S-ar putea să vă placă și
- CS - Consolidare Elemente Din Beton Armat Cu Panze Din Fibre de CarbonDocument5 paginiCS - Consolidare Elemente Din Beton Armat Cu Panze Din Fibre de Carbonjohn doeÎncă nu există evaluări
- Consolidare Elemente Din Beton Armat Cu Panze Din Fibre de Carbon SikaWrap-230CDocument5 paginiConsolidare Elemente Din Beton Armat Cu Panze Din Fibre de Carbon SikaWrap-230CGabriel Ionita100% (1)
- Consolidare Elemente Din Beton Armat Cu Lamele Din Fibre de Carbon Sika CarboDurDocument5 paginiConsolidare Elemente Din Beton Armat Cu Lamele Din Fibre de Carbon Sika CarboDurjohn doeÎncă nu există evaluări
- CS - Camasuire Pereti Zidarie Cu Plasa Fibre Sticla Cu OchiuriDocument4 paginiCS - Camasuire Pereti Zidarie Cu Plasa Fibre Sticla Cu OchiuriLeonte AdrianÎncă nu există evaluări
- Procedura Executie Ancore Si Conectori Din Fibre de CarbonDocument6 paginiProcedura Executie Ancore Si Conectori Din Fibre de CarbonNicu RotaruÎncă nu există evaluări
- Injectarea Structurala A Fisurilor La Elemente Din B.ADocument5 paginiInjectarea Structurala A Fisurilor La Elemente Din B.AGabriel IonitaÎncă nu există evaluări
- Ghid Consolidare Fibre CarbonDocument2 paginiGhid Consolidare Fibre CarbonBubu MuncusÎncă nu există evaluări
- CS ReteleDocument96 paginiCS ReteleAnonymous rbMJH7Încă nu există evaluări
- Fisa Tehnica Tevi PVC Multistrat SN 2 - SN 12-Conform SF 36 - 2018Document3 paginiFisa Tehnica Tevi PVC Multistrat SN 2 - SN 12-Conform SF 36 - 2018Roxana IoanaÎncă nu există evaluări
- Beton PrecomprimatDocument9 paginiBeton PrecomprimatAlexandru PoenaruÎncă nu există evaluări
- PTE-00 -Lucrari de susțiere din gabioaneDocument10 paginiPTE-00 -Lucrari de susțiere din gabioaneDaniela SasÎncă nu există evaluări
- Pana InclinataDocument12 paginiPana InclinataGeorgian ComanÎncă nu există evaluări
- Tehnologia de Prelucrare A Unei Bucse de BlocareDocument8 paginiTehnologia de Prelucrare A Unei Bucse de Blocareirina-demetra100% (1)
- Caiet Sarcini Parapet MetalicDocument5 paginiCaiet Sarcini Parapet MetalicqqqandromacaÎncă nu există evaluări
- ARH - Acoperis Tip SarpantaDocument2 paginiARH - Acoperis Tip SarpantaDaniela FlorescuÎncă nu există evaluări
- FT Compact 1Document3 paginiFT Compact 1Jeryy AvenaimÎncă nu există evaluări
- Instrucţiuni Tehnice Pentru Proiectarea Construcţiilor Metalice PretensionateDocument37 paginiInstrucţiuni Tehnice Pentru Proiectarea Construcţiilor Metalice PretensionateLucian-eugenTaraÎncă nu există evaluări
- 2021-11-11 07-57-1636617458-Caiet de Sarcini Lucr Final Compl SportDocument212 pagini2021-11-11 07-57-1636617458-Caiet de Sarcini Lucr Final Compl SportRotaru VasileÎncă nu există evaluări
- Propunere Tehnica Acoperis Corp RDocument3 paginiPropunere Tehnica Acoperis Corp RRadu DaramusÎncă nu există evaluări
- Asamblari Prin DeformareDocument8 paginiAsamblari Prin DeformareDix ValiÎncă nu există evaluări
- CS Lucrari - Hidro - Gabioane - Rev1.0Document6 paginiCS Lucrari - Hidro - Gabioane - Rev1.0Ionita CatalinÎncă nu există evaluări
- Poduri Metalice IIDocument8 paginiPoduri Metalice IIRaul PopÎncă nu există evaluări
- BreviareDocument13 paginiBreviareIon CosteaÎncă nu există evaluări
- Tehnologia de Prelucrare A Unei Bucse de BlocareDocument13 paginiTehnologia de Prelucrare A Unei Bucse de BlocareSmarald Apa Plata100% (1)
- TPR 2Document26 paginiTPR 2Iulian Abuzuloaie100% (5)
- Transportor Cu BandaDocument24 paginiTransportor Cu BandaPaun Cosmin100% (1)
- Indrumator Tehnologia Lucrarilor de ConstructiiDocument99 paginiIndrumator Tehnologia Lucrarilor de ConstructiiVictorVilceanu100% (2)
- Fisa Tehnica Tevi PVC Multistrat 2014Document7 paginiFisa Tehnica Tevi PVC Multistrat 2014Adi PopescuÎncă nu există evaluări
- Podete TubulareDocument7 paginiPodete TubulareCostea DanielaÎncă nu există evaluări
- Sisteme SIKA Pentru Repararea Si Consolidarea Structurala A CladirilorDocument9 paginiSisteme SIKA Pentru Repararea Si Consolidarea Structurala A CladirilorMarius OlteanÎncă nu există evaluări
- Caiet De4 Sarcini TermoizolatiiDocument13 paginiCaiet De4 Sarcini TermoizolatiiCorina MereuÎncă nu există evaluări
- Tesatura Din Fibre de Carbon MEGAWRAP-200Document2 paginiTesatura Din Fibre de Carbon MEGAWRAP-200emil_tase949Încă nu există evaluări
- Reparatii Elemente Din Beton Armat (Grinzi, Plansee, Stalpi) Cu Mortare CimentoaseDocument4 paginiReparatii Elemente Din Beton Armat (Grinzi, Plansee, Stalpi) Cu Mortare CimentoaseGabriel IonitaÎncă nu există evaluări
- Constructii Metalice Imbinate Cu Suruburi de Inalta RezistentaDocument21 paginiConstructii Metalice Imbinate Cu Suruburi de Inalta RezistentaAnonymous whyn70Încă nu există evaluări
- Bazele Prelucrarilor Prin Deformare PlasticaDocument18 paginiBazele Prelucrarilor Prin Deformare PlasticaAlex Vornicu100% (1)
- Capitolul 1Document13 paginiCapitolul 1Danuţ FlorinÎncă nu există evaluări
- Caiet de Sarcini GabioaneDocument7 paginiCaiet de Sarcini GabioaneBalta AndreiÎncă nu există evaluări
- Glasswool - Manual UtilizareDocument32 paginiGlasswool - Manual UtilizareAdrian SuciuÎncă nu există evaluări
- Cd-3 Pereti Interiori Din Mat - Usoare, Gips CartonDocument5 paginiCd-3 Pereti Interiori Din Mat - Usoare, Gips Cartontoaderpopescu2673Încă nu există evaluări
- Invelitoare Din PolicarbonatDocument3 paginiInvelitoare Din Policarbonatovinem24Încă nu există evaluări
- Panza Din Fibre de Carbon Sika Wrap 230CDocument3 paginiPanza Din Fibre de Carbon Sika Wrap 230CAndrei PanainteÎncă nu există evaluări
- Caiet Sarcini Retele Termice - PreizolateDocument4 paginiCaiet Sarcini Retele Termice - PreizolateRobert_Hegedus_1642Încă nu există evaluări
- SR2970 2005Document9 paginiSR2970 2005Flaviu Mihai PopaÎncă nu există evaluări
- Tuburi PremoDocument5 paginiTuburi PremoCiprian VarlanÎncă nu există evaluări
- 20 - Sarpanta de LemnDocument5 pagini20 - Sarpanta de LemnOvidiu BruzanÎncă nu există evaluări
- Cursul 9 - Tehnologia Impregnarii BobinelorDocument9 paginiCursul 9 - Tehnologia Impregnarii BobinelorMomescu MariusÎncă nu există evaluări
- Operatia de Debitare de Material LemnosDocument20 paginiOperatia de Debitare de Material LemnosRemus Macarie0% (1)
- Proiectarea Unui Cutit Disc Si RoataDocument37 paginiProiectarea Unui Cutit Disc Si Roatacretul22100% (5)
- Reparatii Defecte de Profunzime La Elemente Din Beton ArmatDocument4 paginiReparatii Defecte de Profunzime La Elemente Din Beton ArmatGabriel IonitaÎncă nu există evaluări
- CS Strat Transfer SarciniDocument5 paginiCS Strat Transfer Sarcinigiurgiului1122Încă nu există evaluări
- FISA SChELETDocument30 paginiFISA SChELETDaniel ArhiriiÎncă nu există evaluări
- Invelitori SarpantaDocument7 paginiInvelitori SarpantaClaudiu MaierÎncă nu există evaluări
- Reparatii Defecte de Profunzime La Elemente Din Beton ArmatDocument4 paginiReparatii Defecte de Profunzime La Elemente Din Beton ArmatGabriel IonitaÎncă nu există evaluări
- Reparatii Elemente Din Beton Armat (Grinzi, Plansee, Stalpi) Cu Mortare CimentoaseDocument4 paginiReparatii Elemente Din Beton Armat (Grinzi, Plansee, Stalpi) Cu Mortare CimentoaseGabriel IonitaÎncă nu există evaluări
- 4 Detaliu de Principiu Preluare Ape PluvialeDocument1 pagină4 Detaliu de Principiu Preluare Ape Pluvialejohn doeÎncă nu există evaluări
- Injectarea Structurala A Fisurilor La Elemente Din B.ADocument5 paginiInjectarea Structurala A Fisurilor La Elemente Din B.AGabriel IonitaÎncă nu există evaluări
- Injectarea Structurala A Fisurilor La Elemente Din B.ADocument5 paginiInjectarea Structurala A Fisurilor La Elemente Din B.AGabriel IonitaÎncă nu există evaluări
- 1 - Detaliu-De-Atic-Acoperis-Tip-Terasa-Cu-Planseu-Din-Tabla-Cutata-Cu-Profil-Inalt-Plcl4374Document1 pagină1 - Detaliu-De-Atic-Acoperis-Tip-Terasa-Cu-Planseu-Din-Tabla-Cutata-Cu-Profil-Inalt-Plcl4374john doeÎncă nu există evaluări
- CS - Executie Ancore Si Conectori Din Panze Din Fibre de CarbonDocument6 paginiCS - Executie Ancore Si Conectori Din Panze Din Fibre de Carbonjohn doeÎncă nu există evaluări
- Planse INSTALATII Bloc LemnDocument142 paginiPlanse INSTALATII Bloc Lemnjohn doeÎncă nu există evaluări
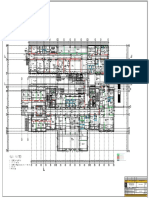
- Spital Orasenesc - DEMISOLDocument1 paginăSpital Orasenesc - DEMISOLjohn doeÎncă nu există evaluări
- Catalog Produse Etansare FERESTREDocument68 paginiCatalog Produse Etansare FERESTREjohn doeÎncă nu există evaluări
- 8 - Detaliu-Racord-Fatada-Ventilata-La-Termosistem-CompozitDocument1 pagină8 - Detaliu-Racord-Fatada-Ventilata-La-Termosistem-Compozitjohn doeÎncă nu există evaluări
- Spital Orasenesc - INVELITOAREDocument1 paginăSpital Orasenesc - INVELITOAREjohn doeÎncă nu există evaluări
- Planse Rezistenta Bloc Din Lemn - Proiect TipDocument33 paginiPlanse Rezistenta Bloc Din Lemn - Proiect Tipjohn doeÎncă nu există evaluări
- Spital Orasenesc - INVELITOAREDocument1 paginăSpital Orasenesc - INVELITOAREjohn doeÎncă nu există evaluări
- Parter A03Document1 paginăParter A03john doeÎncă nu există evaluări
- Spital Orasenesc - ETAJ 2Document1 paginăSpital Orasenesc - ETAJ 2john doeÎncă nu există evaluări
- Spital Orasenesc - Fatade Sud VestDocument1 paginăSpital Orasenesc - Fatade Sud Vestjohn doeÎncă nu există evaluări
- 1.mathcad - Procente de Armare Minime&MaximeDocument13 pagini1.mathcad - Procente de Armare Minime&Maximethug0n100% (1)
- Caiet de Sarcini DemolareDocument15 paginiCaiet de Sarcini Demolarejohn doeÎncă nu există evaluări
- Spital Orasenesc - ETAJ 1Document1 paginăSpital Orasenesc - ETAJ 1john doeÎncă nu există evaluări
- Caiet de Sarcini Rezistenta - (Normative 2020)Document33 paginiCaiet de Sarcini Rezistenta - (Normative 2020)john doeÎncă nu există evaluări
- Legea 50 ActualizataDocument34 paginiLegea 50 ActualizataMariusLungescuÎncă nu există evaluări