S-ar putea să vă placă și
- TPMUCN Lab8Document14 paginiTPMUCN Lab8Simi LucaciÎncă nu există evaluări
- Nr.04 Comenzi de Desenare AutoCADDocument26 paginiNr.04 Comenzi de Desenare AutoCADAngelaÎncă nu există evaluări
- Xilog PlusDocument76 paginiXilog PlusScribdTranslationsÎncă nu există evaluări
- Proiect PSA Freza Cilindro-FrontalaDocument6 paginiProiect PSA Freza Cilindro-FrontalaSimion AlexÎncă nu există evaluări
- Alexandr Soljenitin Arhipelagul GulagDocument5 paginiAlexandr Soljenitin Arhipelagul GulagStanciu VladÎncă nu există evaluări
- Cap 4.1 Coduri G Si MDocument127 paginiCap 4.1 Coduri G Si MFertuGabrielÎncă nu există evaluări
- Curs 13 14 PDFDocument36 paginiCurs 13 14 PDFAna Bercaru100% (1)
- Cap 9bDocument39 paginiCap 9bIovan Cătălin-DanielÎncă nu există evaluări
- OKUMA LB4000 EX-M - Manual de OperareDocument18 paginiOKUMA LB4000 EX-M - Manual de Operareenamicul50Încă nu există evaluări
- 3.masurarea Indirecta A DistantelorDocument3 pagini3.masurarea Indirecta A DistantelorCiurlic IulianÎncă nu există evaluări
- Etapa 02Document10 paginiEtapa 02Andrei TudorasÎncă nu există evaluări
- Geometrie Descriptiva CURS Nr.7Document9 paginiGeometrie Descriptiva CURS Nr.7Stefan BogdanÎncă nu există evaluări
- Mathcad - Calcul EuDocument17 paginiMathcad - Calcul EuDudila MariusÎncă nu există evaluări
- Actiunea Fortei TaietoareDocument17 paginiActiunea Fortei TaietoareStefan GaletarÎncă nu există evaluări
- PROBLEME DE ÎNCĂRTARE EXAMEN FINAL - ConvertitDocument36 paginiPROBLEME DE ÎNCĂRTARE EXAMEN FINAL - ConvertitScribdTranslationsÎncă nu există evaluări
- Tema 40Document8 paginiTema 40Paul DiaconuÎncă nu există evaluări
- Calibrare ProbingDocument4 paginiCalibrare ProbingNicolae TabircaÎncă nu există evaluări
- Modelarea Suprafetelor - 3DDocument27 paginiModelarea Suprafetelor - 3DCodreanu PetruÎncă nu există evaluări
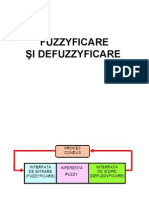
- Fuzzyficare Si DefuzzyficareDocument32 paginiFuzzyficare Si Defuzzyficaredaniel_dan_daniÎncă nu există evaluări
- Structura Metalica CalulDocument29 paginiStructura Metalica Calulbobeico6845Încă nu există evaluări
- 9 - Calculul StalpilorDocument65 pagini9 - Calculul StalpilorAndreeaCatalinaStoicaÎncă nu există evaluări
- 06 Initiere in Programarea Manuala A Masinilor CNCDocument5 pagini06 Initiere in Programarea Manuala A Masinilor CNCcool23100% (1)
- 1 PDFDocument17 pagini1 PDFRobotica ubmÎncă nu există evaluări
- Proiectarea DispozitivelorDocument17 paginiProiectarea DispozitivelorBurzo AndreiÎncă nu există evaluări
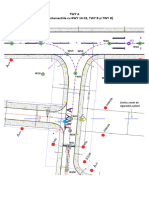
- Sto - A3 - Twy ADocument3 paginiSto - A3 - Twy ADan TofanÎncă nu există evaluări
- Calcul & Probleme Curs TopoDocument7 paginiCalcul & Probleme Curs TopoxingobuilderÎncă nu există evaluări
- Carte 2Document56 paginiCarte 2Gaby MicuÎncă nu există evaluări
- Roti Dintate TeorieDocument24 paginiRoti Dintate Teoriecrdi88% (8)
- Rezistența Materialelor I - Curs 6Document9 paginiRezistența Materialelor I - Curs 6Mărcuț CiprianÎncă nu există evaluări
- Algorithmul Lui Johnson (Johnson's Algorithm)Document25 paginiAlgorithmul Lui Johnson (Johnson's Algorithm)Tiberiu MusatÎncă nu există evaluări
- Cursul 13 CCDocument10 paginiCursul 13 CCLxxkgramÎncă nu există evaluări
- Rezistenta Materialelor RezumatDocument8 paginiRezistenta Materialelor RezumatadirianyiÎncă nu există evaluări
- Indrumar Proiect Calculul Unui Transformator TrifazatDocument8 paginiIndrumar Proiect Calculul Unui Transformator TrifazatIlie Romeo100% (1)
- Seminar #4: 10 CM 5 CM 2, 5cmDocument2 paginiSeminar #4: 10 CM 5 CM 2, 5cmAdrian-Florin StanÎncă nu există evaluări
- Problemă Reală de RMDocument8 paginiProblemă Reală de RMFlorin PirvuÎncă nu există evaluări
- Calcul Regim de Aschiere Burghiere, Largire, Alezare, Tesire Interioara 2x60Document12 paginiCalcul Regim de Aschiere Burghiere, Largire, Alezare, Tesire Interioara 2x60Simion Alex100% (3)
- Formule de Calcul Pentru Cutia de VitezeDocument2 paginiFormule de Calcul Pentru Cutia de Vitezemarius danielÎncă nu există evaluări
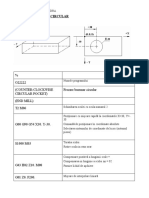
- O22221 Frezare Buz CircDocument2 paginiO22221 Frezare Buz CircAlexandra ElenaÎncă nu există evaluări
- Evaluarea Încărcărilor 22Document3 paginiEvaluarea Încărcărilor 22aurelvaduvaÎncă nu există evaluări
- Numere Zecimale Cl. 5 Lectia 9Document2 paginiNumere Zecimale Cl. 5 Lectia 9AnDy GhiorghitaÎncă nu există evaluări
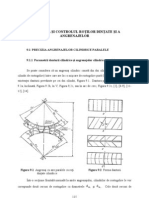
- Calculul Fortelor Din Angrenaje Cilindrice Cu Dinti InclinatiDocument9 paginiCalculul Fortelor Din Angrenaje Cilindrice Cu Dinti InclinatiGheorghita MelinteÎncă nu există evaluări
- Topografie 1 Lucrarea NR 6Document13 paginiTopografie 1 Lucrarea NR 6Cosmin NaeÎncă nu există evaluări
- RM Seminarii Sem IIDocument102 paginiRM Seminarii Sem IIAlin FacaoaraÎncă nu există evaluări
- Proiect Pompa Centrifuga Final PDFDocument11 paginiProiect Pompa Centrifuga Final PDFGabi MărgeanÎncă nu există evaluări
- Calcul Regim de Aschiere Burghiere Largire Alezare Tesire Interioara 2x60Document3 paginiCalcul Regim de Aschiere Burghiere Largire Alezare Tesire Interioara 2x60Ionuţ Cosmin BaloghÎncă nu există evaluări
- Tema 30Document8 paginiTema 30Paul DiaconuÎncă nu există evaluări
- Teoria Rezidurilor Si Aplicatiile Ei in Calculul Unor Integrale DefiniteDocument19 paginiTeoria Rezidurilor Si Aplicatiile Ei in Calculul Unor Integrale DefiniteEusebiu SchiporÎncă nu există evaluări
- Unghiurile de Stabilitate Ale Rotilor FataDocument2 paginiUnghiurile de Stabilitate Ale Rotilor Fatasilvian1313 CÎncă nu există evaluări
- Foraj Dirijat WordDocument65 paginiForaj Dirijat Wordchibzui radu100% (1)
- Mathcad - Sedinta NR 2,3,4,5,6,7,8,9,10Document29 paginiMathcad - Sedinta NR 2,3,4,5,6,7,8,9,10Arteni PaulÎncă nu există evaluări
- Lucrul Mecanic - 230206 - 201339Document10 paginiLucrul Mecanic - 230206 - 201339Dana FacciÎncă nu există evaluări
- Web - Info.uvt - Ro Kaslik PDF 12 Integrale Curbilinii SuprafataDocument4 paginiWeb - Info.uvt - Ro Kaslik PDF 12 Integrale Curbilinii SuprafataCristina AlexaÎncă nu există evaluări
- Proiect Pompa Centrifuga - FinalDocument10 paginiProiect Pompa Centrifuga - FinalMihai Saulescu100% (2)
- NO Curs 3Document34 paginiNO Curs 3katala90Încă nu există evaluări