Documente Academic
Documente Profesional
Documente Cultură
Proiect-Fabricarea Si Repararea Autoturismelor
Încărcat de
Ionuț MorarDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proiect-Fabricarea Si Repararea Autoturismelor
Încărcat de
Ionuț MorarDrepturi de autor:
Formate disponibile
UNIVERSITATEA DIN ORADEA
FACULTATEA DE INGINERIE MANAGERIAL
I TEHNOLOGIC
SPECIALIZAREA: AUTOVEHICULE RUTIERE
DISCIPLINA: Fabricarea si repararea autovehiculelor
PROIECT
COORDONATOR: STUDENT:
Oradea
2013
2
Cuprins:
TEMA DE PROIECT: ............................................................................................................................................ 3
CAPITOLUL I Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului
de productie ............................................................................................................................................................. 4
1.1. Analiza rolului functional, a conditiilor tehnice impuse piesei finite si a tenhologicitatii acesteia ......... 4
1.2 Analiza justificata a materialului pentru executia piesei .......................................................................... 8
1.3. Calculul ritmului si productivitatii liniei tehnologice. Stabilirea preliminara a tipului (sistemului) de
productie ........................................................................................................................................................... 10
Capitolul 2. Alegerea variantei optime a metodei si procedeului de obtinere a semifabricatului ........................ 12
Proprieti de turnare ale metalelor i aliajelor ............................................................................................. 12
Capitolul 3. Elaborarea procesului tehnologic de prelucrare mecanica si control a piesei ................................... 14
3.1 Analiza proceselor tehnologice similare existente. Intocmirea planului de operatii pentru executarea
semifabricatului................................................................................................................................................. 14
3.2 Analiza posibilitatiilor de realizare a preciziei dimensionale si a rugozitatii prescrise in desenul de
executie ............................................................................................................................................................. 15
3.3 Stabilirea succesiunii logice a operatiilor de prelucrare mecanica, tratament termic (termochimic) si
control ............................................................................................................................................................... 16
3.4 Alegerea utilajelor si indicatiilor tehnologice ............................................................................................. 17
3.6 Alegerea SDV-urilor ................................................................................................................................... 18
Capitolul 4. Determinarea regimurilor optime de lucru si a normelor tehnice de timp ........................................ 19
4.1 Determinarea regimurilor optime de aschiere ............................................................................................. 19
4.2 Determinarea normelor tehnice de timp ..................................................................................................... 24
Capitolul 5. CALCULUL NECESARULUI DE FORTA DE MUNCA, UTILAJE, SDV-URI SI MATERIALE
............................................................................................................................................................................... 27
5.2 Calculul necesarului de forta de munca si utilaje ....................................................................................... 27
5.3 Calculul necesarului de SDV-uri ................................................................................................................ 28
5.3.2 Calculul necesarului de dispozitive si verificatoare ................................................................................. 29
5.4 Calculul necesarului de materiale ............................................................................................................... 29
Bibliografie: .......................................................................................................................................................... 30
3
TEMA DE PROIECT:
Piston MAC
Produce: 70000 piese
Cota: 82
Regimuri:
- strunjire degrosare
- strunjire finisare
4
CAPITOLUL I Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si
stabilirea tipului sistemului de productie
1.1. Analiza rolului functional, a conditiilor tehnice impuse piesei finite si a
tenhologicitatii acesteia
1.1.1.Rolul functional si solicitarile piesei
- rol functional:
sa permite fluidului motor sa execute ciclul.
- este organul prin miscarea caruia se variaza volumul cilindrului
- transmite fortele corespunzatoare presiunii gazului, transmiterea facandu-se direct catre biela
- transmite cilindrului forta normala N ce apare datorita inclinarii bielei
- asigura, prin intermediul segmentilor, etansarea la gaze si ulei
- la motoarele in 2 timpi, are rol de organ de distributie si de pompa de baleiaj. La motoarele in 4
timpi supraalimentate , are rol si de compressor
- transmite cilindrului o parte din caldura rezultata din arderea combustibilului
- parti componente :
capul pistonului
regiunea port-segment
mantaua pistonului
umerii pistonului
- solicitarile la care este supus pistonul :
o solicitari mecanice
Rigiditatea pistonului trebuie sa fie inalta
In timpul functionarii, asupra capului pistonului actioneaza o forta de presiune (F
p
) care se transmite prin
umerii mantalei la bolt.
Fig 1.1
Forta de presiune deformeaza pistonul astfel incat, apasarea mantalei pe cilindru tinde sa se concentreze
numai pe muchia inferioara a mantalei, canalele pentru segmenti se inclina fata de planul transversal
5
impiedicand aplicarea normal a segmentilor pe suprafata cilindrului, iar deformarea umerilor mantalei
determina aparitia unor sarcini concentrate in zona A, care provoaca distrugerea ei.
Fig 1.2
Bataia pistonului
Pistonul se monteaza in cilindru cu un joc , care asigura deplasarea libera a lui. Forta normal N variaza
ca marime si sens, deplaseaza pistonul in planul transversal al cilindrului si il aplica in decursul unui ciclu, cand
pe o parte cand pe cealalta a cilindrului.
Forta de frecare F
f
produce un moment de rasturnare a pistonului in jurul axei de oscilatie, care
determina bascularea pistonului sau miscarea de rotatie. Miscarea transversala care aplica alternative pistonul cu
soc pe cilindru ca si bascularea lui produc vibratia cilindrului, insotita de zgomote caracteristice, denumite
bataia pistonului.
Influenta jocului dintre piston si cilindru asupra zgomotului se arata in figura de mai jos:
Fig 1.3
Solicitari termice
Starea termica a pistonului
In contact cu gazelle fierbinti pistonul primeste fluxul de caldura Q
p
si se incalzeste. Pistonul evacueaza
fluxul Q
p
dar atinge starea de echilibru termic la o temperatura relativ ridicata. Distributia fluxului de caldura
din piston (a) si distributia temperaturii in piston (b) sunt reprezentate in figurile de mai jos:
6
(a) (b)
Fig 1.4
Fig 1.5 Suprafetele functionale ale pistonului
Suprafata S1 face parte din camera de ardere, ea este plana; S2 suprafata circulara cu rugozitate
mica, contact cu cilindrul; S3-S4-S5 lacasurile de sprijin ale segementilor de presiune si ungere; S6
capatul mantalei, se prelucreaza pentru a echilibra pistonul; S7 baza tehnologica de prelucrare; S8
suprafata de contact dintre piston si bolt, are rugozitate mica; S9 canalele de strangere a uleiului raclat.
7
1.1.2. Conditiile tehnice impuse piesei finite prin desenul de executie
Dimensiuni principale nominale .
Pistonul se schiteaza initial in raport cu solutiile constructive alese. Dimensiunile principale se
precizeaza pe baza datelor statistice :
Dimensiunile caracteristice ale pistonului motoarelor in patru timpi :
Dimensiunea MAS
(D=65100 mm)
MAC
D=80180mm D=180..355mm
L
p
lungimea pistonului (0,8...1,1)D* 82 mm (1,2...1,8)D
L
m
- lungimea mantalei (0,5...0,8)D 55 mm (0,8...1,2)D
H
c
inaltimea de
compresie
(0,5...0,7)D 57 mm (0,7...1,10)D
h inaltimea de protectie a
segmentului de foc
(0,6...0,12)D
12.3
(0,15...0,22)D
h
c
grosimea flancului (0,035...0,045)D 41 mm
h
c1
grosimea flancului
primului segment, in mm
1,5...2,5
1,5...3,5
4,0...6,0
grosimea capului (0,08...0,10)D 13 mm (0,15...0,20)D
D* - alezajul
Se stabileste inaltimii Regiunii Port-Segment (RPS) numai dupa ce decidem asupra numarului si inaltimii
segmentilor. Lungimea pistonului si diametrul umerilor mantalei se stabilesc in corelatie cu dimensiunile
boltului. Capul pistonului, RPS-ul si mantaua se supun unui calcul de verificare.
Particularitatile constructive si functionale impun pentru executia pistoanelor o inalta precizie
dimensionala, a formei, a dispunerii reciproce a elementelor geometrice precum si a calitatii suprafetei.
Din motive economice de prelucrare, tolerantele stranse ce se impun pentru suprafata exterioara se obtin
prin sortarea pistoanelor pe grupe dimensionale. Pistoanele fabricate ca piese de schimb se executa in trepte de
reparatii de +0,25 , +0,5 sau +1mm si se marcheaza corespunzator R
1
,R
2
,R
3
.
8
Calitatea suprafetelor prelucrate depinde de rolul acestora in procesul functionarii. Pentru suprafata
exterioara R
a
=0,6...0,2m; pentru suprafetele canalelor de segmenti R
a
=1,4...0,8 m; pentru alezajul boltului
R
a
=0,4...0,2 m. Pe suprafetele prelucrate nu se admit zgarieturi, rizuri, bavuri, urme de lovituri sau alte
defecte. Toleranta privind masa pistonului se admite in limitele 0,5...2% din masa totala a pistonului.
Pentru a se putea realiza imperecherea pistonului cu boltul si biela pe grupe , acestea se marcheaza prin
poansonare sau vopsire, indicandu-se pentru pistoane semnul grupei dimensionale, de masa si de alezaj pentru
bolt.
In conditiile tehnice se mai prescriu : profilul pistonului in plan longitudinal si transversal; tratamentul
de protectie; conditile de marcare.
1.2 Analiza justificata a materialului pentru executia piesei
Dupa stabilirea rolului functional se alege materialul optim ce va fi folosit la obtinerea piesei. Rolul
funcional ne arata si proprietatile pe care trebuie sa le indeplineasca piesa. O alegere optima a unui material
pentru o anumita destinatie , este o problema foarte complexa ce trebuie rezolvata de proiectant.
Concluzia este ca daca se doresc anumite proprietati se face o proiectare a materialului cu o astfel de
structura care sa implice cerintele cerute de rolul functional . Adica se alege acel material care sa indeplineasca
cerintele minime de rezistenta si durabilitate ale piesei in conditiile unui pret de cost minim si al unei fiabilitati
sporite.
Proprietatile unui material trebuie considerate ca o sum de relatii ntre material si mediul inconjurator
in care va lucra.
Avand in vederere conditiile de functionare ale pistonului, aliajele de aluminiu s-au dovedit ca fiind cele
mai satisfacatoare, datorita calitatilor pe care le au: conductivitate termica ridicata, densitate mica, proprietati
antifrictiune superioare si uzinare usoara.
Dupa continutul elementului de aliere, aliajele de aluminiu pentru pistoane se impart in doua grupe:
aliaje pe baza de siliciu grupa Al-Si-Cu-Mg-Ni (silumin) si aliaje pe baza de cupru Al-Cu-Ni-Mg (aliajele Y).
Dintre aliajele pe baza de siliciu pentru pistoane se utilizeaza aliajele eutectice si hipereutectice. Proprietatile
acestor aliaje si domeniile de utilizare se dau in tabelul 1.2.1, iar principalele caracteristici se dau in tabelul
1.2.2.
Proprietatile aliajelor de aluminiu pentru pistoane si domeniile de utilizare
Aliajul Proprietati si domenii de utilizare
Aliaje
pe baza
de
siliciu
Aceste aliaje poseda coeficient de dilalare termica redus care se micsoreaza pe
masura cresterii continutului de siliciu. Aliajele hipereutectice corespund cel
mai bine cerintei de a avea un coeficient de dilatare cat mai apropiat de cel al
cilindrului. Datorita acestui fapt jocurile la rece pot fi mai mici, din care cauza
uzurile indeosebi a segmentilor si a canalelor vor fi mai reduse. Majoritatea
constructorilor utilizeaza aliaje eutectice datorita dilatarii lor reduse dar mai
ales pentru calitatile lor bune bune de frecare si uzura; totodata ele sunt mai
putin sensibile la formarea fisurilor. Aliajele hipereutectice sunt mai dificile la
turnare iar pentru a reduce pericolul de fisurare la turnare se adauga sodiul ca
modificator; de asemenea ele rezista mai putin la oboseala termica. Rezistenta
9
mecanica mai slaba a aliajelor pe baza de siliciu la temperaturi ridicate conduce
la sectiuni mai mari, deci pistoane mai grele. Totusi marirea sectiunii este
compensata de densitatea mai mica a acestor aliaje. Datorita proprietatilor lor,
aliajele eutectice sunt aliajele standard pentru executarea pistoanelor de diferite
tipuri. In cazul m.a.c. puternic solicitate se folosesc aliaje hipereutectice.
Aliaje
pe baza
de
cupru
Aliajele din aceasta grupa au coeficientul de dilatare mai mare din care cauza
pistoanele se prevad cu jocuri marite ceea ce favorizeaza intensificarea uzurilor
grupului piston-segmenti-cilindru. De asemenea aceste aliaje se caracterizeaza
printr-o fluiditate mica si tendinta de a forma fisuri la cald. Datorita
proprietatilor mecanice ridicate, aliajele pe baza de cupru se utilizeaza pentru
executia pistoanelor ale m.a.c. cu o puternica solicitare termica.
In tara noastra materialele pentru pistoane sunt standardizate in STAS 201-77.
tabelul 1.2.2
Caracteristicile aliajelor de aluminiu pentru pistoane
Grupa Aliaje eutectice Aliaje hipereutectice Aliaje Y
Marci
echivalente
ATCSi12CuMg
Ni*
KS 1275
MAHLE 124
NURAL 3210
ATCSi18CuMgNi*
KS 281,1
MAHLE 138
NURAL 1761
-
KS 282
MAHLE
244
NURAL
ATCCu
4
Ni
2
M
g
2
*
KSY
MAHLE Y
-
Starea TC M TC M TC TC M
Elementul de
aliere de baza
%
(11-13,5)Si
(16-19)Si
(23-26)Si
(3,5-4,5)Cu
Alte elemente
de aliere %
(0,8-1,5)Cu; (0,8-1,3)Ni;
(0,8-1,3)Mg; 0,2 Mn;
0,7 Fe; 0,2 Ti; 0,2 Zn.
(1,7-2,3)Ni;
(1,2-1,8)Mg;
0,2 Mn; 0,7
Fe;
0,2 Zn;
0,1-0,2 Ti
Densitatea
[kg/m
3
]
2680-2700 2670-2680 2650 2800-2820
Coef de
dilatare
[1/K]
20,5-21,5 18,5-19,5 17-18 23-24
Duritate
Brinell
[N/mm
2
] la
:20
o
C
150
o
C
250
o
C
900-1200
700-900
300-400
900-1250
700-900
350-450
900-1250
700-900
350-450
900-1250
700-900
350-450
Rezist la
rupere la
10
tractiune
[N/mm
2
] la:
20
o
C
150
o
C
250
o
C
200-
250
180-
230
100-
150
300-
370
250-
300
110-
170
180-220
176-200
100-140
230-300
200-240
110-170
180-220
170-200
100-140
230-
280
220-
260
160-
200
350-
420
300-
370
150-
260
Alungirea
relativa A
5
min
%
0,3-0,8
Rezistenta la
rupere la
oboseala
[N/mm
2
] la:
20
o
C
300
o
C
Modulul de
elasticitate E
[N/mm
2
]
1.3. Calculul ritmului si productivitatii liniei tehnologice. Stabilirea preliminara a tipului
(sistemului) de productie
1.3.1. Calculul fondului anual real de timp (Fr)
F
r
= [Z
c
-(Z
d
+Z
s
)]*n
s
*t
s
*k
p
[ore/an] (1.1.)
unde: Z
c
numarul zilelor calendaristice dintr-un an; Z
c
=365 zile/an;
Z
d
numarul zilelor libere la sfarsit de saptamana dintr-un an;
Z
d
=52 sau 104 zile/an;
Z
s
numarul zilelor sarbatorilor legale; Z
s
=6 zile/an;
n
s
numarul de schimburi, dat prin tema [schimburi/zi]; n
s
=2;
t
s
durata unui schimb; t
s
=8 ore/schimb;
k
p
coeficient care tine seama de pierderile de timp de lucru datorita reparatiilor executate in timpul
normal de lucru al schimbului respectiv. Se recomanda [2*]:
k
p
=0,97 pentru n
s
=1 ; k
p
=0,96 pentru n
s
=2 ; k
p
=0,94 pentru n
s
=3 .
Se alege: Z
d
=104 zile/an si k
p
=0,96
Rezulta : F
r
=[365-(104+6)]*2*8*0,96 F
r
=3916,8 ore/an
11
1.3.2. Calculul planului productiei de piese (Npp)
N
pp
= N
p
*n+ N
r
+ N
rc
+ N
ri
[piese/an] (1.2.)
unde: N
p
planul de productie pentru produsul (ansamblul) respectiv, dat prin tema;
n numarul de piese de acelasi tip pe produs;
N
r
numarul de piese de rezerva, livrate odata cu produsul. In majoritatea cazurilor, N
r
=0;
N
rc
numarul de piese de rezerva livrate la cerere (pentru reparatii). Se adopta in functie de durabilitatea
piesei intre 0 si 200...300% din (N
p
*n);
N
ri
numarul de piese rebutate la prelucrare din cauze inevitabile. Se adopta in functie de dificultatea
proceselor tehnologice presupuse a fi utilizate intre 0,1...1% din (N
p*
n+ N
r
+ N
rc
);
Se alege: N
p
*n=70000 piese/an ; N
rc
= 20% din (N
p
*n);
N
ri
= 0,5% din (N
p
*n+ N
r
+ N
rc
)
Rezulta: N
pp
=70000+0+14000+(70000+0+14000)*0.005
N
pp
= 86100 piese/an
1.3.3. Calculul ritmului si productivitatii liniei tehnologice
Ritmul liniei tehnologice, R
, are implicatii majore asupra asigurarii sincronizarii operatiilor (pentru
liniile cu flux continuu), prin divizarea procesului tehnologic in operatii si faze, alegerea utilajelor, SDV-urilor
si a structurii fortei de munca.
R
=F
r
*60/N
pp
[min/piesa] R
=2.73 min/piesa (1.3.)
Productivitatea liniei tehnologice reprezinta inversul ritmului liniei:
Q
=60* R
[piese/ora] Q
=21.97 piese/ora (1.4.)
1.3.4. Stabilirea preliminara a tipului (sistemului) de productie
Tipul de productie reprezinta ansamblul de factori productivi dependenti, conditionati in principal de:
stabilitatea in timp a productiei, complexitatea constructiva si tehnologica a acesteia si de volumul productiei.
Tipul de productie influenteaza: caracterul si amploarea pregatirii tehnice a productiei, nivelul de specializare si
structura de productie, formele de organizare a productiei, economicitatea fabricatiei.
Metodele de stabilire a tipului productiei metoda indicilor de constanta a fabricatiei, metoda
nomogramei-necesita, pe langa valoarea R
si valorile timpilor normati pentru operatiile principale ale
procesului tehnologic [1*(1.3.2.)].
Intrucat in aceasta etapa nu se cunosc timpii normati, acestia pot fi adoptati preliminar, prin analiza unui
proces tehnologic similar existent sau la stabilirea timpului de productie, se va utiliza unui criteriu orientativ
(mai putin precis), bazat numai pe ritmul mediu al liniei tehnologice, R
, astfel daca:
R
< 1 min/buc se adopta productie de masa;
1 < R
< 10 min/buc se adopta productie de serie mare;
10 < R
< 30 min/buc se adopta productie de serie mijlocie;
12
30 < R
< 100 min/buc se adopta productie de serie mica;
R
> 100 min/buc se adopta productie individuala.
In cazul nostru, unde R
=1.948 min/buc, se adopta productie de serie mare.
In cazul frecvent intalnit in constructia pieselor auto, al productiei de serie se pune si problema
determinarii marimii optime a lotului de piese fabricate (N
lot
).
Se poate utiliza relatia orientativa:
N
lot
=N
pp
*Z
r
/Z
1
[piese/lot] (1.5.)
unde: Z
r
numarul de zile pentru care trebuie sa existe rezerva de piese;
Z
r
=2...3 zile la piese de baza, mari;
Z
r
=5...10 zile la piese marunte;
Z
1
=Z
c
-(Z
d
+Z
s
) numarul anual de zile lucratoare;
Alegem: Z
r
=3 zile ; Z
1
=255 zile
Rezulta: N
lot
=86100*3/255 N
lot
=1012.94 piese/lot
Capitolul 2. Alegerea variantei optime a metodei si procedeului de obtinere a
semifabricatului
Analiza comparativa a metodelor si procedeelor concurente si adoptarea variantei optime
Alegerea procedeului se face pe baza criteriilor tehnico-economice si de compatibilitatea procedeului cu:
- materialul de executie;
- precizia impusa prin desenul de executie;
- forma si solicitarile piesei;
- dimensiunile principale ale piesei;
- caracterul productiei.
Proprieti de turnare ale metalelor i aliajelor
1. Turnabilitatea: proprietatea tehnologic global, care reflect comportarea materialelor n raport cu
procedeele tehnologice din grupa turnrii . Ea se exprim prin calificative : foarte bun , bun ,
satisfctoare , slab , nesatisfctoare .
2. Fuzibilitatea : este proprietatea materialului de a trece n stare topit .
3. Fluiditatea: este proprietatea materialului aflat n stare lichid sau vscoas de a curge i umple toate
detaliile cavitaii formei de turnare .
4. Contracia: este proprietatea materialului metalic de a-i micora volumul n timpul solidificrii .
5. Segregarea: este separarea constituenilor unui amestec eterogen astfel nct distribuia acestora nu
mai este uniform .
6. Absorbia gazelor: exprim proprietatea de a dizolva gaze .
13
Stabilirea adaosului de contracie, se face utiliznd formula:
|
.
|
\
|
+ =
100
1
k
p
d
m
d
(mm) (2.1)
unde: d
m
dimensiunea modelului;
d
p
dimensiunea piesei;
k contracia liniar
Pentru piesa n discuie am ales ca procedeu de turnare , turnarea n forme permanente statice . Acest
procedeu permite obinerea de piese cu configuraie simpl sau complex , n serie mare sau mas , o precizie
dimensional
08 , 0
mm sau
1 , 0
mm; o calitate a suprafeei bun ( Ra
2 , 3 >
m ) , permite obinerea de piese
cu grosimea peretelui de 0,75 1 mm cu guri interioare |
75 , 0 >
mm filetate sau nefiletate .La acest procedeu
metalul sau aliajul lichid se introduce prin cdere liber. Forma permanent poart uzual numele de cochil i
este confecionat din aliaje de Al , rezistnd pn la 70.000 turnri sau fonte aliate 150.000 turnri .
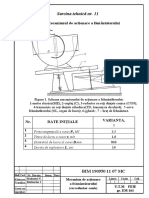
n pereii semicochilelor (1) i (1) se prelucreaz cavitatea (2) i elementele reelei de turnare : plnia
(3) , piciorul plniei (4) , canalele de alimentare (5) i rsufltorile (6) prin care se elimin gazele (7) . Metalul
sau aliajul lichid se introduce prin reeaua de turnare n cavitatea de turnare (10) . Pentru scoaterea piesei din
cochil se acioneaz dispozitivele (12) prin rotaie sau prin translaie . Deoarece se formeaz o cantitate mare
de gaze la contactul dintre metalul sau aliajul lichid i pereii reci ai cochilei n planul de separaie X-X pot fi
prevzute orificii de felul celor prevzute n figur sau n pereii cochilei pot fi prevzute orificii (13) nfundate
cu dopuri rotunjite(14). Pentru realizarea golului piesei se aeaz miezul (15) n locaul special (16) .
14
Capitolul 3. Elaborarea procesului tehnologic de prelucrare mecanica si control a
piesei
3.1 Analiza proceselor tehnologice similare existente. Intocmirea planului de operatii
pentru executarea semifabricatului
Nr.
Operatiei
Denumirea operatiei
Masina-
unealta
1 Receptia semifabricatului
2
Strunjire:
- degrosare contur exterior
- finisare contur exterior
- degrosare canale pentru
segmenti
- finisare canale pentru
segmenti-tesire
Strung multiax
cu sase posturi
3 Curatire-suflare
Suflare cu jet
de aer
comprimat
4
Strunjirea gaurii pentru bolt.
Prelucrarea a doua gauri de
ungere in bosaje
Strung
5
Strunjire de finisare curb si
oval pe toata lungimea
Strung de
copiat
6
Frezarea frontala si a camerei
de ardere
Masina de
frezat
7 Ajustare Sabar
8 Spalare
Instalatie de
spalare
Tab. 3.1 Planul de operatii
Strunjirea reprezinta procedeul de prelucrare prin aschiere,cu cea mai frecventa utilizare, fiind metoda
de baza pt obtinerea corpurilor de revolutie.In constructia de masini piesele care contin suprafete de revolutie au
o pondere insemnata, cele mai caracteristice fiind arborii, bucsele si discurile, fapt care justifica raspandirea pe
care o au in prezent prelucrarile prin strunjire.
15
Strunjirea se realizeaza prin combinarea miscarii principale de rotatie executata de obicei de piesa, cu
miscarea de avans a cutitului.Avansul este in general rectliniu in direactie longitudinala, transversala sau dupa o
directie inclinata fata de axa miscarii principale.
Prin operatii de strunjire se pot prelucra suprafete cilindrice si conice(exterioare si interioare), frontale,
filete,etc, ca urmare a combinarii miscarii principale a semifabricatului cu miscarile de avans longitudinal sau
transversal al cutitului.Utilizarea de dipozitive speciale permite si strunjirea altor forme de suprafete de
revolutie.Astfel, este posibila prelucrarea suprafetelor sferice, daca miscarea de avans a sculei se realizeaza pe o
traiectorie circluara, sau a suprafetelor profilate prin deplasarea simultana a cutitului pe directie longitudinala si
transversala, rezultand o traiectorie corespunzatoare profilului piesei.
De asemenea, pe strung se mai pot prelucra si corpuri care nu sunt de rotatie daca, se imprima sculei cu
ajutorul unor dipozitive speciale, pe langa miscare de avans longitudinal si o miscare radiala efectuata dupa o
anumita lege, obtinandu-se astfel piese cu sectiune ovala, patrata sau de alta forma.Prin strunjire se poate
executa de asemenea detalonarea unor scule aschietoare.
Pe langa aceasta, procedeul de prelucrare prin strunjire este concretizat printr-o mare productivitate ceea
ce a facut ca procedeul sa capete o larga raspandire.In plus, precizia de prelucrare este sufdicient de ridicata,
asfel incat pentru multe situatii, strunjirea poate constitui operatia finala de prelucrare.
In general strunjirea se face in doua etape : degrosare si finisare. In urma acestor prelucrari se pot obtine
preciziile economice si rugozitatea suprafetelor necesare.
3.2 Analiza posibilitatiilor de realizare a preciziei dimensionale si a rugozitatii prescrise
in desenul de executie
Nr.
supraf
etei
Tipul suprafetei Conditii tehnice impuse
Procedeu
aplicat
S1 Plana exterioara abatere de paralelism fata de axa
de simetrie a piesei de 0,03 mm
Strunjire
plana,
frezare
S2 Toroidala frontala
exterioara
R
a
=6.3 m strunjire
S3 Toroidala frontala
exterioara
R
a
=1.6 m strunjire
S4 Toroidala frontala
exterioara
R
a
=1.6 m strunjire
S5 Toroidala frontala
exterioara
R
a
=1.6 m strunjire
S6 Toroidala frontala
exterioara
R
a
=3,2 m Strunjire
Brosare
S7 Toroidala
interioara
abatere de perpendicularitate
fata de axa de simetrie a piesei
de 0,01 mm
R
a
=6,3 m
Strunjire
S8 Cilindrica
interioara
burghiere
alezare
S9 Cilindrica
interioara
- burghiere
Tab. 3.2 Suprafetele de prelucrat
16
3.3 Stabilirea succesiunii logice a operatiilor de prelucrare mecanica, tratament termic
(termochimic) si control
Succesiunea logica a operatiilor este urmatoarea:
- Strunjire frontala (prelucrarea bazelor tehnologice secundare)
Strunjirea suprafetei S7 si executare gaurii de centrare
- Prelucrare suprafetei cilindrice exteriore
Strunjire exterioara de degrosare a suprafetei S2
- Prelucrare suprafetei plane exterioare
Strunjirea plana de degrosare si finisare a suprafetei S1
- Prelucrarea canalelor pentru segmenti
Strunjire de degrosare si finisare a suprafetelor S3,S4 si S5
- Prelucrarea suprafetei de fixare a boltului
Burghierea si frezarea de finisare si superfinisare a suprafetei S8.
- Prelucrarea gaurilor de scurgere a uleiului
Burghierea suprafetelor S9
- Prelucrare suprafetei toroidale a mantalei
Strunjirea suprafetei S6
- Control dimensional
17
3.4 Alegerea utilajelor si indicatiilor tehnologice
Alegerea masinii-unelte pentru prelucrarea discurilor se face in functie de marimea, diametrul, seria, de
greutatea si precizia acestora.
Strungul este o masina-unealta pentru prelucrarea prin aschiere, in general, a suprafetelor de revolutie
sau a suprafetelor elicoidale, ale pieselor, cu ajutorul sculelor aschietoare (de obicei cutite de strung).
Piesa executa, in acest caz, miscarea principala de rotatie, iar sculele miscarea de avans longitudinal
(inaintarea) si de avans longitudinal (patrunderea). Prelucrarea pieselor pe strung se poate face nu numai cu
cutitele de strung, ci si cu alte scule aschietoare (de exemplu: burghie, tarozi, alezoare etc.
Cele mai utilizate sunt strungurile normale. Acestea se caracterizeaza prin modul de prindere a pieselor
de prelucrat pe arborele principal (cu ajutorul universalului etc.) si uneori si cu papusa mobila; ele au
mecanisme de avans longitudinal si de avans transversal; ele se folosesc la productia individuala sau in serii
mici si mijlocii
Pentru operatiile de strunjire interioara si exterioara s-a ales strungul normal SN400X1000.
Figura 3.1 Strungul normal SN 400
La acest tip de strung este posibila montarea unui al doilea port-cutit pe sania transversala, permitand
prelucrarea unor piese cu doua cutite in acelasi timp, contribuind astfel la marimea productivitatii.
Vederea generala a strungului SN-400 este reprezentata in fig 3.1 pe care se poate urmari amplasarea
principalelor organe de comanda. Schimbarea turatiei axului principal se realizeaza cu ajutorul manetelor 1, 2 si
3 ale cutiei de viteza, iar marimea avansului sau a pasului unui filet se stabileste cu ajutorul manetei 4. Cu
maneta 5 se comanda trecerea de la filetul pe dreapta la cel pe stanga, iar maneta 6 serveste la multiplicarea
avansului si a filetului (butucul interior), respectiv pentru cuplarea surubului conducator sau a barei de avansuri
(butucul exterior).
Schimbarea sensului de rotatie si oprirea axului principal se obtin prin actionare asupra manetei 7, care
ramane tot timpu langa cutia de avansuri si filete sau asupra manetei 8 care se deplaseaza impreuna cu
caruciorul.
Piulita sectionata ce se cupleaza pe surubul conducator, in cazul filetarii, poate fi actionata de maneta 9,
iar avansul mecanica al caruciorului si al saniei transversale este comandata de o singura maneta 10 care poate
ocupa patru pozitii: la stanga, la dreapta, inainte sau inapoi. Sensul de miscare al acestei manete corespunde
intocmai si cu sensul de deplasare mecanica ce o capata cutitul
18
Avansul rapid, in oricare din cele patru directii, se obtine prin apasarea butonului 11, apasarea ce se
poate produce o data cu deplasarea manetei 10. Este de remarcat faptul ca datorita unui cuplaj de depasire, este
posibila realizarea avansului rapid chiar in timp ce se executa o deplasare cu avans de lucru. Butoanele 12 si 13
servesc la cuplarea si decuplarea mecanismului de siguranta impotriva suprasolicitarilor din cutia caruciorului si
respectiv la reglarea decuplarii la suprasarcina
Pentru ca oprirea axului principal sa se faca intr-un timp minim, se foloseste o frana care actioneaza
numai in pozitia de mijloc a manetelor 7 si 8. Din cand in cand aceasta frana trebuie reglata prin strangerea
surubului 14.
3.6 Alegerea SDV-urilor
In tabelul urmator este prezentata alegerea SDV-urilor in functie de tipul operatiei si faza acesteia.
S-a tinut cont de tipul operatiei, de caracterul productiei, de tehnologicitatea piesei, de precizia
dimensionala
Nr.crt Denumirea operatiei Scule Dispozitive Verificatoare
1 Strunjire interioara
Cutit cu placuta
K20
Dispozitiv de
prindere
Subler, ceas
comparator
2 Strunjire exterioara
Cutit cu placuta
K20
Dispozitiv de
prindere
Subler, ceas
comparator
3 Gaurire
Burghiu
elicoidal 6
Dispozitiv de
prindere
Subler
Tab. 3.3 Alegerea SDV-urilor
19
Capitolul 4. Determinarea regimurilor optime de lucru si a normelor tehnice de
timp
4.1 Determinarea regimurilor optime de aschiere
Determinarea valorilor optime ale regimurilor de aschiere se bazeaza pe optimizarea unui paramentru
global de apreciere a procesului tehnologic respectiv : minimizarea costului prelucrarii sau (mai rar)
maximizarea productivitatii. Regimul de aschiere optim se determina dupa precizarea caracteristicilor sculelor
aschietoare si se refera la urmatorii parametri :
- Adancimea de aschiere t [mm] este grosimea stratului indepartat prin aschiere, de pe
suprafata piesei, la o singura trecere ;
- Avansul s [mm/min, mm/rot, mm/cursa dubla, mm/dinte] este marimea deplasarii sculei in
raport cu piesa, efectuata intr-un interval de timp, in cursul miscarii secundare ;
- Viteza de aschiere v [mm/min, m/s] este viteza relativa a taisului sculei in raport cu suprafata
de prelucrat .
In corelatie directa cu regimul de aschiere se defineste si durabilitatea sculei (intre reascutiri) T [min].
In functie de multitudinea conditiilor pe care trebuie sa le satisfaca, in functie de masura in care instrumentul
matematic este utilizat si in functe de modul in care se determina durabilitatea sculei, calculul regimurilor
optime de aschiere se poate face prin metoda clasica sau prin metoda moderna.
Aici se va folosi metoda clasica, ce presupune stabilirea preliminara a valorii durabilitatii sculei,
determinarea succesiva a parametrilor regimului de aschiere, urmata de un numar redus de verificari ale
conditiilor restrictive.
Se va aplica aceasta metoda pentru doua suprafete, asupra carora se fac operatii de strunjire, rectificare
etc..
Etapele de parcurs sunt urmatoarele :
- Stabilirea durabilitatii sculei T, prin utilizarea relatiei generalizate Time-Taylor :
(4.1)
Coeficientii cv si k (dependenti de conditiile concrete ale aschierii) si exponentii m, xv, yv, se stabilesc
pe baze experimentale. Se pot determina parametrii regimului de aschiere (t, s, v) prin alegerea a doi dintre ei
si calculul celui de-al treilea. Succesiunea stabilirii celor trei parametri este dictata de gradul in care acestia
influenteaza functia de optimizare :
a. Alegerea adancimii de aschiere t, in functie de marimea adaosului de prelucrare si de tipul
prelucrarii ; acum se stabileste si numarul de treceri.
b. Stabilirea avansului s, astfel incat productivitatea sa fie ridicata, dar si masina-unealta sa poata
realiza acest avans.
c. Calculul vitezei de aschiere.
- Calculul turatiei n, a piesei de prelucrat, in functie de viteza calculata si dimensiunea piesei
(diametrul), urmata de alegerea celei mai apropiate valori na, din gama de turatii a masinii-unelte.
- Recalcularea vitezei de aschiere va, cu valoarea reala a turatiei na.
- Verificarea puterii necesare pentru aschiere.
20
4.1.1 Calculul regimurilor de aschiere la strunjire
La strunjire miscarea principala este rotirea piesei si miscarea de avans este miscarea de translatie a
cutitului.Strunjirea poate fi exterioara si interioara.
La strunjire vom folosi cutitul cu sectiunea patrata 8X8 cu materialul taisului din carburi metalice si care
are durabilitatea economica T
ec
=90 min.
Alegerea adancimii de aschiere
In majoritatea cazurilor, adaosul pentru prelucrarea de degrosare se indeparteaza intr-o singura trecere,
deoarece in constructia moderna de masini sunt adaosuri relativ mici
In cazul strunjirii de finisare se aplica aceeasi recomandare, tinandu-se cont ca dupa prelucrarea de
finisare suprafata trebuie sa aiba rugozitatea egala cu cea indicata pe desenul de executie al piesei respective.
Pentru adaosuri simetrice adancimea de aschiere se va calcula cu relatia:
(4.2)
(4.1)
unde:
- A
c
=3 mm adaosul de prelucrare pentru prelucrarea curenta
Alegerea avansului
In cazul domeniului de strunjire valoarea avansului depinde de:
- Rezistenta corpului cutitului;
- Rezistenta placutei din carburi metalice;
- Eforturile admise de mecanismele de avans ale masinii unelte;
- Momentul de torsiune admis de mecanismul miscarii principale a masinii unelte;
- Rigiditatea si precizia piesei de prelucrat.
Avansul la strunjire se va determina din conditia de rezistenta a corpului cutitului pentru cutit cu sectiune
patrata din urmatoarea formula [5]:
(4.3)
unde:
21
- s avansul la strunjire [mm/rot];
- b=h=8 mm dimensiunile in sectiune al cutitului;
- t =3 mm adancimea de aschiere;
- h/L=1 raportul dintre inaltimea cutitului si distanta cu care iese in afara cutitul;
-
i
=250 MPa rezistenta la incovoiere admisibila pentru materialul de prelucrat ;
- HB=800- duritatea Brinell a materialului de prelucrat ;
- x
1
=1; y
1
=0,75 exponentii adancimii de aschiere ;
- n
1
=0,55 exponentul duritatii aluminiului;
- C
4
=3,57 coeficient care tine cont de materialul de prelucrat si de materialul sculei aschietoare .
Avansul se apropie de avansurile din gama de avansuri a strungului SN400
Determinarea vitezei de aschiere
Se porneste de la relatia Time-Taylor:
(4.4)
unde:
- T durabilitatea economica a sculei exprimata in min;
- m exponentul durabilitatii;
- k produs de coeficienti ce depinde de conditiile de aschiere: k=k
1
..k
9
;
- v viteza de aschiere [m/min]
- t adancimea de aschiere [mm];
- s avansul de aschiere [mm/rot];
- x
v
, y
v
, n exponentii adancimii de aschiere, avansului si duritatii.
Rezulta ca viteza de aschiere se va calcula cu relatia:
(4.5)
unde:
- C
v
=123; x
v
=0,22; y
v
=0,5;
22
- m=0,2 exponent al durabilitatii pentru cutite din grupa de utilizare K;
- k
1
=(q/600)
=(64/600)
0,04
=0,87 coeficient ce tine de influenta sectiunii transversale a cutitului (q=64
mm
2
aria sectiunii transversale a cutitului si =0,04 pentru otel)
- k
2
=(45/)
=(45/45)
0,45
=1 coeficient ce tine seama de unghiul de atac principal (=45), =0,45
pentru cutite din grupa de utilizare K;
- k
3
=(a/
s
)
0,09
=(15/10)
0,09
=1,04 coeficient ce tine seama de unghiul de atac secundar (
s
=10), a=15
pentru scule armate cu placute dure.
- k
4
=(r/2)
=(0,5/2)
0,08
=0,9 coeficient ce tine seama de raza de racordare a varfului cutitului (r=0,5 mm),
=0,08 pentru prelucrarea de finisare;
- k
5
=1,32 coeficient ce tine seama de materialul partii aschietoare a sculei (K20);
- k
6
=1 coeficient ce tine seama de materialul de prelucrat ;
- k
7
=1 coeficient ce tine seama de modul de obtinere a semifabricatului (matritare);
- k
8
=1 coeficient ce tine seama de starea stratului superficial al semifabricatului ;
- k
9
=1 coeficiente ce tine seama de forma suprafetei de degajare (forma plana).
Calculul turatiei de antrenare a axului strungului
Turatia de antrenare a axului strungului se determina din relatia:
(4.6)
Din gama de turatii alegem n
a
=34 rot/min. Astfel recalculam viteza de aschiere reala:
(4.7)
Forta principala de aschiere
Se determina cu urmatoarea relatie:
(4.8)
unde:
- F
z
forta principala de aschiere [N];
- toti coeficientii sunt cunoscuti.
Puterea efectiva de lucru
In cazul strunjirii se calculeaza cu relatia:
(4.9)
unde:
- =0,9 randamentul masinii-unelte.
23
Puterea efectiva de lucru este mai mica decat cea a strungului SN400 (0,97,5 kW) turatia de lucru nu se
modifica.
4.1.2 Calculul regimului de aschiere la gaurire
Alegerea sculei
Se va alege burghiu elicoidal pentru gaura de diametru D=2.3 mm.
Uzura admisibila din [5] a burghiului elicoidal din carburi metalice este de 0,2-0,3 mm, iar durabilitatea
economica a burghiului este : T
ec
=30 min.
Adancimea de aschiere
La gaurire se calculeaza cu relatia:
(4.10)
Avansul
Avansul reprezinta deplasarea burghiului sau a piesei de-a lungul axei, la o rotatie a axului masini.
Avansul mecanic la gaurire depinde de:
- rezistenta burghiului;
- rigiditatea sistemului piesa-masina-unealta-dispozitiv;
- prescriptii pentru precizia si calitatea suprafetei gaurii prelucrate;
- rezistenta mecanismului de avans al masinii-unelte.
Calculul avansului se va face cu relatia:
(4.11)
unde:
- K
s
=1- coeficient ce tine seama de lungimea gaurii (l<3D);
- C
s
=0,058 coeficient de avans;
24
Viteza de aschiere
Viteza de aschiere pentru burghiere se calculeaza cu relatia:
(4.12)
unde:
- C
v
=17,6 pentru burghie cu ascutire dubla;
- z
v
=0,25 pentru burghie cu ascutire ;
- m=0,125 exponent de durabilitate ;
- y
v
=0,55 pentru burghie cu ascutire dubla si de prelucrat otel ;
- K
vp
=K
Mv
K
Tv
K
lv
K
sv
tine seama de factorii ce influenteaza burghierea;
- K
Mv
=(190/HB)
1,3
=(190/253)
1,3
=0,69 tine seama de duritatea materialului
- K
Tv
=1 tine seama de durabilitatea burghiului ;
- K
lv
=1 tine seama de lungimea gaurii (l<3D) ;
- K
sv
=0,8 tine seama de procedeul de obtinere al semifabricatului ;
Calculul turatiei de antrenare a axului burghiului
Turatia de antrenare a axului burghiului se determina din relatia:
(4.13)
4.2 Determinarea normelor tehnice de timp
Norma tehnica de timp reprezinta timpul necesar pentru executarea unei operatii tehnologice in anumite
conditii de productie tehnico-organizatorice dintre cele mai favorabile. Se stabileste in functie de posibilitatile
de exploatare ale utilajului, SDV-urilor, in conditiile aplicarii metodelor de lucru moderne, tinand seama si de
gradul de calificare al muncitorilor, corsepunzator acestor metode.
Semnificatia componentelor normei tehnice de timp este prezentata in continuare :
- tb timpul de baza durata prelucrarii propriu-zise, se determina, in functie de regimurile de lucru adoptate si
de parametrii geometrici ai suprafetelor prelucrate, prin calcul analitic, cu relatii de forma :
25
- ta timpul auxiliar durata prinderii-desprinderii piesei, apropierii-indepartarii aschiilor, efectuarii
masuratorilor s.a. pentru fiecare componenta, se extrag valorile recomandate din normative, in functie de
conditiile specifice ale prelucrarii sau se determina, global, pe baze statistice ;
- top timpul operativ se calculeaza ca si componentele sale, pentru fiecare faza a operatiei, dupa care se
insumeaza, pentru determinarea timpului operativ total, la fiecare operatie ;
top = tb + ta
- tdo timpul de deservire organizatorica timpul consumat pentru asezarea semifabricatelor, sculelor, primirea
si predarea schimbului etc. se determina, in general, ca procent (0,2..7%) din top in functie de tipul si marimea
masinii-unelte ;
- tdt timpul de deservire tehnica timpul consumat pentru inlocuirea sculelor, reglarea masinii-unelte,
indreptarea periodica a muchiei aschietoare a sculei, etc... se determina din normative, pe componente sau
global, ca procent (2..8%) din tb ;
- ton timpul de odihna si necesitati fiziologice ale operatorului uman se determina ca procent din top ;
- tto timpul de intreruperi conditionate de tehnologie si organizarea muncii se determina ca procent din top ;
- tu timpul unitar timpul total corespunzator prelucrarii unei piese ; se obtine ca insumare a tuturor
componentelor :
tu = top + tdo + tdt + ton + tto [min]
- tpi timpul de pregatire-incheiere durata activitatilor desfasurate de muncitor la inceputul si sfarsitul
prelucrarii lotului de nlot piese (primirea comenzii, studiul documentatiei, primirea si predarea SDV-urilor,
semifabricatelor si pieselor) ; se stabileste, pe componente, din normative. Marimea lotului, nlot, la care se
refera tpi se poate considera egala cu numarul mediu de piese prelucrate intr-un schimb (nlot = ts x Q) sau cu
marimea optima a lotului de piese, prelucrate in productia de piese.
- tn norma tehnica de timp (timpul normat)
tn = tu + tpi / nlot [min]
Strunjirea exterioara a suprafetei S2
Calculul timpului de baza se face analitic, cu formula:
(4.14)
unde :
L = lungimea de strunjire, in mm ;
L1 = lungimea de angajare a sculei ;
L2 = lungimea de iesire a sculei ;
i = numarul de treceri ;
n = turatia piesei ;
s = avansul, in mm/rot.
Pentru suprafata S2, avem urmatorii parametri
L = 147 mm ; L1 = 8 mm ; L2 = 8 ; i = 1 ; n = 300 rot/min ; s = 0,54 mm
nlot = 1012.94 piese/lot (cap.1.3.4)
Timpii tehnici sunt:
26
Frezarea interioara a suprafetei S8
Calculul timpului de baza se face analitic, cu formula:
(4.15)
unde :
Lungimea de rectificat: l = 82 mm ;
Lungimea cursei: l1 = 7.26 mm ; l2 = 3 mm ;
Viteza sculei : Vs = 40.05 mm/min
Timpii tehnici sunt:
Nr. Faza tb [min] ta [min] tu [min] tpi / nlot
[min]
tn [min]
1 Strunjire 1.006 3,3 4,906 0,0157 4,921
2 Frezare 2.27 1,15 3.975 0,0152 3.996
Tabel 4.1 Valorile normelor tehnice
27
Capitolul 5. CALCULUL NECESARULUI DE FORTA DE MUNCA, UTILAJE, SDV-URI SI
MATERIALE
5.1 Determinarea volumului anual de lucrari
Pe baza normelor de timp se vor determina :
Volumul de lucrari anual, normat, pentru fiecare operatie, aferent muncitorului si masinii-unelte (se
poate accepta egalitatea celor 2 valori) :
V = Npp x tn / 60 [ore] (5.1)
V1 = Npp x tn1 / 60 [ore] = 86100 x 4,921 / 60 = 7061.635 [ore]
V2 = Npp x tn2 / 60 [ore] = 86100 x 3.542 / 60 = 5082.77 [ore]
Timpul total (anual) de lucru, aferent sculelor aschietoare :
Vs = Npp x tb / 60 [ore] (5.2)
Vs1 = Npp x tb1 / 60 [ore] = 86100 x 1.006 / 60 = 1443.41 [ore]
Vs2 = Npp x tb2 / 60 [ore] = 86100 x 1.879 / 60 = 2696.365 [ore]
Timpul total (anual) de lucru, aferent dispozitivelor si verificatoarelor :
VDV = Npp x tDV / 60 [ore] (5.3)
VDVsubler = Npp x tDV1 / 60 = 86100x 0,15 / 60 = 215.25 [ore]
VDVmicrometru = Npp x tDV2 / 60 = 86100x 0,56 / 60 = 803.6 [ore]
5.2 Calculul necesarului de forta de munca si utilaje
5.2.1 Fondul de timp anual al muncitorului, Fm [ore]
Fm = [Zc (Zd + Zs + Zo)] x ts x km [ore] (5.4)
Unde:
Z
c
numarul zilelor calendaristice dintr-un an; Z
c
= 365 zile/an. Z
d
numarul zilelor libere de la sfarsit
de saptamana dintr-un an ; Z
d
= 104 zile/an. Z
s
numarul zilelor sarbatorilor legale; Z
s
= 6 zile/an. Z
o
durata medie a concediului anual de odihna; Z
0
= 20 zile/an. t
s
durata unui schimb; t
s
= 8 ore/schimb. k
m
coeficient ce tine seama de intarzieri ; km = 0,94.
Fm = [365 (104 + 6 + 20)] x 8 x 0,94 = 1767.2 [ore]
5.2.2 Fondul de timp anual al utilajului, Fu [ore]
Fu = [Zc (Zd + Zs + Zr)] x ns x ts x ku [ore] (5.5)
Unde:
Z
r
numarul zilelor de imobilizare a utilajului pentru reparatii se adopta, in functie de numarul
de schimburi si complexitatea utilajului, ca procent (3..8%) din fondul de timp nominal ; Zr =15
zile
k
u
coeficient de folosire a utilajului ; k
u
= 0,85.
28
Fu = [365 (104 + 6 + 15)] x 8 x 0,85 = 1632 [ore]
5.2.3 Calculul necesarului de forta de munca numarul de muncitori la fiecare operatie
mi = Vi / Fm [muncitori] (5.6)
Meseriile, categoriile de calificare si treptele de salarizare cerute de fiecare operatie vor fi
stabilite in concordanta cu normative, avand, eventual, in vedere si situatia din intreprinderi ce
realizeaza operatii similare. Calculele si definitivarea valorilor se vor face tabelar.
Nr.
oper.
Calific.
muncit.
Norma
de timp,
tn
Volumul
de
lucrari,
Vi
Fondul
de timp,
Fm
Nr.
muncitori
calculat,
mi
Operatii
concen-
trate
Adoptat,
mia
1 Strungar 4,921 7061.635 1767.2 4 4
2 Alezor 3.996 5082.77 1767.2 3 3
Tab. 5.1 Necesarul de munca
5.2.4 Calculul necesarului de utilaje
ui = Vi / Fu [utilaje] (5.7)
Similar cu 5.2.3, se calculeaza numarul de utilaje necesar pentru operatiile considerate,
rezultatele urmand a fi centralizate in tabelul 5.2.
Nr.
oper.
Denum.
utilaj
Norma
de timp,
tn
Volumul
de
lucrari,
Vi
Fondul
de timp,
Fu
Nr.
utilaje
calculat,
ui
Operatii
concen-
trate
Adoptat,
uia
1 Strung 4,921 1443.41 1632 1 1
2 Masina
alezat
3.996 2696.36 1632 2 2
Tab 5.2 Necesarul de utilaje
5.3 Calculul necesarului de SDV-uri
5.3.1 Calculul necesarului de scule
Normal de consum anual de scule, Ncs, se determina tinand seama de durabilitatea acestora
(intre reascutiri), T [min], de timpul de lucru normat, tb [min], de numarul de reascutiri posibile, r si de
volumul productiei numarul de piese prelucrate anual, Npp.
(5.7)
unde : ky este un coeficient ce tine seama de distrugerile accidentale ale sculei, ky = 1,1.
Numarul de reascutiri posibile se determina, tinand seama de normative, cu relatia :
(5.8)
29
unde : M [mm] este marimea (grosimea sau lungimea) stratului de material al sculei ce se poate
indeparta prin reascutiri, iar h este marimea corespunzatoare a stratului indepartat la o reascutire ;
organizarea calcului se face tabelar.
Nr.
oper.
Scula M
[mm]
h
[mm]
T
[min]
tb
[min]
ky Npp Ncs
calc.
Ncs
ales
1 Cutit de
strung
120 1.006 1,1 86100
2 Burghiu 5 1.879 1,1 86100
Tab. 5.3 Necesarul de scule
5.3.2 Calculul necesarului de dispozitive si verificatoare
Pentru dispozitivele de bazare si fixare, a altor dispozitive de lucru, se poate considera o
durabilitate de minim 1 an, deci necesarul se stabileste in raport cu numarul masinilor unelte si utilajelor
respective. In cazul dispozitivelor de verificare si masurare, se poate determina necesarul anual, Ncv,
tinand seama de durabilitatea suprafetei active si numarul total de masurari :
(5.9)
unde : ky este un coeficient ce tine seama de distrugerile accidentale ale dispozitivului, ky = 1,1 ; nd
durabilitatea (in numar de masuratori ce produc uzura suprafetei active cu 1 m, din normative)
[masuratori / m] ; i marimea uzurii acceptabile, pentru verificatorul respectiv [m] ; nv numarul de
masurari efectuate pentru o piesa, cu verificatorul respectiv.
Rezultatele se prezinta tabelar :
Nr.
oper.
Dispozitiv nv nd i ky Npp Ncv
calc.
Ncv
adoptat
1 Subler 1 50000 5 1,1 86100 0.41 1
2 Micrometru 2 35000 2 1,1 86100 3.27 4
Tab. 5.4 Necesarul de dispozitive si verificatoare
5.4 Calculul necesarului de materiale
Necesarul de materiale se refera, in primul rand, la cantitatea de material de baza al piesei,
utilizat la executia semifabricatului. Volumul piesei poate fi apreciat (pentru semifabricat, V=0,0014 m
3
,
pentru piesa finita, V=0,0012 m
3
). Cunoscand densitatea (7850 kg/m
3
), se calculeaza masa de material
consumat, pentru o piesa, msf [kg] = 9,42 kg.
Se va tine cont si de materialul recuperat in urma prelucrarii, material ce poate fi refolosit la
turnarea semifabricatelor, mdr [kg] = 1,5
Dupa stabilirea normelor de consum pentru o piesa, se poate determina necesarul anual de
materiale, concentrat intr-un tabel :
Nr.
crt.
Material Nr. operatiei Cantitate
unitara [kg]
Npp Cantitate
totala [kg]
1 ATCSi12CuMgNi* 1 2.26 86100 194586
Tabel 5.5 Calculul necesarului anual de materiale
30
Bibliografie:
- Stefanescu, C. Tehnologia de executare a pieselor prin turnare, Ed. Tehnica, Bucuresti, 1970
- Vlase, A., s.a. Regimuri de aschiere, adaosuri de prelucrare si norme tehnice de timp, Ed. Tehnica,
Bucuresti, 1985
- Tehnologia constructiilor de masini; Gherman Draghici
- Fabricarea si repararea autovehiculelor rutiere; D. Marincas, D. Abaitancei.
S-ar putea să vă placă și
- CHIULASADocument33 paginiCHIULASASerban Bogdan Alexandru89% (9)
- Reductor Conico Cilindric M3Document60 paginiReductor Conico Cilindric M3calynulÎncă nu există evaluări
- Roata BaladoareDocument50 paginiRoata BaladoareMI100% (1)
- Proiectarea Unei Roti DintateDocument41 paginiProiectarea Unei Roti DintateRoxana Adriana100% (2)
- Actionarea Pneumatica A Robotilor Industriali ProiectDocument15 paginiActionarea Pneumatica A Robotilor Industriali ProiectheattrickÎncă nu există evaluări
- Regulile managementului: Cod de conduită pentru a deveni manager de succesDe la EverandRegulile managementului: Cod de conduită pentru a deveni manager de succesÎncă nu există evaluări
- Proiect Fra MorarDocument30 paginiProiect Fra MorarVenczel RobertÎncă nu există evaluări
- Proiect FRA MACDocument51 paginiProiect FRA MACBogdan RaducanuÎncă nu există evaluări
- Proiect FRADocument43 paginiProiect FRATeddy xDÎncă nu există evaluări
- Proiect FRA Final (Stan)Document43 paginiProiect FRA Final (Stan)Vlad DumitrasÎncă nu există evaluări
- Fabricarea Unei Roti DintateDocument73 paginiFabricarea Unei Roti DintateStoianValentin0% (1)
- FRA - Fabricarea Unei Roti DintateDocument73 paginiFRA - Fabricarea Unei Roti DintatePaul Alexandru Damian100% (4)
- Prezentare LicentaDocument19 paginiPrezentare Licentacristianul86Încă nu există evaluări
- (AAA) Lucrare de Licenta - Capac PompaDocument190 pagini(AAA) Lucrare de Licenta - Capac PompaCristina Cîrstea100% (1)
- Proiect PistonDocument18 paginiProiect PistonUndertaker65100% (1)
- Camasa FinalDocument46 paginiCamasa FinalAndreiÎncă nu există evaluări
- Tema de Proiect MOM1Document4 paginiTema de Proiect MOM1Silent DeathÎncă nu există evaluări
- Repararea Si A Angrenajelor Final 2Document23 paginiRepararea Si A Angrenajelor Final 2catalinpastorel100% (1)
- Proiect FabricareDocument25 paginiProiect FabricareAndrei RaducÎncă nu există evaluări
- Sa Se Proiecteze Un Cutit de Strung Cu Placuta Brazata Pentru Prelucrarea PieseiDocument51 paginiSa Se Proiecteze Un Cutit de Strung Cu Placuta Brazata Pentru Prelucrarea Pieseialexandrina_buga100% (2)
- Sa Se Proiecteze Un Cutit de Strung Cu Placuta Brazata Pentru Prelucrarea PieseiDocument51 paginiSa Se Proiecteze Un Cutit de Strung Cu Placuta Brazata Pentru Prelucrarea PieseiAlina LauraÎncă nu există evaluări
- Proiect de Diploma .Document45 paginiProiect de Diploma .Ady AdrianÎncă nu există evaluări
- Madonici PRCDocument33 paginiMadonici PRCЗаработок в ИнтернетеÎncă nu există evaluări
- Om IndrumarDocument103 paginiOm Indrumaroli_cstch100% (1)
- Baz Teor MAIDocument32 paginiBaz Teor MAIAla Grițcan-BîtcaÎncă nu există evaluări
- Proiect Auto Partea A 2aDocument18 paginiProiect Auto Partea A 2aSilviu RotÎncă nu există evaluări
- Indrumar Mecanisme Si Organe de MasiniDocument159 paginiIndrumar Mecanisme Si Organe de Masinipanda3362100% (2)
- Arbore CotitDocument24 paginiArbore CotitCezara CocuÎncă nu există evaluări
- Fizica fenomenologică: Compendiu - Volumul 2De la EverandFizica fenomenologică: Compendiu - Volumul 2Evaluare: 5 din 5 stele5/5 (1)