S-ar putea să vă placă și
- Elemente de Calcul Pentru Structuri Din Otel PDFDocument396 paginiElemente de Calcul Pentru Structuri Din Otel PDFLeonid Cociorva100% (3)
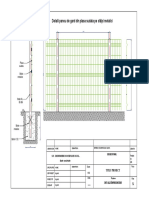
- Detaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaDocument1 paginăDetaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaCatalin OlteanuÎncă nu există evaluări
- Detaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaDocument1 paginăDetaliu Imprejmuire Panou Gard Pe Stalpi Metalici Si Plasa de SarmaAnonymous NwsGnq6bB100% (1)
- Materiale Cablaje AutoDocument60 paginiMateriale Cablaje AutoPop Ionut100% (1)
- Teh de Realizare A Cablajelor ImprimateDocument23 paginiTeh de Realizare A Cablajelor ImprimateNicoleta FlorentinaÎncă nu există evaluări
- PLANSA Imprejmuire-Panou-Gard-Pe-Stalpi-Metalici-Si-Plasa-de-SarmaDocument1 paginăPLANSA Imprejmuire-Panou-Gard-Pe-Stalpi-Metalici-Si-Plasa-de-SarmaOvirelance -Marius PascariuÎncă nu există evaluări
- DY 3101 RO Ed.02Document12 paginiDY 3101 RO Ed.02razvansasuÎncă nu există evaluări
- BrosaDocument25 paginiBrosaDavid StefanÎncă nu există evaluări
- Planificare Organe de Masini IX CDocument8 paginiPlanificare Organe de Masini IX CGorea MarilenaÎncă nu există evaluări
- Fisa Tehnologica Arbore MotorDocument2 paginiFisa Tehnologica Arbore MotorRazvy RăzvanuÎncă nu există evaluări
- 0program - de - Lucrari - MT - JT - Cu Terti - EDD GegiuDocument1 pagină0program - de - Lucrari - MT - JT - Cu Terti - EDD GegiuTudorache PaulÎncă nu există evaluări
- Sudura PDFDocument10 paginiSudura PDFvoicu stanaÎncă nu există evaluări
- Documentatia Tehnica PDPDocument5 paginiDocumentatia Tehnica PDPIulia BiancaÎncă nu există evaluări
- Lectia 1 PACDMDocument26 paginiLectia 1 PACDMAlex RacuÎncă nu există evaluări
- Ghid de Montaj Și Execuţie - RO - 2020 PDFDocument50 paginiGhid de Montaj Și Execuţie - RO - 2020 PDFVlad TirzianÎncă nu există evaluări
- Factori Risc SudoriDocument15 paginiFactori Risc SudoriAurel DOROGOIÎncă nu există evaluări
- Plan de OperatiiDocument1 paginăPlan de OperatiiAdrian-Dumitrel RaduÎncă nu există evaluări
- Dokumen - Tips Pte 37 Procedura Confection Are Si Montare Structura MetalicaDocument23 paginiDokumen - Tips Pte 37 Procedura Confection Are Si Montare Structura Metalicaligriv860Încă nu există evaluări
- Editii Scia 21 Preturi Si Configuratii - BMG DYNASTYDocument2 paginiEditii Scia 21 Preturi Si Configuratii - BMG DYNASTYForget WhiteÎncă nu există evaluări
- A14 - A3 ProiectDocument1 paginăA14 - A3 Proiectadrian.tomescu85Încă nu există evaluări
- Calculul Asamblarilor FiletateDocument7 paginiCalculul Asamblarilor FiletateIonelCopÎncă nu există evaluări
- LuluDocument17 paginiLuluUngureanuÎncă nu există evaluări
- Is2 InspectiiDocument3 paginiIs2 InspectiiNăstase IoanÎncă nu există evaluări
- Proiect Laborator M&SDocument3 paginiProiect Laborator M&SpHantastiqueÎncă nu există evaluări
- m3 Clasa A 9 C Liceu GoreaDocument7 paginim3 Clasa A 9 C Liceu GoreaSimona FenesÎncă nu există evaluări
- Gradinita Crasnoarmeiscoe F5Document13 paginiGradinita Crasnoarmeiscoe F5gooseÎncă nu există evaluări
- OP 3 Gaurire+filetareDocument1 paginăOP 3 Gaurire+filetareGeorge DonosaÎncă nu există evaluări
- Macheta ContinuitateDocument1 paginăMacheta ContinuitategeorgianaadomnitiiÎncă nu există evaluări
- 03-Fisa de EvaluareDocument6 pagini03-Fisa de EvaluareAlbert-Andrei ArhipÎncă nu există evaluări
- 2Document5 pagini2WevermanyÎncă nu există evaluări
- QUANTACHROMEDocument8 paginiQUANTACHROMEtrandafir16Încă nu există evaluări
- NTI-TEL-S-007-2009-00 - SCADA - Bobina de CompensareDocument166 paginiNTI-TEL-S-007-2009-00 - SCADA - Bobina de CompensareMihaela BocaiÎncă nu există evaluări
- Bratara ModelDocument1 paginăBratara ModelsergiuÎncă nu există evaluări
- 6508aprogramari AntidemarajDocument27 pagini6508aprogramari AntidemarajMot SilviuÎncă nu există evaluări
- Lista Seturilor Principale de Desene de Executie Specificatia Denumirea NotaDocument5 paginiLista Seturilor Principale de Desene de Executie Specificatia Denumirea NotaDenÎncă nu există evaluări
- Despre DesenDocument17 paginiDespre Desenalinam69Încă nu există evaluări
- 9 m3 MecanicaDocument7 pagini9 m3 MecanicaGorea MarilenaÎncă nu există evaluări
- Stas 9773-88Document9 paginiStas 9773-88Cosmin TanaseÎncă nu există evaluări
- CDL Mecanici AutoDocument5 paginiCDL Mecanici AutoGorea MarilenaÎncă nu există evaluări
- Cad 7 C 0 FCDocument22 paginiCad 7 C 0 FCAlin PredoiuÎncă nu există evaluări
- M 2sisteme de Actionare ElectricaDocument4 paginiM 2sisteme de Actionare ElectricaMarius Dan AlexiuÎncă nu există evaluări
- Diagram ESPDesignDocument18 paginiDiagram ESPDesignAna Bianca MititeluÎncă nu există evaluări
- Revista RT 28Document16 paginiRevista RT 28Razvan Constantin PascalÎncă nu există evaluări
- Reparatii Vehicule ProfecoDocument4 paginiReparatii Vehicule ProfecoScribdTranslationsÎncă nu există evaluări
- Actul Stării TehniceDocument3 paginiActul Stării Tehnicecristina8cris-532944Încă nu există evaluări
- A 07 Fațadă Principală 420x420Document1 paginăA 07 Fațadă Principală 420x420george ascroafeiÎncă nu există evaluări
- Rezervor Din Beton PDFDocument1 paginăRezervor Din Beton PDFGrama IrinaÎncă nu există evaluări
- Propuneri Teme Proiecte de Diploma 2016 2017Document3 paginiPropuneri Teme Proiecte de Diploma 2016 2017Sorin SerbanÎncă nu există evaluări
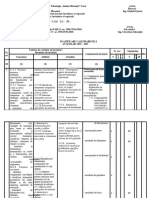
- NR de Ore/an: 60Document4 paginiNR de Ore/an: 60Andreea NiculescuÎncă nu există evaluări
- Planificare m3 Organe de MasiniDocument4 paginiPlanificare m3 Organe de MasiniFlorianaÎncă nu există evaluări
- 3 - Model-Program de LucruDocument1 pagină3 - Model-Program de Lucruarc10Încă nu există evaluări
- Armaturi Si Vane (Vezi in Lista de Materiale)Document22 paginiArmaturi Si Vane (Vezi in Lista de Materiale)Roxana IosubÎncă nu există evaluări
- M 3 Xiii B SeralDocument6 paginiM 3 Xiii B SeralRazvan RobotinÎncă nu există evaluări
- TCM AcmDocument46 paginiTCM AcmAndrei MardareÎncă nu există evaluări
- Proiect UIDocument3 paginiProiect UILiliana ZurbaÎncă nu există evaluări
- PTA1 2010 - Ap. Consum Sub 400kW PDFDocument1.398 paginiPTA1 2010 - Ap. Consum Sub 400kW PDFValentinDraceaÎncă nu există evaluări
- Sisteme de AcoperireDocument2 paginiSisteme de AcoperireAndrei ManolacheÎncă nu există evaluări