S-ar putea să vă placă și
- Functiile SticleiDocument12 paginiFunctiile SticleiAlex MarieiÎncă nu există evaluări
- Chimia SticlelorDocument4 paginiChimia SticlelorFlorina IacobÎncă nu există evaluări
- SticlaDocument7 paginiSticlaAlina VlasÎncă nu există evaluări
- Eseu SticlaDocument7 paginiEseu SticlaGiorgiana StefanaÎncă nu există evaluări
- Caracteristici Tehnice Ale SticleiDocument38 paginiCaracteristici Tehnice Ale SticleiSorin Stan100% (1)
- Sticla Geam TermopanDocument12 paginiSticla Geam TermopanFlorinela Dogaru - PredoiÎncă nu există evaluări
- Prezentare PPT Panouri Solare Fotovoltaice Policristaline Pe Baza de SiliciuDocument14 paginiPrezentare PPT Panouri Solare Fotovoltaice Policristaline Pe Baza de SiliciuFlo XDxÎncă nu există evaluări
- Panouri SolareDocument5 paginiPanouri Solareplesa.ioana.denisa23Încă nu există evaluări
- Panouri SolareDocument13 paginiPanouri SolareAlexandruIancuÎncă nu există evaluări
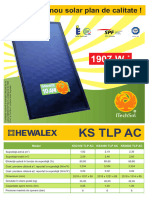
- Fisa KS TLP AC Var 2Document2 paginiFisa KS TLP AC Var 2Legionaire BradÎncă nu există evaluări
- Materiale InteligenteDocument8 paginiMateriale InteligenteDiana MoraruÎncă nu există evaluări
- Contibutia Produsului FinitDocument5 paginiContibutia Produsului FinitSilviu-Vasile TocaciÎncă nu există evaluări
- Brosura - Planistar - Sun RO 2016Document2 paginiBrosura - Planistar - Sun RO 2016Nicoleta BarbuÎncă nu există evaluări
- Curs 5Document46 paginiCurs 5Gabriela BalașÎncă nu există evaluări
- Terran Generon Invelitoarea 202208Document12 paginiTerran Generon Invelitoarea 202208Pascu DanÎncă nu există evaluări
- Referat EGDocument16 paginiReferat EGmayday94Încă nu există evaluări
- Tubul de LuminaDocument6 paginiTubul de LuminaAndrei EsanuÎncă nu există evaluări
- Panou FotovoltaicDocument11 paginiPanou Fotovoltaiciuliana_negrisoiuÎncă nu există evaluări
- Eseu OpreanuDocument17 paginiEseu OpreanuTheo ConstantinÎncă nu există evaluări
- Referat Energii Neconventionale PDFDocument11 paginiReferat Energii Neconventionale PDFVeronica Elena DoacaÎncă nu există evaluări
- Panouri FotovoltaiceDocument4 paginiPanouri FotovoltaiceRoxy Elena0% (1)
- 141se - Sirbu Robert GabrielDocument3 pagini141se - Sirbu Robert GabrielEddward Eddie0% (2)
- Folosirea SticleiDocument9 paginiFolosirea SticleiPaula CiuncanuÎncă nu există evaluări
- Referat PANOURI FOTOVOLTAICEDocument17 paginiReferat PANOURI FOTOVOLTAICEAnca Rusu50% (4)
- Panouri SolareDocument5 paginiPanouri SolareMirela SilaghiÎncă nu există evaluări
- Energia SolaraDocument4 paginiEnergia SolaraCatalin BitcaÎncă nu există evaluări
- Proprietati Termice Ale Materialelor OpticeDocument6 paginiProprietati Termice Ale Materialelor OpticeGabriela Maria DavidÎncă nu există evaluări
- Realizarea Instalatiei de Lumina Cu o Lampa Fluorescenta de Joasa PresiuneDocument11 paginiRealizarea Instalatiei de Lumina Cu o Lampa Fluorescenta de Joasa Presiuneioana ionÎncă nu există evaluări
- Celule Solare Pentru Producerea Si Regenerarea de H2Document13 paginiCelule Solare Pentru Producerea Si Regenerarea de H2Viviana TeodoraÎncă nu există evaluări
- SticlaDocument17 paginiSticlaEduard ȚulicăÎncă nu există evaluări
- ILUMINAT ELECTRIC Curs 7Document17 paginiILUMINAT ELECTRIC Curs 7Catalin AlexandruÎncă nu există evaluări
- Ferestre InteligenteDocument3 paginiFerestre InteligenteRobby DarabanaÎncă nu există evaluări
- Baterii SolareDocument17 paginiBaterii SolareDaria CrinaÎncă nu există evaluări
- Pereti CortinaDocument10 paginiPereti Cortinaandrar_2Încă nu există evaluări
- Proprietati Materiale OpticeDocument9 paginiProprietati Materiale OpticeGabriela Maria David100% (1)
- Subiectul 3 - Pereti Exteriori Tip CortinaDocument12 paginiSubiectul 3 - Pereti Exteriori Tip CortinaPopovici BiancaÎncă nu există evaluări
- Panouri Solare Presiune-Instalare, Utilizare PDFDocument31 paginiPanouri Solare Presiune-Instalare, Utilizare PDFFilip ViliÎncă nu există evaluări
- Panouri SolareDocument4 paginiPanouri SolareAnamaria RizacÎncă nu există evaluări
- Stancu Eugen Denis-IPMA EseuDocument4 paginiStancu Eugen Denis-IPMA EseuEugen Denis StancuÎncă nu există evaluări
- Auditarea Energetica ReferatDocument19 paginiAuditarea Energetica ReferatAurica DanielÎncă nu există evaluări
- SticlaDocument57 paginiSticlaIulia SovejanuÎncă nu există evaluări
- Lentile AerieneDocument18 paginiLentile Aerienevasile_andrei24100% (1)
- Celule SolareDocument6 paginiCelule SolareKis Mihaela0% (1)
- Carte Tehnica Panouri Solare Thermosolar 2010 - Dju5mrDocument21 paginiCarte Tehnica Panouri Solare Thermosolar 2010 - Dju5mrClaudiu CapatinaÎncă nu există evaluări
- Panouri FotovoltaiceDocument17 paginiPanouri FotovoltaiceElizabeth WilsonÎncă nu există evaluări
- Proiect Panouri FotovoltaiceDocument12 paginiProiect Panouri FotovoltaiceBogdan AgacheÎncă nu există evaluări
- Proiect MicrocontrolereDocument23 paginiProiect MicrocontrolereRobertTofanÎncă nu există evaluări
- Conf TehStiint UTM StudMastDoct 2021 Vol 1 p611 615Document5 paginiConf TehStiint UTM StudMastDoct 2021 Vol 1 p611 615RusnacÎncă nu există evaluări
- Dimensionarea Unui System Fotovoltaic Pentru Alimentarea Electrica ADocument21 paginiDimensionarea Unui System Fotovoltaic Pentru Alimentarea Electrica AAlexandra Bereczki50% (2)
- Proiect Panouri FotovoltaiceDocument12 paginiProiect Panouri FotovoltaiceBogdan AgacheÎncă nu există evaluări
- Panouri Solare - CalpakDocument36 paginiPanouri Solare - CalpakNicoleta FortÎncă nu există evaluări
- Leykom Sisteme Umbrire FrangisoleDocument12 paginiLeykom Sisteme Umbrire FrangisoleCosmin TibyÎncă nu există evaluări
- Panouri Solare La BlocDocument9 paginiPanouri Solare La BlocBogdan Şi Alexandra AmbăruşÎncă nu există evaluări
- Cum să supraviețuiești unui atac nuclear - GHID PRACTIC (Tradus)De la EverandCum să supraviețuiești unui atac nuclear - GHID PRACTIC (Tradus)Încă nu există evaluări
- Metodologie Admitere Doctorat 2022 2023 Fara Semnaturi1Document25 paginiMetodologie Admitere Doctorat 2022 2023 Fara Semnaturi1angela2001Încă nu există evaluări
- Tratarea Integrata A Textului LiterarDocument8 paginiTratarea Integrata A Textului Literarangela2001Încă nu există evaluări
- Optimizarea Desfășurării Consiliilor Profesorale Și de Administrație PDFDocument10 paginiOptimizarea Desfășurării Consiliilor Profesorale Și de Administrație PDFangela2001Încă nu există evaluări
- Ghidul MembruluiDocument60 paginiGhidul MembruluiCătălin IojăÎncă nu există evaluări
- Orar CLASA A Ii-ADocument1 paginăOrar CLASA A Ii-Aangela2001Încă nu există evaluări
- Raport de Evaluare Clasa Pregatitoare 2018 2019Document7 paginiRaport de Evaluare Clasa Pregatitoare 2018 2019SCOALA GIMNAZIALA MIHAIL SADOVEANU BACAUÎncă nu există evaluări
- Raport Fanfaran PrietenieiDocument4 paginiRaport Fanfaran Prietenieiangela2001Încă nu există evaluări
- Selectarea, Verificarea Și Păstrarea Documentelor Pentru Portofoliul PersonalDocument8 paginiSelectarea, Verificarea Și Păstrarea Documentelor Pentru Portofoliul Personalangela2001Încă nu există evaluări
- Evaluarea Personalului Didactic Și Didactic Auxiliar PDFDocument11 paginiEvaluarea Personalului Didactic Și Didactic Auxiliar PDFangela2001Încă nu există evaluări
- Optimizarea Desfășurării Consiliilor Profesorale Și de Administrație PDFDocument10 paginiOptimizarea Desfășurării Consiliilor Profesorale Și de Administrație PDFangela2001Încă nu există evaluări
- Funcționarea Comisiilor Metodice PDFDocument10 paginiFuncționarea Comisiilor Metodice PDFangela2001Încă nu există evaluări
- Monitorizarea Perfecționării Cadrelor Didactice PDFDocument8 paginiMonitorizarea Perfecționării Cadrelor Didactice PDFangela2001Încă nu există evaluări
- Funcționarea Comisiilor Metodice PDFDocument10 paginiFuncționarea Comisiilor Metodice PDFangela2001Încă nu există evaluări
- Evaluarea Personalului Didactic Și Didactic Auxiliar PDFDocument11 paginiEvaluarea Personalului Didactic Și Didactic Auxiliar PDFangela2001Încă nu există evaluări
- Organizarea Si Desfasurarea Concursului de Ocupare A Posturilor Didactice Cu PersonalDocument9 paginiOrganizarea Si Desfasurarea Concursului de Ocupare A Posturilor Didactice Cu Personalangela2001Încă nu există evaluări
- Selectarea, Verificarea Și Păstrarea Documentelor Pentru Portofoliul PersonalDocument8 paginiSelectarea, Verificarea Și Păstrarea Documentelor Pentru Portofoliul Personalangela2001Încă nu există evaluări
- Monitorizarea Perfecționării Cadrelor Didactice PDFDocument8 paginiMonitorizarea Perfecționării Cadrelor Didactice PDFangela2001Încă nu există evaluări
- Selecția Reprezentanților Cadrelor Didactice În Comisia de Evaluare Și Asigurare A CalitățiiDocument8 paginiSelecția Reprezentanților Cadrelor Didactice În Comisia de Evaluare Și Asigurare A Calitățiiangela2001Încă nu există evaluări
- Din Floare În Floare - PPSXDocument17 paginiDin Floare În Floare - PPSXangela2001Încă nu există evaluări
- Metodologia de Lucru A Comisiei de Evaluare Și Asigurare A CalitățiiDocument8 paginiMetodologia de Lucru A Comisiei de Evaluare Și Asigurare A Calitățiiangela2001Încă nu există evaluări
- Organizarea Concursurilor de Ocupare A Posturilor Didactice Care Se VacanteazaDocument13 paginiOrganizarea Concursurilor de Ocupare A Posturilor Didactice Care Se Vacanteazaangela2001Încă nu există evaluări
- Fisa Evaluare 2020Document8 paginiFisa Evaluare 2020angela2001Încă nu există evaluări
- Raport Ceac 19-20Document5 paginiRaport Ceac 19-20angela2001Încă nu există evaluări
- Proiect Didactic Si FisaDocument4 paginiProiect Didactic Si Fisaangela2001Încă nu există evaluări
- SARCINIDocument2 paginiSARCINIangela2001Încă nu există evaluări
- Raport Autoevaluare 19-20Document8 paginiRaport Autoevaluare 19-20angela2001Încă nu există evaluări
- Raport ActivitățiDocument1 paginăRaport Activitățiangela2001Încă nu există evaluări
- ScenariuDocument5 paginiScenariuangela2001Încă nu există evaluări
- Protocoalele Prevăzute de Lege În Contextul EpidemiologicDocument11 paginiProtocoalele Prevăzute de Lege În Contextul Epidemiologicangela2001Încă nu există evaluări
- Pregătirea Unităților de Învățământ Înainte de Deschiderea Anului ȘcolarDocument9 paginiPregătirea Unităților de Învățământ Înainte de Deschiderea Anului Școlarangela2001Încă nu există evaluări