Laborator Strunjire
Încărcat de
SPaul7Laborator Strunjire
Încărcat de
SPaul79.
PRELUCRAREA MATERIALELOR PRIN STRUNJIRE
9.1. CONSIDERAII GENERALE
La prelucrarea materialelor prin achiere obinerea piesei la forma, dimensiunile i
rugozitatea prescris se face prin ndeprtarea surplusului de material (a adaosului de prelucrare) de
pe suprafaa semifabricatului sub form de achii cu ajutorul unor scule adecvate. Strunjirea este
prelucrarea prin achiere, executat cu cuitul de strung, la care de obicei semifabricatul efectueaz
micarea de achiere de rotaie, iar scula micri de avans rectilinii sau curbilinii.
9.2. STUDIUL PROCESULUI DE ACHIERE
Prelucrarea prin strunjire decurge dup schema prezentat n (fig.9.2.1.a) - n perspectiv, b
vedere. Semifabricatul 2 execut micarea de achiere de rotaie I cu turaia n iar cuitul micarea
de avans II cu viteza de avans sl. n (fig.9.2.1.a.) se observ c tiul cuitului de strung asigur
prelucrarea suprafeei iniiale Si prin contactul dup linia ab genernd instantaneu suprafaa de
achiere Sa, rezultnd suprafaa prelucrat Sp.
2
Si
I(n)
Sa
Sp
I
a
A-A
II(sl)
A
II
a)
Fig.9.2.1. Schema prelucrrii prin strunjire
b)
n (fig.9.2.2) este prezentat schema de solicitri la strunjirea longitudinal, observndu-se
generarea unui paralelipiped de trei fore F dup cele trei direcii: vertical (tangenial) z,
orizontal (axial) x i transversal (radial) y, de ctre cele dou micri realizate de ctre
ansamblul scul-semifabricat. Componenta Fz este cea mai important ca mrime i rol, ea
determin mrimea cuplului rezistent ce trebuie nvins la arborele principal, deci puterea consumat
n procesul de achiere. Componenta axial F x este util la dimensionarea mecanismului de avans, a
sculei, etc. Componenta radial Fy influeneaz precizia formei geometrice i precizia dimensional
a piesei.
Sculele folosite n cadrul diferitelor procedee de prelucrare prin achiere se pot grupa n
funcie de numrul dinilor n: scule cu un singur dinte, numite cuite i scule cu mai muli dini
(burghie, freze, etc.). Cuitul de strung are dou pri importante: partea achietoare, activ sau
capul sculei A, care contribuie direct la formarea i ndeprtarea achiei i coada B este partea
cuitului prin care acesta se fixeaz pe maina-unealt (fig.9.2.1.a). n (fig.9.2.3.a) este prezentat
Prelucrarea materialelor prin strunjire. Cap.9 69
aciunea vrfului cuitului asupra materialului, respectiv modul n care se realizeaz achierea
materialului. Partea activ a cuitului efectueaz achierea, ea avnd urmtoarele pri principale
(fig.9.2.3.b):
- faa de degajare care este aceea pe care se ndeprteaz achiile, definit de unghiul de
degajare ; unghiul influeneaz foarte mult gradul de deformare plastic a achiilor;
- faa de aezare principal este suprafaa orientat n direcia de deplasare a sculei, cu
unghiul caracterisic ; pentru ca achierea s fie posibil unghiul trebuie s aib numai valori
pozitive;
- vrful tiului VT.
n acest plan se mai definesc unghiul de ascuire - caracterizeaz rezistena mecanic i
termic a sculei - i unghiul de achiere .
I
Vedere din A
+
1
II
A
VT
VT
a)
+
b)
Fig.9.2.3. Elementele principale ale prii active a cuitului de strung
I(n)
Fx
Fy
II(s l)
Fz
F
Fig.9.2.2. Componentele forei de achiere la strunjirea longitudinal
70 Utilaje, Instalaii, Echipamente. Aplicaii practice i probleme
Cuit ncovoiat
Fig.9.2.4. Tipuri de cuite
Principalele tipuri de cuite de strung. Forma cuitelor de stung este foarte variat n funcie
de domeniul de utilizare. Se clasific dup mai multe criterii:
- dup sensul avansului: cuite pe dreapta, cuite pe stnga;
- dup forma i poziia capului n raport cu corpul: cuite drepte, cuite ncovoiate, cu cap
ngustat;
- dup precizia i felul prelucrrii: cuite de degroat, pentru finisat, cuite de col, cuite
laterale, cuite pentru retezat i canelat, cuite pentru interior, cuite profilate, etc.;
- dup construcie pot fi cuite monobloc sau asamblate.
Cteva tipuri de cuite de strung i suprafeele prelucrate de acestea se prezint n
(fig.9.2.4.).
n (fig.9.2.5.) este prezentat soluia constructiv a unui cuit cu plcu mineralo-ceramic
montat.
Fig.9.2.5. Cuit de strung cu plcu mineralo-ceramic
Prin strunjire se pot realiza diferite forme ale suprafeei prelucrate, combinnd n mod
corespunztor micarea de achiere de rotaie cu una sau mai multe micri de avans, de obicei
rectilinii, i alegnd o form potrivit pentru partea activ a cuitului. Se pot genera suprafee ale
unor corpuri de rotaie cilindrice, conice, profilate i suprafee plane frontale. n (fig.9.2.6.) sunt
prezentate principalele tipuri de prelucrri care se pot executa pe strung. Astfel n detaliul a). este
prezentat strunjirea cilindric exterioar, observndu-se c scula achietoare 3 se deplaseaz cu
avansul sl cu ptrunderea t n materialul supus procesului de prelucrare pe lungimea l realiznd
prelucrarea suprafeei 6 a semifabricatului 1. Pe suprafaa neprelucrat 4 este fixat semifabricatul n
dispozitivul de prindere 2, care asigur rotirea cu turaia n. n detaliul b. este prezentat strunjirea
cilindric interioar cu ajutorul unui cuit de interior, parametrii specifici prelucrrii fiind identici
cu cei de la prelucrarea anterioar. Detaliul c. conine prelucrarea de strunjire frontal unde cuitul
Prelucrarea materialelor prin strunjire. Cap.9 71
de prelucrare se deplaseaz cu un avans transversal (perpendicular pe axa de rotaie a
semifabricatului). n ultimul detaliu este reprezentat retezarea n care cuitul se deplaseaz cu
avans transversal realiznd separarea piesei n dou pri distincte. Se observ c pentru prelucrrile
din primele trei detalii cuitul de strung ncepe procesul de deplasare cu avansul dat de prelucrare de
la o distan y, care uzual este de 2...3 mm, necesar pentru consumarea jocurilor din sistemul de
transmitere a micrii.
Fig.9.2.6. Tipuri de suprafee prelucrate prin strunjire
Diversitatea mare a lucrrilor ce se pot efectua, simplitatea construciei sculelor achietoare,
productivitatea ridicat i calitatea superioar a prelucrrii, au fcut ca strunjirea s devin cel mai
rspndit procedeu de prelucrare a materialelor prin achiere.
9.3. UTILAJE PENTRU STRUNJIRE
Prelucrarea prin strunjire se efectueaz pe un utilaj de prelucrare numit strung. n (fig.9.3.1.)
sunt prezentate principalele subansamble ale unui strung normal. Din punct de vedere constructiv
indiferent de mrimea piesei care se supune procesului de prelucrare prile componente ale unui
strung sunt aceleai.
Batiul este format din dou grinzi longitudinale rigidizate cu nervuri, de tip cheson nchis
prevzut cu ferestre, este realizat din font de turntorie i are rolul de a susine cellalte pri
componente. Batiul strungului este fixat pe fundaie prin intermediul a dou picioare i are n partea
dreapt ghidajele cruciorului i cele ale ppuii mobile. n (fig.9.3.2.) sunt prezentate ghidajele
exterioare pe care culiseaz sania longitudinal i cele interioare ale ppuii mobile.
Motorul electric de acionare asigur transmiterea micrii de rotaie la ppua fix prin
intermediul unei transmisii cu curele trapezoidale. Micarea se transmite apoi prin lira roilor de
schimb la cutia de avansuri i filete, la bara de avansuri sau la urubul conductor i la sniile
cruciorului.
72 Utilaje, Instalaii, Echipamente. Aplicaii practice i probleme
Fig.9.3.1. Strungul normal pri componente
Fig.9.3.2. Ghidajele batiului strungului normal
Ppua fix (fig.9.3.3.) are rolul de a antrena semifabricatul n micarea de rotaie i de
multiplica, prin intermediul cutiei de viteze prevzut la interior, turaia unic a motorului electric
n mai multe turaii la arborele de ieire numit arbore principal. Arborele principal asigur centrarea,
fixarea i antrenarea semifabricatului, este prevzut cu un sistem de lagre cu bile stnga i role de
rostogolire dreapta care poate prelua att solicitarea axial ct i pe cea radial i asigur evitarea
deformrii arborelui la nclzire. Sub cutia de viteze se afl mecanismul de filete i avansuri
compus din: inversorul de filete i avansuri, lira roilor de schimb, cutia de filete i avansuri,
urubul conductor utilizat numai pentru filetare i bara de avansuri.
Prelucrarea materialelor prin strunjire. Cap.9 73
Fig.9.3.3. Ppua fix a strungului normal
Cruciorul (fig.9.3.4.) are rolul de a susine scula i de a realiza micrile de avans i de
filetare. Se compune din cutia cruciorului, sanie longitudinal, sanie transversal, plac rotitoare,
sanie portcuit i portcuit. Cutia cruciorului conine mecanismele necesare pentru a prelua
micarea de rotaie de la urubul conductor sau bara de avansuri tranformnd-o ntr-o micare
corespunztoare de avans longitudinal sau transversal. Exist i manete de mn care asigur
realizarea deplasrii manuale a sniilor. Sania portcuit poate fi deplasat numai manual.
Fig.9.3.4. Cruciorul strungului normal
Fixarea cuitului de strung se poate realiza cu ajutorul unui dispozitiv de prindere numit
portcuit care asigur prinderea mai multor scule simultan sau prin intermediul unui alezaj pe dornul
de prindere pentru strungul automat de prelucrare. n (fig.9.3.5.) este prezentat soluia constructiv
a portcuitului.
74 Utilaje, Instalaii, Echipamente. Aplicaii practice i probleme
Fig.9.3.5. Elementele constructive ale portcuitului
Ppua mobil are rolul de a susine semifabricatele lungi prinse ntre vrfuri i de a deplasa
axial sculele de tipul burghie, tarozi, filiere etc. Construcia ppuii mobile este prezentat n
(fig.9.3.6.). Ea este format dintr-o pinol care se poate deplasa axial prin intermediul unui
mecanism urub-piuli acionat cu o roat de mn. Pinola este de form cilindric avnd la interior
un alezaj conic n care se introduc vrfuri de fixare, reducii conice sau mandrina de fixare a
sculelor. Blocarea pinolei se realizeaz cu ajutorul unei manete. Corpul ppuii se poate deplasa n
plan orizontal perpendicular pe axa arborelui principal (la strunjirea suprafeelor conice lungi prinse
ntre vrfuri) prin intermediul unui mecanism urub-piuli fixat n corpul ppuii. Ppua se poate
bloca pe ghidajele interioare ale batiului prin intermediul unui sistem de prindere format din patin,
uruburi de strngere cu piulie.
Fig.9.3.6. Ppua mobil a strungului normal
n afar de strungul normal prezentat i analizat n practic se ntlnesc i alte tipuri de
strunguri. Strungul frontal (fig.9.3.7.) este construit pentru prelucrarea pieselor de tip disc. Piesa
este fixat n universal cu patru bacuri acionat de cutia de viteze comandat de motorul electric.
Tot de la motorul electric se transmite micarea prin bara de filete sau avansuri la sania transversal
i la sania portcuit, micarea ajungnd la scula achietoare.
Prelucrarea materialelor prin strunjire. Cap.9 75
Fig.9.3.7. Strung frontal
n (fig.9.3.8.) este prezentat strungul revolver. La acesta piesa este fixat n dispozitivul de
prindere automat de tip mecanic sau hidraulic. Scula se fixeaz n turela din partea dreapt, care este
prevzut cu mai multe locauri. Comanda de rotire a turelei se realizeaz la fiecare schimbare de
scul prin intermediul unui sistem de came i uruburi de reglare a lungimii cursei de avans. Seria
de fabricaie recomandat este de tip serie mare sau mas, operatorul avnd rolul de a supraveghea
micarea mainii i n acelai timp de a asigura alimentarea cu semifabricate de tip bar i evacuarea
produsului rezultat colectat ntr-un recipient de colectare.
Fig.9.3.8. Strung revolver
Strungurile sunt dotate cu o serie de accesorii. Accesoriile strungului sunt: universalul cu
trei bacuri, platoul cu patru bacuri, flana de antrenare, platoul simplu, vrfuri de sprijin, luneta fix,
luneta mobil, dornuri rigide i elastice. Universalul cu trei bacuri (fig.9.3.9.a) sau cu patru bacuri
(fig.9.3.9.b) care este utilizat la prinderea i antrenarea semifabricatelor cilindrice pe strung. n
(fig.9.3.10.) sunt prezentate soluiile constructive ale celor dou tipuri de universale. Universalul cu
trei bacuri este realizat pe principiul unei structuri metalice tip carcas 1, prevzut cu trei canale n
care se deplaseaz simultan cele trei bacuri pe canalele tip T cu ajutorul unui sistem format din
platoul prevzut pe o fa cu un filet spiral plan care comand deplasarea bacurilor 3, iar pe cealalt
fa se gsete o dantur conic 2 care angreneaz cu trei pinioane conice 4 care se pot roti manual
cu o cheie. Deplasarea simultan permite uniformizarea forei de strngere a semifabricatului. La
platoul cu patru bacuri bacurile 1 se deplaseaz radial independent cu ajutorul unor mecanisme
urub-piuli.
76 Utilaje, Instalaii, Echipamente. Aplicaii practice i probleme
a)
b)
Fig.9.3.9. Universal cu trei bacuri i platou cu patru bacuri
Fig.9.3.10. Soluie constructiv platou cu patru bacuri i universal cu trei bacuri
MECANISME DE BAZ ALE MAINILOR-UNELTE
Pentru realizarea unui anumit numr de trepte de turaii la arborele principal sau a anumitor
trepte de vitez de avans, se folosesc mecanisme de acionare compuse din diferite tipuri de
transmisii prin curele, lan sau angrenaje. Aceste mecanisme sunt compuse din mecanisme pariale
mai simple, numite mecanisme de baz. Mecanismul complex rezultat din compunerea unui numr
de mecanisme de baz, prin care se transform turaia elementului de intrare ntr-un numr oarecare
de turaii ale elementului de ieire, n vederea obinerii vitezelor de achiere necesare, se numete
cutie de viteze. Analog, mecanismul prin care se obin un anumit numr de viteze de avans se
numete cutie de avansuri.
Totalitatea mecanismelor prin care se realizeaz transmiterea i transformarea micrii de la
un element oarecare, considerat element de intrare, la un element final, considerat element de ieire,
formeaz un lan cinematic. Reprezentarea grafic a mecanismelor care formeaz un lan cinematic,
folosind semne convenionale, constituie schema
cinematic. Aceasta se obine prin desfurata seciunii
frnte fcute prin arbori n sensul de transmitere a micrii.
Pe schemele cinematice arborii se noteaz cu cifre romane
a)
b)
c)
iar roile dinate cu cifre arabe de obicei n sensul de
Fig.9.4.1. Semne convenionale pentru transmitere a micrii. n (fig.9.4.1) sunt reprezentate: aroat dinat fix, solidar cu arborele, b- roat dinat
roi dinate
baladoare, solidar cu arborele n micarea de rotaie, dar n
afara prelucrrii se poate deplasa pe arbore, c- roat dinat
liber la rotaie: se poate roti liber pe arbore, dar poate fi cu ajutorul unui cuplaj, solidarizat cu
arborele. Transmiterea micrii n lanul cinematic este redat grafic prin schema fluxului
cinematic, n care arborii sunt ncercuii, iar posibilitile de transmitere a micrii ntre doi arbori
Prelucrarea materialelor prin strunjire. Cap.9 77
succesivi sunt notate cu cifre sau litere conform schemei cinematice, reprezentnd rapoartele de
transmitere realizabile. Parcurgerea lanului cinematic se face de obicei n sensul transmiterii
fluxului de micare, respectiv a puterii.
MECANISME DE BAZ PENTRU TRANSMITEREA MICRILOR DE ROTAIE
Mecanisme cu roi de schimb. Este cel mai simplu mecanism de baz, format din dou sau
mai multe roi dinate schimbabile (fig.9.4.2).
n1
a
n1
d2
d1
n2 II
2
4
3
2
a)
n2
a n3
b)
II
II
3
4
c)
Fig.9.4.2. Mecanisme cu roi dinate de schimb
La maini-unelte, raportul de transmitere la un angrenaj format din roata conductoare care
are turaia n1 (viteza unghiular 1), numrul de dini z1 i roata condus avnd n2, 2, z2 este
raportul dintre turaia elementului condus sau de ieire i turaia elementului conductor sau de
intrare, respectiv numrul de dini ai roii conductoare z 1 raportat la numrul de dini ai roii
conduse z2 (fig.9.4.2.a):
i1, 2 =
n2 2 z1
=
=
n1 1 z 2
Ultimul raport rezult din egalitatea vitezelor periferice pe cercurile de divizare v = d 1 n1 =
d2 n2, n care d1 = m.z1 i d2 = m.z2 sunt diametrele de divizare, iar m modulul roii dinate.
Pentru un lan cinematic format din k transmisii nseriate, se obine raportul de transmitere total i t ca
produs al rapoartelor pariale:
it = i1, k =
nk
= i1 i2 ... ik
n1
Cnd se impune un reglaj fin i foarte precis se recurge la soluia din (fig.9.4.2.b.). Legtura
dintre roile 1 i 3 se face prin roata intermediar 2, montat n braul 4, care poate bascula n jurul
arborelui II, pn la angrenarea roii 2 cu 1. n funcie
3
5
1
de mrimea i precizia raportului de transmitere ce
nI
I
trebuie realizat se utilizeaz una, dou sau trei perechi
de roi de schimb. n (fig.9.4.2.c.) se prezint un
n 1... n k
mecanism cu dou perechi de roi de schimb.
Mecanisme cu roi dinate baladoare. La
II
acestea roile dinate 1, 3 i 5 sunt fixe pe arborele
2 4
6
conductor I, iar blocul roilor dinate 2, 4 i 6
Fig.9.4.3. Mecanisme cu roi dinate solidare ntre ele, pot glisa pe canelurile arborelui
condus II (fig.9.4.3.). Prin deplasarea blocului balador
baladoare
se pot angrena succesiv roile dinate 1 cu 2, 3 cu 4
sau 5 cu 6, realizndu-se trei rapoarte de transmitere
distincte, respectiv trei turaii distincte la arborele II. Aceste mecanisme au cea mai larg utilizare n
construcia de maini-unelte, att pentru cutii de viteze ct i pentru mecanisme de avans, deoarece
78 Utilaje, Instalaii, Echipamente. Aplicaii practice i probleme
au o rigiditate mare, prin ele se pot transmite puteri i turaii mari, au o construcie simpl i se
manevreaz uor.
Mecanisme cu ambreiaje. Elimin parial dezavantajul mecanismelor cu roi baladoare,
legat de posibilitatea angrenrii i dezangrenrii numai n repaus. Pe arborele conductor I
(fig.9.4.4.a) sunt montate roile fixe 1 i 3, iar pe arborele condus II roile dinate libere 2 i 4, care
se pot solidariza succesiv cu arborele respectiv prin intermediul ambreiajului cu dini K, care
gliseaz pe o poriune canelat a arborelui II. n fig.9.4.4.b este prezentat o alt variant:
mecanismul cuplabil cu reductor. Prin
n0
4
1
deplasarea ambreiajului K spre stnga,
K
1
3
n1, n2
nI
micarea se transmite direct la roata
conductoare 1 la arborele I, iar spre
I
I
dreapta micarea se transmite prin
K
n1, n2
mecanismul reductor.
II
4
a)
II
b)
Fig.9.4.4. Mecanisme cu ambreiaj cu ghiare
Fig.9.4.5. Mecanisme cu pan glisant
Fig.9.4.6. Mecanisme Norton
Mecanisme cu pan glisant. Mecanismul este alctuit dintr-un grup de roi dinate etajate
1, 2,..., k (fig.9.4.5.) fixate pe arborele I i angrenate permanent cu un numr egal de roi dinate 1',
2',.., k', montate liber pe arborele tubular II. Roile 1', 2',.., k' se pot solidariza succesiv cu arborele II
prin intermediul penei glisante Pg, care se poate deplasa axial ntr-un canal practicat n arborele
respectiv. Datorit rigiditii mici a sistemului mecanismele cu pan glisant se folosesc numai
pentru cutii de avansuri, unde puterile i turaiile sunt mici, mai ales la mainile de gurit.
Mecanisme cu roi dinate n trepte i roat basculant mecanisme Norton. Sunt formate
dintr-un bloc de k roi dinate (6...13) fixe pe arborele I i perechea de roi dinate z o i zi permanent
angrenate ntre ele care pot glisa i se pot bascula n jurul arborelui II prin intermediul braului b n
care sunt montate (fig.9.4.6). Se obin astfel k rapoarte de transmitere cu numai k+2 roi dinate
(fa de 2k la mecanismele baladoare) i permit o etajare fin a rapoartelor de transmitere. Sunt
adesea folosite n lanurile cinematice de filetare i avansuri ale strungurilor normale.
Prelucrarea materialelor prin strunjire. Cap.9 79
MECANISME DE BAZ PENTRU TRANSMITEREA MICRILOR RECTILINII
1
Mecanisme cu roat dinat-cremalier. Sunt formate
dintr-o roat dinat 1 angrenat cu cremaliera 2 (fig.9.4.7.). Cnd
2
roata dinat este elementul conductor, micarea rectilinie o
execut cremaliera, dac aceasta se solidarizeaz cu elementul
mobil al mainii i lagrele arborelui i lagrele arborelui pe care
este montat roata sunt fixe (acionarea meselor de rabotat cu mas
Fig.9.4.7. Mecanisme cu roat
mobil). Cnd cremaliera este fix i lagrele arborelui pe care este
dinat-cremalier
montat roata dinat sunt solidarizate cu elementul mobil al
mainii, roata dinat execut micarea rectilinie (acionarea
cruciorului strungurilor normale).
Mecanisme cu urub-piuli. Se utilizeaz pentru realizarea micrilor de avans de mare
precizie (fig.9.4.8). Se ntlnesc dou cazuri:
- urubul ca element conductor execut micarea de rotaie i este asigurat mpotriva
deplasrii axiale, iar piulia asigurat contra rotirii i solidar cu elementul mobil al mainiiunelte, se deplaseaz axial, antrennd cu sine i
v
elementul respectiv;
2
1
- urubul conductor execut att micarea de rotaie
n
ct i cea de translaie, piulia fiind asigurat contra
rotirii i deplasrii axiale.
p
Mecanisme cu cam. Se utilizeaz pentru realizarea
micrii rectilinii alternative i pot fi cu cam disc i tachet
Fig.9.4.8. Mecanisme cu urub(fig.9.4.9) sau cu came cilindrice. Mecanismele cu cam au
piuli
avantajul de a asigura tachetului o vitez variabil, dup o
anumit lege, la o turaie n constant a camei 1, prin
alegerea corespunztoare camei disc, respectiv a canalului de pe suprafaa camei cilindrice,
utilizndu-se pe scar larg n construcia mainilor-unelte automate i semiautomate.
Mecanisme hidraulice. Se utilizeaz pentru realizarea micrilor rectilinii i au o construcie
foarte variat. Au mai multe avantaje: posibilitatea de a varia continuu viteza de deplasare n timpul
mersului, inversarea sensului de micare fr ocuri, siguran n funcionare, etc.
n afara acestor mecanisme n construcia mainilor-unelte mai exist i mecanisme pentru
inversarea sensului micrilor de rotaie: mecanisme inversoare cu roi dinate cilindrice (inversoare
cu roi dinate intermediare schimbabile, cu roi dinate baladoare i cu roi dinate cuplabile) i
mecanisme pentru realizarea micrilor periodice intermitente de rotaie i rectilinii (mecanisme cu
clichet, mecanisme cu cruce de Malta).
9.5. LUCRRI PREGTITOARE N VEDEREA ACHIERII
Obinerea unei piese prin achiere necesit lucrri pregtitoare i achierea propriu-zis.
Dup elaborarea procesului tehnologic necesar executrii piesei se parcurg urmtoarele etape, cu
exemplificri pentru cazul strunjirii:
a. Alegerea dispozitivelor de prindere ale semifabricatului: se face n funcie de raportul ntre
lungimea semifabricatului i diametrul su astfel:
- pentru l/d < 4 prinderea se face n consol: universal cu trei bacuri, platou cu patru
bacuri;
- pentru l/d = 4 ... 10 prinderea se face ntre vrfuri (antrenarea n flan i dorn de
antrenare) sau universal i vrful din ppua mobil;
- pentru l/d > 10 ntre vrfuri cu rezemare suplimentar n lunet.
b. Alegerea i fixarea corect a sculei: Cuitul se alege n funcie de felul suprafeei i tipul
prelucrrii. Acesta se fixeaz n portcuitul multiplu cu vrful la nivelul axei arborelui
80 Utilaje, Instalaii, Echipamente. Aplicaii practice i probleme
principal pentru cuite profilate; la 1/100 d deasupra axei penrtu degroare i cu aceeai
cantitate sub ax pentru finisare la cuitele normale. Lungimea n consol se impune s fie
mai mic dect 1,5 ori nlimea corpului cuitului pentru a nu vibra. Srngerea uruburilor
de fixare se face uniform, iar adaosurile de fixare s fie n numr minim, s aibe grosimea
uniform i lungimea egal cu partea de fixare a sculei. Sculele se fixeaz n portcuit n
ordinea folosirii lor. Sculele de tipul burghie, tarozi, filiere, etc. se fixeaz n alezajul conic
al pinolei ppuii mobile direct sau prin intermediul reduciilor, mandrinelor sau a altor
dispozitive intermediare.
c. Alegerea instrumentelor i aparatelor de msurare i control pentru fiecare operaie i faz
n parte.
d. Alegerea elementelor regimului economic de achiere: Pornind de la dimensiunile
semifabricatului i ale piesei se determin adncimea de achiere t, avansul s, viteza de
achiere v, respectiv turaia n.
Pentru exemplificare vom lua calculul de stabilire a regimului de achiere pentru o pies
cilindric a crui desen de prelucrare este prezentat n fig.9.5.1. Se observ c piesa este prins ntre
vrfuri i antrenat n micare de rotaie prin intermediul unei inimi de antrenare. Se va determina
regimul de prelucrare pentru suprafaa cu diametrul de 32 mm care are rugozitatea de 3,2 microni.
Fig.9.5.1. Pies prelucrat prin strunjire
Primul element care este analizat este materialul ca i proprieti de rezisten pentru cazul nostru un
OLC45 i din punctul de vedere al procedeului de elaborare a semifabricatului care este laminarea.
Dup aceast faz se alege tipul de cuit care se utilizeaz pentru prelucrare care este un cuit din
Oel rapid de scule tip Rp3, deoarece din punctul de vedere al caracteristicilor acestuia el permite o
prelucrare corespunztoare.
Se stabilesc n continuare operaiile de prelucrare care se vor realiza din punct de vedere tehnologic.
Pentru suprafaa analizat datorit rugozitii acesteia operaia de prelucrare final este cea de strunjire de
finisare. Etapele prelucrrii fiind strunjire de degroare, urmat de strunjire de finisare.
Pentru fiecare dintre acestea se va determina adncimea de prelucrare pe raz. Astfel pentru:
strunjirea de degroare se va folosi o adncime de prelucrare de 3 mm,
strunjirea de finisare vom avea o adncime de prelucrare de 0,5 mm.
Metoda de calcul este urmtoarea:
stabilim valoarea pentru finisare la 0,5 mm care nseamn pe diametu 1 mm;
dup care se determin diferena dintre diametrul iniial al semifabricatului i cel final de la operaia
de prelucrare. Avem deci 30 mm minus 23 mm plus 1 mm deci 6 mm. Deoarece este valoarea pe diametru
rezult c adncimea pe care ptrunde cuitul este de 3 mm.
Pe baza acestor date vom determina valorile de avans pentru degroare care se aleg din tab.9.5.1.
funcie de diametrul suprafeei care se supune prelucrrii, iar pentru finisare n funcie de rugozitate care se
alege din tab.9.5.2. Valorile din tabele sunt corelate cu valorile de avans efectiv existente pe utilajul de
prelucrare.
Prelucrarea materialelor prin strunjire. Cap.9 81
Tabelul 9.5.1. Alegerea avansului funcie de diametrul suprafeei prelucrate.
D (mm)
10
15
20
25
30
40
60
100
200
400
s
0,1
0,15 0,2 0,3 0,3
0,4 0,5
0,6
0,7
0,8
(mm/rot)
800
1
Pentru suprafaa din figur prelucrat pentru degroare avansul rezultat este de 0,3 mm/rot.
Tabelul 9.5.2. Alegerea avansului funcie de rugozitatea suprafeei prelucrate.
R
1,6
3,2 3,2 4
4,8
6,3 12,5 25
25
25
(microni)
s
0,05 0,1 0,15 0,2 0,25 0,3 0,4
0,5
0,6
0,7
(mm/rot)
25
0,8
Pentru suprafaa din figur prelucrat pentru finisare avansul rezultat este de 0,1 mm/rot.
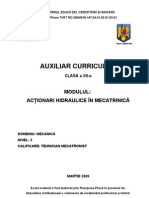
Pe baza adncimi de prelucrare tot din tabel tab.9.5.3. se va determina viteza de achiere pe baza
creia din graficul din (fig.9.5.2.) se va determina turaia pe care trebuie s o avem la semifabricatul supus
procesului de prelucrare.
Tabelul 9.5.3. Alegerea vitezei de prelucrare (m/min) funcie de adncimea suprafeei prelucrate.
t
0,5
1
1,5 2
3
4
5
6
(mm)
D sau s
Poz.
1
153
141 134 125
2
133
115 105 98
80
75
69
67
3
118
100 92
83
75
69
65
62
4
110
92 83
77
70
66
59
57
5
105
86 77
71
65
60
55
53
6
101
78 71
66
60
55
47
46
7
81
68 60
55
50
46
41
40
8
58 51
47
42
39
36
35
9
45
41
37
35
33
31
10
37
34
31
30
28
11
33
31
29
28
27
Pentru suprafaa de degroare avem o vitez de prelucrare de 70 m/min, iar pentru cea de finisare de
133 m/min.
n procesul de prelucrare distingem mai multe tipuri de timpi de prelucrare.
- primul dintre acetia este timpul de prelucrare propriu-zis care se determin pe baz de calcul n
funcie de lungimea suprafeei prelucrate, turaia pisei i avansul sculei cu care se realizeaz
suprafea prelucrat. Relaia de calcul este dat de formula: t=l/s*i, cu l lungimea suprafe ei, s
avansul sculei i i numrul de treceri succesive;
- al doilea tip de timpi sunt cei ajuttori. Acetia depind de abilitatea operatorului i se stabilesc prin
cronometrare sau pe baz de tabel. Distingem astfel timpii pentru achia de prob, pentru apropierea
i ndeprtarea sculei de material, pentru reglarea avansului i respectiv a turaiei, pentru pornirea i
oprirea micrii de rotaie i respectiv de avans, etc.
- al treilea tip de timpi sunt cei de deservire tehnico-organizatoric, de odihn i necesiti fireti i se
determin ca procent din timpul de prelucrare acesta fiind 3,5/100 pentru primul dintre acetia, n
timp ce al doilea este 1/100 din suma timpului de prelucrare i a celor ajuttori.
nsumarea acestor timpi va determina timpul de prelucrare efectiv al piesei, putndu-se astfel
determina valoarea manoperei. Prin calculul volumului piesei i avndu-se n vedere c aceasta este realizat
din aluminiu se poate determina costul semifabricatului.
82 Utilaje, Instalaii, Echipamente. Aplicaii practice i probleme
Fig.9.5.2. Graficul de determinare al turaiei la prelucrarea prin strunjire
9.6. CONCLUZII FINALE
n lucrare se urmrete familiarizarea studenilor cu prelucrarea materialelor prin strunjire i
cu tipurile de utilaje folosite la realizarea acestui tip de prelucrare att din punct de vedere
constructiv ct i funcional. Se va analiza fluxul cinematic al micrii la un strung normal i la unul
de tip revolver, modul n care se prelucreaz diferite tipuri de piese i alegerea datelor din tabelele
de regim pentru ca prelucrarea s se poat realiza.
Pe baza modelului de calcul fiecare student va elabora succesiunea fazelor de prelucrare pentru o
pies de tipul celei din figur unde n este numrul acestuia din grup.
Fig.9.6.1. Desenul piesei care se va prelucra
Piesa se va msura dup prelucrare att din punct de vedere dimensional, ct i din punctul de vedere
al calitii suprafeei.
Se vor determina pe baz de calcul i prin cronometrare timpii necesari pentru fiecare operaie de
prelucrare i se va determina costul unei piese prelucrate funcie de numrul de piese 10 i respectiv 100, pe
principiul prelucrrii la o prindere, sau pe cel al prelucrrii pe strung automat.
S-ar putea să vă placă și
- 1PM - L - Prelucrarea Prin Strunjire PDFÎncă nu există evaluări1PM - L - Prelucrarea Prin Strunjire PDF10 pagini
- Fisa de Documentare-Modalitati de Ungere A Organelor de MasiniÎncă nu există evaluăriFisa de Documentare-Modalitati de Ungere A Organelor de Masini5 pagini
- Planificalacatuserie Clasa Ix Invatamant ProfesionalÎncă nu există evaluăriPlanificalacatuserie Clasa Ix Invatamant Profesional9 pagini
- Tehnologia Prelucrarilor Prin AschiereÎncă nu există evaluăriTehnologia Prelucrarilor Prin Aschiere11 pagini
- Auxiliar Curricular Materii Prime Si Materiale CL IX100% (2)Auxiliar Curricular Materii Prime Si Materiale CL IX31 pagini
- Prelucrarea Arborilor Netezi Si A Arborilor in Trepte Cu Mai Multe Cutite Prin StrunjireÎncă nu există evaluăriPrelucrarea Arborilor Netezi Si A Arborilor in Trepte Cu Mai Multe Cutite Prin Strunjire15 pagini
- M1 Reprezentarea Pieselor Mecanice Ix Liceu Carei100% (2)M1 Reprezentarea Pieselor Mecanice Ix Liceu Carei3 pagini
- Planificare Calendaristica M3 ORGANE DE MASINI CLASA A 9-A MECANICAÎncă nu există evaluăriPlanificare Calendaristica M3 ORGANE DE MASINI CLASA A 9-A MECANICA16 pagini
- Vdocuments - MX - Exploatarea Si Intretinerea Utilajelor100% (2)Vdocuments - MX - Exploatarea Si Intretinerea Utilajelor34 pagini
- 4 - Fisa de Lucru - Strung Cu Comanda NumericaÎncă nu există evaluări4 - Fisa de Lucru - Strung Cu Comanda Numerica1 pagină
- Fisa Lucru m10 Xii Masina Frezat Cu ConsolaÎncă nu există evaluăriFisa Lucru m10 Xii Masina Frezat Cu Consola2 pagini
- 2.4. Fluide de Ungere Și Proprietăți (Vascozitate, Capacitate de Ungere, Greutate Specifica, Punct de Inflamabilitate, Emulsionarea) 1.generalitati100% (2)2.4. Fluide de Ungere Și Proprietăți (Vascozitate, Capacitate de Ungere, Greutate Specifica, Punct de Inflamabilitate, Emulsionarea) 1.generalitati5 pagini
- 17 Mecanica IPS Repere Metodologice Cls. 9Încă nu există evaluări17 Mecanica IPS Repere Metodologice Cls. 932 pagini
- 1.5. Pregatirea Pieselor Pentru AsamblareÎncă nu există evaluări1.5. Pregatirea Pieselor Pentru Asamblare17 pagini
- Fisa de Observatie Asamblari MecaniceÎncă nu există evaluăriFisa de Observatie Asamblari Mecanice10 pagini
- Ansamblari Prin Strangere Pe Con Si Bratari ElasticeÎncă nu există evaluăriAnsamblari Prin Strangere Pe Con Si Bratari Elastice5 pagini
- Citirea Si Interpretarea DocumentatieiÎncă nu există evaluăriCitirea Si Interpretarea Documentatiei8 pagini
- Ajustarea Şi Lucrul Practic La Strungul NormalÎncă nu există evaluăriAjustarea Şi Lucrul Practic La Strungul Normal7 pagini
- Operatii Tehnologice Simple Executate Pe Strungul Normal100% (3)Operatii Tehnologice Simple Executate Pe Strungul Normal13 pagini