munc i tactul, se trece la alegerea formei de organizare a montajului, alegere ce se face folosind cutia morfologic din fig. 6.4, cutie unde se ine cont de ase criterii i anume : 1. Tipul de montaj ; 2. Capacitate ; 3. Numr de locuri de munc ; 4. Condiii de sincronizare a operaiilor ; 5. Masa sau volumul produsului ; 6. Condiii de deplasare ale produsului. Se pot realiza mai multe variante de organizare tehnologic a montajului, prin combinarea fiecrei celule dintr-un rnd cu cte unul a celulei din celelalte cinci rnduri. De remarcat este faptul c fiecare traiectorie, ce reprezint o form de organizare are un cod cu ase litere corespunztoare a ase poziii din cutia morfologic.
53
Organizarea sistemelor de montaj -----------------------------------------------------------------------------------------------------Exemplu : Presupunem un montaj, la care timpul total este de 30 min., =10 buc/or, L=5, cu operaii sincronizabile, produsul avnd volumul mic i uor deplasabil. Forma de organizare tehnologic pentru exemplul de mai sus este simbolizat prin cele ase litere astfel : BBBCCC
1 2 3 4 5 6
A Tip de montaj Capacitate Numr de locuri de munc Condiii de sincronizare a operaiilor Masa sau volumul produsului Condiii de deplasare a produsului
B Foarte scurt (secunde) <1 buc/ora
L3
Mare Grele
Nerealizabile
C Mediu (minute) 1< <60 3<L<6 Posibile Mediu Mijlocii
Lung (ore) >60 buc/ora L>6 Bune Mic Uoare
Fig. 6.4. Cutia morfologic pentru alegerea formei de organizare a montajului. Legenda : Dac intervine oricare din condiiile : - se adopt montaj staionar ; Dac toate cele ase condiii n zon : - se adopt montaj glisant ; Dac toate cele ase condiii cad n zon : Sau - se ia n considerare montaj automat. Analiznd cutia morfologic din fig. 6.4 se constat c montajul este greu deplasabil. n restul cazurilor se adopt montajul glisant. n cazul sincronizrii operaiilor, pentru tacturi scurte, i cnd produsul poate fi deplasabil relativ uor, se poate lua n considerare montajul automat.
54
TEHNOLOGIA MONTAJULUI -------------------------------------------------------------------------------------------------------
6.4. Ergonomia montajului 6.4.1. Noiuni generale Ergonomia este tiina care studiaz problemele interaciunii omului cu maina i adaptarea mainii la om. Ergonomia are drept scop de a releva posibilitile reale ale omului i ale mainii, i n a repartiza raional funciunile lor n sistemul ommain. Proiectarea ergonomic a unui proces tehnologic de asamblare, presupune studierea tuturor soluiilor i posibilitilor umane, astfel nct cu un efort minim omenesc s se obin rezultatele cele mai bune. 1. Poziiile i micrile omului. Atunci cnd se proiecteaz un proces tehnologic de asamblare, trebuie s se in seama de urmtoarele aspecte, privind micrile omului. - munca n poziie eznd mrete precizia i micoreaz oboseala ; - micrile corpului n uoar flexiune frontal, conduce la un efort minim ; - micrile braelor trebuie s se efectueze n sensuri opuse sau simetrice ; - precizia i rapiditatea execuiei asamblrii este funcie de nlimea la care se lucreaz, de modul de organizare a aezrii pieselor i sculelor folosite n vederea asamblrii. 2. Organele de comand ale mainilor, aparatelor, liniilor de montaj.
55
Organizarea sistemelor de montaj -----------------------------------------------------------------------------------------------------Principalele organe de comand sunt : butoanele, ntreruptoarele, prghiile de comand, pedalele. La alegerea unui organ de comand trebuie respectate urmtoarele reguli : a) organele de comand s fie adaptate funciilor i particularitilor anatomice ale membrelor ; b) organele ce sunt comandate cu mna, trebuie situate la nlimea nivelurilor cotului i umerilor i sub un unghi de vedere favorabil ; c) distana ntre butoane este funcie de particularitile anatomice ale omului i anume : dac comanda se efectueaz cu degetele, ntre dou butoane trebuie o distan de 15 mm ; dac comanda se face cu toat mna, distana minim este de 50 mm. d) pentru operaiile de precizie i efort mic, se prevd butoane rotative, att pentru reglaje discontinue, ct i pentru cele continue ; e) pentru operaii ce au un efort mai mare i precizie mai mic, se aleg prghii de comand, manivele, pedale. Butoanele de apsat pentru a fi recunoscute uor, pot fi colorate i pot purta indicaii. ntreruptoarele basculante au dou poziii (pornit oprit) sau trei (oprit atenie pornit). Butoanele rotative este important ca acestea s fie bine apucate cu mna. Prghiile se folosesc n cazul comenzilor continue de amplitudine mic, cu fixare precis, pe o suprafa mic i pentru orice nivel de efort. Prghiile a cror manevrare necesit for, trebuie plasate la nlimea umerilor (pentru poziia ortostatic ) sau a coatelor (pentru poziia eznd ). Ele trebuie plasate alturi de executant i nu drept naintea lui. Pedalele sunt utilizate pentru a elibera minile, i la comenzi ce nu necesit un efort mai important. Organele de comand a cror manipulare este controlat vizual, prin intermediul unui aparat de msurat, trebuie s fie dispus inndu-se seama de urmtoarele reguli : 1. scala sau acul s se roteasc n acelai sens cu cel al organului de comand ; 2. o rotire n sensul acelor de ceasornic trebuie s corespund unei creteri, ntriri sau accelerri n sens invers acelor de ceasornic, corespunde unei micorri a mrimii ce se controleaz ; 3. gradaiile indicate pe scal, trebuie s creasc n sensul rotirii acelor de ceasornic ;
56
TEHNOLOGIA MONTAJULUI ------------------------------------------------------------------------------------------------------4. Trebuie o coresponden ct mai perfect ntre scala i butonul pe care se apas. Cea mai buna poziie este scala sus, iar butonul dedesubt. 3. Ambiana n care se desfoar munca. n procesul de asamblare, pentru ca munca prestat s fie ct mai uoar, n a uura efortul fizic i psihic, sunt o serie de factori ce o influeneaz . Dintre acetia, cei mai importani sunt : 1. iluminatul i confortul vizual ; 2. ambiana cromatic ; 3. zgomotul ; 4. muzica funcional. 4. Asigurarea iluminatului i confortului vizual. Cercetrile experimentale au artat c, atunci cnd nivelul de iluminare crete, productivitatea crete cu pn la 515%, simultan cu reducerea rebuturilor i a erorilor de fabricaie. Calitatea luminii depinde de o serie de factori i anume : strlucire, intensitate, difuzie, direcie, uniformitatea repartiiei i culoare. Se prefer lumina natural n locul celei artificiale, dar cnd este cazul, lumina natural trebuie completat sau chiar nlocuit cu cea artificial. n cazul iluminatului fluorescent, trebuie folosite corpuri fluorescente cu mai multe tuburi, cu strbatere decalat, trifazice. 5. Realizarea unei ambiane cromatice adecvat montajului. Studiile experimentale de la noi din ar i din strintate, au ajuns la concluzia c utilizarea unei anumite cromatici a condus la creterea produciei cu 10 ... 15 %, scderea rebuturilor pn la 20 ... 25 % i reducerea cu pn la 50% a numrului accidentelor de munc. n atelierele de montaj, suprafeele de lucru se vopsesc n vernil sau albstrui deschis. Pentru montaje mai grosiere se poate utiliza culoarea verde. n cazul unor ateliere, unde se execut lucrri fine de montaj , lucrri executate de femei, tavanul va avea culoarea cerului . 6. Zgomotul. Efectuarea unor lucrri n zone cu zgomot pronunat, are ca efect creterea nervozitii a iritabilitii i a oboselii mai rapide, pentru cei ce lucreaz n aceste zone, conducnd la scderea productivitii i creterea rebuturilor. Zgomot < 40 decibeli pentru cei ce au o concentrare intelectual deosebit. Zgomotul cuprins ntre 40...60 decibeli, nu are efect de enervare a omului, putnd-se efectua lucrri de montaj n condiii bune. Zgomot cuprins ntre 60...80 decibeli, pot aprea tulburri psihice, dei este considerat un zgomot admis n halele de montaj de precizie medie i pentru montajul mecanizat i automatizat.
57
Organizarea sistemelor de montaj -----------------------------------------------------------------------------------------------------7. Muzica funcional. Conduce la creterea dinamicii tuturor proceselor psihice. Muzica funcional reduce acomodarea lucrtorului n primele minute ale zilei de lucru, prin activarea organismului omului. Aceast muzic ca ritm, trebuie s corespund ritmului procesului de producie, iar dup 2 ... 3 sptmni ea trebuie schimbat.
6.5. Logistica montajului Unul dintre cei mai importani factori ce intervin n piaa concurenial este preul de cost. Acesta este influenat de activitile legate de traseul fluxului de materiale, de manipulare, de transport i de depozitare. Valoarea unui produs este strns legat de apropierea produsului de dorinele utilizatorului. Studiul complex al factorilor ce influeneaz valoarea de ntrebuinare a conturat o nou disciplin, numit logistic industrial. Din punct de vedere al fabricaiei, logistica presupune o concordan ntre fluxul de materiale, fluxul de informaii, mijloacele necesare i personalul necesar. Aceast concordan are drept scop, obinerea ct mai uoar i ct mai corect a procesului de producie. Rezult c logistica industrial este disciplina care se ocup cu dimensionarea i corelarea fluxurilor de bunuri materiale, de informaii, de mijloace de munc i de personal, care servesc la livrarea produselor fizice n cantitile i sortimentele cerute, la momentul convenit i la locul indicat. Logistica coreleaz toate activitile care se desfoar ntr-un sistem de producie i este unul din elementele de baz ale oricrei strategii economice. Prin logistic se ntreprind msuri pentru realizarea sarcinii de a se pune la dispoziie un mod economic : - materialul potrivit ; - la timpul potrivit ; - la locul potrivit ; - n cantitile potrivite ; - n starea potrivit. Funciile fluxului de materiale sunt : prelucrarea, controlul, depozitarea, manipularea, i transportul.
58
TEHNOLOGIA MONTAJULUI ------------------------------------------------------------------------------------------------------Perturbaiile i greelile care au loc la execuia funciilor fluxului de materiale influeneaz decisiv la aprovizionarea montajului. Din cele expuse mai sus, rezult importana planificrii i dispunerii instalaiilor, a sistemului de montaj, iar n continuare se vor face referiri numai la cele din cadrul sistemului. O problem important ce se pune la montaj, este cantitatea ce trebuie fabricat sau aprovizionat din fiecare articol component. n funcie de diversitatea fiecrei ntreprinderi se adopt un sistem de aprovizionare, dintre cele mai ntlnite amintim : - aprovizionare pe stoc ; - aprovizionare pe comand ; - aprovizionare mixt. Aprovizionarea pe stoc este caracteristic produciei de mas i serie mare. Alimentarea sistemului de montaj se realizeaz din magazii intermediare unde se gsete stocul necesar de piese, stoc care trebuie s se ncadreze ntre valoarea limit minim i o valoare limit maxim. O importan deosebit o prezint stocul minim, sau stocul de siguran. Aprovizionarea pe comand este specific produciei de unicate i serie mic. n acest caz, se asigur necesarul de piese pentru realizarea produselor respective ntr-o anumit perioad. Aprovizionarea mixt este specific produciei de serie mijlocie, utilizndu-se n sistemele de montaj pe comand. n acest caz, sunt piese cu valoare mic, uruburi, aibe, piulie, axe ce sunt aprovizionate pe stoc, iar alte piese de valoare mai mare, ce sunt aprovizionate pe comand. Transportul n interiorul sistemului de montaj se ocup de deplasarea componentelor ntre posturile de montaj, precum i ntre posturile de montaj i depozitele de componente de produse finite. Complexitatea funciei de fabricaie, depinde de modul cum sistemul de montaj lucreaz pe stoc sau pe comand. n primul caz, funcia logistic a sistemului de montaj este mai puin complex, comparativ cu cel deal doilea caz. Logistica sistemelor de montaj cu producie de seria mic i individual. n cadrul produciei de serie mic i individual, ca urmare a mulimii componentelor i complexitii muncii, procesul de producie este ntrerupt uneori ca urmare a execuiei greite a unor piese, sau rebutate. 59
Organizarea sistemelor de montaj ------------------------------------------------------------------------------------------------------
n asemenea situaii, pentru a evita timpii pierdui ai personalului, trebuie s aib loc o nou livrare de componente ct mai repede posibil. Acest lucru conduce la o atenie sporit n ceea ce privete organizarea i pregtirea lor pentru montaj. Mrimile ce influeneaz logistica sistemelor de montaj n cadrul produciei de serie mic i individual sunt : - frecvena de transport ; - cantitatea, greutatea de transport ; - structura produciei ; - mrimea seriei de fabricaie ; - suprafeele de pregtire a componentelor ; - direcia fluxului de materiale. Logistica sistemelor de montaj este tratat din patru puncte de vedere : - depozitare ; - sortarea componentelor ; - pregtirea componentelor ; - transportul. n cadrul produciei de serie mic i individual sunt ntlnite urmtoarele tipuri de depozite : depozite centrale, intermediare (de sortare), de pregtire, i de manipulare. Primele trei tipuri de depozite pot fi situate n spaii diferite, sau n acelai spaiu. Din depozitul central, piesele sunt sortate i trec n depozitul intermediar. Urmeaz splarea pieselor i transportarea acestora la locul de montaj.
60
S-ar putea să vă placă și
- Despre ErgonomieDocument7 paginiDespre ErgonomieAlexandra GhileÎncă nu există evaluări
- ErgonomiaDocument58 paginiErgonomiaUko AndreiÎncă nu există evaluări
- ErgonomieDocument18 paginiErgonomieDiana Alexandra PaicÎncă nu există evaluări
- ErgonomieDocument42 paginiErgonomieMaria Cristina DijmarescuÎncă nu există evaluări
- ErgonomieDocument18 paginiErgonomieDiana Alexandra PaicÎncă nu există evaluări
- Proiect ErgonomieDocument17 paginiProiect ErgonomieRoxana Bidiu100% (1)
- Ergonomie Curs1Document58 paginiErgonomie Curs1mitzanic71% (7)
- Lucrarea 1 Metode de Evaluare Şi Comparare A Calităţii ProduselorDocument11 paginiLucrarea 1 Metode de Evaluare Şi Comparare A Calităţii ProduselorUko AndreiÎncă nu există evaluări
- Cap 7 Proiectarea Proc (1) - MTJDocument14 paginiCap 7 Proiectarea Proc (1) - MTJUko AndreiÎncă nu există evaluări
- L7Document12 paginiL7Uko AndreiÎncă nu există evaluări
- L4Document13 paginiL4Uko AndreiÎncă nu există evaluări
- Lucrarea 3 Metode Şi Instrumente de Prelucrare A Datelor Numerice Referitoare La Calitatea ProduselorDocument13 paginiLucrarea 3 Metode Şi Instrumente de Prelucrare A Datelor Numerice Referitoare La Calitatea ProduselorUko AndreiÎncă nu există evaluări
- Lucrarea 5 Tehnici Şi Instrumente de Control Ale Calităţii Utilizate Pentru Analiza Datelor Numerice - Graficele de Control Pentru AtributeDocument13 paginiLucrarea 5 Tehnici Şi Instrumente de Control Ale Calităţii Utilizate Pentru Analiza Datelor Numerice - Graficele de Control Pentru AtributeUko AndreiÎncă nu există evaluări
- Lucrarea 6 Metode Şi Instrumente de Analiză, Evaluare Şi Îmbunătăţire A Calităţii Produselor Şi Proceselor. Diagrama Cauză-Efect. Diagrama ProcesuluiDocument12 paginiLucrarea 6 Metode Şi Instrumente de Analiză, Evaluare Şi Îmbunătăţire A Calităţii Produselor Şi Proceselor. Diagrama Cauză-Efect. Diagrama ProcesuluiUko AndreiÎncă nu există evaluări
- L2Document8 paginiL2Andy ZanÎncă nu există evaluări
- TFP Cap.4Document73 paginiTFP Cap.4Uko AndreiÎncă nu există evaluări
- TFP-Cap 1Document32 paginiTFP-Cap 1Uko AndreiÎncă nu există evaluări
- Cap 9 InformatizareaDocument2 paginiCap 9 InformatizareaUko AndreiÎncă nu există evaluări
- TFP Cap 3Document31 paginiTFP Cap 3Uko AndreiÎncă nu există evaluări
- Cap 5 Functiile Struct. Sist Mtj.Document16 paginiCap 5 Functiile Struct. Sist Mtj.Uko AndreiÎncă nu există evaluări
- Cap 8 FlexibilitateaDocument3 paginiCap 8 FlexibilitateaUko AndreiÎncă nu există evaluări
- Organe de Masini Si Mecanisme-Vol.2Document177 paginiOrgane de Masini Si Mecanisme-Vol.2Daniel Bagu100% (1)
- Cap 10 Elemente CalitateDocument11 paginiCap 10 Elemente CalitateUko AndreiÎncă nu există evaluări
- Cap 2 Functiile Si Str. Prod.Document4 paginiCap 2 Functiile Si Str. Prod.Uko AndreiÎncă nu există evaluări
- Tema TFP3Document8 paginiTema TFP3Uko AndreiÎncă nu există evaluări
- Cap 4 AsamblabilitateaDocument6 paginiCap 4 AsamblabilitateaUko AndreiÎncă nu există evaluări
- Cap 3 Obligativitatea Activ. Mtj.Document2 paginiCap 3 Obligativitatea Activ. Mtj.Uko AndreiÎncă nu există evaluări
- Cap 1 Obiectul MontajuluiDocument4 paginiCap 1 Obiectul MontajuluiUko AndreiÎncă nu există evaluări
- Electro Teh Nic A I CursDocument140 paginiElectro Teh Nic A I Cursjack_si_vrejulÎncă nu există evaluări