S-ar putea să vă placă și
- 001 - Irisp - Prelucrari Prin Aschiere - Partea 1 - Actualizat 2020-2021Document73 pagini001 - Irisp - Prelucrari Prin Aschiere - Partea 1 - Actualizat 2020-2021tomaa08Încă nu există evaluări
- 2 - IRISP - Injectie Mase Plastice in Matrita - Partea 2 - 2020-2021Document25 pagini2 - IRISP - Injectie Mase Plastice in Matrita - Partea 2 - 2020-2021tomaa08Încă nu există evaluări
- 1 - Prezentare PALETIZARE Partea 2 PDFDocument52 pagini1 - Prezentare PALETIZARE Partea 2 PDFassÎncă nu există evaluări
- 1 - 0 - 4 - Prezentare Generala Aplicatii Industriale 2013 - InjectieDocument18 pagini1 - 0 - 4 - Prezentare Generala Aplicatii Industriale 2013 - InjectieassÎncă nu există evaluări
- OP 3 Gaurire+filetareDocument1 paginăOP 3 Gaurire+filetareGeorge DonosaÎncă nu există evaluări
- Brosura ToledoDocument2 paginiBrosura ToledoDan IvancÎncă nu există evaluări
- Fisa de Evaluare A Riscurilor in Vederea Dotarii Ci EipDocument2 paginiFisa de Evaluare A Riscurilor in Vederea Dotarii Ci EipValentin SimionÎncă nu există evaluări
- Incadrare in ZonaDocument1 paginăIncadrare in ZonaStirea sucevei0% (1)
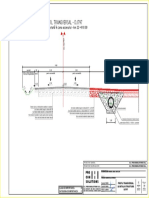
- Profil Transversal Tip Pe Rampe de Acces: Se Aplica Pe 25Ml in Spatele PoduluiDocument1 paginăProfil Transversal Tip Pe Rampe de Acces: Se Aplica Pe 25Ml in Spatele PoduluiRadu IonutÎncă nu există evaluări
- Factori Risc SudoriDocument15 paginiFactori Risc SudoriAurel DOROGOIÎncă nu există evaluări
- Fisa de Evaluare A Riscurilor in Vederea Dotarii Ci EipDocument1 paginăFisa de Evaluare A Riscurilor in Vederea Dotarii Ci EipValentin SimionÎncă nu există evaluări
- Profil TPDocument1 paginăProfil TPVaida Cosmin-IonutÎncă nu există evaluări
- BrosaDocument25 paginiBrosaDavid StefanÎncă nu există evaluări
- Fisa Film Acad A1Document1 paginăFisa Film Acad A1Razvan StefanÎncă nu există evaluări
- Plan de Situatie Si Incadrare in Zona SF - 17Document1 paginăPlan de Situatie Si Incadrare in Zona SF - 17Adrian ZorlescuÎncă nu există evaluări
- TCM AcmDocument46 paginiTCM AcmAndrei MardareÎncă nu există evaluări
- Plan de Operatie - Arbore - Rectificare de Degrosare PDFDocument1 paginăPlan de Operatie - Arbore - Rectificare de Degrosare PDFVlad ParaiacÎncă nu există evaluări
- Plan de OperatiiDocument1 paginăPlan de OperatiiAdrian-Dumitrel RaduÎncă nu există evaluări
- PAD STR Vulpei Costesti-AcordDocument5 paginiPAD STR Vulpei Costesti-AcordRadu MironÎncă nu există evaluări
- Detaliu FantanaDocument1 paginăDetaliu FantanaAnonymous NwsGnq6bBÎncă nu există evaluări
- TibDocument52 paginiTibtureaivÎncă nu există evaluări
- Impro Installation Manual Sandwich Panels Ro - 1Document27 paginiImpro Installation Manual Sandwich Panels Ro - 1Arpad BartiÎncă nu există evaluări
- Curs 1Document28 paginiCurs 1Bucur MaxianÎncă nu există evaluări
- Cursuri Materiale II Toate PDFDocument233 paginiCursuri Materiale II Toate PDFVictor HarpaÎncă nu există evaluări
- Plan Operatii TFDocument4 paginiPlan Operatii TFOnofrei LiviuÎncă nu există evaluări
- Plan Operatii Strunjire InterioaraDocument2 paginiPlan Operatii Strunjire InterioaraDaniel DirvariuÎncă nu există evaluări
- Proiect TF2 - Kiss Peter PDFDocument19 paginiProiect TF2 - Kiss Peter PDFPeter KissÎncă nu există evaluări
- Situația Proiectelor de Infrastructură - Iulie 2021Document11 paginiSituația Proiectelor de Infrastructură - Iulie 2021IustinÎncă nu există evaluări
- Aplicatie Managementul Proiectului ZotaDocument254 paginiAplicatie Managementul Proiectului ZotaEmilian ZotaÎncă nu există evaluări
- A4 (DTOE 1) Plan de Organizare A ExecuțieiDocument1 paginăA4 (DTOE 1) Plan de Organizare A ExecuțieiIonut Alexandru100% (3)
- PLANSA Imprejmuire-Panou-Gard-Pe-Stalpi-Metalici-Si-Plasa-de-SarmaDocument1 paginăPLANSA Imprejmuire-Panou-Gard-Pe-Stalpi-Metalici-Si-Plasa-de-SarmaOvirelance -Marius PascariuÎncă nu există evaluări
- Detaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaDocument1 paginăDetaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaCatalin OlteanuÎncă nu există evaluări
- Detaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaDocument1 paginăDetaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaAnonymous NwsGnq6bB100% (1)
- Betoane - Rev 5Document6 paginiBetoane - Rev 5Marius PanaitÎncă nu există evaluări
- Formulare Specifice Proiectului SmarandoiuDocument14 paginiFormulare Specifice Proiectului SmarandoiuClaudia SmarandoiuÎncă nu există evaluări
- Studiu Geo - Fise ForajeDocument4 paginiStudiu Geo - Fise ForajeIulia AlexandruÎncă nu există evaluări
- Fisa TECDocument2 paginiFisa TECalbertdanicescuÎncă nu există evaluări
- Pccvi CompletDocument12 paginiPccvi Completlucian jardaÎncă nu există evaluări
- Defecte SuduriDocument1 paginăDefecte SuduriCristina DimaÎncă nu există evaluări
- Sectiune Transversala - Pod Peste Valea TurDocument1 paginăSectiune Transversala - Pod Peste Valea TurMircea BlagaÎncă nu există evaluări
- TEMA-Adaos de PrelucrareDocument2 paginiTEMA-Adaos de PrelucrareSimion RazvanÎncă nu există evaluări