S-ar putea să vă placă și
- Regulile managementului: Cod de conduită pentru a deveni manager de succesDe la EverandRegulile managementului: Cod de conduită pentru a deveni manager de succesÎncă nu există evaluări
- Megaprofil - Table Cutate - 200.420.840 PDFDocument3 paginiMegaprofil - Table Cutate - 200.420.840 PDFStelian ConstantinescuÎncă nu există evaluări
- Strung SN 400Document23 paginiStrung SN 400MihaiGabrielAnghel100% (3)
- 8 - Axul Pistonului (Boltul)Document14 pagini8 - Axul Pistonului (Boltul)Iulian NgiÎncă nu există evaluări
- Proces Verbal de Constatare Izolare ConducteDocument2 paginiProces Verbal de Constatare Izolare ConductegabreliaÎncă nu există evaluări
- TPR Proiect FinalDocument53 paginiTPR Proiect FinalRares-StefanelGângãÎncă nu există evaluări
- CAPITOLUL V Determinare Grosime Izolatie ConducteDocument14 paginiCAPITOLUL V Determinare Grosime Izolatie ConducteVasile TalianÎncă nu există evaluări
- Procesul Tehnologic A Piesei Bolt FurcaDocument45 paginiProcesul Tehnologic A Piesei Bolt FurcaClaudiu DinuÎncă nu există evaluări
- Cap 07Document52 paginiCap 07cristasocum_trans1758Încă nu există evaluări
- Proiect TFPDocument26 paginiProiect TFPNaty MărieşÎncă nu există evaluări
- AMDocument8 paginiAMCostel ComanÎncă nu există evaluări
- Fisa Tabele Capacitati Buiandrugi PorothermDocument4 paginiFisa Tabele Capacitati Buiandrugi PorothermJohn SmithÎncă nu există evaluări
- Fisa Tabele Capacitati Buiandrugi PorothermDocument4 paginiFisa Tabele Capacitati Buiandrugi PorothermTÎncă nu există evaluări
- Fisa Tabele Capacitati Buiandrugi Porotherm PDFDocument4 paginiFisa Tabele Capacitati Buiandrugi Porotherm PDFDan TararaÎncă nu există evaluări
- TFR PR Cap9-12Document73 paginiTFR PR Cap9-12Ștefania MituÎncă nu există evaluări
- Scan FTDocument4 paginiScan FTDaniela ConstantinescuÎncă nu există evaluări
- ZIDARIE BUIANDRUGI GhiddepunereinoperaabuiandrugilorGhid de Punere in Opera A BuiandrugilorDocument7 paginiZIDARIE BUIANDRUGI GhiddepunereinoperaabuiandrugilorGhid de Punere in Opera A BuiandrugilorMititelu CristianÎncă nu există evaluări
- Fisa TehnicaDocument4 paginiFisa TehnicaBratu MirelaÎncă nu există evaluări
- SF Folii TERMO PDFDocument6 paginiSF Folii TERMO PDFTEIUSANUÎncă nu există evaluări
- 1 - Fisa Tehnica - ISOAC3 PUR-PIRDocument3 pagini1 - Fisa Tehnica - ISOAC3 PUR-PIRMarian BerbeciÎncă nu există evaluări
- Fisa Tehnica Tevi PVCDocument5 paginiFisa Tehnica Tevi PVCSpinu DanielÎncă nu există evaluări
- Fisa Tehnica Conducta Canalizare Exterioara - Valrom KompactKITDocument4 paginiFisa Tehnica Conducta Canalizare Exterioara - Valrom KompactKITCrișan RaspberryÎncă nu există evaluări
- Pistonul - DocumentatieDocument4 paginiPistonul - DocumentatieAndrei-Alexandru CiuburucÎncă nu există evaluări
- ACSRDocument3 paginiACSRFlorin CrihanÎncă nu există evaluări
- Startherm FisaDocument2 paginiStartherm FisaTiberiu-Marius AvramÎncă nu există evaluări
- Cazan Manual - Viadrus 45kwDocument40 paginiCazan Manual - Viadrus 45kwPopescu Mircea IulianÎncă nu există evaluări
- Laminare Partea2Document41 paginiLaminare Partea2whiteniggaÎncă nu există evaluări
- Proiesct Mecanica Tehnica IIDocument26 paginiProiesct Mecanica Tehnica IIДенис ГуцулякÎncă nu există evaluări
- Curs + Seminar Analiza Și Cotare FuncționalăDocument29 paginiCurs + Seminar Analiza Și Cotare FuncționalăOctavian MoiceanuÎncă nu există evaluări
- Fisa Tehnica Bca Simcor Plan Rev6Document4 paginiFisa Tehnica Bca Simcor Plan Rev6Clau FocșaÎncă nu există evaluări
- Manual de Service - mx2 MIRA - Corectat.romDocument75 paginiManual de Service - mx2 MIRA - Corectat.romRebecca Anderson100% (1)
- Ventilatie Catalog Stronghouse WebDocument70 paginiVentilatie Catalog Stronghouse WebstroiebogdanÎncă nu există evaluări
- Maruntirea MaterialelorDocument6 paginiMaruntirea MaterialelorCristina CorneaÎncă nu există evaluări
- Instalarea Profesionala A Tevilor Din Cu - RO - V04.2019 PDFDocument85 paginiInstalarea Profesionala A Tevilor Din Cu - RO - V04.2019 PDFVisan GheorgheÎncă nu există evaluări
- Catalog Produse AMCRDocument36 paginiCatalog Produse AMCRkochan_84Încă nu există evaluări
- PROIECT - Calculul Si Constructia Motoarelor Cu Ardere Interna Pentru Autovehiculelor RutiereDocument1 paginăPROIECT - Calculul Si Constructia Motoarelor Cu Ardere Interna Pentru Autovehiculelor RutiereAlexandru OpreaÎncă nu există evaluări
- Catalog Topanel RO18!27!2023Document10 paginiCatalog Topanel RO18!27!2023BkgbsÎncă nu există evaluări
- Diametrul Interior Al Filetului La Filetarea Cu TarodDocument2 paginiDiametrul Interior Al Filetului La Filetarea Cu Tarodnicu cotoiÎncă nu există evaluări
- Cabluri TelecomunicatiiDocument4 paginiCabluri TelecomunicatiiAlex GeorgescuÎncă nu există evaluări
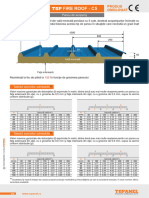
- Top Fire Roof c5 SoundDocument1 paginăTop Fire Roof c5 Soundcostinas.vasileÎncă nu există evaluări
- TubulaturaDocument2 paginiTubulaturaION TEIUSANUÎncă nu există evaluări
- Plase SudateDocument2 paginiPlase SudateZZZÎncă nu există evaluări
- Tipuri de Caramida CaramiziDocument9 paginiTipuri de Caramida Caramizimihai2lungÎncă nu există evaluări
- Manual Stropuva PDFDocument27 paginiManual Stropuva PDFtarga1Încă nu există evaluări
- Tubulatura PPR NomogrameDocument37 paginiTubulatura PPR NomogrameAnonymous SeMYcS29Încă nu există evaluări
- Megaprofil Cofraj 58.210.840 PDFDocument3 paginiMegaprofil Cofraj 58.210.840 PDFStelian ConstantinescuÎncă nu există evaluări
- Megaprofil - Tabla Cutata Acoperis - 85.280.1120 PDFDocument3 paginiMegaprofil - Tabla Cutata Acoperis - 85.280.1120 PDFStelian ConstantinescuÎncă nu există evaluări
- Reparatia Clase de Studii IPLT Waldorf Iulie 2023.rtf f3Document4 paginiReparatia Clase de Studii IPLT Waldorf Iulie 2023.rtf f3bolboceanuÎncă nu există evaluări
- Bilka Balcanic 0,5 MATDocument1 paginăBilka Balcanic 0,5 MATcorinaÎncă nu există evaluări
- 04 - Laborator 3 - S7-8Document10 pagini04 - Laborator 3 - S7-8Vlad GuteșÎncă nu există evaluări
- Economie f3Document3 paginiEconomie f3duhu1Încă nu există evaluări
- Documentatie Proiectare Bosch Condens9000WMDocument88 paginiDocumentatie Proiectare Bosch Condens9000WMReInvieÎncă nu există evaluări
- TDPDocument46 paginiTDPMarius SolomonÎncă nu există evaluări
- Fasonarea ArmăturilorDocument3 paginiFasonarea ArmăturilorAnca Mihaela BarbuÎncă nu există evaluări
- Suprafața Fitingurilor Pentru ȚeviDocument1 paginăSuprafața Fitingurilor Pentru ȚeviScribdTranslationsÎncă nu există evaluări
- ProiectCCMAI - Pus in Licenta (Bumbea)Document34 paginiProiectCCMAI - Pus in Licenta (Bumbea)Alex OpreaÎncă nu există evaluări
- CPMAIDocument44 paginiCPMAIJohn Alexandru IacobÎncă nu există evaluări
- ReferatDocument9 paginiReferatVasile TalianÎncă nu există evaluări
- Referat 1 ELECTRICEDocument13 paginiReferat 1 ELECTRICEVasile TalianÎncă nu există evaluări
- Calcul Zidarie Portanta ConfinataDocument5 paginiCalcul Zidarie Portanta ConfinataVasile TalianÎncă nu există evaluări
- Valori Normate Ale Nivelului Mediu de IluminareDocument8 paginiValori Normate Ale Nivelului Mediu de IluminareVasile TalianÎncă nu există evaluări