Definirea HSM
Încărcat de
Rotaru TiberiuDefinirea HSM
Încărcat de
Rotaru TiberiuDEFINIREA HSM Prima definiie a HSM a fost propusa de Carl Salomon n 1931.
El a presupus c "La o anumit vitez de tiere, care este de 5-10 ori mai mare dect n prelucrarea convenionala, temperatura de aschiere la marginea de taiere va ncepe s scad". Figura de mai jos ilustreaz definiia sa. Exist o relativ scdere a temperaturii de la marginea de taiere, care pornete de la anumite viteze de taiere pentru diferite materiale.
De fapt, exist multe moduri diferite de a defini HSM : Viteza mare de prelucrare de tiere (VC) Vitez de rotaie de prelucrare (N) Avansuri mari vitez mare de prelucrare i alimentare Productivitate mare n cele din urm, "HSM este o metoda de prelucrare puternica, care combin ratele ridicate ale avansurilor , cu viteze mari, scule specifice de micare ".
Figura de mai jos arat viteze de tiere, n prelucrarea de mare viteza de diverse materiale.
AVANTAJE Avantajele majore ale HSM sunt rate ridicate de ndeprtare a materialului, forele reduse de tiere, de disipare a cldurii in timpul aschierii, precizie foarte buna .Fora de achiere sczut ofer o deviere a sculei . Temperaura sculei si a piesei este mentinuta scazuta lucru care ofer o via prelungit a sculei n multe cazuri. Ca adncimi de tiere , cu ajutorul masinilor de mare viteza, sunt superficiale, forele radiale de pe scula i arborele principal sunt mici. Acest lucru salveaz lagarele de pe ax, cile de ghidare i de uruburi cu bile. Timpul de contact dintre margine de tiere i de piesa de lucru, trebuie s fie extrem de scurt pentru a evita vibraiile i deformare a peretelui. Avansul este mai rapid dect timpul de propagare al cldur.
Figura de mai jos ilustreaz afirmaia de mai sus
mbuntirea procesului de producie atunci cnd se utilizeaz masini de frezat de mare viteza
Graficul de mai jos arat c fora de tiere (Fc), scade cu creterea vitezei de tiere (VC).
FC vs Vc pentru o putere de tiere constant de 10kw
Parametri recomandati pentru masinile de frezat de mare viteza 1. VITEZA Viteza de tiere este dependent de viteza dela arbore, ct i de diametrul sculei ,.Dependen liniar ntre viteza de tiere i de rezultatul rata de alimentare n "feed-uri de mare, cu viteze mari".
Viteza de aschiere n cazul n care ap = distana axial de la vrful sculei la punctul de referin n = turatia arborelui De = diametrul efectiv
Materialul indepartat Indepartarea materialului este considerabil mai mic dect n prelucrarea convenionala, cu excepia prelucrarilor n aluminiu si a materialelor neferoase i n operaiile de finisare i de super-finisare, n toate tipurile de materiale.
n cazul n care Vf = viteza de avans ae = pasul
3. Finisare Ca i n prelucrarea convenional a suprafeei cazul masinilor unelte de mare viteza este determinat de condiii, cum ar fi geometria sculei de aschiere, de acoperirea a sculei de tiere, de lubrifiere, strategia de tiere determinat pe sistemul CAM, piesa de lucru, materiale, etc Presupunnd c toti acesti parametri sunt controlati finisajul suprafeei care urmeaz s fie executate se calculeaza cu :
n cazul n care Rth = rugozitate teoretica
D = diametrul sculei de decupare ae = pas Deoarece diametrul maxim de tiere este adesea limitat de geometria sculei , Rth numai potae fi minimizat prin reducerea pasului .
2 Comanda numeric
2.1 Noiuni introductive
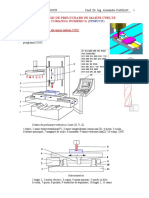
Se poate spune c un echipament este cu comand numeric dac instruciunile care permit punerea n funciune a mainii sunt transmise i aceasta n form codificat. Aceast definiie atunci prima main-unealt cu comand numeric a fost maina de esut a lui Jacquard (1800) care avea ca port-program o band perforat. Comanda numeric a mainilor-unelte este un procedeu de comand aprut n anii 1950. ea a fost dezvoltat n USA ncepnd cu 1942 pentru a satisface nevoile industriei aeronautice: realizarea suprafeelor complexe cum ar fi paletele elicei elicopterelor sau buzunarele de diverse forme n panouri mari de aluminiu.
Figura 1.1. Frez cu comand numeric.
Iniial aceste echipamente dispuneau de organe de comand acionate prin cablu iar introducerea datelor se fcea prin cartele perforate. Cu apariia microprocesoarelor i progresul electronicii, costul acestor echipamente a sczut pn prin anul 1970, toate ofereau capaciti pentru tratamentul informaiilor importante. Suporturile i transmiterea de date au putut fi asigurate cu ajutorul disketelor, benzilor magnetice etc. Aceast evoluie care a autorizat tratamentul de date n timp real, a permis creterea posibilitilor oferite de acest tip de comand i a favorizat integrarea acestor acestora n construcia de echipamente automatizate.
Figura 1.2. Reprezentarea schematic a unui echipament clasic cu comand numeric.
Utilizarea comenzii numerice (CN) nu se limiteaz numai la maini-unelte cu care se ndeprteaz material cu ajutorul unor scule cu ti, ea este prezent la toate instalaiile de decupat cu fascicol laser, la prelucrarea prin electroeroziune, la mainile cu fir, la operaiile de asamblare etc. ea se ntlnete de asemenea astzi la comanda meselor mainilor de msurat tridimensionale, roboi i alte echipamente. 2.2 Avantajele tehnice i economice ale comenzii numerice
n anii 70 80, era frecvent tentaia s se spun c comanda numeric nu era rentabil dect la realizarea seriilor mari de piese sau la generarea suprafeelor complexe cu profil evolventic. Aceast judecat era n parte justificat dac se ine cont de greutatea cu care se realiza pregtirea fabricaiei i programarea (numeroase calcule geometrice fcute de mn, timpi de schimbare a tehnologiilor mari, iar dispozitivele de nregistrare i citire a informaiilor dificile i laborioase). La vremea respectiv capacitile slabe de calcul ale echipamentelor electronice de comand nu permiteau s se efectueze n timp real corecii legate de geometria sculelor i restriciona programatorul s defineasc traiectoriile axelor pentru fiecare scul sau punct generator de pe fiecare scul. Astfel spus, el trebuia s scrie programul pentru o scul dat iar iar ascuirea oblig la corecia programului. n paralel cu aceasta, costul ridicat al echipamentelor nu poate fi autorizat dect la seriile mare i consecutive de fabricaie. Astzi, comanda numeric poate fi utilizat ntr-o manier economic n cazul seriei mici sau pentru fabricaii individuale de piese, fr ca acestea din urm s aib forme complicate. n exemplul din figura 1.3, relativ la o plac pe care se efectueaz guriri simple i filetare, se observ c la realizarea unei piese aveam un ctig de 1h 15 fa de prelucrarea pe maini-unelte convenionale, n timp ce la prelucrarea a 2 piese ctigul este de 4h i 15 iar la o serie de 10 piese deja se ajunge la un ctig aproximativ de 40h. Acest ctig de timpi n execuie provin din cheltuielile mai reduse de punere n fabricaie i tratament de date pentru un reper. Material prelucrat: - oel; Viteza de achiere: 8 15 m/min.; Seria de fabricaie 3 12 piese;
Figura 1.3. Piesa de realizat.
Figura 1.4. Timpi de realizare a piesei din figura 1.3. pentru prelucrarea pe maini-unelte convenionale i cu comand numeric
Informaiile iniiale, c prelucrrile pe maini-unelte cu comand numeric sunt nerentabile trebuie actualizate. Asistena informatic permite definirea mai rapid a modelului geometric al piesei, a proiectrii rapide a tehnologiei de prelucrare, calcule rapide i n timp real pentru stabilirea condiiilor de operare. n acest context, timpii necesari pentru asigurarea programrii pot fi redui la jumtate i timpii de execuie a celor 10 piese de asemenea pot fi redui la jumtate. Aceste avantaje sunt datorate n general aportului tehnic adus de comanda numeric, dar sunt mult mai vizibile n cazul programrii asistate de calculator care elimin i restriciile legate de timpii i costurile de programare. Permite: - scoaterea n exteriorul postului de lucru a sarcinilor legate de modelarea geometric, cinematic i tehnologic a procesului de prelucrare; - reducerea timpilor pentru mersul n gol prin realizarea n regim automat a secvenelor procesului de prelucrare: prin punerea n poziie de lucru a sculelor cu viteze de avans rapide, prin schimbarea automat a sculelor, prin schimbarea automat a vitezelor cu ajutorul variatoarelor; - reducerea numrului de operaii care erau necesare pentru efectuarea de lucrri precise: trasare, utilizare de lunete, eliminarea dispozitivelor de copiat; - realizarea de suprafee complexe prin deplasarea dup mai multe axe simultan i posibilitatea realizrii de piese cu suprafee mult mai apropiate de necesitile funcionale; - definirea condiiilor optimale de lucru, pentru c aceste maini ofer posibilitatea de a face s varieze continuu viteza de lucru i astfel crete dura de via a sculelor; - diminuarea gradului de implicare a factorului uman, prin creterea gradului de automatizare a echipamentelor i diminuarea sarcinilor de control, care sunt efectuate n timpul derulrii operaiilor de prelucrare, de echipamente speciale; - posibilitatea de a asigura flexibilitatea n raport cu evoluiile tehnice actuale n materie de moduri de schimbare a sculelor, de proiectare geometric i tehnologic
sau utilizarea unor sisteme de tratament de date CFAC (Concepia Fabricaiei Asistat de Calculator). - integrarea echipamentelor periferice (dispozitive pentru msurarea sculelor, manipulatoare, roboi etc.) sau integrarea MUCN n ansamble automatizate (celule flexibile, linii de fabricaie). n paginile urmtoare, sunt prezentai timpii efectivi de productivitate pentru diverse maini n funcie de gradul lor de automatizare i numrul de ore de disponibilitate dintru-un an calendaristic
Masini-unelte clasice
Masini-unelte cu comanda numerica
Centru de prelucrare cu schimabare automata a sculelor si paletizare
timp reeal de aschiere, piesa
timp reglare pozitionare,
schimbare scula,
schimbare
Figura 1.5. Productivitatea comparat pentru diverse categorii de maini-unelte i gradul de automatizare.
Se observ din figura 1.5. c o main unealt prelucreaz propriu-zis doar 10-15% din timpul efectiv de producie, diferena pn la 100% fiind timpi pentru reglat, poziionat, schimbat scul sau pies. Automatizarea i comanda numeric a permis dublarea de la 230h la 258h a timpului ct maina produce achii. Schimbarea automat a sculelor, reglajul automat i schimbare piesei la sfritul procesului de prelucrare a condus la un timp real de prelucrare propriu-zis de aproximativ 65%. Evident aceast analiz a ignorat durabilitatea sculei i opririle din motive de pan sau organizare. Relativ la aportul tehnic i economic al comenzii numerice, se pot concluziona urmtoarele: - comanda numeric permite progresul spre excelen n fabricaie pentru c ea asigur: precizie ridicat, repetitivitatea ei, fiabilitate - flexibilitate i calitate, indispensabile ntr-o economie de pia. - comanda numeric asigur fabricaie de piese cu eforturi materiale i financiare minime.
2.3
Principiul mainilor cu Comand Numeric
2.3.1 Pregtirea programului n funcie de mijloacele puse la dispoziie tehnologului realizeaz programul de execuie pe MUCN, figura 1.6.: - fie prin programarea manual prin analiza i calculul traiectoriei sculelor i redactarea unui program pe hrtie in limbaj CN. Acest program poate fi scris direct pe tastatur sau poate fi
10 10
editat n funcie de maina utilizat pe benzi, diferii supori magnetici sau memorie RAM etc. - fie utiliznd un calculator ajutat de un postprocesor (program de traducere sintax) i un program pentru editarea programului ce va fi adoptat, transformat prin postprocesor la nevoile mainii.
Figura 1.6. Modaliti de programare a MUCN.
2.3.2 Programul n C.N. Programul n comand numeric a mainii este realizat n raport cu triedrul triortogonal drept de referin, ales de programator, denumit originea programului OP cu originea ntrun punct singular n raport cu care se definesc cotele punctelor caracteristice ale traiectoriilor sculelor. Acest sistem de referin indic n mod egal i orientarea semifabricatului pa masa mainii. Programul descrie tipul operaiei ce urmeaz a se efectua, traiectoriile de asigurat pentru scule sau localizarea operaiilor de prelucrare, numrul sculei i condiiile de operare. Programul este deci o succesiune de instruciuni bine definite sau astfel supus nimic nu este lsat la ntmplare.
11 11
Figura 1.7. Exemplu de reglaj a originii programului pentru frezare cu Mechanical 3D-Touch Probe si msoar lungimea sculei
Pentru a realiza un program corect, operatorul pe maina-unealt cu comand numeric (MUCN) trebuie: - s poziioneze corect semifabricatul n sistemul referenial de axe al mainii, respectnd orientarea stabilit de programator i urmrind ca traiectoriile programate s nu ias n afara suprafeelor de lucru ale mainii; - stabilirea n comand mainii a poziiei originii OP n raport cu reperul legat de masa mainii, care este de obicei originea dispozitivului de msur. - originea programului OP i originea piesei Op - originea piesei este punctul unei piese brute, modelul sau nceputul prelucrrii. El va trebui s in cont eventual de decalajul ntre OP i Op; - originea mainii Om i originea sistemului de msurare OM: primul fiind materializat de originile traiectoriilor pe fiecare ax. Ea este cteodat decala de originea echipamentului de msur i acest decalaj este luat n seam n cadrul procedurii automate de deplasare.
Figura 1.8. Sistemele de coordonate ale mainii i piesei.
12 12
2.4
Structura unei maini-unelte cu comand numeric
O main cu comand numeric este nainte de toate o main unealt de precizie asociat la o comand automat de calitate tehnologia unei maini MUSC nu este simpl: o atenie particular se acord rigiditii, reducerii frecrilor i controlul adaptiv al forelor de achiere i inerie nainte de a executa micri frecvente cu viteze i acceleraii ridicate. Pentru realizarea deplasrilor marea majoritate a constructorilor de maini-unelte au adoptat ghidajele pe glisiere cu galei i antrenarea prin uruburi cu bile pretensionate. 2.4.1 Directorul de comand
Toate comenzile numerice sunt astzi cu microprocesor ncorporat fie integral n directorul de comand, fie aparinnd unui calculator situat n tabloul de comand al mainii n comand direct. Legtura ntre partea informatic proprie i main este asigurat printr- un automat programabil care asigur gestiunea captorilor i acionrilor prin programe specializate care asigur controlul i deservirea axelor. Fiecare linie din program cuprinde mai multe instruciuni relative fie la deplasri, fie la condiiile de operare. Directorul de comand cunoscnd poziia actual a sculei n raport cu piesa calculeaz punctele intermediare pentru atingerea punctelor definite n blocul de instruciuni. Ordinul de deplasare se execut transmind la axe succesiunea de schimbri de vitez care genereaz, prin micro-deplasri consecutive, deplasarea global programat aceste valori sunt calculate de interpolatoare de axe. 2.4.3 Introducerea programelor
Benzile perforate au constituit primele moduri de schimbare a programelor de lucru pe MUCN. Limea lor era de ol i datele erau nregistrate caracter cu caracter pe 8 piste paralele (coloane) n cod ISO, a noua pist (serie continu de guri) servete la asigurarea antrenrii n micare a benzii. Informaiile sunt codificate binar i prezena unei guri semnaleaz un bit pe pista corespondent. Benzile aveau o durat de via destul de redus: 15 lecturi pentru benzile de hrtie i 50 pentru benzile din plastic. Din acest motiv benzile au fost abandonate progresiv pentru a fi nlocuite prin portprograme cu citire direct cu lectori magnetici pentru [Link] suporilor magnetici nu const numai n viteza de lectur ci i n mare densitate de nregistrri i o punere n practic mai uoar. Transmiterea informaiilor ntre diverse echipamente este realizat prin magistrale de comunicare constnd din fibre optice care permit circulaia informaiilor n ambele sensuri simultan cu debite care pot ajunge la 20Mb/s. 0 logic i 1 logic este transmis printr-un semnal de tensiune respectiv pozitiv sau negativ cu un nivel maxim de 3v. un protocol de comunicare trebuie s coordoneze accesul pe magistrala de comunicare i secvenele de emisie i recepie i s permit corecia erorilor de transmitere. Mainele moderne are port pentru extinderea memoriei, port pentru communicatia RS232 si RJ45. Comunicaia dintre terminal i echipamentul de control se realizeaz folosind un set de protocoale de comunicaie puse la dispoziie de productorul terminalului.
13 13
Fig. 1.11. conexiunile mainei
2.4.4
Traductoare de poziie i vitez
Precizia susceptibil a fi atins pe MUCN este dependent de precizia de msurare a poziiei sau altfel spus de controlul deplasrilor. Pe mainile de calitate directorul de comand cunoate poziia de atins i poziia real a elementului mobil. Aceste valori sunt comparate pentru a deduce deplasarea de efectuat. Natura acestui program (abaterea ntre poziia proiectat i cea real) depind de natura traductorilor de poziie utilizai: care pot fi de natur analogic cu traductori inductivi (rigle INDUCTOSIN) sau de tip numeric (variaia prin increment) cu traductori optice (discuri sau rigle gradate).
Fig.1.12.a) Msurarea direct a poziiei. 1 cititor; 2 rigl gradat.
Fig.1.12.b) Msurarea indirect a poziiei. 1 mas; 2 disc gradat; 3 urub ; 4 generator de semnal
Fig.1.12.c) msurarea direct a poziiei 1 motor; 2 mas; 3 sistem de msurare; 4 urub cu bile; 5 piuli special.
14 14
Captor incremental de deplasare liniar.
M originea mainii; 1 scar de msurare binar; 2 poziia actual a mesei;
Fig. 1.13.a) Msurarea poziiei absolute.
1 rigla gradat; 2 poziia anterioara a mesei; 3 poziia curent a mesei; 4 masa n poziia de referin;
Fig. 1.13.b) Msurarea poziiei relative .
Pentru a mbunti poziionarea i traiectoria este convenabil de asemenea se a controla viteza de deplasare: captorul de viteze putnd fi de 2 tipuri: analogic dac se utilizeaz un dinamometru, sau incremental prin descompunerea impulsurilor luminoase plecnd de la un disc perforat sau cu dini periferici. MUCN deservirea cu bucle retur n poziie sunt capabile s compare instantaneu poziiile elementelor mobile cu valorile stabilite
Fig. 1.14. schema de principi a deservirii axelor.
2.4.5
Eroarea de urmrire sau de avans
Pentru deplasarea n lungul unei axe, ntrzierea dinamic antreneaz un uor decalaj n timpul dintre ordinul de execuie i execuia propriu-zis, ceea ce nu are nici un efect asupra poziiei ateptat de respectiva aciune. Pentru toate deplasrile care nu au loc parale cu axele, aceste ntrzieri dinamice antreneaz o deformare a traiectoriei reale, n raport cu traiectoria programat, funcie de viteza de deplasare.
15 15
Fig. 1.15. Abaterea traiectorie reale executat de scul fa de traiectoria programat.
Pentru a remedia acest decalaj (abaterea) se utilizeaz o bucl de feed-back pentru a face s varieze ctigul de acceleraie dintr-un lan de deservire a unei axe.
2.4.6 Pupitrul de comand Tastatura de comand constituie interfaa care autorizeaz interveniile operatorului: - introducerea manual de date, programe bloc cu bloc (nefiind permis nici o schimbare n procedurile automate); - introducerea coreciilor de scul dac nu exist legtur ntre bacul de msurare i directorul de comand; - modificarea coreciilor pe parcursul derulrii procesului de prelucrare n funcie de uzura sculelor; - generarea unui diagnostic de erori n programul-pies sau corecii; - localizare semifabricatului n sistemul de coordonate ale mainii, definind originea piesei; - localizarea punctului de origine a programului; - alegerea unei condiii de funcionare a mainii: automat, manual, semiautomat; - n funcie de CNC existente pe main introducerea programelor de nvare. Operatorul dispune de un ecran de vizualizare care afieaz: - programul curent, blocul curent, funciile curent, starea variabilelor i parametri tehnologici;
Fig. 1.16. pupitrul de comanda
Fig. [Link]
16 16
- greeli de sintax; - momentele de pan ale maini; - valorile introduse pentru corecia traiectoriilor; - coordonatele punctului curent; - erorile care apar; - meniuri; - piesa de prelucrat, scula, semifabricatul pentru controalele dotate cu ecran grafic.
n ultimul timp ecranele sunt de tip grafic i permit vizualizarea traiectoriilor programului. Tastatura permite introducerea de date alfanumerice, de a efectua manual deplasri, de a dispune de funcii de comand pentru definirea modului de lucru, reprezentate prin simboluri normalizate. Pe tastatur se disting mai multe zone: - zona de gestiune pentru modelare geometric; - zona alfanumeric pentru editarea de programe, a unor blocuri de comand sau orice alte informaii numerice sau alfanumerice; - zona de alegere a modului de lucru: automat, bloc cu bloc, manual, semiautomat; - zona de pilotaj manual i intervenie (poteniometru oprire avansuri, corecie uzuri scule etc.); - zona de alegere a modurilor care d acces la diferite moduri de lucru:
Fig. [Link] masinei
- modul editare program; - mod editare suprafa de lucru a mesei; - mod executare a programului automat; - mod executare a programului bloc cu bloc; - mod introducere manual de date; - mod manual care deblocheaz comanda: [Link] Comenzile axelor; [Link] Poteniometre de reglare a vitezei
Fig.1.20. comenzile axelor
Operatorul poate schimba oricnd parametrii folositi in program. Acestea pot fi ajustate in functie de datele furnizate de producatorul sculei.
[Link] Oprire deplasri i modul de pilotaj manual
18
Fig.1.20. potentiometre de reglarea vitezei i oprire deplasri
Folosirea lor ajuta in masurarea sculei i alte cazuri n mod manual
Fig.1.21. Modul de pilotaj manual (HANDLE)
2.5 2.5.1
Reperarea pozitiei sculei n spat iul de lucru Desemnarea sistemului de axe legat de scul
Indiferent de tipul mainii, este necesar s putem defini n fiecare moment poziia sculei n spaiu n raport cu piesa. Pentru aceasta, scula se raporteaz la un sistem de axe legat de mainaunealt. Direcia axei OY este orientat la900fa de axa X n sens trigonometric reprezinta si axele arborlui principal.. - axa sculei la frezare; Rezult c planul Z la frezare, este planul mesei mainii. Sensul pozitiv al axei Z este astfel stabilit ca atunci cnd cota Z crete scula se ndeprteaz de pies. Axa Z este axa micrii principale perpendicular pe X si Y.
Componentele mecanice ale mainii trebuie s fie rigid i puternic cu scopul de a sprijini prile active . Axa este de obicei cea mai puternic parte i este susinut cu rulmeni de mari dimensiuni. Dac axul deine masa de lucru sau instrumentulde tiere, un sistem automat de prindere facilizeaz introducerea pe ax al instrumentelor de taiere i scoaterea lor n timpul rulrii programului. Se realizeaz din oel inoxidabil pentru a reduce costurile i pentru a permite fabricarea de modele mai complexe tip cadru.
19 19
Fig. 1.1 Ataat pe partea lateral a mainii este magazia de scule. Un bra de transfer, numit uneori bara de unelte, elimin un instrument de main, l plaseaz n magazie, alege un instrument diferit din magazie , i ntoarce-l la main prin instruciunile din [Link] ciclului tipic necesar pentru aceast procedur este de doi la opt secunde. Unele maini pot conine pn la 400 de scule, fiecare ncrcate automat, n ordinea derulri a programului.
Masa de lucru a mainii este susinut pe profile din oel clit care sunt, de obicei, protejate de aprtori flexibili.
20 20
Fig. 1.2
1.4 Procesul de fabricaie
Pn de curnd, cele mai multe centre de prelucrare au fost construite la specificatiile clientului de ctre constructorul mainii. Acum, magazia de scule standardizat a permis maini care urmeaz s fie construite pentru vnzare sau vnzare mai trziu, ntruct noile modele pot efectua toate operaiunile necesare de cei mai muli utilizatoriCostul unui aparat nou CNC ruleaza de la aproximativ 300.000 dolari pentru un centru orizontal la $ 5 milioane de euro pentru un sistem de prelucrare flexibile pentru blocuri motoare.
1.4.1 Sudare de baz
Materialul de baz al mainii este fie turnat fie este sudat .Acesta sunt apoi tratate termic pentru a elimina erorile de "normalizare" metalice de prelucrare. Baza este realizat intrun centru de prelucrare mare, precum i zonele de montaj pentru cile sunt descrise n caietul de sarcini. 2 Legturile sunt fixate cu uruburi, i fixat la baza.
1.4.2 Echipare surub cu bile
Mecanisme care execut miscarea axiala sunt numite suruburi cu bile. Aceast micare de rotaie permite schimbarea motoare de antrenare n micare liniar i constau dintrun ax cu urub i lagre de sprijin. Deoarece arborele urmeaz spirala n ax i produce o micare foarte precis liniar care se mic fie masa de lucru n conformitate cu axul, sau transportatorul ax n sine. Aceste uruburi cu bile sunt boltite la baza cu montur.
1.4.3 Montarea axului
Axul este prelucrat i montate pe motorul su, i apoi prin uruburi se transmite axului mobil. Fiecare ax de micare are un surub cu bile separate i un set de moduri n cele mai multe centre de prelucrare.
1.4.4 Controlerul
21 21
Calculator, sau controler, este un ansamblu electronic separat de restul mainii.. Ea are o carcas climatizat controlat electronic montat pe partea lateral a cadrului sau in consola unui operator. Acesta conine toate memorie de operare, placi de computer, surse de alimentare, circuitele i alte echipamente electronice s lucreze n main. Cabluri asortate se conecteaz la controlerul motoarelor de main i de diapozitive.
Dispozitivele trimit continuu informaiile de localizere a axa la controler, astfel nct se stie poziia exact a masei de lucru, cnd relaia cu axul este ntotdeauna cunoscut. Partea din fa a operatorului are un ecran video care afiseaza programul de informare, poziie, viteze i avansuri, i alte date necesare pentru operator de a monitoriza performana mainii. De asemenea, pe panoul frontal sunt cheile de introducere a datelor, porturi de conexiune de date, i start-stop comutatoare.
Fiecare main are mici diferene fizice, care sunt matematic corectate n sistemul de operare calculator. Aceste valori de corecie sunt stocate ntr-o memorie separat, iar aparatul verific aceste continuu. Ca centru de prelucrare poarta de acces al acestor parametri poate fi recalibrat pentru a asigura acurateea. Dup testare, aparatul finit este asamblat i pregtit pentru expediere.
1.4.5 Controlul Calitii
Controlul de calitate ntr-un centru de prelucrare const n uurina la livrare i prin intermediul setrilor. Instruirea atent a operatorilor este de asemenea important pentru a preveni un accident, prevederea coliziunilor neintenionate cu scula. Multe centre de prelucrare au subprograme pentru a sesiza un accident iminent. Toate CNC-urile sunt livrate cu utilaje speciale de manipulare pentru a evita ocurile, i sunt stabilite cu grij de ctre fabrica cu tehnicieni instruii. Factorii de corecie originale sunt nregistrate pentru referine ulterioare. Instruciuni complete de programare, exploatarea, precum i manualele de ntreinere sunt furnizate.
1.4.6 Viitorul
Viitorul de masini CNC este in continua dezvoltare. O idee n curs de dezvoltare este o main de tip pianjen, cu ajutorul cruia axul este suspendat de ctre ase bare acionate cu suruburi cu bile telescopice. Viteza de rezoluie efectuat de ax sunt controlate de un computer sofisticat care efectueaz milioane de calcule pentru a asigura conturul. Costa mai multe milioane de dolari pentru dezvoltarea i utilizarea la nivel nalt, aceast main promite s efectueze operaiuni de mare precizie n prelucrarea metalelor. Avansarea n computere i inteligen artificial va face aceste masini CNC n viitor s fie mult mai precise i mai uor de operat. Acest lucru nu va fi avantajos, deoarece preul acestor maini sofisticate CNC va fi dincolo de posibilitile multor companii.
22 22
23
S-ar putea să vă placă și
- Masini Unelte Si Prelucrari Prin Aschiere100% (10)Masini Unelte Si Prelucrari Prin Aschiere211 pagini
- Caiet de Practica - Masini Unelte Si Prelucrari Prin Aschiere80% (5)Caiet de Practica - Masini Unelte Si Prelucrari Prin Aschiere36 pagini
- Oferta Tehnico-Economica Completa La Familia de Masini UnelteÎncă nu există evaluăriOferta Tehnico-Economica Completa La Familia de Masini Unelte40 pagini
- Sisteme Flexibile Pe Prelucrari Prin Aschiere100% (5)Sisteme Flexibile Pe Prelucrari Prin Aschiere76 pagini
- 09-Picos, C. S.a.-Proiectarea Tehnologiilor de Prelucrare Mecanica Prin Aschiere-Vol. 1 (Partea I)Încă nu există evaluări09-Picos, C. S.a.-Proiectarea Tehnologiilor de Prelucrare Mecanica Prin Aschiere-Vol. 1 (Partea I)329 pagini
- Utilaje Electromecanice IndustrialeÎncă nu există evaluăriUtilaje Electromecanice Industriale6 pagini
- 12-Vlase, A. S.a.-Regimuri de Aschiere, Adaosuri de Prelucrare Si Norme Tehnice de Timp-Vol.Încă nu există evaluări12-Vlase, A. S.a.-Regimuri de Aschiere, Adaosuri de Prelucrare Si Norme Tehnice de Timp-Vol.150 pagini
- Mașini-Unelte Controlate Numeric - Avantaje Și DezavantajeÎncă nu există evaluăriMașini-Unelte Controlate Numeric - Avantaje Și Dezavantaje6 pagini
- Bazele Tehnologiilor de Fabricare - TCM I - Partea I100% (2)Bazele Tehnologiilor de Fabricare - TCM I - Partea I176 pagini
- Indrumar Tehnician Prelucrari MecaniceÎncă nu există evaluăriIndrumar Tehnician Prelucrari Mecanice33 pagini