0% au considerat acest document util (0 voturi)
199 vizualizări15 paginiSurub M30
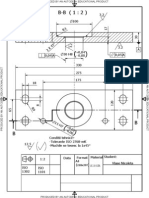
Documentul descrie un șurub M30x1,5. Este analizat rolul piesei, materialul ales, calculul adaosului de prelucrare și procesul tehnologic de execuție a piesei prin strunjire.
Încărcat de
stan mihaela lacramioaraDrepturi de autor
© © All Rights Reserved
Respectăm cu strictețe drepturile privind conținutul. Dacă suspectați că acesta este conținutul dumneavoastră, reclamați-l aici.
Formate disponibile
Descărcați ca DOC, PDF, TXT sau citiți online pe Scribd
0% au considerat acest document util (0 voturi)
199 vizualizări15 paginiSurub M30
Documentul descrie un șurub M30x1,5. Este analizat rolul piesei, materialul ales, calculul adaosului de prelucrare și procesul tehnologic de execuție a piesei prin strunjire.
Încărcat de
stan mihaela lacramioaraDrepturi de autor
© © All Rights Reserved
Respectăm cu strictețe drepturile privind conținutul. Dacă suspectați că acesta este conținutul dumneavoastră, reclamați-l aici.
Formate disponibile
Descărcați ca DOC, PDF, TXT sau citiți online pe Scribd