Capitolul I :
Stabilirea rolului functional al piesei si stabilirea
rolului morfofunctional al suprafetelor
Cunoasterea rolului functional este prima etapa in proiectarea oricarui process tehnologi de realizare a piesei
respective, deoarece se face in primul rand o proiectare functionala care trebuie sa se coreleze cu proiectarea
tehnologica a piesei.
Rolul functional al piesei este dat de rolul functional al fiecarei suprafete ce delimiteaza piesa in spatiu de
aceea, in primul rand se stabileste rolul functional al fiecarei suprafete folosind metoda de analiza morfofunctionala
a suprafetelor.
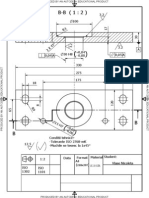
Pe desenul de executie al piesei (necotat) se pozitioneaza fiecare suprafata a piesei
-reprezentata in Schema 1
Stabilirea rolului functional al piesei
Se face o analiza a fiecarei suprafete din urmatoarele puncte de vedere :forma geometrica a suprafetei;
dimensiunile de gabarit; precizia dimensionala; precizia de forma; precizia de pozitie; rugozitatea.
Aceasta metoda de analiza constituie un bun instrument pentru indeplinirea obiectivelor propuse si se
bazeaza pe studiul fiecarei suprafete in parte din toate punctele de vedere..Corespunzator desenului de
executie al flansei, prezentat in urmatoarea figura, prezinta analiza morfo-functionala a suprafetelor
Tipuri de suprafete :
-
suprafete de asamblare
suprafete functionale
suprafete tehnologice
suprafete auxiliare
Rolul suprafetelor este dat de rolul functional al suprafatelor in ansamblul din care face parte
piesa. In general suprafetele tehnologice si functionale pot fi prelucrate doar prin aschiere deoarecere
apar rugozitati mici ai abateri.
�Impartirea piesei necotate, pe suprafete si stabilirea
rolului functional al fiecarei suprafete
8
7
9
10
12
11
�Nr.
Crt
Suprafata
Nr.
Forma
geometrica
a suprafetei
Dimensiuni
de gabarit
Caracteristici
Tipul si rolul
suprafetei
Precizia
dimensionala
Precizia
de forma
Precizia de
pozitie
Rugozitatea
Duritatea
5x45
+0.02
0.02
12.5
163 HB
Functionala
Procedee
tehnnologic
e posibile
de
productie
A
Obs
6.8x12
12.5
163 HB
Auxiliara
S1
S2
Conica
interioara
Cilindrica
S3
Cilindrica
6x1.5
0.1
12.5
163 HB
Auxiliara
S4
Plana
0.4
12.6
163 HB
Auxiliara
S5
Cilindrica
6.8x23
12.6
163 HB
Auxiliara
T,D,A
S6
Plana
2.6
12.6
163 HB
Auxiliara
S7
Plana
0.4
12,6
163 HB
Auxiliara
S8
Cilindrica
6x31.5
12.6
163 HB
Auxiliara
T,D,A
S9
Tronconica
0.5x45
12.6
163 HB
Tehnologica
10
S10
Plana
1.6
163 HB
Functionala
11
S11
Cilindrica
4.2x1.5
12.6
163 HB
Auxiliara
T,D,A
12
S12
Plana
0.4
12.6
163 HB
Auxiliara
�Capitolul 2:
Alegerea materialului optim pentru executia
piesei utilizand metoda de analiza a valorii optime
Metoda folosita pentru alegerea materialului optim se numeste metode de analiza a valorilor optime si are la
baza valorificarea la maxima a intregului ansamblu de proprietati functionale, tehnologice si economice.
Alegerea materialului optim pentru o anumita piesa este o problema deosebil de complexa ce trebuie
rezolvata de proiectant.
. Pentru alegera materialului optim pentru confectionarea piesei s-a utilizat o metoda deosebil de eficienta,
denumita metoda de analiza a valorilor optime, care presupune alegerea acelui material care indeplineste cerintele
minime de rezistenta si de durabilitate ale piesei in conditiile unui pret de cost [Link] aceste metode s-a
intocmit tabelul din care rezulta materialul optim pentru confectionarea piesei.
Dupa ce s-a facut aprecierea cantitativa a factorilor s-a procedat la stabilirea ponderii importantei factorilor.
Fiecare material luat in considerare are k proprietati P k , incluse in cele m proprietati analizate. Fiecare proprietate
are o pondere d k ce exprima importanta ei in raport cu celelalte proprietati tinand cont de rolul functional si tipul
fiecarei suprafete ce delimiteaza piesa in spatiu. In urma parcurgerii acestor etape necesare alegerii materialului
optim, a rezultat pentru piesa studiata
10
OLC 37 care are
t
k =1
* dk =2.25
�Alegerea materialului optim pentru fabricarea piesei
Proprietati functionale
Nr
Crt
Material
Fizice
ConductibiliDensitatea
tatea termica
[kg/dm]
[cal/cmsC]
Chimice
Rezistenta la
coroziune
[mm/an]
Proprietati Tehnologice
Proprietati
economice
Mecanice
t * d
Obs.
10
Duritatea
[HB]
Rezistenta la
rupere
[daN/cm
]
V
(E*10)
[daN/cm]
Turnabili
-tatea
Deformabilitatea
Uzinabilitatea
Pret de cost
[lei/kg]
k =1
10
11
12
13
14
15
16
17
18
19
20
21
22
23
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
17
18
19
20
21
OL 37
OL 42
OL 50
OL 60
OLC 15
OLC 20
OLC45
OT 400
OT 600
Fc100
Fc150
Fc200
Fc 250
Fc 300
Fc400
AUT9
7.3
7.3
7.3
7.3
7.7
7.4
7,8
7.82
7.82
7,4
7.3
7,1
7.2
7.2
7.3
7.5
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
0.2
0.2
0.2
0.2
0.2
0.2
0,2
0.2
0.2
0,13
0.13
0.14
0.15
0.16
0.19
0.3
2
2
2
2
2
2
2
2
2
1
1
1
1
1
1
2
<0.5
<0.5
<0.5
<0.5
<0.5
<0.5
<0,5
<0.5
<0.5
<0,1
<0.1
<0.1
<0.1
<0.1
<0.1
<0.2
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
2
163
163
164
174
135
190
164
110
169
150
150
210
210
260
300
210
3
3
3
3
2
3
3
2
3
2
2
3
3
3
3
3
32
42
58
66
48
50
58
40
60
10
15
20
20
25
40
45
2
2
2
3
2
2
2
2
2
1
1
1
1
1
2
2
2.0
2.0
2.0
2.0
2.1
2.2
2,0
2.1
2.1
1,9
1.9
2
2
2.1
2.3
2.4
2
2
2
2
3
3
3
3
3
2
2
2
2
3
3
2
S
B
B
B
S
S
S
FB
FB
FB
B
FB
FB
FB
FB
B
1
2
2
2
1
1
1
3
3
3
2
3
3
3
3
2
B
B
B
B
B
B
B
S
S
N
FB
N
N
N
N
N
2
2
2
2
2
2
2
1
1
0
1
0
0
0
0
0
FB
FB
FB
FB
FB
FB
FB
B
B
FB
B
FB
FB
FB
FB
FB
3
3
3
3
3
3
2
2
2
3
3
3
3
3
3
3
2000
2000
2250
2250
2375
2500
2375
2000
2125
1500
1550
1550
1550
1550
1600
1850
3
3
2
2
2
2
1
2
2
3
2
3
3
3
3
3
2.25
2.45
2.25
2.35
2.05
2.1
2.85
2.2
2.25
2,6
26
2,6
2.6
2.6
2.45
2.65
Optim
40Cr10
CuZn15
CuSn10
40Cr10
ATTCCu6Si5
ATSi8Cu3
7,2
8.8
8.8
7,2
2,67
2.68
2
2
2
2
1
1
0.1
0.3
0.11
0.1
0.37
0.32
1
3
2
1
3
3
<0.5
<0.5
<0.5
<0.5
<0.5
<0.5
3
2
2
3
3
3
217
80
70
217
80
95
3
1
1
3
1
2
98
23
23
98
20
21
3
1
1
3
1
1
1.4
1.2
1.5
1.4
0.7
0.71
2
2
2
2
1
1
B
FB
FB
B
FB
FB
3
3
3
3
3
2
FB
B
B
FB
FB
FB
3
2
2
3
3
2
B
FB
FB
B
FB
FB
2
3
3
2
3
2
7500
5000
4500
7500
3500
3500
1
2
2
1
2
2
2.15
2.25
2.25
2.15
2.40
2.45
�22
23
24
25
26
27
28
29
30
Fgn700-2
CuZn39Pb2
Fmn320
12Cr130
ATTCCu6Si5
ATSi8Cu3
41MoCr11
Fgn 370-17
18MoNi130
D1=0.05
7,3
8.4
8.2
7,5
2,67
2.68
7.5
7,2
6.5
2
2
4
2
1
0,02
0.24
0.3
0,3
0.37
1
0.32
2
0.2
2
0,17
2
0.2
D2=0.1
1
2
3
2
3
<0,5
<0.3
<0.5
<0,2
<0.5
3
<0.5
2
<0.5
1
<0.5
2
<0.5
D3=0.1
2
3
2
2
3
280
65
85
2,1
80
3
95
2
217
2
160
3
213
D4=0.05
3
1
1
3
1
70
16
27
60
20
2
21
3
10
2
37
3
11
D5=0.05
3
1
1
2
1
1,6
1.2
1.2
187
0.7
1
0.71
3
2.1
2
0,17
3
1.8
D6=0.05
2
2
2
3
1
FB
B
FB
B
FB
1
FB
3
B
1
FB
2
B
D7=0.15
3
2
3
2
3
S
FB
B
S
FB
2
FB
2
S
3
S
2
FB
D8=0.15
1
3
2
1
3
B
FB
FB
B
FB
2
FB
1
B
1
FB
3
FB
D9=0.05
2
3
3
2
3
1650
6000
5025
1300
3500
2
3500
2
3750
3
1500
3
1000
D10=0.2
3
1
2
3
2
2
2
3
1
2,25
2.05
2.25
2
2.40
2.45
2.15
2,15
2.05
D11=0.1
�Capitolul 3
Stabilirea si analiza procedeelor tehnologice
posibile de realizare a piesei semifabricat
n vederea alegerii unei metode sau a unui procedeu tehnologic de realizare a unei piese se ine
cont de dezvoltarea industriei i de condiiile oferite.
Procedeul tehnologic ales trebuie s asigure o bun calitate a pieselor, la un pre de cost ct mai
sczut.
Se face o analiz complex a procedeelor tehnologice pentru obinerea unor rezultate finale mai
avantajoase.
Privind posibilitile de realizare a piesei se au n vedere urmtoarele:
desenul piesei
rolul funcional al suprafeelor
materialul ales, comportarea lui la prelucrare
numrul de buci ( producie anual )
utilajul de care dispune ntreprinderea
Principalele procedee de obinere a semifabricatelor metalice sunt urmtoarele:
turnare
deformare plastic
presare i sinterizare din pulberi
sudare
tiere
Turnarea este un procedeu tehnologic de realizare a pieselor prin introducerea unui material
metalic n stare lichid ntr-o cavitate special execut. Prin solidificarea topiturii rezult piesa turnat, care
reproduce configuraia i dimensiunile cavitii de turnare.
Principalele procedee de turnare sunt:
n forme din amestec de formare obinuit
n forme coji, cu modele uor fuzibile
n forme metalice fr suprapresiune
n forme coji cu liant termoreactiv
n forme metalice cu suprapresiune
centrifugal
Cele mai raspandite procedee de turnare utilizare sunt :
-Turnarea in forme temporare;
-Turnarea in forme semi-permanente;
-Turnarea in forme permanente
�Prelucrarea prin deformare plastic se bazeaz pe plasticitatea metalelor, adic pe capacitatea
acestora de a cpta deformaii permanente sub aciunea unor fore exterioare. Fcnd abstracie de unele
pierderi tehnologice, inevitabile, prelucrarea prin deformare plastic reprezint un procedeu de prelucrare
foarte avantajos n ceea ce privete economia de metal, fiind net superior prelucrrii prin achiere la care
pierderile de material sub form de deeuri sunt foarte mari.
Analizand forma constructive, dimensiunile, abaterile dimensionale, si rugozitatile piesei semifabricatul se
poate obtine prin mai multe procedee, acestea fiind:
- Turnare
- Aschiere
- Deformare Plastica
�Aschiere
Prin tehnologicitatea unei piese prelucrabila prin aschiere se intelege acea forma rationala a suprafetelor ce
compun piesa sau prin care se asigura realizarea cat mai usoara a lor prin aplicarea procedeelor de aschiere
cunoscute, de inalta productivitate si care usureaza mecanizarea si automatizarea procesului de aschiere, in
conditiile respectarii rolului functional al piesei si al unei eficiente sporite.
Pentru o proiectare tehnologica a formei suprafetelor prelucrabile prin aschiere se recomanda
urmatoarele:
-numarul de asezari si de prinderi ale piesei-semifabricat, in vederea prelucrarii unor suprafete sa fie cat mai
mic posibil. De aceea, pentru micsorarea numarului de prinderi si de pozitii, suprafetele trebuie dispuse pe cat
posibil in acelas plan sau in plane care, in functie de procedeele de prelucrare, sa permita prelucrarea unui numar
mai mare de suprafete dintr-o singura asezare si prindere a piesei-semifabricat pe masina-unealta.
-evitarea pe cat posibil a gaurilor cu conturul incomplete pe toata lungimea lor, a celor cu axele inclinate
fata de suprafetele plane sau a celor care incep sau se termina pe suprafetele cilindrice deoarece burghiul se va opri
foarte repede sau se va rupe in timpul prelucrarii
-alegerea cat mai corecta a suprafetelor tehnologice care sa faca posibila prelucrarea anumitor suprafet, sa
permita iesirea sculelor din aschie si sa asigure o intrare si o iesire usoara a sculelor folosite la prelucrare
In cazul obtinerii piesei semifabricat prin laminare adaosul de prelucrare mare care va fi indepartat prin
aschiere duce la costuri ridicate. Totodata, in timpul prelucrarii prin aschire a semifabricatului, fibrele sunt
intrerupte, obtinandu-se proprietati mecanica mai scauzute decat in cazul matritarii.
Exista trei tipuri de aschii :
-de rupere ce rezulta la prelucrarea materialelor fragile :fonta si bronzul
-aschii de forfecare sau fragmentare care se reprezinta sub forma unor elemente zimtate dar unite
intre ele, acest tip de aschi se obtine la prelucrarea metalelor dure si semidure
�Deformare Plastica
Deformarea plastica este metoda de prelucrare dimensionala fara aschiere prin care, inscopul obtinerii unor
semifabricate sau produse finite,se realizeaza deformarea permanenta a materialelor fara fisurare, prin aplicarea
fortelor exterioare.
Avantajele metodei de prelucrare a metalelor prin deformare sunt: imbunatatirea proprietatilor din cauza
structurii mai omogene sau mai dense care rezulta in urma acestor prelucrari;
-consumul minim de material
-precizia mare de prelucrare mai ales la rece;
-reducerea duratei prelucrarii ulterioare prin aschiere;
-posibilitatile de obtinere a unro forme complexe cu un numar minim de operatii si manopera simpla;
-marirea productivitatii muncii.
Necesitatea aplicarii unor forte mari pentru deformare, face ca investitiile initiale sa fie mari, ceea ce poate
fi considerat ca un dezavantaj al acestei metode.
Utilizarea din ce in ce mai larga a deformarii plastic, ca metoda ednologica de obtinere a pieselor
este si rezultatul avantajelor pe care acesta le prezinta in comparative cu celelalte metode de prelucrare,
astfel:
-realizeaza inseminate economii de material, deoarece prin aceasta metoda se obtine configuratia
geometrica a piesei, corespunzatoare cu rolul functional, prin redistribuirea volumelor de material si nu
prin indepartarea acestuia sub forma de aschii sau micro-aschii.;
-Permite realizarea unor piese cu configuratie de la cea mai simpla pana la cea mai complexa, cu
greutati variind de la cateva grame la cateva sute de tone si cu dimensiuni de gabarit de la cativa
milimetrii pana la zeci de metri, unele greu sau imposibil de realizat prin alte procedee.
-permite obtinerea de piese, cu proprietati functionale diferite si imbunatatite pe sectiune, in
functie de cum s-a realizat deplasarea volumelor de material ca urmare a deformarii plastic, proprietati
ce confera o comportare in exploatare mult mai buna decat a pieselor obtinute prin celalalte metode de
prelucrare ( turnare, aschiere sudare)
-productivitatea ridicata datorita executarii prelucraii cu posibilitati largi de mecanizare si
automatizare cat si datorita obtinerii unor produse de configuratie simpla sau complexa, cu aceeasi
sectiune, pe lungimi foarte mari.
�Turnare
Pretul de cost al pieselor turnate depinde de cantitatea de material si manopera nacesare pentru
executia lor.
Topirea i turnarea metalului constituie un proces tehnologic destinat obinerii pieselor turnate cu
forme, dimensiuni i utilizri diferite.
Piesele turnate prezint urmtoarele avantaje fa de piesele forjate sau matriate:
- posibilitatea unei prelucrri mecanice simple i economice prin faptul c piesa turnat n
comparaie cu cea forjat au dimensiuni i forme mai apropiate de piesa finit;
- posibilitatea unei producii mari printr-o mecanizare dezvoltat i meninere uniformitii
dimensiunilor i proprietilor;
- repartizarea judicioas a metalului n diferite pri ale piesei astfel nct s se satisfac
proprietile mecanice necesare;
- n unele cazuri se pot obine proprieti fizice i chimice ale piesei turnate mai bine dect
ale pieselor obinute prin prelucrare sau deformare plastic.
Turnarea reprezinta un procedeu clasic de obitinere a semifabricatelor ce pot avea forme de la
cele mai simple la cele mai complexe, in productie de unica, series au masa. Functie de procedeul tehnic
de turnare( temporare, in solul turnatoriei, semipermanente, permanente cu sau fara presiune)
Piesa semi-fabricat turnata respecta conditiile recomandate:
-planul de separatie este drept, este plan de simetrie
Pentru a stabili un procedeu de turnare acceptabil mai intai trebuie facuta o analiza a piesei care
are in vedere urmatoarele: dimensiunile de gabarit; productia anuala , greutatea piesei
Alezajele nu pot fi obtinute prin turnare, se executa ulterior prin aschiere.
Turnarea in FORME PERMANENTE
�Capitolul 4
Obtinerea semifabricatului printr-un
procedeu de turnare
Turnarea, ca procedeu tehnologic este una din cele mai vechi metode de obinere a pieselor prin punere in
forma, dezvoltate de om. Turnarea intervine ntotdeauna ca metoda tehnologica distinct la materialele care sunt
elaborate in stare lichida sau vscoasa. mpreun cu prelucrrile prin matriare si cu cele de formare prin sintetizare
sunt utilizate in mod nemijlocit la realizarea formei pieselor spre deosebire de alte prelucrri, unde forma rezulta
prin mijlocirea unor procese tehnologice preliminare distincte (laminare, tragere, forjare libera, achiere si
microachiere).
Prin turnare se pot realiza forme practic nelimitate, piese cu mase diverse, de la fraciuni de gram si pana la
sute de tone, care i gsesc utilizri in toate domeniile de activitate.
Procesele de execuie a pieselor prin turnare se remarca prin urmtoarele avantaje:
- permit realizarea de piese cu configuraii diverse, in clasele de precizie 6..16, cu suprafee de rugozitate
Ra=0,8...200 m;
permit realizarea de piese cu proprieti diferite in seciune (unimaterial, polimaterial);
creeaz posibilitatea obinerii de adaosuri de prelucrare minime ( fata de forjarea libera, sau prelucrrile prin
achiere);
creeaz posibilitatea de automatizare complexa a procesului tehnologic, fapt ce permite repetabilitatea
preciziei si a caracteristicilor mecanice, la toate loturile de piese de acelai tip;
- permit obinerea unei structuri uniforme a materialului piesei, fapt ce i confer acesteia o rezisten
multidirecional. In general, compactitatea, structura i rezistenta mecanica a pieselor turnate sunt inferioare
pieselor similare realizate prin deformare plastica (deoarece acestea poseda o rezistenta unidirecional, dup
direcii prefereniale).
Dintre dezavantajele procedeelor de realizare a pieselor prin turnare se pot enumera:
- consum mare de manopera, ndeosebi la turnarea in forme temporare;
- costuri ridicate pentru materialele auxiliare;
- consum mare de energie pentru elaborarea si meninerea materialelor in stare lichida la temperatura de
turnare;
- necesit msuri eficiente contra polurii mediului si pentru mbuntirea condiiilor de munc.
Se pot prelucra prin turnare materiale metalice si nemetalice , in producie de serie sau de unicate.
De menionat c , prin turnare se pot realiza att piese/semifabricate dintr-un material unic, sau din cel puin
doua materiale ( acoperiri prin turnare statica sau centrifugala, utilizarea turnrii cu inserii, obinerea prin turnare a
materialelor compozite etc.).
Tendina actual este de a eficientiza procesele de producie prin reducerea adaosurilor de prelucrare si a
operaiilor de prelucrare dimensionala ulterioare. Din acest motiv, procedeele de punere in forma, ntre care i
turnarea, capt o atenie deosebit, cunoscnd un grad mai ridicat de perfeciune i inovare fa de alte procedee.
In funcie de domeniul de aplicare al procesului de turnare ( tehnologii mecanice, metalurgice, de mecanica
fina, de tehnica dentara, de prelucrri de industria chimica, de construcii etc.), pot exista denumiri specifice, care
sunt sinonime.
�Turnarea in forme Permanente
Spre deosebire de turnarea in forme temporare unde atentia tehnologului se concentreaza pe conceperea
modelului asamblat, in cazul utilizarii formelor permanente efortul principal consta in proiectarea formei de
turnare-cochila. Formele de turnare permanente sunt mult mai scumpe decat cele temporare deoarece ele sunt
confectionate din materiale durabile, greu de prelucrat si sunt capabile sa permita reutilizarea formei.
�Schema de turnare in forme permanente
�Modelul de Turnare
147,47
�Miezul de Turnare
147,49
�Semifabricatul obtinut prin turnare
18,53
13,03
147,49
�Capitolul 5:
Obtinerea semifabricatului prin
procedeul de Deformare Plastica
Prelucrarea materialelor metalice prin deformare plastica se bazeaza pe proprietatea de
plasticitate a metalelor, adica pe capacitatea acestora de a capata deformatii permanente sub actiunea
unor forte exterioare.
Evolutia deformarii plastic de la primele ciocane mecanica actionate de apa la cele cu comanda
numerica a preselor, de la presele cu frictiune la presele hidraulice cu puteri de peste 100 000 MN,
conduce la o utilizare cat mai accentuata a tehnologiilor de prelucrare prin deformare plastica.
Utilizarea din ce in ce mai larga a deformarii plastic, ca metoda ednologica de obtinere a pieselor
este si rezultatul avantajelor pe care acesta le prezinta in comparative cu celelalte metode de prelucrare,
astfel:
-realizeaza inseminate economii de material, deoarece prin aceasta metoda se obtine configuratia
geometrica a piesei, corespunzatoare cu rolul functional, prin redistribuirea volumelor de material si nu
prin indepartarea acestuia sub forma de aschii sau micro-aschii.;
-Permite realizarea unor piese cu configuratie de la cea mai simpla pana la cea mai complexa, cu
greutati variind de la cateva grame la cateva sute de tone si cu dimensiuni de gabarit de la cativa
milimetrii pana la zeci de metri, unele greu sau imposibil de realizat prin alte procedee.
-permite obtinerea de piese, cu proprietati functionale diferite si imbunatatite pe sectiune, in
functie de cum s-a realizat deplasarea volumelor de material ca urmare a deformarii plastic, proprietati
ce confera o comportare in exploatare mult mai buna decat a pieselor obtinute prin celalalte metode de
prelucrare ( turnare, aschiere sudare)
-productivitatea ridicata datorita executarii prelucraii cu posibilitati largi de mecanizare si
automatizare cat si datorita obtinerii unor produse de configuratie simpla sau complexa, cu aceeasi
sectiune, pe lungimi foarte mari.
Toate aceste avantaje precum si tendintele actuale de obtinere a unor piese finite cat mai rapid,
din materiale cu proprietati dintre cele mai diferite si fara prelucrari prin indepartarea de material sub
forma de deseuri, fac din prelucrarea prin deformare plastica una din cele mai des si mai lag utilizate
metode de prelucrare.
Totusi si aceasta metoda prezinta o serie de dezavantaje cauzate de necesitatea onor forte de
prelucrare mari si foarte mari:
-investitii initiale mare, deoarece necesita utilaje complexe si scumpe care trebuie sa dezvolte
forte mari.
-sculele utilizate sunt in general scumpe , de cele mai multe ori pentru fiecare categorie de piese
obtinute prin deformare plastica fiind necesara o scula speciala, care nu mai poate fi utilizata la
realizarea altor piese.
Avand in vedere avantajele si dezavantajelor enumerate mai sus, prelucrarea prin deformare plastica
trebuie aplicata atunci cand in urma studiilor tehnico-economice se dovedeste superioare in
comparative cu alte variante tehnologice si organizatorice de realizare a unei prelucrari
�Intocmirea desenului piesei brut matritate
Desenul piesei matrite se intocmeste pe baza desenului piesei finite la care se prevad adaosurile de
prelucrare, adaosurile tehnologice si racordurile constructive.
-adaosurile de prelucrare Ap, se aplica numai suprafetelor pietrelor matritate care se prelucreaza ulterior
prin aschiere. Pentru stabilirea adaosurilor de prelucrare si abaterilor limita la piesele matritate, sunt necesare
urmatoarele date:
-masa piesei matritate, care se calculeaza dup ace s-a stability tehnologic forma piesei matritate in
functie de marimea si complexitatea piesei finite.
-planul de separatie, pentru pieselor matritate pe prese;
-adaousurile tehnologice At, se pun pe toate suprafetele care nu pot rezulta din matritare si pentru
simplificarea constructive a piesei
Alegerea semifabricatlului initial
Alegerea semifabricatului initial se face functie de configuratia geometrica piesei ce se va obtine prin
[Link] de la masa semifabricatului initial se va allege un semifabricat avand volumul de 0,002577.
Tratamentul termic final
Se poate evectua o recoacere de detensionare, pentru micsorarea tensiunilor interne accumulate in timpul
forjarii. Pentru piesele din otel, se recomanda incalzirea lenta a pieselor pana la temperature de 650-700C,
mentinerea 1h/25 mm grosime maxima a sectiunii piesei urmata de racirea cu cuptorul pana la 200-300C, iar apoi
racirea in aer.
�Semifabricatul Matritat
Adaos de
Inclinare
Raza de
Racordare
20,32
148,53
14,42
Adaos de
Prelucrare
�Capitolul 6
Analiza tehnico economica a cel putin 2
variante de proces tehnologic
Pentru a determina daca metoda aleasa are eficienta maxima sau nu, se face analiza tehnico-economica a 2
variante de executie: turnarea in forme permanente si matritarea.
Trasaturile ce se regasesc in principalii indicatori de eficienta sunt : costul, productivitatea, fiabilitatea,
protectia muncii, consumul de materiale si energie, protectia operatorului.
Se va utilize ca indicator de comparative cu character economic constul produselor.
C 1 =F+nV [lei/lot]
(1)
Unde C 1 - costul unui lot de produse; F- cheltuielile fixe; V-cheltuielile variabile.
Stabilirea pretului semifabricatului Turnat in forme permanente
Costuri fixe:
-matrita pentru turnarea modelului
-materiale pentru executia modelului
-SDV-urile
600 um
33 um
25 um
In costuri variabile vor intra:
-Materialul turnat
-manopera
-regia
9 um
17 um
33 um
C 1t =658 + 45 000 x 59= 2 655 658 um (2)
Stabilirea pretului semifabricatului obtinut prin Deformare Plastica
In costurile fixe sunt incluse:
-matrita de deformare
-SDV-urile
In costurile variabile vor intra;
-manopera matritat
-manopera
-regia
C 1m = 841 + 45 000 x 85= 3 825 841 um
80 um;
41 um
19 um;
20 um;
46 um.
(3)
Pentru a determina numarul de bucati critic cr , se pune conditia:
C 1m = C 1t
(4)
�Unde C 1m - costul unui lot de produse matritate; C 1t -costul unui lot de produse turnate.
F
= cr V t = F m + cr V m
Ft Fm 8410 6580
=
= 7.03buc
Vm Vt
850 590
(5)
(6)
Reprezentand gragic relatiile (2) si (3) se obtine diagrama din Figura 5 ce permite determinarea procedeului
tehnologic opt
�Figura 4
Costuri pentru
Fabricare
Deformare
Plastica
3 825 841
Turnare in
forme Permanente
2 655 658
ncr
n= 45 000 buc
Nr Buc / an