Curs 2.
STABILREA ROLULUI FUNCTIONAL AL PIESEI FOLOSIND ANALIZA
MORFAFUNCTIONALA A SUPRAFETELOR
Cunoasterea rolului functional al piesei este prima etapa in proiectarea oricarui
proces tehnologic de realizare a piesei respective. Rolul functional al piesei este dat
de rolul functional al oricarei suprafete ce delimiteaza piesa in spatiu de aceea in
primul rand se stabileste rolul functional al fiecarei suprafete. Din punct de vedere al
rolului lor functional suprafetele se clasifica in:
- suprafetele de asamblare caracterizate prin
- o anumita configuratie geometrica;
- precizie dimensionala ridicata;
- rugozitate mica;
- prescriptii referitoare la forma geometrica;
- prescriptii referitoare al pozitia suprafetei in raport cu alte suprafete;
- eventuale prescriptii referitoare la duritatea suprafetei.
- suprafete functionale caracterizate prin:
- precizie dimensionala ridicata (depinde de rolul functional in ansamblul din
care face parte);
- rugozitate mica (uneori este mare, depinde de rolul functional);
- prescriptii referitoare la pozitia suprafetei in corespondenta cu alte suprafete;
- eventuale prescriptii referitore la configuratia geometrica;
-eventuale prescriptii referitoare la proprietatile mecanice, aspectul
suprafetelor.
- suprafete tehnologice apar in timpul prelucrarii si ajuta la pozitionarea piesei in
vederea prelucrarii. Ele pot ramane dupa terminarea prelucrarii sau pot dispare, in
functie de configuratia geometrica finala a piesei .
Se caracterizeaza prin:
- precizie dimensionala corespunzatoare (neprecizata, de cele mai multe ori
cote libere);
- rugozitatea suprafetei corespunzatoare cu procedeul tehnologic de realizare
a suprafetei;
- fara prescriptii sau eventuale prescriptii referitoare la forma geometrica;
- eventuale prescriptii referitoare la pozitia suprafetei in raport cu suprafetele
ce urmeaza a fi prelucrate.
- suprafete auxiliare (de legatura) fac legatura intre suprafetele functionale
si cele de asamblare.
Se caracterizeaza prin:
- precizia dimensionala mica (neprecizata);
- rugozitatea suprafetei mare (cea care rezulta din procedeul de obtinere a
semifabricatului);
- fara prescriptii referitoare la precizia de forma;
- fara prescriptii referitoare la precizia de pozitii.
Obs;
Cunoscand aceste elemente referitoare al tipurile de suprafete ce delimiteaza o
piesa in spatiu se poate stabili rolul functional al unei piese fara a cunoaste
ansamblul din care face parte piesa sau se poate proiecta o piesa care sa
indeplineasca un anumit rol functional impus.
Metoda folosita pentru stabilirea rolului functional posibil sau pentru
proiectarea unei piese care sa indeplineasca un anumit rol functional impus poarta
numele de metoda de analiza morfofunctionala a suprafetelor.
Acesta metoda presupune parcurgerea intr-o succesiune logica a
urmatoarelor etape:
- descompunerea piesei in suprafete cat mai simple (plane, cilindrice,
conice, evolventice, elicoidale etc.);
notarea tuturor suprafetelor ce delimiteaza piesa in spatiu ;
analizarea fiecarei suprafete in parte din urmatoarele puncte de vedere:
forma geometrica a suprafetei, dimensiuni de gabarit, precizie dimensionala, precizie
de forma, precizie de pozitie, rugozitate si duritate;
intocmirea uni graf suprafete caracteristici
stabilirea rolului functional al piesei , se face in urma analizei de corelatie
a diferitelor tipuri de suprafete obtinute in graful suprafete caracteristici . Rolul
functional impus unei piese se obtine presupunand pentru suprafetele ce delimiteaza
piesa in spatiu caracteristicile corespunzatoare tipurilor de suprafete (de asamblare,
functionale, tehnologice, sau auxiliare).
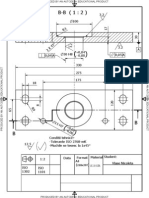
Exemplu: Stabilirea rolului fuctioal pentru reperul Roata ditata
Rolul functional al piesei:
Piesa "roata dintata" are rolul de a primi, realiza si transmite miscarea de
rotatie, catre un alt element aflat in miscare de rotatie;o alta functie principala a
rotii dintate este acea de a transmite forta si momentul concomitent cu miscarea
de rotatie. Cu ajutorul acestei roti dintate se transmite forta si momentul (cuplul) la
un arbore, pe care este montata.
Analiza functional-constructiva a piesei
Suprafetele piesei sunt:
simple:
-cilindrice:S5, S6, S7, S8, S12, S17;
-plane frontale:S1, S15, S21, S19, S20;
-conice:S2, S9, S13, S14, S11, S16, S22;
complexe:
-cilindrica+plana:S4 canal dreptunghiular;
-degajare:S18;
-dantura:S10.
Suprafetele cu rol functional sunt: S4, S5, S10, S15, S17.
Acestea au urmatoarele roluri functionale:
-S4 asigura rigidizarea rotii dintate cu arborele pe care este montata
-S5 asiguara montarea pe roata dintata a unor lagare
-S10 asigura transmiterea miscarii de la sau la o roata conjugata
-S15 asigura pozitia corespunzatoare a piesei fata de restul ansamblului
-S17 asigura ghidarea unei piese de tip arbore(suprafata de referinta)
Suprafetele piesei cu rol tehnologic sunt: S2, S9, S11, S12, S13, S14, S16,
S18, S22.
-suprafata S2, S13, S14, S16, S11- asigura montare usoara a piesei in ansamblu
-suprafata S9, S12- asigura prelucrarea danturii
-suprafata S18- asigura evacuarea aschiilor la rectificarea suprafetelor vecine ei.
-suprafata S22 asigura posibilitatea realizarii danturarii.
Suprafetele libere ale piesei sunt:S1, S3, S6, S7, S8, S19, S20, S21, S22;
Caracteristicile geometrice constructive prescrise piesei
Se analizeaza precizia dimensionala, de forma si de pozitie, precum si rugozitatile
suprafetelor piesei. Cotele libere executie mijlocie conf STAS 2300-80
S
K
Suprafata/forma Dimensiunea
Treapta
de
precizie
Ra
[m]
Toleranta
de forma
Toleranta
de pozitie Observatii
S1 Plan frontala 780.1 IT12 6.3 - - -
S15 Plan frontala 500.008 IT6 0.8 - - -
S19 Plan frontala 180.2 IT12 6.3 - - -
S20 Plan frontala 40.1 IT12 6.3 - - -
S21 Plan frontala 50.1 IT12 6.3 - - -
S2 Conica 3x45 IT12 6.3 - - tesitura
S9 Conica
157.04-
154-8
IT12 6.3 -
-
-
S11 Conica 1.5x45 IT12 6.3 - - tesitura
S13 Conica 1.5x45 IT12 6.3 - - tesitura
S14 Conica 1.5x45 IT12 6.3 - - tesitura
S16 Conica 1.5x45 IT12 6.3 - - tesitura
S3 Cilindrica 360.125 IT12 6.3 - - -
interioara
S7 Gaura 100.075 IT12 6.3 - - -
S12
Cilindrica
interioara
1080.175 IT12 6.3 -
-
-
S17
Cilindrica
interioara
IT6 0.8 -
-
-
S4 Complex
200.2-
160.2
IT12 6.3 -
- Canal
dreptunghiular
S5 Cil exterioara
IT6 0.8 -
S6 Cil exterioara 650.15 IT12 6.3 - - -
S8 Cil exterioara 1420.2 IT12 6.3 - - -
S10
Complexa
danturata
156 IT8 1.6 -
-
S18
Complexa,
degajare
h=3,b=2 IT12 6.3 -
-
Canal de
degajare
S22 Conica 76 21' IT12 6.3 - - -
S23 Plan frontala 780.15 IT12 6.3 - - -
Tehnologicitatea constructiei piesei
Tehnologicitatea este proprietatea unei piese de a putea fi prelucrata in
conditiile tehnice impuse prin desenul de executie, cu un consum minim de
material, manopera, energie si scule, implicit la un pret de cost minim
In vederea aprecierii tehnologicitatii, inainte de a incepe proiectarea unui
proces tehnologic, este necesara o analiza minutioasa a desenului de executie.
Prescriptia generala pentru Ra=3.2, pentru celelalte suprafete ale caror
rugozitate nu este specificata, impune o prelucrare simpla (strunjire, finisare).
Calitateta celorlalte suprafete impune operatii de prelucrare pretentioase
de exemplu rectificarea.
Baza de referinta P poate fi obtinuta prin prelucrari de strunjire interioara
si rectificare.
La trecerea dintre diametrul suprafetei S
5
si frontalul suprafetei S
15
sunt
prevazute degajari pentru protectia muchiei pietrei de rectificat si pentru
evacuarea aschiilor rezultate.
Precizia si calitatea piesei sunt bine corelate, desenul de executie cuprinzand
toate datele necesare privind toleranta si rugozitatea suprafetei.
Pentru suprafete libere se prescriu tolerante mai mari, cel mult egale cu cele
corespunzatoare preciziei economice (conform STAS 2300-88);
Pentru suprafete care determina parametrii de functionare ai piesei , tolerantele si
rugozitatile se prescriu tinand cont de conditiile restrictive de functionare
Tip suprafata Nr. (cod)
suprafata
Procedee de prelucrare
aplicabile tipului de
suprafata
Observatii privind
respectarea conditiilor
de tehnologicitate
Cilindrica
exterioara
S5 Strunjire, rectificare Posibil de realizat
Cilindrica
exterioara
S6, S8 Strunjire Posibil de realizat
Cilindrica
interioara
S12, S3 Strunjire Posibil de realizat
Cilindrica
interioara
S17 Strunjire, Rectificare Posibil de realizat
Gauri netede S7 Burghiere Posibil de realizat
Canale
dreptunghiulare
S4 Frezare Posibil de realizat
Conice, Tesituri S2, S9, S11,
S13, S14,
S16, S22
Strunjire Posibil de realizat
Plane frontale S1, S15,
S19, S20,
S21
Strunjire Posibil de realizat
Complexa,
dantura
S10 Danturare prin frezare Posibil de realizat
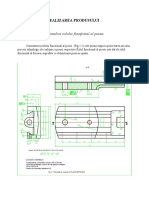
Stabilirea metodelor si procedeelor de obtinere a semifabricatului
Principii de baza:
Semifabricatul este determinat de forma si dimensiunile piesei, depinde de destinatia
piesei, materialul si conditiile de functionare, volumul productiei si existanta utilajului
pentru producerea semifabricatului;
Semifabricatul economic trebuie sa fie cat mai aproape de forma si dimensiunile
piesei de prelucrat, iar rugozitatea suprafetei trebuie sa fie la o treapta imediat
superioara;
Se va utiliza un semifabricat cu grad mai mic de apropiere fata de piesa finita
Se are deci in vedere un consum cat mai mic de material.
Analiza desenului de executie al piesei sugereaza posibilitatea utilizarii a doua tipuri
de semifabricate: lamiat sau matritat
Laminarea procedeul de prelucrare prin deformare plastica - la cald sau la rece -
realizat prin trecerea fortata a materialului prin intervalul dintre doi cilindri care se
rotesc in sensuri contrare.
Aceasta metoda prezinta avantajul obtinerii unui semifabricat simplu, usor de
realizat, dar care necesita multiple etape de prelucrare prin aschiere pentru
indepartarea adaosurilor mari pe care le prezinta.
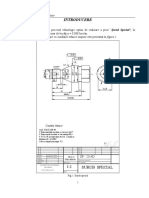
In figura este prezentat semifabricatul laminat.
Matritarea pe masini de forjat orizontal.
Masinile de forjat orizontale se bazeaza pe mecanisme de tip biela-manivela la care
berbecul (patina) ce poarta scula de lucru executa miscare de du-te-vino in directie
orizontala.
In figura se prezinta semifabricatul matritat.
A doua varianta prezinta multiple avantaje, printre care: pastrarea unui fibraj
continuu dupa aschiere, adaosuri de prelucrare mici datorita formei semifabricatului
foarte apropiate de forma finala a piesei si calitate superioara a geometriei
suprafetelor.
Adoptarea procedeului economic de realizare a semifabricatului
Compararea variantelor de semifabricat se va face pe baza unor criterii tehnico-
economice. Criteriile pe baza caruia se alege semifabricatul optim sunt:
- gradul de apropiere a semifabricatului de piesa;
- precizia semifabricatului;
- costul semifabricatului.
Tabel 2.3
Criteriul Ponderea
criteriului
Tip
semifabricat
Note pe tip
semifabricat
Punctaj pe tip
semifabricat
Gradul de
apropiere
0.50 LAMINAT 2
1
semifabricatului
de piesa
MATRITAT
4
2
Precizia
semifabricatului
0.20 LAMINAT 3
3
0.6
0.6
MATRITAT
Costul
semifabricatului
0.30 LAMINAT 5
3
1.5
0.9 MATRITAT
TOTAL PUNCTAJ PE SEMIFABRICAT 3.1 3.5
[Link] de apropiere a semifabricatului de piesa se apreciaza pe baza volumului
relativ de material indepartat, determinat cu ajutorul relatiei urmatoare:
[Link] semifabricatului se apreciaza in raport cu suprafata de precizie cea mai
mare a piesei. Ambele semifabricate au precizia corespunzatoare treptei de precizie
IT 13. Pentru acest criteriu ambele vor primi acelasi punctaj.
[Link] semifabricatului. Acest criteriu se refera la costurile legate de costurile
preocedeului de obtinere a semifabricatului. Un semifabricat laminat la cald va primi
un punctaj mai mare decat unul matritat, acesta din urma implicand costuri
suplimentare datorita complexitatii sculelor si utilajelor folosite.
Notele si punctajele obtinute se gasesc in tabel
Semifabricat optim, semifabricatul matritat in masina de forjat orizontala, deoarece
acesta indeplineste proprietatii mecanice superioare celui laminat.
Stabilirea metodelor si procedeelor de prelucrare a suprafetelor
semifabricatului
Cod
supr.
Forma/caracteristici
geometrice
prescrise
Nr etape
de prel.
Succesiunea prelucrarii(i)
Etapa 1 Etapa 2 Etapa 3
S1 Plan frontala, 78,
T10, IT=200,Ra=6.3
1 Str. Degrosare, T12,
IT=200, Ra=6.3
S15 Plan frontala, 50,
T6, IT=16, Ra=0.8
3 Str degrosare, T12,
IT=250, Ra=6.3
Str
semifinisare,
T9, IT=100,
Ra=3.2
Rectificare T6,
IT=16, Ra=0.8
S19 Plan frontala, 18,
T12, IT=400, Ra=6.3
1 Str degrosare, T12,
IT=400, Ra=6.3
S20 Plan frontala, 4,
T12, IT=200, Ra=6.3
1 Str degrosare, T12,
IT=200, Ra=6.3
S21 Plan frontala, 5,
T12, IT=200, Ra=6.3
1 Str degrosare, T12,
IT=200, Ra=6.3
S23 Plan frontala, 78,
T12, IT=200, Ra=6.3
1 Str degrosare, T12,
IT=200, Ra=6.3
S2 Conica tesitura,
1,5x45, T12, Ra=6.3
1 Str degrosare, T12,
Ra=6.3
S9 Conica 157.04-
154-8, T12,
IT=250, Ra=6.3
1 Str. Degr. T12, IT=250,
Ra=6.3
S11 Conica tesitura,
1,5x45, T12, Ra=6.3
1 Str degrosare, T12,
Ra=6.3
S13 Conica tesitura,
1,5x45, T12, Ra=6.3
1 Str degrosare, T12,
Ra=6.3
S14 Conica tesitura,
1,5x45, T12, Ra=6.3
1 Str degrosare, T12,
Ra=6.3
S16 Conica tesitura,
1,5x45, T12, Ra=6.3
1 Str degrosare, T12,
Ra=6.3
S22 Conica, 76 21',
108-157.04,
T12, Ra=6.3
1 Str degrosare, T12,
Ra=6.3
S3 Cilindrica
interioara, 36,
0.5, T12, IT=250,
Ra=6.3m
1 Str. Degr. T12, IT=250,
Ra=6.3
S7 Gaura neteda,
10,IT=150,T12,
Ra=6.3
1 Burghiere, T12,
IT=150, Ra=6.3
S12 Cilindrica
interioara, 108,
T12,IT=350,
Ra=6.3m
1 Str degrosare, T12,
IT=350, Ra=6.3
S17 Cilindrica
interioara, 25, T6,
IT=21m,
Ra=0.8m
3 Str. Degr. T12, IT=210,
Ra=6.3
Str.
semifinisare,
T9, IT=84,
Ra=3.2
Rectificare T6,
IT=21, Ra=0.8
S4 Canal, complexa,
20x16,IT=400, T12,
Ra=6.3
1 Frezare degr T12,
IT=400, Ra=6.3
S5 Cilindrica
exterioara,
55,Ra=0.8,T6,
IT=23
3 Str. Degr. T12, IT=300,
Ra=6.3
Str.
Semifinisare,
T9, IT=120,
Ra=3.2
Rectificare degr.
T6, IT=23, Ra=0.8
S6 Cilindrica
exterioara,
65,Ra=6.3,T12,
IT=300
1 Str. Degr. T12, IT=300,
Ra=6.3
S8 Cilindrica
exterioara,
142,Ra=6.3, T12,
IT=400
1 Str. Degr. T12, IT=400,
Ra=6.3
S10 Complexa
danturata,156,
T8, Ra=1.6
2 Frezare degr. T12,
Ra=6.3
Frezare
finisare, T8,
Ra=1.6
Stabilirea succesiunii de prelucrare a suprafetelor piesei
- respectarea regulilor generale de proiectare a unui proces tehnologic de
prelucrare mecanica
- respectarea ordinii de prelucrare a suprafetelor impusa de restrictiile
(conditionarile) specifice.
Urnarind desenul de executie putem afirma ca reperul ROATA DINTATA este o
piesa de revolutie, scurta cu alezaj.
Principiile, legile, regulile care determina continutul si succesiunea optima ale
operatiilor ale unui process tehnologic, sunt urmatoarele:
1) Suprapunerea bazelor tehnologice cu bazele de cotare functionale
2) Minimizarea numarului operatiilor
3) Minimizarea schemelor de orientare si fixare a semifabricatului
4) Rationalitatea primei operatii
5) Concentrarea prelucrarilor
6) Diferentierea prelucrarilor
7) Stabilirea judicioasa a operatiilor finale
8) Prevederea corecta a operatiilor de tratament termic
9) Stabilirea rationala a operatiilor de control tehnic
10) Minimizarea curselor active si de gol a sculelor
11) Unificarea constructiei SDV-urilor
12) Prelucrarea suplimentara a suprafetelor tehnologice permanente
13) Uniformizarea timpilor de realizare a operatiilor
Tipuri de restrictii (conditionari) ce impun succesiunea operatiilor/fazelor unui proces
tehnologic:
a) legaturile dimensionale intre suprafete
Functie de cotele functionale (dimensionale, de forma, de pozitie) de pe
desenul de executie al piesei, se stabilesc suprafetele care trebuie sa fie, obligatoriu,
realizate inaintea altor suprafete, sau suprafetele ce trebuie realizate in aceeasi
operatie (aceeasi orientare si fixare).
Reguli:
- daca intre doua suprafete este impusa o toleranta de pozitie relativa stransa, cele
doua suprafete trebuie executate in aceeasi operatie;
- daca intre doua suprafete exista o conditie de pozitie relativa, mai intai se
prelucreaza suprafata baza de referinta;
- intre doua suprafete, se prelucreaza mai intai cea care are precizia dimensionala
mai ridicata.
b) asocierile geometrice si/sau tehnologice intre suprafete
-sunt asociate geometric mai multe suprafete realizate cu aceeasi scula aschietoare.
-sunt asociate tehnologic suprafete de acelasi tip, repartizate regulat ce pot fi
realizate cu aceeasi scula aschietoare, in aceeasi operatie/faza.
-sunt asociate tehnologic suprafetele ce trebuie realizate din aceeasi orientare si
fixare a semifabricatului (datorita legaturilor dimensionale impuse)
c) succesiunea etapelor de prelucrare
-alegerea numarului de etape de prelucrare depinde de precizia dimensionala si de
rugozitatea impusa suprafetei de prelucrat.
Regula: Daca o suprafata necesita mai multe etape de prelucrare, succesiunea
acestora trebuie sa fie: degroare, semifinisare, finisare, superfinisare.
d) utilizarea sculei aschietoare
-in legatura cu scula aschietoare utilizata pentru prelucrare, doua aspecte importante
trebuie luate in considerare: uzura si deformatiile provocate in sistemul tehnologic.
De exemplu, limitarea uzurii, prin protejarea taisului sculei de strunjit interior, se
realizeaza prin prelucrarea suprafetei frontale, inainte de strunjirea interioara. De
asemenea, se impune prelucrarea anterioara a suprafetelor ce asigura iesirea
sculelor din aschiere.
-deformatiile in sistemul tehnologic sunt provocate de vibratiile introduse de lungimile
mari in consola ale sculelor, de razele la varf mari si necorelate cu valoarea
avansului, de aschierea discontinua sau cu socuri.
e) aparitia deformatiilor dupa prelucrare
-restrictiile privind aparitia deformatiilor in sistemul tehnologic de prelucrare impun
realizarea etapelor de degrosare, cu adaos mare de prelucrare, la inceputul
procesului tehnologic, datorita valorilor mari ale fortelor de aschiere necesare, care
introduc vibratii si tind sa modifice pozitionarea semifabricatului. Functie de valoarea
adaosului, pot fi prevazute mai multe operatii/faze de degrosare.
f) locul operatiei de tratament termic
-necesitatea unei operatii de tratament termic aplicat semifabricatului impune o
ordine anumita operatiilor de prelucrare mecanica, functie de tipul tratamentului
termic (in volum sau de suprafata), de materialul semifabricatului si de materialul
partii active a sculei.