SÂRME MIG/MAG (GMAW)
SÂRME SLAB ALIATE
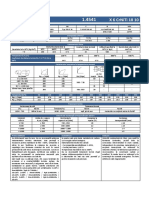
OK Aristorod 13.09
OK AristoRod 13.09 is a 0.5Mo-alloyed, bare, solid wire for the GMAW of creep-resistant steels of the same composition, like those used for pipes in pressure
vessels and boilers with a service temperature of up to 500°C. OK AristoRod 13.09 is treated with ESAB’s unique Advanced Surface Characteristics (ASC)
technology, taking MAG welding operations to new levels of performance and all-round efficiency, especially in robotic and mechanised welding. Characteristic
features include excellent start properties; trouble-free feeding at high wire speeds and lengthy feed distances; a very stable arc at high welding currents; extremely
low levels of spatter; low fume emission; reduced contact tip wear and improved protection against corrosion of the wire.
Classifications Weld Metal EN ISO 14341-A : G 38 0 C1 2Mo
EN ISO 14341-A : G 46 2 M21 2Mo
Classifications Wire Electrode SFA/AWS A5.28 : ER70S-A1 (ER80S-G)
EN ISO 14341-A : G 2Mo
EN ISO 21952-A : G MoSi
EN ISO 21952-B : G 1M3
Aprobări CE EN 13479
DB 42.039.31
DNV-GL III YMS (M21)
NAKS/HAKC 1.2MM
VdTÜV 10088
Aprobările depind de locul unde este amplasată fabrica. Pentru mai multe informații, vă rugăm să contactați ESAB.
Tipul aliajului Low alloyed (0.5 % Mo)
Proprietăți de tracțiune tipice
Condiţie Limită de curgere Rezistenţă la întindere Alungire
80Ar/20CO2
În stare sudată 515 MPa 630 MPa 26 %
Stress Relieved 15hr 620°C 370 MPa 490 MPa 23 %
Stress Relieved 15hr 620°C 430 MPa 545 MPa 26 %
În stare sudată 425 MPa 570 MPa 20 %
Typical Charpy V-Notch Properties
Condition Testing Temperature Impact Value
80Ar/20CO2
În stare sudată 20 °C 117 J
În stare sudată -20 °C 75 J
În stare sudată -40 °C 57 J
Stress Relieved 15hr 620°C 20 °C 150 J
Stress Relieved 15hr 620°C 0 °C 130 J
Stress Relieved 15hr 620°C -20 °C 95 J
Stress Relieved 15hr 620°C -40 °C 90 J
Analiză tipică a metalului sudat %
C Mn Si S P Mo
0.09 1.0 0.65 0.015 0.010 0.45
Typical Wire Composition %
C Mn Si Ni Cr Mo
0.094 1.09 0.61 0.04 0.07 0.45
Date depunere
Diametru Amperi Volţi Viteza de avans a sârmei Viteză de depunere
0.8 mm 40-170 A 16-22 V 2.0-10.8 m/min 0.4-2.6 kg/h
1.0 mm 80-280 A 18-28 V 2.7-14.7 m/min 1.0-5.4 kg/h
1.2 mm 120-350 A 20-33 V 2.7-12.4 m/min 1.5-6.6 kg/h
1.6 mm 225-480 A 26-38 V 3.1-12.0 m/min 3.3-11.6 kg/h
410906-ro_RO-FactSheet_Main-01 2021-08-20
esab.com/fillermetals
S-ar putea să vă placă și
- Elaborarea Otelurilor in Cuptoare Electrice Cu Arc2Document33 paginiElaborarea Otelurilor in Cuptoare Electrice Cu Arc2Rocsana Dan100% (2)
- Clasificari Diverse Standarde ElectroziDocument7 paginiClasificari Diverse Standarde Electrozizorghi1Încă nu există evaluări
- 8 - Axul Pistonului (Boltul)Document14 pagini8 - Axul Pistonului (Boltul)Iulian NgiÎncă nu există evaluări
- Retete Prajituri PDFDocument15 paginiRetete Prajituri PDFMoldovan LucianÎncă nu există evaluări
- 4.2.2.2. Fonte Cu Grafit Nodular (FGN)Document13 pagini4.2.2.2. Fonte Cu Grafit Nodular (FGN)Bogdan IgniskaÎncă nu există evaluări
- Calcul PlacaDocument12 paginiCalcul PlacaMarinoiu MarianÎncă nu există evaluări
- Probleme 51 66Document40 paginiProbleme 51 66FleancuCatalinÎncă nu există evaluări
- Armare Grinda Cadru. - 29.04.2014Document14 paginiArmare Grinda Cadru. - 29.04.2014Ciprian Alin FarcasÎncă nu există evaluări
- Suduri ECDocument10 paginiSuduri ECzbiklotÎncă nu există evaluări
- Dimensionare CabluriDocument15 paginiDimensionare CabluriKhánh Vân Doãn100% (1)
- User Manual ME71A BOL RomanaDocument16 paginiUser Manual ME71A BOL Romanarusf123Încă nu există evaluări
- Caracteristicile Mecanice Ale Oţelurilor de Uz General Pentru Construcţii - Anexa A1Document4 paginiCaracteristicile Mecanice Ale Oţelurilor de Uz General Pentru Construcţii - Anexa A1Ivan George100% (6)
- Proiect: Alegerea Criteriala A MaterialelorDocument10 paginiProiect: Alegerea Criteriala A Materialelorjulieteeee79100% (1)
- Calculul Unei Grinzi Precomprimate C TII BETON PROIECTDocument12 paginiCalculul Unei Grinzi Precomprimate C TII BETON PROIECTalexandruÎncă nu există evaluări
- Calcul Structura Compusa Otel-BetonDocument6 paginiCalcul Structura Compusa Otel-BetonDan TomoiagaÎncă nu există evaluări
- SC Siderurgica SA Hunedoara CATALOG DE PRODUSE (1994)Document41 paginiSC Siderurgica SA Hunedoara CATALOG DE PRODUSE (1994)combobyrudolf2100% (1)
- Caracteristicile Mecanice Pentru Materiale MetaliceDocument8 paginiCaracteristicile Mecanice Pentru Materiale Metalicestranger3333Încă nu există evaluări
- STR 1Document9 paginiSTR 1Marius DumitruÎncă nu există evaluări
- Verificarea La Forta Taietoare A Unei Grinzi Precomprimate PDFDocument5 paginiVerificarea La Forta Taietoare A Unei Grinzi Precomprimate PDFMarius ProboteanuÎncă nu există evaluări
- Catalog Bare CromateDocument32 paginiCatalog Bare CromatetiuÎncă nu există evaluări
- ACYAbY PDFDocument4 paginiACYAbY PDFCatanescu Alexandru-LaurentiuÎncă nu există evaluări
- Proiect AqpsDocument5 paginiProiect AqpsEduard IonutÎncă nu există evaluări
- alegera otelurilorDocument4 paginialegera otelurilorMarian Victor CapezanÎncă nu există evaluări
- PPR VALROM - FISA - TEHNICA - ORIG - TeviPPRtip3-Fisa Tehnica PDFDocument19 paginiPPR VALROM - FISA - TEHNICA - ORIG - TeviPPRtip3-Fisa Tehnica PDFoelbergluisÎncă nu există evaluări
- Calcul FermaDocument18 paginiCalcul FermaAvasiloaei IonutÎncă nu există evaluări
- Proiect: Organe de MașiniDocument13 paginiProiect: Organe de MașiniIonela PintilieÎncă nu există evaluări
- Fisa Tehnica Tabla Zincata ZambelliDocument1 paginăFisa Tehnica Tabla Zincata ZambelliAdrian StanciuÎncă nu există evaluări
- OtelDocument3 paginiOtelRadu LiviuÎncă nu există evaluări
- 14 IM3131rev02Document19 pagini14 IM3131rev02Alejandro Pino GomezÎncă nu există evaluări
- Table RukkiDocument20 paginiTable Rukkicostelparlog1138Încă nu există evaluări
- Elaborarea Otelurilor in Cuptoare Electrice Cu Arc PDFDocument34 paginiElaborarea Otelurilor in Cuptoare Electrice Cu Arc PDFBetii C AlexandraÎncă nu există evaluări
- SF 36 Gasoline Standard 95Document2 paginiSF 36 Gasoline Standard 95Adrian NazareÎncă nu există evaluări
- SF 38 Motorin PolarDocument2 paginiSF 38 Motorin PolarLara SiciÎncă nu există evaluări
- Sectiuni Conductoare NeizolateDocument3 paginiSectiuni Conductoare NeizolateCristian FilipÎncă nu există evaluări
- Anexa 5+6Document1 paginăAnexa 5+6iarcad9403Încă nu există evaluări
- Marca Otel 14541Document1 paginăMarca Otel 14541Șerban IulianÎncă nu există evaluări
- Tevi PE100RC Waterkit - 16iunie2021 1Document9 paginiTevi PE100RC Waterkit - 16iunie2021 1Ghiban ConstantinÎncă nu există evaluări
- Dod 12-14-15Document17 paginiDod 12-14-15Laurentiu Marius Armean DinescuÎncă nu există evaluări
- Catalog DuctilDocument65 paginiCatalog DuctilMadalina EuÎncă nu există evaluări
- APSP Baza DateDocument34 paginiAPSP Baza DateRobert GruiaÎncă nu există evaluări
- j0fbr - Baso 49Document2 paginij0fbr - Baso 49Vlad AdrianÎncă nu există evaluări
- SenzorDocument23 paginiSenzorcrocrosÎncă nu există evaluări
- AMDocument8 paginiAMCostel ComanÎncă nu există evaluări
- Cinetica Proceselor Eterogene: Analiza Termica Cinetica NeizotermaDocument28 paginiCinetica Proceselor Eterogene: Analiza Termica Cinetica NeizotermaKuharskaia ElenaÎncă nu există evaluări
- Rmax Și Ra În Funcție de S Rmax Și Ra În Funcție de VDocument5 paginiRmax Și Ra În Funcție de S Rmax Și Ra În Funcție de VSabadîș DenisaÎncă nu există evaluări
- Fibran BP Etics Fisa TehnicaDocument6 paginiFibran BP Etics Fisa TehnicaSarinootza SaritaÎncă nu există evaluări
- Bare AlamaDocument6 paginiBare AlamaMadalin NitaÎncă nu există evaluări
- Sudarea Sub Flux: Tabel 4 Aliaje de Nichel Care Dau Rezultate Bune La Sudarea Cu PlasmaDocument4 paginiSudarea Sub Flux: Tabel 4 Aliaje de Nichel Care Dau Rezultate Bune La Sudarea Cu PlasmaVlad LazaroiuÎncă nu există evaluări
- Dimensionare SarpantaDocument5 paginiDimensionare SarpantaRîndunica VictorÎncă nu există evaluări
- Panel Front Left Black-Gloss (Abs) Ecam290Document1 paginăPanel Front Left Black-Gloss (Abs) Ecam290pill strigÎncă nu există evaluări
- 800MIG315IGBT 800MIG315IGBT Manual de UtilizareDocument11 pagini800MIG315IGBT 800MIG315IGBT Manual de Utilizareviper33_4uÎncă nu există evaluări
- PC LR507NWDocument1 paginăPC LR507NWErika NoemiÎncă nu există evaluări
- Aeronava Falcon YR2631Document6 paginiAeronava Falcon YR2631Dora FlaviaÎncă nu există evaluări
- Oteluri-aliate-calire-si-revenire-42CrMo4-Calire Revenit-AUSADocument2 paginiOteluri-aliate-calire-si-revenire-42CrMo4-Calire Revenit-AUSACatalin CiocirlanÎncă nu există evaluări
- X5 Crni 18 10: Ţara Simbol NormăDocument1 paginăX5 Crni 18 10: Ţara Simbol NormăraduonoÎncă nu există evaluări
- Specificatie de Livrare Motorina Extra SF-39Document2 paginiSpecificatie de Livrare Motorina Extra SF-39Octavian StoichitaÎncă nu există evaluări
- Doc 02 RO 20220503091652Document2 paginiDoc 02 RO 20220503091652rusf123Încă nu există evaluări
- Teka Ro RO CNL-6415-PLUSDocument5 paginiTeka Ro RO CNL-6415-PLUSrusf123Încă nu există evaluări
- XX 0Document1 paginăXX 0rusf123Încă nu există evaluări
- Catalog AcoperisuriDocument2 paginiCatalog AcoperisuriAngel SmithÎncă nu există evaluări
- Ndata - SR083 Ets 4190149 02 20210515 0 0012248564Document6 paginiNdata - SR083 Ets 4190149 02 20210515 0 0012248564Vlad MaziluÎncă nu există evaluări
- Washmaschine-AEG Datasheet L6FBG41SDocument2 paginiWashmaschine-AEG Datasheet L6FBG41Srusf123Încă nu există evaluări
- Promo MicorMigC300PO+PistolML3800 2019Document1 paginăPromo MicorMigC300PO+PistolML3800 2019rusf123Încă nu există evaluări
- FDB 1490183460 Manual File Produse Toastere Si Sandwich Makers Toaster Style White 2 SlicesDocument8 paginiFDB 1490183460 Manual File Produse Toastere Si Sandwich Makers Toaster Style White 2 Slicesrusf123Încă nu există evaluări
- Dedeman Catalog 20.07-16.08.2017 PDFDocument20 paginiDedeman Catalog 20.07-16.08.2017 PDFrusf123Încă nu există evaluări
- XX 0Document1 paginăXX 0rusf123Încă nu există evaluări
- Dedeman Catalog 20.07-16.08.2017 PDFDocument20 paginiDedeman Catalog 20.07-16.08.2017 PDFrusf123Încă nu există evaluări
- Brosura Prezentare Sarma Sudare SUPRAMIG HD 132Document29 paginiBrosura Prezentare Sarma Sudare SUPRAMIG HD 132rusf123Încă nu există evaluări
- Anexa Nr. 5-Varste Standard de Pensionare, Stagii Complete Si Stagii Minime de CotizareDocument13 paginiAnexa Nr. 5-Varste Standard de Pensionare, Stagii Complete Si Stagii Minime de CotizareTerraÎncă nu există evaluări
- 2016 Unitati Loca ADocument1 pagină2016 Unitati Loca Arusf123Încă nu există evaluări
- TCG AbonamenteDocument28 paginiTCG Abonamenterusf123Încă nu există evaluări
- RoDocument21 paginiRorusf123Încă nu există evaluări
- MCC Romania Mp03 Oferte NealimentareDocument24 paginiMCC Romania Mp03 Oferte NealimentarePaunescu Ioan CornelÎncă nu există evaluări
- PT PDFDocument11 paginiPT PDFrusf123Încă nu există evaluări
- Tot Ce Trebuie Sa Stiti Despre AnvelopeDocument11 paginiTot Ce Trebuie Sa Stiti Despre AnvelopecudalbgeoÎncă nu există evaluări
- Gorenje WA65165Document1 paginăGorenje WA65165rusf123Încă nu există evaluări
- Europass - European Language Levels - Self Assessment GridDocument1 paginăEuropass - European Language Levels - Self Assessment GridStefan IonelÎncă nu există evaluări
- Revista Partener nr.24Document11 paginiRevista Partener nr.24rusf123Încă nu există evaluări
- Gorenje FH311IWDocument16 paginiGorenje FH311IWrusf123Încă nu există evaluări