S-ar putea să vă placă și
- 001 - Irisp - Prelucrari Prin Aschiere - Partea 1 - Actualizat 2020-2021Document73 pagini001 - Irisp - Prelucrari Prin Aschiere - Partea 1 - Actualizat 2020-2021tomaa08Încă nu există evaluări
- 0 - IRISP - Injectie Mase Plastice in Matrita - Partea 2 - 2021-2022Document24 pagini0 - IRISP - Injectie Mase Plastice in Matrita - Partea 2 - 2021-2022Andrei Daniel ScarlatÎncă nu există evaluări
- 1 - Prezentare PALETIZARE Partea 2 PDFDocument52 pagini1 - Prezentare PALETIZARE Partea 2 PDFassÎncă nu există evaluări
- 1 - 0 - 4 - Prezentare Generala Aplicatii Industriale 2013 - InjectieDocument18 pagini1 - 0 - 4 - Prezentare Generala Aplicatii Industriale 2013 - InjectieassÎncă nu există evaluări
- Curs 1Document28 paginiCurs 1Bucur MaxianÎncă nu există evaluări
- Cursuri Materiale II Toate PDFDocument233 paginiCursuri Materiale II Toate PDFVictor HarpaÎncă nu există evaluări
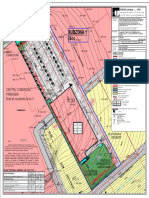
- Incadrare in ZonaDocument1 paginăIncadrare in ZonaStirea sucevei0% (1)
- Pccvi CompletDocument12 paginiPccvi Completlucian jardaÎncă nu există evaluări
- Factori Risc SudoriDocument15 paginiFactori Risc SudoriAurel DOROGOIÎncă nu există evaluări
- OP 3 Gaurire+filetareDocument1 paginăOP 3 Gaurire+filetareGeorge DonosaÎncă nu există evaluări
- Profil Transversal Tip Pe Rampe de Acces: Se Aplica Pe 25Ml in Spatele PoduluiDocument1 paginăProfil Transversal Tip Pe Rampe de Acces: Se Aplica Pe 25Ml in Spatele PoduluiRadu IonutÎncă nu există evaluări
- Fisa TECDocument2 paginiFisa TECalbertdanicescuÎncă nu există evaluări
- Brosura ToledoDocument2 paginiBrosura ToledoDan IvancÎncă nu există evaluări
- TCM AcmDocument46 paginiTCM AcmAndrei MardareÎncă nu există evaluări
- BrosaDocument25 paginiBrosaDavid StefanÎncă nu există evaluări
- Fisa de Evaluare A Riscurilor in Vederea Dotarii Ci EipDocument2 paginiFisa de Evaluare A Riscurilor in Vederea Dotarii Ci EipValentin SimionÎncă nu există evaluări
- TibDocument52 paginiTibtureaivÎncă nu există evaluări
- Plan de Operatie - Arbore - Rectificare de Degrosare PDFDocument1 paginăPlan de Operatie - Arbore - Rectificare de Degrosare PDFVlad ParaiacÎncă nu există evaluări
- Pccvi FrezareDocument2 paginiPccvi FrezareCristiana PopescuÎncă nu există evaluări
- Gradinita Crasnoarmeiscoe F5Document13 paginiGradinita Crasnoarmeiscoe F5gooseÎncă nu există evaluări
- Detaliu FantanaDocument1 paginăDetaliu FantanaAnonymous NwsGnq6bBÎncă nu există evaluări
- Fisa de Evaluare A Riscurilor in Vederea Dotarii Ci EipDocument1 paginăFisa de Evaluare A Riscurilor in Vederea Dotarii Ci EipValentin SimionÎncă nu există evaluări
- Profil TPDocument1 paginăProfil TPVaida Cosmin-IonutÎncă nu există evaluări
- Mobilare Urbana Subzona 1Document1 paginăMobilare Urbana Subzona 1Stirea suceveiÎncă nu există evaluări
- Locuri Distinct Alocate Elevi CES Invatamant ProfesionalDocument5 paginiLocuri Distinct Alocate Elevi CES Invatamant ProfesionalADELINA ANDREEA BURDUJAÎncă nu există evaluări
- Proiectul Unitatii de Invatare M3Document2 paginiProiectul Unitatii de Invatare M3Anisoara BursucÎncă nu există evaluări
- ELECTROSTIVUITORDocument8 paginiELECTROSTIVUITORCALUGAR TEODORÎncă nu există evaluări
- Pliant Promotie SmartCash RMS 360Document1 paginăPliant Promotie SmartCash RMS 360Diana IonescuÎncă nu există evaluări
- 17 - 1 Termometre Cu BimetalDocument1 pagină17 - 1 Termometre Cu BimetalPopescu Dorel MihaiÎncă nu există evaluări
- Utilaje Compactare PDFDocument21 paginiUtilaje Compactare PDFgeorgex72Încă nu există evaluări
- Plan Operatii TFDocument4 paginiPlan Operatii TFOnofrei LiviuÎncă nu există evaluări
- Anexa 2.2 PS 0 8.4 Ed7 Rev0Document23 paginiAnexa 2.2 PS 0 8.4 Ed7 Rev0Nita Daria PutureanuÎncă nu există evaluări
- TEMA-Adaos de PrelucrareDocument2 paginiTEMA-Adaos de PrelucrareSimion RazvanÎncă nu există evaluări
- SM Tech SRL - Scule de Stantat Si Pentru AbkantDocument1 paginăSM Tech SRL - Scule de Stantat Si Pentru AbkantSM TECH SRLÎncă nu există evaluări
- Pccvi FrezareDocument2 paginiPccvi FrezareAnonymous RwQ5ww9KÎncă nu există evaluări
- Consumabile Prelucrare Mecanica - Varianta 8Document274 paginiConsumabile Prelucrare Mecanica - Varianta 8cvdanutÎncă nu există evaluări
- PAD STR Vulpei Costesti-AcordDocument5 paginiPAD STR Vulpei Costesti-AcordRadu MironÎncă nu există evaluări
- Regency Catalog Accesorii Web PDFDocument416 paginiRegency Catalog Accesorii Web PDFSpy_Ro100% (1)
- XXX Plan Prevenire Si ProtectieDocument5 paginiXXX Plan Prevenire Si ProtectieRus Claudiu AlinÎncă nu există evaluări
- Detaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaDocument1 paginăDetaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaCatalin OlteanuÎncă nu există evaluări
- PLANSA Imprejmuire-Panou-Gard-Pe-Stalpi-Metalici-Si-Plasa-de-SarmaDocument1 paginăPLANSA Imprejmuire-Panou-Gard-Pe-Stalpi-Metalici-Si-Plasa-de-SarmaOvirelance -Marius PascariuÎncă nu există evaluări
- Detaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaDocument1 paginăDetaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaAnonymous NwsGnq6bB100% (1)
- Formulare Specifice Proiectului SmarandoiuDocument14 paginiFormulare Specifice Proiectului SmarandoiuClaudia SmarandoiuÎncă nu există evaluări
- Plan de OperatiiDocument1 paginăPlan de OperatiiAdrian-Dumitrel RaduÎncă nu există evaluări
- Note An 2 - Tema1 - 2022-2023Document6 paginiNote An 2 - Tema1 - 2022-2023Roșu MariusÎncă nu există evaluări
- Plan de Situatie Si Incadrare in Zona SF - 17Document1 paginăPlan de Situatie Si Incadrare in Zona SF - 17Adrian ZorlescuÎncă nu există evaluări
- Principiul Sudarii-Tipuri SuduraDocument7 paginiPrincipiul Sudarii-Tipuri SuduradanielbogleaÎncă nu există evaluări
- Comp - Colectiv.multimileDocument22 paginiComp - Colectiv.multimiletomaa08Încă nu există evaluări
- 2 - IRISP - Injectie Mase Plastice in Matrita - Partea 1Document17 pagini2 - IRISP - Injectie Mase Plastice in Matrita - Partea 1tomaa08Încă nu există evaluări
- Memoria Sociala - ZvonurileDocument14 paginiMemoria Sociala - Zvonuriletomaa08Încă nu există evaluări
- 4a. Afis Selectie 2018 FSASDocument2 pagini4a. Afis Selectie 2018 FSAStomaa08Încă nu există evaluări
- Suport de Curs Trauma Ian 2019Document70 paginiSuport de Curs Trauma Ian 2019tomaa08100% (1)
- C4 SCHDocument13 paginiC4 SCHtomaa08Încă nu există evaluări
- Art - Big DataDocument8 paginiArt - Big Datatomaa08Încă nu există evaluări
- 2 - IRISP - Injectie Mase Plastice in Matrita - Partea 1Document17 pagini2 - IRISP - Injectie Mase Plastice in Matrita - Partea 1tomaa08Încă nu există evaluări
- REZULTATE ERASMUS-STUDIU - SEE-24 Mai 2018Document1 paginăREZULTATE ERASMUS-STUDIU - SEE-24 Mai 2018tomaa08Încă nu există evaluări
- BosoteanuDocument14 paginiBosoteanutomaa08Încă nu există evaluări
- BosoteanuDocument14 paginiBosoteanutomaa08Încă nu există evaluări
- Studenti Erasmus 2017-2018Document4 paginiStudenti Erasmus 2017-2018tomaa08Încă nu există evaluări
- C6 Gen NetuluiDocument9 paginiC6 Gen Netuluitomaa08Încă nu există evaluări
- Tempo Pop107d 15 3 2019Document3 paginiTempo Pop107d 15 3 2019tomaa08Încă nu există evaluări
- Tempo Pop107d 15 3 2019Document3 paginiTempo Pop107d 15 3 2019tomaa08Încă nu există evaluări
- Anunt Erasmus Internships 2019 2020 IunieDocument7 paginiAnunt Erasmus Internships 2019 2020 Iunietomaa08Încă nu există evaluări
- Boarding PassDocument3 paginiBoarding Passtomaa08Încă nu există evaluări
- Anunt SEE Mobilitati de Practica 2018Document2 paginiAnunt SEE Mobilitati de Practica 2018tomaa08Încă nu există evaluări
- Orar TDR Sem I 2018 Var 2. XLSXDocument7 paginiOrar TDR Sem I 2018 Var 2. XLSXtomaa08Încă nu există evaluări
- Informatii Postselectie Erasmus Studiu Si SEE 2018Document4 paginiInformatii Postselectie Erasmus Studiu Si SEE 2018tomaa08Încă nu există evaluări
- Meniu PreparateDocument13 paginiMeniu Preparatetomaa08Încă nu există evaluări
- Taxe de Admitere Si Scolarizare - Admitere 2019Document1 paginăTaxe de Admitere Si Scolarizare - Admitere 2019tomaa08Încă nu există evaluări
- GayDocument12 paginiGaytomaa08Încă nu există evaluări
- MTCS PDFDocument230 paginiMTCS PDFAndrew RobertsÎncă nu există evaluări
- Metodă Și Model În Cercetarea Economică FundamentalăDocument284 paginiMetodă Și Model În Cercetarea Economică FundamentalăFlavius PorumbÎncă nu există evaluări
- Istoric OpiaceeDocument2 paginiIstoric Opiaceetomaa08Încă nu există evaluări
- PrintDocument1 paginăPrinttomaa08Încă nu există evaluări
- BosoteanuDocument14 paginiBosoteanutomaa08Încă nu există evaluări