Documente Academic
Documente Profesional
Documente Cultură
Fisa Film Acad A1
Încărcat de
Razvan StefanDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Fisa Film Acad A1
Încărcat de
Razvan StefanDrepturi de autor:
Formate disponibile
Absolvent:
FISA FILM PENTRU PRELUCRAREA PINIONULUI CONDUS DAN IONELA
Regimul de lucru Norma de timp
Nr. Denumirea Schita simplificata a operatiei Masini-unelte ap
Denumirea fazelor S.D.V.-uri nas vr,as f Vs i Tb Ta
crt. operatiei [mm] [rot/min] [m/min] [mm/rot] [mm/min] [treceri] [min] [min]
Sectiunea A - A
orientarea şi prinderea - freza
a) semifabricatului în dispozitiv 0,432
cilindro-frontal cu
dinti demontabili din
1. Frezare plana carburi metalice 2 150 75,4 2,5 1 0,09 2,58
C160x90° 375
Frezare-
6,3
STAS9212/3-84/K30
12
centruire 3,5 - Burghiu de centruire
-Optimum 0,25
1. 2. Centruire STAS 1114/2-82 1 600 20,7 2,5 150 1 2,58
TU 1503 V
Ø2,77
22,42
nas nas - subler de interior
(vc) f ax f ax (vc) exterior
n n STAS 1379/73
b) Desprinderea piesei -calibru tampon 0,288
ft
ft T-NT
a) orientarea şi prinderea
semifabricatului în dispozitiv 0,432
1. Tesire 2 150 75,4 2,5 1 0,09 2,58
375
20 23
- cutit de strunjit P30
2. Strunjire de degrosare la STAS 6376-80 5,5 600 20,7 2,5 150 1 0,25 2,58
6,3 ø13 x 22,5 - cutit de strunjit P30
-Optimum STAS 6379-80
6,3
2. Strunjire 6,3 TU 1503 V -cutit de strunjit Rp3
90 0,8 80 1
degrosare 6,3 3. Strunjire degajare STAS 7446-80 1 38,45 0,09 2,58
-cutit de strunjit P10
STAS 6381-80
80,98
Ø12
n - subler de interior 1
4. Strunjire finisare la exterior 1,5 125 36 0,8 100 0,25 2,58
ø12,3 x 24 STAS 1379/73
-calibru tampon
ft ft t)
(v T-NT 36 0,8 1 2,58
1,5 125 100 0,27
5. Strunjire finisare la
f t t)
(v ø29,8 x 20,3
b) Desprinderea piesei 0,288
f t t)
(v
orientarea şi prinderea
semifabricatului în dispozitiv 0,432
1. Tesire 2 150 75,4 2,5 1 0,09 2,58
375
23
- cutit de strunjit P30
2. Strunjire de degrosare la STAS 6376-80 5,5 600 20,7 2,5 150 1 0,25 2,58
6,3 ø13 x 22,5 - cutit de strunjit P30
-Optimum STAS 6379-80
6,3
3. Strunjire 6,3 TU 1503 V -cutit de strunjit Rp3
90 0,8 80 1
degrosare 6,3 3. Strunjire degajare STAS 7446-80 1 38,45 0,09 2,58
-cutit de strunjit P10
STAS 6381-80
31,98
Ø12
n - subler de interior
36 1 0,25
4. Strunjire finisare la exterior 1,5 125 0,8 100 2,58
ø12,3 x 24 STAS 1379/73
-calibru tampon
ft f t t)
(v T-NT 36 0,8 1 2,58
1,5 125 100 0,27
5. Strunjire finisare la
ø29,8 x 20,3
b) Desprinderea piesei 0,288
f t t)
(v
orientarea şi prinderea
a) semifabricatului în dispozitiv
1,88
- freza melc-modul
Rp3
1. Danturare
-CNC Optimum F 80 STAS 3092/86
3,2
1,5 160 43,2 125 1
0,8 0,27 2,58
n
5. Danturare
20-0,1
b) Desprinderea piesei
0,288
a) orientarea şi prinderea 0,432
semifabricatului în dispozitiv
2 150 75,4 1 0,09 2,58
3,5 1. Rectificare la ø4,25 +-0,05 2,5 375
- piatră conică
-calibru ø4,25±0,05 x
6. Rectificare n
-masinii de rectificat 60°,
Ø7,74
gauri de fl
n
fl
rotund Bernardo -etalon de rugozitate
centrare URS 1500 Ra 0,8
0,8
b) Desprinderea piesei
0,288
Conform - Dispozitiv
Cementare adancime 0,6 - 1 mm și călire-revenire la 58-63 HRC specificatiilor DPTT 04.00
7. Tratament tehnice
termic
fp
fp orientarea şi prinderea
a) semifabricatului în dispozitiv 0,432
nas
fl
nas 1. Rectificare la , ø12 (g6) 2 150 75,4 2,5 1 0,09 2,58
375
0,8 fl
-masina de rectificat - corp abraziv
fc
0,4 rotund Bernardo cilindric plan
URS 1500 STAS 601/1-84 5,5 600 1 0,25 2,58
Ø39,04
2. Rectificare la , ø29,5 (f6) 20,7 2,5 150
Ø12
8. Rectificare
f6
g6
0,8
23-0,2 20-0,01 23-0,2 0,288
b) Desprinderea piesei
66-0,4
fp
orientarea şi prinderea 1,88
a) semifabricatului în dispozitiv
nas -masina de rectificat - corp abraziv
rotund Bernardo cilindric plan 1,5 224 35,2 180
1. Rectificare la , ø12 (g6) 0,8 1 0,12
fl URS 1500 STAS 601/1-84 2,58
0,4
fc
Ø45,73
0,288
Ø12
g6
f6
9. Rectificare
b) Desprinderea piesei
0,8
23-0,2
n orientarea şi prinderea 1,88
semifabricatului în dispozitiv
-masina de rectificat
fl
rotund Bernardo - piatra abraziva 1,5 1
1,6 1. Rectificare flancuri 160 43,2 0,8 125 0,27 2,58
URS 1500
9. Rectificare
(Ø45,82 f6)
b) Desprinderea piesei 0,288
31,07
S-ar putea să vă placă și
- Sisteme Flexibile de PrelucrareDocument11 paginiSisteme Flexibile de PrelucrareOlei AdrianÎncă nu există evaluări
- Referat Prelucrarea MetalelorDocument3 paginiReferat Prelucrarea MetalelorDanu RomanÎncă nu există evaluări
- Proiect PDTDocument36 paginiProiect PDTFoxiss100% (1)
- Standard Inele Elastice Si Desene de Executie Roti DintateDocument4 paginiStandard Inele Elastice Si Desene de Executie Roti DintateFlorentina ZalinschiÎncă nu există evaluări
- DebitareDocument22 paginiDebitareaamenaÎncă nu există evaluări
- Proiect Echipamente de FabricareDocument21 paginiProiect Echipamente de Fabricarecotescu stefan100% (1)
- Piesa 7Document11 paginiPiesa 7Laura Deak100% (1)
- Proiect TFDocument28 paginiProiect TFAlexandraÎncă nu există evaluări
- Tfcri CapacDocument11 paginiTfcri CapacAndu MihailescuÎncă nu există evaluări
- SurubDocument15 paginiSurubOctavian HÎncă nu există evaluări
- Proiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaDocument36 paginiProiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaIonut NutzuÎncă nu există evaluări
- Proiect de AnDocument27 paginiProiect de AnCorina Cristina ConstantinescuÎncă nu există evaluări
- Documents - Tips - Roata Dintata Cilindrica Cu Dinti DreptiDocument201 paginiDocuments - Tips - Roata Dintata Cilindrica Cu Dinti DreptiolteanuramoÎncă nu există evaluări
- MeraDocument7 paginiMeramarcelÎncă nu există evaluări
- Rugozitatea Si Ondulatia Suprafetei: Fig.3.1 Abaterile Geometrice Ale SuprafeteiDocument37 paginiRugozitatea Si Ondulatia Suprafetei: Fig.3.1 Abaterile Geometrice Ale SuprafeteiLucian100% (1)
- Proiect Asamblare Si Ambalare DianaDocument41 paginiProiect Asamblare Si Ambalare DianaEduard IonutÎncă nu există evaluări
- Cep Cu Flanse FRADocument142 paginiCep Cu Flanse FRALaurian Tomseanu100% (1)
- Orientarea Si Fixarea Pieselor in Dispozitive de FabricareDocument12 paginiOrientarea Si Fixarea Pieselor in Dispozitive de FabricareAndy ZanÎncă nu există evaluări
- RRPDocument12 paginiRRPdenielle26Încă nu există evaluări
- ProiectDocument13 paginiProiectPopa Sorin Marius SorynelÎncă nu există evaluări
- Proiect TPRDocument37 paginiProiect TPRmaftei3100% (2)
- PROIECTDocument17 paginiPROIECTTurcanu ClaudiuÎncă nu există evaluări
- Proiect CPMDocument26 paginiProiect CPMBragau Ana Maria100% (1)
- Proiect PMDocument42 paginiProiect PMCristian LupuÎncă nu există evaluări
- Varianta 2 DispozitiveDocument15 paginiVarianta 2 DispozitiveDragomir MihaiÎncă nu există evaluări
- Debitator PDFDocument11 paginiDebitator PDFStandardeocupationalÎncă nu există evaluări
- Proiect IcDocument13 paginiProiect IcAlex PaunÎncă nu există evaluări
- Procesul Tehnologic de PrelucrareDocument21 paginiProcesul Tehnologic de PrelucrareAmalia Eugenia DinuÎncă nu există evaluări
- Proiect Aqps IIDocument15 paginiProiect Aqps IIEmma-DanySimionÎncă nu există evaluări
- Tehnologii de FabricatieDocument16 paginiTehnologii de FabricatieVili SzabyÎncă nu există evaluări
- Surub Special2Document29 paginiSurub Special2Acili DanielÎncă nu există evaluări
- Țic Sergiu PROIECT 941-IEDMDocument63 paginiȚic Sergiu PROIECT 941-IEDMAlex NicolaeÎncă nu există evaluări
- Prezentare Generala Aplicatii Sudare Cu Arc Electric Partea 3 - Complet 18-05-2019Document14 paginiPrezentare Generala Aplicatii Sudare Cu Arc Electric Partea 3 - Complet 18-05-2019ANAÎncă nu există evaluări
- RRP 1Document13 paginiRRP 1CosminCristianÎncă nu există evaluări
- Dobre Alexandru Proiect CAADocument26 paginiDobre Alexandru Proiect CAAMaya NastaseÎncă nu există evaluări
- DM ProjectDocument68 paginiDM ProjectClaudiu MunteanuÎncă nu există evaluări
- Echipament de FabricareDocument28 paginiEchipament de FabricareAlexandru GheorgheÎncă nu există evaluări
- Proect TCMDocument50 paginiProect TCMAdrian LeahuÎncă nu există evaluări
- Curs - Dispo Continuare 0Document97 paginiCurs - Dispo Continuare 0Mihaela IosofÎncă nu există evaluări
- Surub SpecialDocument37 paginiSurub SpecialCristian LupuÎncă nu există evaluări
- Proiect de Semestru Tehnologii Neconventionale: Universitatea Tehnica Din Cluj-Napoca Facultatea de Constructii de MasiniDocument5 paginiProiect de Semestru Tehnologii Neconventionale: Universitatea Tehnica Din Cluj-Napoca Facultatea de Constructii de MasiniDarkShadowÎncă nu există evaluări
- Rolul Functional Al Piesei in Subansamblul AferentDocument78 paginiRolul Functional Al Piesei in Subansamblul AferentZafiu AlexandruÎncă nu există evaluări
- 2016 PTSF CMG L3Document10 pagini2016 PTSF CMG L3Gabriel Marius100% (1)
- Catalog Adancitoare, Largitoare, Alezoare, Burghie, Cutite de Strung, Freze, TaroziDocument26 paginiCatalog Adancitoare, Largitoare, Alezoare, Burghie, Cutite de Strung, Freze, Tarozinndaniel100% (1)
- Proiect Marius If - BUCSADocument8 paginiProiect Marius If - BUCSAIancu AlexandruÎncă nu există evaluări
- Edm Proiect PDFDocument14 paginiEdm Proiect PDFFelician SabouÎncă nu există evaluări
- Aleger MaterialuluiDocument42 paginiAleger MaterialuluiLaci PopÎncă nu există evaluări
- UI - 5 - Tehnologia AschieriiDocument20 paginiUI - 5 - Tehnologia AschieriiPetrescu BogdanÎncă nu există evaluări
- StantaDocument1 paginăStantaFmp Emka100% (1)
- Baze de Cotare Precizia OrientariiDocument19 paginiBaze de Cotare Precizia OrientariiIna IoanaÎncă nu există evaluări
- Proiect Bazele Prelucrarii Prin Deformare PlasticaDocument21 paginiProiect Bazele Prelucrarii Prin Deformare PlasticaRaluca HancianuÎncă nu există evaluări
- Jurnal de Mentenanta Mecof206Document2 paginiJurnal de Mentenanta Mecof206LászlóVágásiÎncă nu există evaluări
- Cap1.bazele Elaborării Tehnologiei de Fabricatie 1 (Repaired)Document31 paginiCap1.bazele Elaborării Tehnologiei de Fabricatie 1 (Repaired)Cornel DanceÎncă nu există evaluări
- Proiect Disp. Tehnologice 2Document22 paginiProiect Disp. Tehnologice 2Bochis AlexandruÎncă nu există evaluări
- Universitatea Politehnica PROIECT TFPDocument12 paginiUniversitatea Politehnica PROIECT TFPBarariu AurelianÎncă nu există evaluări
- Dormer PDFDocument143 paginiDormer PDFAnonymous cgDfsNÎncă nu există evaluări
- Drawing1 ModelDocument1 paginăDrawing1 ModelVictor JoraÎncă nu există evaluări
- PMX - Schema ET Craiova-CV - 4Document1 paginăPMX - Schema ET Craiova-CV - 4Marian Victor CapezanÎncă nu există evaluări
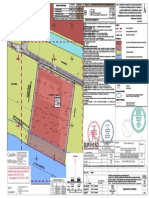
- U.2 Reglementari UrbanisticeDocument1 paginăU.2 Reglementari UrbanisticeHoria CristescuÎncă nu există evaluări
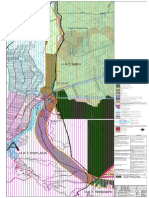
- 648 U 002 3 Disfunct UAT PoplacaDocument1 pagină648 U 002 3 Disfunct UAT PoplacaCercetasii SibieniÎncă nu există evaluări
- Restanta Examen Legislatie Economica-2Document2 paginiRestanta Examen Legislatie Economica-2Razvan StefanÎncă nu există evaluări
- Analiza SwotDocument1 paginăAnaliza SwotRazvan StefanÎncă nu există evaluări
- Sisteme de Management IntegratDocument60 paginiSisteme de Management IntegratRazvan StefanÎncă nu există evaluări
- TermografiereDocument23 paginiTermografiereRazvan StefanÎncă nu există evaluări
- Caiet PracticaDocument9 paginiCaiet PracticaRazvan StefanÎncă nu există evaluări