S-ar putea să vă placă și
- Seminar1 Termeni ISO 9000 2015Document13 paginiSeminar1 Termeni ISO 9000 2015Alexandra Panaite100% (3)
- Curs 3 Dp1 Modelul Conceptului de Desfăşurare A Vocii Clientului În Procesul de Realizare A ProduselorDocument9 paginiCurs 3 Dp1 Modelul Conceptului de Desfăşurare A Vocii Clientului În Procesul de Realizare A ProduselorAlexandra PanaiteÎncă nu există evaluări
- Template L4 RODocument12 paginiTemplate L4 ROAlexandra PanaiteÎncă nu există evaluări
- Template L4 RODocument12 paginiTemplate L4 ROAlexandra PanaiteÎncă nu există evaluări
- 01 Curs ScAD - 1Document32 pagini01 Curs ScAD - 1Alexandra PanaiteÎncă nu există evaluări
- Anexa 2 - Instruc - Practica Stud - MasteranziDocument18 paginiAnexa 2 - Instruc - Practica Stud - MasteranziBianca BuscaÎncă nu există evaluări
- Curs 3 Dp1 Modelul Conceptului de Desfăşurare A Vocii Clientului În Procesul de Realizare A ProduselorDocument9 paginiCurs 3 Dp1 Modelul Conceptului de Desfăşurare A Vocii Clientului În Procesul de Realizare A ProduselorAlexandra PanaiteÎncă nu există evaluări
- Proiect MpcdiDocument6 paginiProiect MpcdiAlexandru GheorgheÎncă nu există evaluări
- Lab12 PDocument11 paginiLab12 PAlexandra PanaiteÎncă nu există evaluări
- Cuasdfasdfrs 4aasdfsdfDocument68 paginiCuasdfasdfrs 4aasdfsdfCristi IversonÎncă nu există evaluări
- Modelare MA/atematica in Inginerie Curs 1Document89 paginiModelare MA/atematica in Inginerie Curs 1Cristi AlexandruÎncă nu există evaluări
- MEFDocument2 paginiMEFCeban TatianaÎncă nu există evaluări
- Template Tema 1Document0 paginiTemplate Tema 1FlorinÎncă nu există evaluări
- Prezentarea Disciplinei MC 2016Document3 paginiPrezentarea Disciplinei MC 2016Alexandra PanaiteÎncă nu există evaluări
- rEFERAT SCHIMBARIDocument1 paginărEFERAT SCHIMBARIAlexandra PanaiteÎncă nu există evaluări
- Laborator 5 - AE1 - Bucsa - Matritare - LaminareDocument9 paginiLaborator 5 - AE1 - Bucsa - Matritare - LaminareAlexandra Panaite0% (1)
- Laborator 6 - AE1 - Corp Pompa - 3 Var TurnareDocument8 paginiLaborator 6 - AE1 - Corp Pompa - 3 Var TurnareAlexandra PanaiteÎncă nu există evaluări
- 101 PsaintroDocument5 pagini101 PsaintroAlexandra PanaiteÎncă nu există evaluări
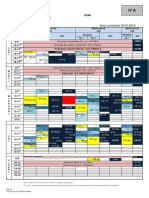
- 4.orar Anul IV Sem 2015 2016 AADocument1 pagină4.orar Anul IV Sem 2015 2016 AAAlexandra PanaiteÎncă nu există evaluări
- Ghid Examen Diploma IMSTDocument76 paginiGhid Examen Diploma IMSTAlexandra Nicoleta FoantaÎncă nu există evaluări
- UMC-750SS: 1. Reprezentarea M.U.Document5 paginiUMC-750SS: 1. Reprezentarea M.U.Alexandra PanaiteÎncă nu există evaluări
- 4.orar Anul IV Sem 2015 2016 ADocument1 pagină4.orar Anul IV Sem 2015 2016 AAlexandra PanaiteÎncă nu există evaluări
- CURS 1 - ControlDocument6 paginiCURS 1 - ControlRăduţ ValentinÎncă nu există evaluări
- Tipologia Productiei TFP Curs 3Document4 paginiTipologia Productiei TFP Curs 3Alexandra PanaiteÎncă nu există evaluări
- Ghid Examen Diploma IMSTDocument76 paginiGhid Examen Diploma IMSTAlexandra Nicoleta FoantaÎncă nu există evaluări
- Regulament Finalizare Studii 2015Document9 paginiRegulament Finalizare Studii 2015Alexandra PanaiteÎncă nu există evaluări
- Curs 4s ControlDocument5 paginiCurs 4s ControlAlexandra PanaiteÎncă nu există evaluări
- Curs 3s ControlDocument13 paginiCurs 3s ControlAlexandra PanaiteÎncă nu există evaluări