S-ar putea să vă placă și
- Distribuţia Fluidelor În Reţele de ConducteDocument13 paginiDistribuţia Fluidelor În Reţele de ConducteCosmyn MantaÎncă nu există evaluări
- Manarca Radu - TIRAMDocument19 paginiManarca Radu - TIRAMRadu MănarcăÎncă nu există evaluări
- Staţii Si Posturi de Reglare Şi Măsurare A GazuluiDocument10 paginiStaţii Si Posturi de Reglare Şi Măsurare A GazuluiBolnavu AlexandroÎncă nu există evaluări
- Normativ ST 024-2000Document19 paginiNormativ ST 024-2000BibliotecaruÎncă nu există evaluări
- Procedura SuduraDocument8 paginiProcedura SuduraMoldoveanu VasileÎncă nu există evaluări
- Exploatarea Gazelor NeconvenționaleDocument13 paginiExploatarea Gazelor Neconvenționalepop_ionut_1Încă nu există evaluări
- Proiect de Diploma Grigore Ionut 20 06 2016Document94 paginiProiect de Diploma Grigore Ionut 20 06 2016Emil StanciuÎncă nu există evaluări
- Post de Reglare - Masura Gaz MetanDocument1 paginăPost de Reglare - Masura Gaz MetanLica EmilÎncă nu există evaluări
- Maistru Instalator Retele de Distributie Locale Si Magistrale de Gaze - Def (2000)Document7 paginiMaistru Instalator Retele de Distributie Locale Si Magistrale de Gaze - Def (2000)ionela_ct9923100% (1)
- Proiect Tehnic: Avizare S.TDocument44 paginiProiect Tehnic: Avizare S.TIuliaMIÎncă nu există evaluări
- 11.Pv de Lucrari AscunseDocument2 pagini11.Pv de Lucrari Ascunseispasalexandru61Încă nu există evaluări
- Tudora ProiectDocument13 paginiTudora ProiectDon DarduÎncă nu există evaluări
- 3 1 Caiet de Sarcini Puturi Forate PDFDocument22 pagini3 1 Caiet de Sarcini Puturi Forate PDFNechita Cristina100% (1)
- Modele Probleme Grad I D 1Document25 paginiModele Probleme Grad I D 1Baidoc MihaiÎncă nu există evaluări
- Memoriu Extindere GazDocument40 paginiMemoriu Extindere GazPosea AlexandraÎncă nu există evaluări
- Model ImputernicireDocument2 paginiModel ImputernicireNistor PaulÎncă nu există evaluări
- Proiect Redim PRDocument17 paginiProiect Redim PRTina Diaconu SaruÎncă nu există evaluări
- Poluarea Cu Fum - Iacobescu Valentin Luk MPT IM An 3Document10 paginiPoluarea Cu Fum - Iacobescu Valentin Luk MPT IM An 3Luke IacobescuÎncă nu există evaluări
- Fisa Tehnica Capac NecarosabilDocument2 paginiFisa Tehnica Capac NecarosabilOlaru Gabriela100% (1)
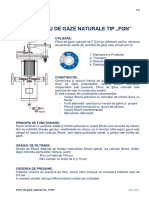
- Filtru de Gaze Naturale Tip FGN - Armax GazDocument3 paginiFiltru de Gaze Naturale Tip FGN - Armax Gazanghel_florin82Încă nu există evaluări
- NT I.1 Norme Tehnice de Proiectare-ExecutieDocument92 paginiNT I.1 Norme Tehnice de Proiectare-Executiesorion61Încă nu există evaluări
- Normativ Privind Executia Straturilor Bituminoase Foarte Subtiri La ReceDocument14 paginiNormativ Privind Executia Straturilor Bituminoase Foarte Subtiri La ReceMoruzÎncă nu există evaluări
- PROIECT TRANSPORTUL HIDROCARBURILOR Tataru VladDocument32 paginiPROIECT TRANSPORTUL HIDROCARBURILOR Tataru VladDaniel PatruselÎncă nu există evaluări
- Plan GarantieDocument2 paginiPlan Garantiebalaurul1Încă nu există evaluări
- Ordinul Nr.156 Din 27.08.2020: Articolul 1Document29 paginiOrdinul Nr.156 Din 27.08.2020: Articolul 1Hojda DorinÎncă nu există evaluări
- 1658 2.caracteristici TehniceDocument6 pagini1658 2.caracteristici TehniceANCA SÎncă nu există evaluări
- Protectia Anticoroziva La Transportul Gazelor Prin ConductaDocument7 paginiProtectia Anticoroziva La Transportul Gazelor Prin ConductaGeorgiana AlecuÎncă nu există evaluări
- Îmbinarea ConductelorDocument31 paginiÎmbinarea ConductelorCortac CostelÎncă nu există evaluări
- Robinet Rae Actionat ElectricDocument9 paginiRobinet Rae Actionat ElectricDaniel ProncoschiÎncă nu există evaluări
- Dilatare Termica UPONOR PE-XaDocument3 paginiDilatare Termica UPONOR PE-XaOana RoxanaÎncă nu există evaluări
- AKL - TPZ ScurtDocument12 paginiAKL - TPZ Scurtbradu09100% (1)
- Memoriu Prezentare Acord MediuDocument36 paginiMemoriu Prezentare Acord MediuOana SavinÎncă nu există evaluări
- Ntpee 2018Document67 paginiNtpee 2018Alex TincaÎncă nu există evaluări
- Apometre Cu Emitator de Impulsuri - OfERTADocument1 paginăApometre Cu Emitator de Impulsuri - OfERTANicolae CretuÎncă nu există evaluări
- Caiet de Sarcini NouDocument14 paginiCaiet de Sarcini NouMihai Daniel100% (1)
- Memoriu Tehnic Desfiintare Sonda 9Document9 paginiMemoriu Tehnic Desfiintare Sonda 9Valentin AlbuÎncă nu există evaluări
- CNGF12102Document8 paginiCNGF12102marius1979Încă nu există evaluări
- Raport La Studiul de EIM - Braila PDFDocument428 paginiRaport La Studiul de EIM - Braila PDFHand MadeÎncă nu există evaluări
- 2010.10.26-Fise Tehnice KebuDocument10 pagini2010.10.26-Fise Tehnice Kebu007kykyÎncă nu există evaluări
- PAFSIN-Conducte Flowtite PT ApaDocument40 paginiPAFSIN-Conducte Flowtite PT Apabik3ruÎncă nu există evaluări
- Calcul Volum de Gaze RefulateDocument1 paginăCalcul Volum de Gaze RefulateRadu RadÎncă nu există evaluări
- Memoriu Revizie Probe GAZEDocument20 paginiMemoriu Revizie Probe GAZECristi SoareceÎncă nu există evaluări
- ST 656 TEAVA de GAZ Din PE100Document8 paginiST 656 TEAVA de GAZ Din PE100Ion CosteaÎncă nu există evaluări
- Carte Tehnica RG2025 CompletataDocument9 paginiCarte Tehnica RG2025 CompletataNiro AndreiÎncă nu există evaluări
- Anexa-2-Studiul de Fezabilitate Hg28Document5 paginiAnexa-2-Studiul de Fezabilitate Hg28Adriana MariaÎncă nu există evaluări
- Memoriu de Prezentare Omv Petrom - Conducta Sonda 1 Budesti - Parc 2 FaurestiDocument16 paginiMemoriu de Prezentare Omv Petrom - Conducta Sonda 1 Budesti - Parc 2 FaurestiSorin StanescuÎncă nu există evaluări
- Coduri SMISDocument12 paginiCoduri SMISvasile69Încă nu există evaluări
- Tevi Si Fitinguri Otel Si FontaDocument11 paginiTevi Si Fitinguri Otel Si FontaDragos PuiuÎncă nu există evaluări
- Deviz de CheltuieliDocument24 paginiDeviz de CheltuieliIon Garstea100% (1)
- Reducerea Zgomotului RutierDocument1.038 paginiReducerea Zgomotului RutierLEWWISÎncă nu există evaluări
- Conducte Si Fitinguri Din Fonta DuctilaDocument88 paginiConducte Si Fitinguri Din Fonta DuctilaVassy MaisÎncă nu există evaluări
- Declaratie Fiscala Pentru Stabilirea Impozitului Asupra Mijloacelor de Transport 2016Document2 paginiDeclaratie Fiscala Pentru Stabilirea Impozitului Asupra Mijloacelor de Transport 2016Gabriela RusÎncă nu există evaluări
- AEP-Transducers - IDROSCAN-ANALIZOR RAPID-Program Informatic Calculator-Instrumente - RODocument11 paginiAEP-Transducers - IDROSCAN-ANALIZOR RAPID-Program Informatic Calculator-Instrumente - ROMihai PersinaruÎncă nu există evaluări
- Pe MS 251Document11 paginiPe MS 251chinezu06Încă nu există evaluări
- Autostrada: Focșani - BacăuDocument873 paginiAutostrada: Focșani - Bacăunicu1212Încă nu există evaluări
- NTPEE-2008 Regulamentul 89-2018 ACTUALIZAT 2019 - Fara DiacriticeDocument128 paginiNTPEE-2008 Regulamentul 89-2018 ACTUALIZAT 2019 - Fara DiacriticeAvram Florin-NicolaeÎncă nu există evaluări
- Instructiuni de Montaj LUCRĂRI DE TERASAMENT ŞI POZARE Pentru Reţele PE 2018 PDFDocument17 paginiInstructiuni de Montaj LUCRĂRI DE TERASAMENT ŞI POZARE Pentru Reţele PE 2018 PDFVio GălanÎncă nu există evaluări
- SuduraDocument4 paginiSuduraximeresÎncă nu există evaluări
- 13 - Instructiuni de Montaj Mansoane de Larga Toleranta - EUROTOPDocument6 pagini13 - Instructiuni de Montaj Mansoane de Larga Toleranta - EUROTOPMariusÎncă nu există evaluări
- Manual de Utilizare Aparat Manual Sudura Cap La Cap WELDADocument13 paginiManual de Utilizare Aparat Manual Sudura Cap La Cap WELDAAna MariaÎncă nu există evaluări