Documente Academic
Documente Profesional
Documente Cultură
Amestecare 190-220
Încărcat de
markiza07Titlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Amestecare 190-220
Încărcat de
markiza07Drepturi de autor:
Formate disponibile
7. Amestecarea n mediul lichid.
Amestecarea n industria alimentar se aplic cu scopul
omogenizrii cmpului de proprietate a sistemului (impuls,
energie, substan) sau pentru intensificarea procedeului de
schimb de proprietate. Omogenizarea cmpului de proprietate se
manifest prin atingerea accelerat a aceleai alori a
potenialului de proprietate transportat n toate puncte ale
sistemului (reducerea gradientului de concentraie, de itez sau
de temperatur), iar intensificarea ! de ctre mrirea gradului de
turbulen, reducerea grosimii stratului limit pe suprafaa
interfazic, i prin urmare, creterea gradientului de potenial a
proprietii.
"ndiferent de natura substanei, care se amestec cu
lichidul ! gaz, lichid sau substan solid pulerulent, e#ist trei
metode principale de amestecare n mediul lichid$ mecanic (cu
a%utorul agitatorilor de diferite construcii), pneumatic (cu
a%utorul aerului sau gazului inert comprimat) i & n fluxuri ( la
amestecarea flu#urilor n amestectori tubulari sau n duze).
7.1 Amestecarea mecanic. Aceasta metod se refer la
problema e#tern a hidrodinamicii ! corpul este imersat n lichid.
'egulariti generale de conturnare a corpurilor de ctre flu#ul de
lichid, studiate n cursul hidrodinamicii, sunt aplicabile i n
condiii de amestecare. A fost de%a notat, c la micarea lent a
corpului de oricare form ntr!un mediu scos, n stratul subire,
aderat la suprafa corpului, se formeaz stratul limit laminar,
forma i grosimea cruia depinde de forma, dimensiunile, de
iteza de micare a corpului i de proprietile fizice ale lichidului.
(a%ornd iteza se poate atinge detaarea stratului limit de la
suprafaa corpului n punctele, n care iteza este ma#imal, i
formarea urmei de pup, care mrete considerabil rezistena
hidraulic a mediului fa de micare a corpului
)*+
,ele mai importante caracteristicele ale amestectorilor,
puse la baza ealurii comparatie ale acestor, se consider
eficacitatea dispozitiului de amestecare i intensitatea
amestecrii.
)*)
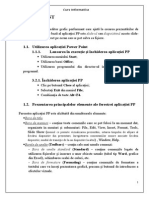
-ig. ./ Agitatori de tip turbin$ a, b deschise, -
nchise cu aparatul de ghidaj
Eficacitatea dispozitiului de amestecare caracterizeaz
calitatea de efectuare a amestecrii din punct de edere a scopului
de amestecare. 0n procese de pregtirea sistemelor eterogene
eficacitatea se e#prim prin omogenitatea de distribuie a fazei
dispersate n olumul aparatului. 1ac se ealueaz intensitatea
proceselor de schimb de proprietate transportabil, eficacitatea se
ealueaz prin raportul coeficienilor de transfer cu, i! fr
amestecare. "ntensitatea amestecrii determin durata de obinere
a rezultatului tehnologic solicitat la turaii fi#ate a agitatorului, sau
turaii agitatorului la durata fi#at a amestecrii. ,u ct e mai
mare intensitatea amestecrii, cu att mai mic este durata
procesului.
)*.
-ig. .2. ,onstruciile agitatorilor$
cu dou palete$ a - confecionate din oel; - turnate din font;
),. &erticale, / &nclinate3 cu patru palete$ 2! erticale, 4,5 & nclinate3
6,7 ! de tip 8Ancor93 *,)+ & de tip 8elice93 )),). & de tip 8turbin9.
"ntensificarea procesului de amestecare rezult reducerea
dimensiunilor ale utila%ului dinou!proiectat i la ma%orarea
capacitii de producere a acelui e#istent.
:roblema de conturnare e#tern a corpurilor n condiii de
amestecare poate fi rezolat cu a%utorul ecuaiilor ;aier!<to=es
mpreun cu ecuaia de continuitate a curentului de lichid.
<oluionarea analitic e#act a acestei probleme nu e#ist dect
pentru cazuri simple. 1e aceea aceasta problem se abordeaz cu
a%utorul teoriei de similitudine.
Energia, consumat la amestecarea mecanic. 1in cursul
hidraulicii tehnice este tiut, c micarea staionar forat a
lichidului se poate de prezentat prin ecuaia criterial, obinut
)*/
prin generalizarea ecuaiilor difereniali de micare a lichidului
scos
( )
!
" , " , #r , e $ f Eu ,
unde
!
" , "
sunt simple#uri de similitudinea geometric.
:entru descrierea procesului de amestecare se aplic
criterii de similitudine a lui >uler
( )
%
Eu
, 'e?nolds
( )
%
e $ ,
-roude
( )
%
#r , ns modificate, adic obinute prin substituirea
itezei lineare n aceti e#presii cu turaiile arborului de agitator
n d i atunci
( )
&
nd
p
Eu ,
g
d n
gd
d n
gd
#r ,
nd d nd
e $
%
%
0n aceti criterii modificate mrimea liniar caracteristic se
prezint prin diametrul dispozitiului de amestecare.
,riteriul lui >uler include diferena de presiune ntre
suprafa frontal i cea din dos a paletei agitatorului, care se
reprezint prin capacitatea de producere util, transferat de la
agitator spre lichid
'
nd
(
d
!
nd
(
)
!
nd
(
)
*
p
Aici
d )
este suprafaa de aciune a forei * . :uterea ( ) nd * ( , de
unde ( ) nd ( * .
<ubstituind
p
prin ( )
'
nd ( , obinem e#presia criteriului
modificat a lui >uler
+ , -
d n
(
Eu
(
. '
%
,
notat uneori prin
%
,
i numit criteriul de capacitate de
amestecare&
1eci, ecuaia generalizat a hidrodinamicii pentru
amestecare se a prezenta prin
( ) ( )
! % % ( %
" , " , #r , e $ f , , Eu
,
)*2
sau ( )
/
p
!
m n
( %
" " #r e $ 0 , , Eu .
Amena%nd aparatul cu icane reflectoare sau plasnd arbore
agitatorului n mod e#centric, se poate de eitat formarea plniei
i a undelor pe suprafaa lichidului i deci de e#clus din ecuaie
criteriul lui -roud, care este responsabil pentru acest fenomen,
adic
( )
! % %
" , " , e $ Eu , sau
p
!
n
% %
" " e $ 0 Eu
Aceti ecuaii generalizate seresc pentru obinerea pe
calea e#perimental corelaiilor empirice de calcul a consumului
de energie n procese de amestecare mecanic ( a alorilor
coeficientului de proporionalitate 0 i a e#ponentelor n, p, /, care
la rndul su depind de tipul agitatorului, de dimensiunile a
aparatului i de regimul de amestecare).
:entru simplificarea procesului de calcul, rezultatele
e#perimentale se prezint n forma grafic
( )
% %
e $ f Eu cu
simple#uri geometrice i criteriul -roud n calitate de parametrii.
:entru aparate i agitatoare constructi asemntori (similitudinea
geometric) i n condiii similari la ntrare n, i ieire din aparat
(n absena plniei i a undelor pe suprafaa lichidului) criteriul de
putere
( )
% (
Eu ,
nu a depinde dect de criteriul lui 'e?nolds.
>cuaia generalizat de amestecare mecanic se poate de
obinut cu a%utorul analizei dimensionale: de la bun nceput cu
a%utorul
!teoremei se stabilete cantitatea criteriilor de
similitudine, care determin desfurarea procesului. ,u acest
scop notm parametrii fizice, care influeneaz rezultatul
procesului. Acestea sunt$ iscozitatea dinamic !
s *a ,
3
densitatea lichidului !
'
m 1g ,
3 diametrul agitatorului !
m , d
3
turaiile agitatorului !
!
s , n
, care influeneaz consumul de
energie, sau puterea !
2 , (
. 1eci sunt . parametrii fizice, din
care ' posed uniti fizice independente$ densitatea nu depinde
de timp3 turaii nu depind de masa i mrimi liniare3 diametrul
agitatorului nu depinde de mas i de timpul. 1eci, conform
)*4
teoremei
procesul de amestecare n astfel condiii poate fi
prezentat prin doi criterii de similitudine-. ' 3 +&
1eoarece problema e#aminat se refer la mecanica
fluidului, unitile fizice de baz sunt$ masa % & 1g&, lungimea 4
m&, timpul 5 s& 1eci, parametrii sistemului se or prezenta prin
unitile fizice n modul urmtor $
:rezentnd puterea, consumat la amestecarea mecanic, prin
funcia e#ponenial a celorlalte parametri ale sistemului
/ p 1 m
n d 0 (
i, substituind parametrii prin unitile fizice a acestor, obinem
( ) ( )
/ p
1
'
m
! ! '
5 4 4 % 5 4 % 0 5 4 %
0n aceasta ecuaie necesit de tiut e#ponentele ale parametrilor.
@innd cont, c aloarea acestei la aceeai unitate din ambii pri
a ecuaiei este aceeai, scriem sistemul de ecuaii pentru
e#ponentele
/ m ' 6 5
1 ' p m 6 4
1 m ! 6 %
+
+
1e oarece sunt trei ecuaii cu patru necunoscute, nu rmne dect
de ales unul pentru prezentarea celorlali. 1eci, fi#m m i atunci
m ' / , m . p , m ! 1
.
0n forma parametric ultima ecuaie se transform n
m ' / , m . p , m ! 1
.
de unde, grupnd parametrii cu i fr e#ponenta m , obinem
ecuaia generalizat a procesului de amestecare, prezentat prin
parametrii fizice
)*5
! iscozitatea
m s ( , !
( ) s m 1g
!
! !
5 4 %
! densitatea
'
m 1g , !
'
4 %
! diametrul
m , d
! 4
- frecena de rotire
!
s , n
!
!
5
! puterea consumat
'
s m 1g 2 , ( !
'
5 4 %
m
. '
nd
0
d n
(
,
_
,
sau prezentat prin criteriile de similitudine
m
% %
e $ 0 Eu
.
>#ist dou regimuri de e#ecutare a proceselor de
amestecare mecanic$ laminar i turbulent. 'egim laminar
( ) '7 e $
%
corespunde amestecrii lente, la care lichidul
contureaz uniform marginile paletelor al agitatorului i deci, n
regimul laminar nu se amestec dect straturi de lichid, aderate
nemi%locit la paletele agitatorului.
(rirea turaiilor agitatorului rezult creterea rezistenei
hidraulice a mediului, cauzat de apariia rte%urilor n urma
paletelor, n care se creeaz depresiune. Aa alorile
%
!7 e $ >
regimul de amestecare deine turbulent i funcia
( )
% %
e $ f Eu
deine mai lent. Aa alori
.
%
!7 e $ > se atinge regimul, numit
automodel, la care practic
( )
% %
e $ f Eu
i consumul de energie
depinde doar de fore de inerie. (rirea turaiilor n acest regim
deseori este inoportun, deoarece mrete pierderi de energie, cu
toate, c intensific procesul de amestecare. >ste de notat, c
alorile critice ale criteriului $e depind esenial de construcia i
mrimile geometrice ale agitatorului i a aparatului, i deci, sunt
destul de apro#imatie.
:entru a calcula alorile criteriilor la amestecarea
sistemelor eterogene se folosete densitatea fazei continuu, dac
diferena densitilor de faza a sistemului este mai mic de '78&
0n restul cazurilor se folosete aloarea medie a densitii,
calculat conform reguli de aditiitate
( ) + !
0 9 )%
,
aici
0 9
;
! densitile fazelor dispersate i celei continuu3
! fracia de
olum a fazei continuu n amestec.
)*6
Balorile de iscozitate n criterii depind de condiiile de
efectuare a procesului. 1e e#emplu, dac iscozitatea fazei
dispersate este mai mare de acea dispers i coninutul acestei n
amestec e mai mare de '78, iscozitatea amestecului se poate de
calculat prin e#presie
1
]
1
9 0
9 0
)%
:
!
!
,
care n caz, dac
0 9
<
i
' , 7
, se transform n alt
e#presie
1
]
1
9 0
9 0
)%
. , !
!
!
.
Aa amestecarea lichidelor miscibile, iscozitatea crora se
defer n dou sau mai multe ori, iscozitatea amestecului se
calculeaz prin
9
!
0 )%
1ac la amestecare suspensiilor particulele solide se afl n
starea suspendat iscozitatea amestecului se poate calcula dup
e#presii urmtoare$
( ) . , !
0 )%
+
, dac
( ) ;ol 8 !7 ! , 7
,
i !
( ) . , < !
0 )%
+
, dac
( ) ;ol 8 !7 ! , 7 > >
.
0n celelalte cazuri se folosete aloarea iscozitii a fazei
continuu.
1ispozitie au#iliare (cartue a termometrelor, serpentine
etc.) i rugozitatea suprafeei interne a aparatului nu mresc
esenial consumul de energie, dect n lipsa icanelor. 1e
e#emplu, serpentina mrete consumul de energie n .!/ ori,
cartue i rugozitatea intens a suprafeei & cu !7-7 8&
(otorul electric se alege conform puterii utile calculate,
diizate la randamentul transmisiei. Cotodat necesit de inut
cont de mrirea considerabil a puterii consumate n momentul de
pornire, care depinde de puterea motorului. >idena acestui
)*7
fenomen se face prin multiplicarea puterii necesare a motorului cu
coeficientul, care ariaz n interal !,! ,7&
Baloarea turaiilor a agitatorului depinde de destinaia
operaiei i proprietile sistemului i se determin de obicei prin
ecuaii empirice, obinute pe calea e#perimental. 1e e#emplu la
prepararea suspensiei necesit turaii, care ar asigura starea
suspendat a particulelor, adic componenta a#ial a itezei
necesit se fie mai mare sau cel puin egal itezei de sedimentare
a particulelor. 0n acest caz se recomand corelaia empiric
1 . , 7
*
%
d
9
d
d
)r 0
nd
e $
,
_
,
_
,
care este alabil pentru$
<
*
!! < .
%
!7 , ! !7 '' , d d
, !7 ! , < !7 < , )r , !7 ' , ! !7 . e $
Balorile coeficientului 0 i a e#ponentei 1 n aceasta ecuaie
depind de tipul agitatorului i de raportul
d 9
.
Aici ( )( )
m
m
'
*
gd )r ! criteriul a lui Archimede 3
m
, ! diferena densitilor de faze i densitatea mediului,
'
m 1g 3
d 9
! raportul diametrelor ale aparatului i agitatorului3 ! iscozitatea
cinematic a mediului, s m
.
:entru emulsii se recomand o alt corelaie
n
!=. , 7
%
% '!. , 7
E
%
d
9
2e
e $
)r 0
nd
$e
,
_
,
_
,
care este alabil pentru
>
% %
!7 ' .
%
!7 != , ! !. , : 2e e $
, !7 < , ' !7 ? , = )r , !7 !7 . e $
n care
'
%
d n 2e ! criteriul modificat a lui Deber3
! tensiunea
interfazic.
)**
,orelaiile prezentate se refer la lichizi neEtoniene.
:entru lichizi reologice, care se defer prin diferite particulariti
ale iscozitii, e#ist un numr limitat a ecuaiilor de calcul.
7.2 Amestecarea pneumatic.
Acest procedeu de amestecare se aplic n cazuri lichidelor
agresie, insuportabile pentru agitatorul. Amestecarea pneumatic
este un procedeu de intensitatea redus i prin urmare consumul
specific naintat a energiei. Acest procedeu este inadmisibil pentru
lichizi olatili i uor o#idabili.
Amestecarea se efectueaz n aparate, dotate cu
dispozitie speciale pentru insuflarea gazului comprimat n
olumul lichidului. Acestea sunt borbotori (un comple# de ei
perforate, prin care se insufl gazul) sau tuburi de circulaie n
care gazul insuflat creeaz flu#uri ascendente ale bulelor,
antrennd lichidul, care apoi, scurgndu!se, efectueaz
amestecarea.
:arametrul tehnologic important pentru amestector
pneumatic este presiunea i debitul necesar a gazului, care se
calculeaz conform formulelor cunoscute din hidraulica
7 4 & $
"
4
p
d
l
!
g@ p +
,
_
+ + +
,
aici
@
& nlimea coloanei de lichid n aparat
m ,
3 ! iteza gazului n
ea,
s m
3
" 4
, ! densitile lichidului i a gazului ,
'
m 1g 3
4 & $
! suma coeficienilor de rezistena local n conduct de gaz3 !
.++
p
coeficientul 1ars? 3
d , l
! lungimea i diametrul eii,
m
3
7
p ! presiunea
deasupra lichidului n aparat, *a .
,u scopul simplificrii pierderile de presiune n conduct
se admit n aloare de .+F din presiunea coloanei de lichid n
aparat i atunci formula deine
g@ , ! p p
4 7
+
1ebitul olum a gazului ( ) h m A
'
se poate de calculat dup
formula empiric
1p) A
n care
p
! presiunea gazului, bar 3
)
! suprafa liber a lichidului n aparat,
m 3 1 ! coeficientul e#perimental.
Aa presiunea *a !7
.
i la amestecarea slab
'7 , 7 < , 7 1
, slab intensi
.7 , 7 '. , 7 1
i intensi 1 3
:7 , 7 <. , 7
.
8. Operaii mecanice.
Aa aceti operaii se refer transportarea materialelor
solide i frBmiarea materialului solid&
8.1 ransportarea materialelor solide.
Oricare tehnologie include operaii de deplasare a
materialului solid, n forma fie a materiei prime, fie a
semifabricatului, fie a produsul finit. Aceti operaii se efectueaz
cu a%utorul dispozitielor speciale de ridicare i transportare, care
poart denumirea transportul intern a ntreprinderii.
,onform regimului de funcionare transportul intern a
ntreprinderii se diizeaz n dou grupe$
l!dispozitie de transportare continuu & dac materialul se
deplaseaz ca un flu# continuu3
.! dispozitie de transportare discontinuu- dac materialul
se deplaseaz prin poriuni separate.
.+)
,onform direciei de deplasare a materialului acesta se
diizeaz n$
)! dispozitie pentru deplasarea oriContal (sau puin
nclinat) a materialului (transportori cu band, transportori cu
plci, transportori cu rzuitori, transportori cu nec, transportori
ibrante, %gheaburi pneumatice)3
.! dispozitie pentru deplasarea ;ertical (sau cu panta
abrupt) a materialului (eleatori, ascensoare)3
/! dispozitie pentru deplasarea mixt sau spaial,
(transportori cu rzuitori imersate, dispozitie de transportarea
pneumatic, dispozitie de transportarea hidraulic).
,onform strii materialului dispozitie de transportare se
diizeaz n transportori pentru materiale pul;erulente i n buci.
=&!&! ransportori pentru deplasarea materialului n regim
continuu.
!eplasarea orizontal:
" transportor cu #and reprezint o band infinit,
confecionat
din ctea straturi de cauciuc i de estur de diferit natur, care
se deplaseaz n continuu ntre dou tobe irtutea forei de
forfecare ntre materialul benzii i suprafaa tobei de acionare.
Coba de acionare se pune n micare de ctre motorul electric
prin intermediul oricrei transmisii i trage peste sine partea
superioar (ncrcat) a benzii. A doua tob este mobil i
serete pentru asigurarea gradului necesar de ntindere a benzii.
.+.
1e obicei materialul transportat se descarc n zona tobei de
acionare, ns la neoie descrcarea poate fi efectuat n oricare
loc al benzii prin intermediul dispozitiului de descrcare de
construcie respecti.
:entru a ma%ora capacitatea benzii la transportarea
materialului pulerulent, partea ncrcat (superioar) a benzii se
formeaz n forma %gheabului prin instalarea respecti a rolelor
de razm. :artea inferioar a benzii rmne plat.
Cransportori cu band pot fi aplicate pentru transportarea
materialelor pulerulente sau n buci pn la
o
i la distane
!.7 -77 m. Biteza de deplasare a benzii ariaz n dependena de
starea i mrimile materialului n diapazonul 7,. ,7 mDs3
! transportor cu plci este acelai transportor cu band, ns
confecionat din plci, fi#ate pe un lan infinit articulat, care se
pune n micare prin intermediul transmisiei respectie. Aungimea
acestor transportori atinge !.7 m& Amena%nd plcile cu paraane
transersale, transportorul se poate de adaptat la transportarea
materialului cu pant pn la <.
o
i iteza 7, - 7,: mDs
.+/
-ig. .5. Cransportor cu plci.
)!lan3 .! plci3 /!role3 2! ghida%3 4! roata de ntindere3 5! roata de
antrenare3 6 &bord.
-ig. .4. Cransportor cu band
) & rul de ntindere3 . & gura de ncrcare3
/ & band3 2, * & role de razm3
4, 5 & descrctor3 6 & uluc de descrcare3
7 & rul de antrenare3 )+ & contragreutate.
Cransportori cu plci sunt mai costisitori i de aceea se utilizeaz
n cazuri speciale, dac transportorul cu band este inaplicabil
(dac sunt aansate temperatura, mrimile i pant de
transportare a materialului)3
" transportor cu rzuitori reprezint un %gheab imobil, n care se
deplaseaz un lan infinit articulat cu rzuitori, fi#ate pe acesta.
1eplasndu!se, rzuitori apuc i deplaseaz pe fundul %gheabului
material ncrcat. 0ncrcarea i descrcarea transportorului poate fi
efectuat n oricare seciunea %gheabului. Aceti transportori se
aplic pentru transportarea materialelor pulerulente sau
granuloase la distana pn la :7 m cu iteza 7,. - 7,>. mDs&;
-ig. .6.Cransportor cu rzuitori.
) & %gheab3 . & lan3 / & rzuitori3 2 & role3 4 & roata de antrenare3
5 & ghida%3 6 & roata de ntindere3 7 & uluc de ncrcare3 * & gura de descrcare.
" transportor elicoidal, sau $nec reprezint un %gheab cilindric
nchis, n care rotete arbor elicoidal(nec) sau arbor, amena%at cu
palete radiale, ntoarse fa de a#a arborului. (aterialul ncrcat se
deplaseaz a#ial datorit rotirii necului.
1escrcarea materialului poate fi efectuat prin gura de
.+2
-ig. .7 Cransportor elicoidal.
) & %gheab, . & arbor cu elice3 / & gura de ncrcare3 2 & gura de descrcare
descrcare, situat n fundul %gheabului, din indiferent care
seciune a %gheabului.
Aceti transportori se aplic pentru transportarea orizontal
sau puin nclinat (pn la 7
o
) a materialului mcinat sau
microgranulos la distana pn <7 m&
<e confecioneaz n diapazonul diametrelor 7,!-7,: m, i
pasul E
9 + ! . , 7 - t
n dependena de caracteristica
materialului.
Curaii ma#imale a necului se calculeaz dup formula
empiric
9
a
n
max
min
!!
n care :7 '7 a (se accept n dependena de mrimile ale materialului!
mai mici pentru materiale mai macate, mai grele i predispuse la uzur)3
9
!
diametrul necului, m.
Biteza de deplasare a materialului prin %gheab
s
m
,
:7
tn
3
" deplasarea %ertical $i mi&t '
ele%ator reprezint band sau lanul
infinit ., pe care sunt fi#ate cue / i
care se deplaseaz n %urul a dou tobe
(band) sau roi de lan ), 5 i care sunt
antrenate de ctre toba sau roata de lan
de acionare ) , instalate la e#tremitate
superioar a eleatorului. Aa e#tremitate
inferioar a eleatorului este instalat a
doua tob sau roata de lan 5, care
serete pentru ntinderea benzii sau
lanului. Coba sau roata de lan de
antrenare ) rotesc n rulmeni fi#e. Coba
sau roata de lan de ntindere 5 rotesc n
.+4
rulmente, care pot fi deplasate n direcia ertical cu scopul
ntinderii benzii sau lanului. >leatorul este acoperit cu manta 2,
care formeaz spaiul pentru deplasarea cuelor n forma
canalelor cu seciunea cuului.
0n partea inferioar a eleatorului din partea micrii
ascendente a benzii sau lanului, acesta este amena%at cu uluc de
ncrcare 6, iar n partea superioar!cu uluc de descrcare 7,
adic cuul se ridic umplut, iar coboar deert. >leatori asigur
ridicarea materialelor pulerulente sau n buci la nlimea pn
la <7 m n diapazonul de iteze 7,<-!,. mDs&
" transportor %i#rant reprezint un uluc sau tub, cruia i se
comunic micarea du! te!ino cu frecena mare i amplitudinea
mic.
:entru crearea ibraiilor seresc ibratori magnetoelectrice sau
mai des & mecanice (maniel sau e#centric). >#ist ibratori,
bazate pe rotirea masei dezechilibrate. ,onstrucia transportorului
ibrant necesit se e#clud ma#im posibil transferul ibraiilor
asupra elementelor constructie ale edificiului i de aceea acestea
se confecioneaz echilibrate, adic astfel ca ibraiile s se
efectueze n faze contrare.
Aanta%ul transportorilor ibrante este posibilitatea de a
transporta materiale to#ice, prfuitoare deoarece %gheabul poate fi
.+5
-ig. .* Cransportor ibrant.
), .& tuburi de transportare3 /& ti%e balansoare3 2 & arcuri34& rzimi3
5& e#centric3 6 & pendul.
ermetizat. Aungimea acestor transportori atinge !77 m la
capacitate pn la .7 tDh&
Baloarea minimal a turaiilor e#centricului trebuie se
asigure ca for de inerie a particulelor se fie mai mare de cea de
frecare ntre particule i perei ale %gheabului i se calculeaz dup
formula empiric
( ) tg f !
f
'7 n
7
7
min
+
min
-!
Baloarea mare a turaiilor aduce la mrirea gradului de uzur a
materialului i a %gheabului i deci nu se recomand de depit
aloarea ma#im a turaiilor, calculat conform formulei
tg r
'7
n
max
min
-!
Aici . , 7 f
7
!coeficientul de frecare ntre material i %gheab3
m 7 , 7 7! , 7 r
!raza de e#centricitate3 ! unghiul ntre arc i
erticala.
Biteza medie de deplasare a materialului prin %gheab se
calculeaz dup formula
tg nrf ' , 7
mDs;
8.1.2 (alculul transportorilor cu )uncionarea continuu.
(,apacitatea de transportare se calculeaz dup ecuaia de
continuitate
F G
A
, m
/
Gs ).
). %aterialul se transport n forma fluxului continuu (deplasarea
materialului n transportori cu band, cu plci, cu rzuitori,
elicoidali)
,apacitatea orar de transportare de mas n acest caz a fi
h D t , F ':77 G
A %
unde$ F seciunea transersal a flu#ului de material, m
, - iteza de
deplasare a materialului, mDs,
A
! densitate n rac a materialului, tDm
'
,
.+6
- coeficientul de umplere a organului de transportare (benzii, %gheabului
etc.) cu material,
<eciunea transersal a stratului de material pe band plat
( )
!=
7. , 7 H ? , 7
F
, m
aici H & limea benzii, m&
<eciunea materialului pe band n forma %gheabului se
dubleaz. <ubstituind acest parametru, transformm formula
capacitii de mas pn la
( ) h t , 7. , 7 H ? , 7 c G
A
%
+ ,
unde 77 c ! pentru benzi plate i <77 c !pentru band n forma de
%gheab.
*entru transportori cu plci cu borduri, cu rCuitori Ii
;ibrante
h H F ,
unde H - limea benzii, m, i h & nlimea bordurilor de plci sau a %gheabului
(pentru transportori ibrante h este nlimea materialului n %gheab, m&)
,oeficientul de umplere
depinde de mrimile bucilor
transportate i construcia transportorului, i ariaz n limitele
! . , 7
.
:entru transportor elicoidal
9 >=. , 7 F ( 9-diametrul necului,
m ) i deci
h t , n t 9 ! , <> tn 9 >=. , 7 :7 G
A
%
aici t & pasul necului, m&; n turaiile Inecului,
!
min
.. *entru ele;atori cu cuIe
h t , t A ':77 G
A 0 %
,
unde$ A
0
-capacitatea cuului, m
'
; - ;iteCa de deplasare a cuIului, mDs; t
pasul cuelor, m&
/. %aterialul se transport cu bucata
.+7
1ac masa fiecrei buci
1g %
i distana ntre acestea
(pasul) t, m, capacitatea de transportare la iteza de deplasare
s m ,
, a fi
h t , t D % : , ' G
%
*uterea, necesar transportorilor cu )uncionarea continuu.
0n caz general puterea de acionare, necesar transmisiei,
poate fi compus prin irul urmtor de termeni constitueni
( ) 12 , ( , ( ( ( (
< ' ' ! 7
+ + +
.
Aici$
7
( ! puterea, necesar arborului de acionare,
!
( ! puterea pentru
ridicarea materialului,
( ! puterea pentru ningerea rezistenelor de frecare
i
altor nedorite de genul mecanic,
'
( puterea n gol a transmisiei,
! ,
'
> ! coeficientul de rezer a pierderilor neeideniate,
<
( ! puterea
dispozitiului de descrcare.
1eci 12 ,
':>
@ G
':77
@ =! , ? G
':77
g@ G
(
% % %
!
12 ,
':>
4 G ,
(
% !
, 12 ,
':>
4 ,
(
'
unde$
%
G ! capacitate de transportare de mas a transportorului,
h t
3
@
!
nlimea de ridicare a materialului,
4 ; m
! lungimea transportorului,
; m
! iteza de deplasare,
; s m
!
, , , ! coeficieni empirici de rezistene
mecanice.
i de aici se calculeaz puterea motorului electric dup formula
, (
(
7
%E
n care$
< , ! ! , ! ,
coeficientul, dependent de condiiile de
lucru ale transportorului3
=. , 7 : , 7
! randamentul transmisii.
.+*
:entru transportori cu band
7.< , 7 ,
!
i
( )
H
H f ,
!
depinde de limea benzii i la ariaia limii !<77 H <77 < <
ariaz n interalul
, 7 , , .
< <
. 0n funcie de lungime
<. 4 !. < < ariaz coeficientul
7 , ! , , !
'
< <
.
:entru transportori cu plci
! , ! , , !! , 7 ,
' !
i
) H <= ,
+
, unde$ H ! limea benzii,
m
,
=7 . ) n dependen de condiiile de lucru ale
transportorului.
:entru transportori cu rCuitori
! , , 7 ,
'
i
coeficientul
!
,
depinde de capacitatea de transportare i
construcia transportorului n interalul de ariaie a capacitii
h t <. G h t . , <
%
< <
$ transportor & lan cu role
> , 7 , . ,
!
< <
, i
lan fr role !
: , ! , , <
!
< <
.
:entru transportori elicoidali
< , ! , , ! , , 7 ,
! '
! n funcie de caracteristica materialului (alori mai mari, dac
materialul este abrazi sau lipicios).
:entru transportori ;ibrante
7 , , 7 , , !7 : ,
' !
.
:entru ele;ator
% ' !
1G , , !. , ! , , 7 ,
, precum n formula
puterii n gol lungimea transportrii se substituie prin nlimea de
ridicare i aloarea coeficientului 1 se alege din
8.2 +r,miarea materialului solid.
-rmiare materialului solid se efectueaz prin concasare
sau mcinare, ceea ce rezult ma%orarea considerabil a suprafeii
materialului tratat i prin urmare, accelerarea procedeelor de
schimb de mas i de energie, interaciunilor chimice, adic
procedeelor, intensitatea cror este proporional suprafeei de
contact.
Actualmente e#ist multe construcii de maini, care
asigur gradul de frmiare ( raportul mrimii iniiale a particulei
la cea final
.)+
f
i
d
d
i
)
ntr!un diapazon foarte ast.
1e obicei particulele ale materialului frmiat posed
forma arbitrar i de aceea n practica mrimile acestor se
determin dup mrimea orificiilor sitei, prin care ele trec n
procesul de cernere.
Oricare main de frmiare este adoptat la anumit
mrimea particulelor frmiate, care ariaz de la
: ' i
pentru concasor cu flci pn la
!77 i
pentru mori. 1e aceea
gradul aansat de frmiare de obicei se atinge prin efectuarea
procedeului n mai multe stadii succesie. 0n dependena de
mrimea iniial a bucilor i mrimea final a particulelor
frmiate, frmiare conenional se diizeaz dup cum
urmeaz$
frmiare
i
d
, mm f
d
, mm
grosier
concasare
)4++ !)4+ .4+ !2+
medie .4+ !2+ 2+ !5
mrunt .4 !/ 5 !)
fin mcinare )+ !) ) !64
.
)+
!/
e#trafin ). !+,) 64
.
)+
!/
!)
.
)+
!2
,a regul concasarea grosier i cea medie se efectueaz
pe uscat, iar cea mrunt i mcinare se nsoesc cu umectarea.
>#ercitarea asupra materialului se face prin striire, oc,
despicare i mcinare. (odul de e#ercitare se determin n funcie
de mrimile, soliditate i structura materialului.
-rmiare poate fi efectuat n ciclul deschis &dac
materialul se trece prin main o singur dat i n ciclul nchis
dac ma%oritatea materialului se trece prin main de mai multe
ori, asigurnd astfel obinerea nielului ma#im posibil de
omogenitate dimensional a particulelor frmiate. 0n cazul
ciclului nchis maina de frmiare necesit s fie amena%at cu
.))
dispozitiele de separare a particulelor frmiate n funcie de
mrime & ciur sau clasificator.
=&&! -egile de #az ale operaiei de )r,miare.
-rmiare este o operaiune tehnologic foarte complicat,
dependent de aa factori ca forma, dimensiunile i componena
granulometric materialului pn la i dup frmiare,
proprietile fizico!mecanice ale acestuia & omogenitate, trie,
soliditate, iscozitate, umiditate etc., particulariti constructie a
mainii, care determin cinematica de frmiare a particulei,
ceea ce practic e#clude crearea a unei teorii uniersale de
frmiare.
-rmiare se efectueaz sub aciunea forelor e#terne,
care ning forele de coeziune reciproc ale particulelor
materialului, efectund astfel deformarea olumetric a
materialului, adic dezmembrarea materialului n buci, care apoi
se distrug n seciunile slbite cu formarea noilor suprafee. 1e
aceea procedeu de frmiare se bazeaz pe dou ipoteze$ de
;olum i cea de suprafa, care n oricare msur ealueaz lucrul
de frmiare.
1eci, lucrul util de frBmiare se cheltuie pentru
Cdrobirea ;olumetric a materialului
A 1 2
A A
Ii formarea suprafeelor noi
) 1 2
) )
Aici$
A
1 ! coeficientul de proporionalitate, egal lucrului de deformare a
unitii de olum a corpului3
)
1 ! coeficientul de proporionalitate, egal
lucrului, necesar pentru formarea unitii de suprafa3 A ! ariaia
olumului bucatei (olum deformat)3
)
! suprafa din nou format.
*& $ittengher n )756 a naintat ipoteza, conform crei lucrul de
frBmiare, este direct proporional suprafeei, din nou formate
n procedeu, adic
.).
$ $
9 1 ) 1 2 ,
unde$ 2 ! energia consumat 3
$
1 - coeficientul de proporionalitate a lui
'ittengher3
)
! suprafa din nou format.
;otnd mrimile iniiale ale bucilor materialului
!
d
i
celor frmiate !
d
, gradul de frmiare
!
d d i
i innd
cont, c ariaia suprafeii a unitii de olum este poate fi
prezentat prin
!
d ! d ! )
, obinem ecuaia lui 'ittengher,
transformat pn la
,
_
,
_
!
$
!
!
$
d
! i
1
d d
d d
1 2
:entru dou stadii succesie de frmiare de la
!
d
pn la
d
i
de la
d
pn la
'
d
cu gradul de frmiare
!
i
i respecti
i
,
raportul lucrului consumat a fi
( )
( ) ! i
! i
i
!
d ! i 1
d ! i 1
2
2
!
! ! $
! $
,
adic raportul lucrului, efectuat pentru dou stadii consecutie de
frmiare nu se determin dect prin gradul de frmiare la
fiecare etap. Huci frmiate sunt mai rezistente la distrugere i
de aceea ma%orarea gradului de frmiare ma%oreaz lucrul de
frmiare. "poteza lui 'ittengher este aplicabil doar pentru
gradul aansat de frmiare (fin i e#trafin), deoarece lucrul de
concasare n comparaie cu lucrul de formare a noilor suprafee
poate fi negli%at.
A&)&,irpicio; n )762 i apoi #&,ic1 n )774 au naintat ipoteza
;olumetric, conform crei lucrul de frBmiare este proporional
;olumului iniial a bucii materialului, adic
'
1 1
9 1 A 1 2
,
unde$
1
1
i
1
1
! coeficientul de proporionalitate3
9
! mrimea
caracteristic
.)/
Aceasta ipotez este aplicabil doar pentru ealuarea procedeului
cu gradul redus de frmiare, deoarece caracterizeaz lucrul de
deformare a olumului.
:entru cazul gradului moderat de frmiare, cnd necesit
de inut cont de ambii termeni ale ecuaiei, #&Hond a propus
ecuaia
. ,
H
'
H H
9 1 9 9 1 ) A 1 2
,
care presupune, c de la nceput energia, transferat corpului prin
comprimare, se distribuie prin olumul materialului i deci este
proporional acestuia!
'
9
, ns ncepnd cu prim fisur
aprut, toat energia se concentreaz pe marginile acestei,
contribuind la formarea noilor suprafee. Anume aceasta energie i
este energia util de frmiare. 'estul energiei se consum n
general pentru deformarea elastic de comprimare i disipeaz n
forma energiei termice.
Aceeai ideea a naintat!o i *&$ebinder, ns n forma
sumei energiilor consumate
) 1 A 1 2
$ ,
+
,
care teoretic poate fi adaptat pentru oricare gradul de frmiare$
gradul redus& ipoteza olumetric a lui ,ic1-,irpicio;3 gradul
mediu & ambele ipoteze, i mcinare & ipoteza $ittengher& 0ns
deoarece actualmente nu e#ist baza ntemeiat pentru stabilirea
coeficienilor de proporionalitate n formula lui 'ebinder, aceasta
nu s!a bucurat de larg folosire.
"potezele suscitate nu sunt suficiente pentru ealuarea
complet a fenomenelor, care au loc n procedeu de frmiare,
ns permit de a face unele concluzii calitatie importante, care se
coreleaz destul de bine cu rezultatele practice. 'eferitor la
rezultate cantitatie, obinute de ctre @u11i, consumul real de
energie este de n %ur de dou ori mai mare de acel, calculat
conform ipotezelor.
.)2
=&& (lasi)icarea ma$inilor de )r,miare.
,onform destinaiei mainile de frmiare se separ n
concasori de frmiare grosier, medie i mrunt i mori de
frmiare fin i e#trafin. ,onstructi mainile de frmiare se
diizeaz n concasori cu flci, conice, cu ciocane, cu ;aluri i
mori cu bile, deCintegratori&
(oncasor cu )lci.
0n concasor cu flci materialul se ncarc prin partea
superioar i se frm prin striirea periodic ntre flci, una din
care este fi#, iar alta!mobil.
1istrugerea materialului este cauzat de ctre striire acestuia n
urma balansrii a flcii mobile 4. (aterialul frmiat se
eacueaz din concasor n urma cderii libere prin fant de
eacuare .
(ai larg rspndite sunt concasori cu a# superioar de
suspendare . Halansarea flcii mobile se efectueaz prin
intermediul bielei 7, antrenate de ctre olant masi )/. Hiela este
unit cu falc mobil prin intermediul plcilor de respingere
combinate *, care n cazul de suprancrcare se rup i uor se
.)4
substituie cu altele. -lcile sunt acoperite cu plci blindate din oel
cu coninutul !-!<8 de %n&, rezistente la uzur .,2.
0alculul concasorului&
!& Jnghiul de apucare este unghiul, care e#clude lunecarea
ascendent a bucilor materialului, ceea ce asigur gradul necesar
de frmiare i reduce cheltuieli inutile de energie.
Baloarea acestui unghi se poate de obinut prin e#aminarea
forelor de acionare a flcilor asupra bucii de material.
Asupra materialului acioneaz fore de presiune i cele de
frecare(. schema concasorului). ,onform legilor mecanicii
echilibrul dinamic are loc, dac suma proieciilor de fore, care
acioneaz asupra corpului fizic, este nul, adic dac
7 K ; 7 L ; 7 M
1eci asupra materialului acioneaz fore de presiune din
partea flcilor
!
*
i * , i fore de frecare
f * *
! !
i
f * *
Aici
tg f
! tangenta unghiului de frecare i
!
.)5
s
e
h
*
!
*
*
*
!
unghiul de frecare ! pant minimal a suprafeei plane, la care
ncepe lunecarea materialului.
:roieciile forelor pe planul orizontal i cel ertical or fi
7 f * cos *f sin *
7 sin *f cos * *
!
!
,
de unde, rezolnd prima ecuaie fa de
!
*
, obinem
( ) tg f ! * *
!
i substituim acest parametru n a doua ecuaie
( ) ( ) 7 f tg f ! * f tg *
i deci
7 tg *f *f *f *tg
sau
f !
f
tg
@innd cont, c
tg f
definiti obinem
tg
tg !
tg
tg
,
adic
. 1e obicei se accept
o
!.
& 5uraii optimale ale ;olantului corespund situaiei , cnd pe
parcursul fazei n gol a flcii mobile bucata frmiat reuete se
abandoneze concasor, adic se parcurg distana
tg
s
h
. -aza
n gol a flcii conform schemei este
n
'7
n
:7
!
s. i conform
legii de cdere liber materialul frmiat prin cdere a parcurge
distana
tg
s
n
g <.7
n
'7
gt
h
,
_
i deci, aceasta lege de
eacuare a materialului din concasor se a respecta la turaii
h
::.
s
tg
::.
s
tg g <.7
n
min
-!
.)6
'& 0apacitatea de frBmiare&
Admind
( ) < , 7 tg
o
, capacitatea teoretic " a
concasorului se poate de calculat dup formula
h t , sbn d 1 !. , 7 "
m a
,
unde$
:. , 7 , 7 1
a
! coeficientul de afnare a materialului frmiat3
m
d
! diametrul mediu a bucilor frmiate3 m , s ! lungimea pasului flcii,
m 3 b ! lungimea fantei de eacuare, m 3 n ! turaia manielei,
!
min
! densitatea materialului,
'
m 1g .
1in schema este zut, c
( )
s e
e s e
d
m
+
+ +
(oncasor cu %aluri.
Acest tip de concasor const din dou aluri cilindrici ),
., netezi sau dinate, care, rotindu!se n paralel i contrar unul
altuia, frm materialul n general prin striire.
.)7
$
e
$
*
d
0alculul&
!& Jnghiul de apucare& Asupra bucii de material, aflat ntre
aluri, apas fora de presiune * din partea alului, care poate fi
prezentat prin constituenta ertical sin * i cea orizontal
cos * . -ora * condiioneaz apariia forei de frecare
f * *
, care, la rndul su, se prezint prin constituenta
ertical
cos f *
i cea orizontal
sin f *
. :entru ca bucata
materialului se nu lunece n sensul ascendent (se fie atras ntre
aluri) necesit se fie respectat superioritatea forei de atragere,
adic
sin * cos *f
de unde
f tg
, sau
tg tg
, adic unghiul de apucare
necesit se fie inferior unghiului de frecare.
@innd cont c unghiul de striire constituie
, condiie
de zdrobire a materialului n concasor cu aluri se a prezenta
prin
, ceea ce corespunde
o
!= .
& %rimile maximal admisibile ale bucilor se poate de ealuat
din schema prezentat, conform crei
( ) cos r $ e $ + +
,
unde$
$
! raza alului i e ! o doime din distana ntre aluri.
0nmulirea ambelor pri ale acestei ecuaii cu i
rezolarea acestei fa de r rezult
( )
cos
e cos ! $
r
+
.
Acceptnd
( ) ?.! , 7 cos !=
o
, obinem
e $ ! , 7 r d +
.
0n practica diametrul ma#im a bucilor constituie
( ) 9 7. , 7 7< , 7
, adic n . 7 ori este mai mic dect
diametrul alului.
.)*
'& 5uraia ;alului se calculeaz dup formula
9 d
f
:!: n
!
min
-!
,
n care
, 7 f
! coeficientul de frecare ntre material i alul3
'
m 1g , !
densitatea materialului3 m , d
!
! diametrul iniial a bucii de material3
m , 9
! diametrul alului.
1e obicei iteza circular a alului ariaz n interal
s m : '
, ns nu mai mult de
s m =
.
<& 0apacitatea teoretic a maIinii se calculeaz dup formula
h t , n 49d 1 '. , 7 "
f a
,
n care
' , 7 , 7 1
a
! coeficientul de afnare a materialului frmiat3
m , 4
! lungimea alului3
'
m 1g , ! densitatea materialului3
m , 9
!
diametrul alului3
m , d
f
! mrimea final a materialului3
!
min , n
!
turaia alului.
..+
S-ar putea să vă placă și
- Formule de Geometrie Analiticã 1. Coordonate CartezieneDocument7 paginiFormule de Geometrie Analiticã 1. Coordonate CartezieneC Adriana75% (12)
- ADITIVI AlimentariDocument70 paginiADITIVI AlimentariNartea Cristina50% (2)
- Echipamente de Transfer Termic Si Utilaje PCDocument466 paginiEchipamente de Transfer Termic Si Utilaje PCLeonard Braun100% (2)
- Proiectarea in AutoCad 2009Document137 paginiProiectarea in AutoCad 2009Marian Baciu100% (2)
- Note de Curs Sanitaria Si Igiena, Ultima VariantaDocument85 paginiNote de Curs Sanitaria Si Igiena, Ultima Variantaraduga2005100% (1)
- Tehnologia PanificatieiDocument195 paginiTehnologia PanificatieiIuli4kaMÎncă nu există evaluări
- Etapele Elaborarii Unei Cercetari StiintificeDocument31 paginiEtapele Elaborarii Unei Cercetari Stiintificemarkiza07Încă nu există evaluări
- Agenți Frigorifici Și Metode de Obținere A FriguluiDocument24 paginiAgenți Frigorifici Și Metode de Obținere A Friguluimarkiza07Încă nu există evaluări
- Ghid Aditivi AlimentariDocument46 paginiGhid Aditivi AlimentariCorina-Aurelia ZugravuÎncă nu există evaluări
- BiochimieDocument115 paginiBiochimieIoana Şimonca100% (1)
- DrajeurileDocument31 paginiDrajeurileMihai MărisacÎncă nu există evaluări
- UploadedFile 129826706568906250Document160 paginiUploadedFile 129826706568906250zzzxxxyyyaaaÎncă nu există evaluări
- Note Curs-Controlul Calitatii Prod. Alim. CEPA IVDocument14 paginiNote Curs-Controlul Calitatii Prod. Alim. CEPA IVCiprian GhiatauÎncă nu există evaluări
- CongelareaDocument28 paginiCongelareaRodica GafinÎncă nu există evaluări
- Power PointDocument6 paginiPower Pointmarkiza07Încă nu există evaluări
- Usc. 104-145Document41 paginiUsc. 104-145markiza07Încă nu există evaluări
- Paine MalaxoareDocument35 paginiPaine Malaxoaremarkiza07Încă nu există evaluări
- Separarea 146-190Document46 paginiSepararea 146-190markiza07Încă nu există evaluări
- Reglementarea Tehnica Produse de CofetarieDocument24 paginiReglementarea Tehnica Produse de Cofetariemarkiza07Încă nu există evaluări
- Reglementarea Tehnica Produse de CofetarieDocument24 paginiReglementarea Tehnica Produse de Cofetariemarkiza07Încă nu există evaluări
- Ouia Proiect Cu CuprinsDocument11 paginiOuia Proiect Cu Cuprinsmarkiza07Încă nu există evaluări
- Protectia MunciiDocument4 paginiProtectia Munciimarkiza07Încă nu există evaluări
- Cofetarie Copiute. (Conspecte - MD)Document7 paginiCofetarie Copiute. (Conspecte - MD)markiza07Încă nu există evaluări
- Reglementarea Tehnica Produse de CofetarieDocument24 paginiReglementarea Tehnica Produse de Cofetariemarkiza07Încă nu există evaluări
- Utilaje Specifice - Lapte UHTDocument14 paginiUtilaje Specifice - Lapte UHTIlie MadalinaÎncă nu există evaluări
- RMNDocument35 paginiRMNmarkiza07Încă nu există evaluări
- Spectroscopie Moleculara. IRDocument40 paginiSpectroscopie Moleculara. IRmarkiza07Încă nu există evaluări
- Chimie 1 AnorganicăDocument11 paginiChimie 1 Anorganicămarkiza07Încă nu există evaluări
- Chimia Produselor Alimentare Ciclu Prel Partea II DSDocument0 paginiChimia Produselor Alimentare Ciclu Prel Partea II DSDina StanciuÎncă nu există evaluări