S-ar putea să vă placă și
- SablareaDocument39 paginiSablareaBalanta Echilibrata67% (3)
- Cerinte VopsireDocument10 paginiCerinte VopsireAlin PetricaÎncă nu există evaluări
- Livretul Utilajului-NewDocument16 paginiLivretul Utilajului-NewPaul GABOR100% (3)
- INSTRUCŢIUNI DE LUCRU SablajDocument2 paginiINSTRUCŢIUNI DE LUCRU SablajSimona CojocaruÎncă nu există evaluări
- Fisa Post MECANIZARE 1Document5 paginiFisa Post MECANIZARE 1Elena NeaguÎncă nu există evaluări
- Reglementari Si Norme Tehnice Privind Statiile ItpDocument4 paginiReglementari Si Norme Tehnice Privind Statiile ItpMireuta Cristina IoanaÎncă nu există evaluări
- Raport Pe Schimb UtilajDocument2 paginiRaport Pe Schimb UtilajStefan DanielÎncă nu există evaluări
- Instructiuni de Utiliare Supape & Vase ExpansiuneDocument2 paginiInstructiuni de Utiliare Supape & Vase ExpansiuneDeni BvÎncă nu există evaluări
- Pte-Sr-03 Executie Marcaj Rutier Cu Vopsea ClasicaDocument17 paginiPte-Sr-03 Executie Marcaj Rutier Cu Vopsea ClasicaIacob MariaÎncă nu există evaluări
- 303 PCCVI - Alim Cu Apa MotaieniDocument21 pagini303 PCCVI - Alim Cu Apa Motaieniiirinca88% (8)
- Procedura Tehnica - Vopsire in Camp ElectrostaticDocument20 paginiProcedura Tehnica - Vopsire in Camp Electrostaticsarametandrei100% (4)
- Caiet Sarcini (1) .Doc LidonitDocument14 paginiCaiet Sarcini (1) .Doc LidonitdanjejÎncă nu există evaluări
- FT SV 200 Editie 9 - Martie 2016 - SDocument5 paginiFT SV 200 Editie 9 - Martie 2016 - SAnonymous VeDNBhÎncă nu există evaluări
- Certificat Garantie GeamDocument1 paginăCertificat Garantie GeamLuanda Iana Si BobeÎncă nu există evaluări
- Usi Rotative Si AutomateDocument40 paginiUsi Rotative Si AutomateatirinaÎncă nu există evaluări
- Poeni 2RDocument2 paginiPoeni 2RmacrouÎncă nu există evaluări
- Ordin 130-2011 RsvtiDocument38 paginiOrdin 130-2011 RsvtiCodrin CobreaÎncă nu există evaluări
- Asamblari Prin SudareDocument19 paginiAsamblari Prin SudareCorina NastaÎncă nu există evaluări
- Tevi CirculareDocument25 paginiTevi Circularehidro1986Încă nu există evaluări
- CabluriDocument7 paginiCabluriLaurentiu OcneanuÎncă nu există evaluări
- R14 2002Document47 paginiR14 2002gabiÎncă nu există evaluări
- Membrana Din PVCDocument4 paginiMembrana Din PVCJuverdeanu Ioana-LoredanaÎncă nu există evaluări
- Radar MDDocument10 paginiRadar MDVeaceslav LeuÎncă nu există evaluări
- Corespondenta OteluriDocument17 paginiCorespondenta Otelurizaphoss100% (1)
- Instructiune de Lucru - Sudarea-1Document4 paginiInstructiune de Lucru - Sudarea-1Vasile TomsaÎncă nu există evaluări
- Manualul Profesorului-Grafuri OrientateDocument24 paginiManualul Profesorului-Grafuri OrientateSilviu SÎncă nu există evaluări
- SR en 14161 - Petroleum and Natural Gas Industries - Pipeline Transportation SystemDocument42 paginiSR en 14161 - Petroleum and Natural Gas Industries - Pipeline Transportation SystemVasilica BarbarasaÎncă nu există evaluări
- 63 - A - 168model Decizie de Numire Ca RSVTIDocument1 pagină63 - A - 168model Decizie de Numire Ca RSVTIMarius S100% (1)
- Caiet de Sarcini - Bar16 Si Bad25Document38 paginiCaiet de Sarcini - Bar16 Si Bad25Vasilescu CristianÎncă nu există evaluări
- FC - UtilajDocument1 paginăFC - UtilajIonut NegreaÎncă nu există evaluări
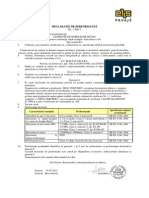
- Model de Declaratie de PerformantaDocument2 paginiModel de Declaratie de PerformantaIonut PatrasÎncă nu există evaluări
- Declaratie de Performanta Borduri B 1Document1 paginăDeclaratie de Performanta Borduri B 1AlexPoraÎncă nu există evaluări
- Instructiuni - PolizorDocument2 paginiInstructiuni - PolizorCristian PetraruÎncă nu există evaluări
- 039.01.2016-07-31-Sudare TopireDocument5 pagini039.01.2016-07-31-Sudare TopiremagdalenaÎncă nu există evaluări
- Examinare Cu UltrasuneteDocument1 paginăExaminare Cu UltrasuneteSava TutaÎncă nu există evaluări
- Descrierea Tehnica A Ofertei - SemnatDocument30 paginiDescrierea Tehnica A Ofertei - SemnatGIULIA STEFANIA BUIBASÎncă nu există evaluări
- Procedura Inspectie VladeanuDocument53 paginiProcedura Inspectie VladeanuDuprii Ancuta RotunduÎncă nu există evaluări
- Portofoliu Mecanica Taierea TermicaDocument28 paginiPortofoliu Mecanica Taierea TermicaCristina CoroboianuÎncă nu există evaluări
- Anexa D Stabilirea Duratei de ViataDocument1 paginăAnexa D Stabilirea Duratei de Viatachinezu06Încă nu există evaluări
- Indrumar Debitator Semifabricate Imp PDFDocument32 paginiIndrumar Debitator Semifabricate Imp PDFErtehnos ErtehnosÎncă nu există evaluări
- Procedura Reparatii - SikaGrout (2014)Document2 paginiProcedura Reparatii - SikaGrout (2014)Anonymous 6Xlgfe1SÎncă nu există evaluări
- Catalog 2016-2017Document564 paginiCatalog 2016-2017Andrei C. Mot100% (2)
- Specificatii Injectii FisuriDocument3 paginiSpecificatii Injectii FisuriVerehaIonutÎncă nu există evaluări
- Vopsirea in Camp EctrostaticDocument3 paginiVopsirea in Camp EctrostaticHHR soundRO100% (1)
- Camine Vizitare CanalizareDocument2 paginiCamine Vizitare CanalizarelazzbatmanÎncă nu există evaluări
- AKL - TPZ ScurtDocument12 paginiAKL - TPZ Scurtbradu09100% (1)
- Registru de Mediu Complatat ConstructiiDocument22 paginiRegistru de Mediu Complatat Constructiisergiu79cristian100% (1)
- Proces SablareDocument3 paginiProces SablareRamona Mv M V100% (2)
- 04.28 LIR Catalog de Defecte Defoteca - EG ConnectorDocument37 pagini04.28 LIR Catalog de Defecte Defoteca - EG ConnectorClau ClaudiaÎncă nu există evaluări
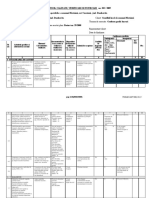
- PV Calificare Tehnologie VopsireDocument1 paginăPV Calificare Tehnologie VopsireiirincaÎncă nu există evaluări
- 'Specificatia Procedurii de Sudare (WPS) Nr.1004/2019Document2 pagini'Specificatia Procedurii de Sudare (WPS) Nr.1004/2019Andrei UrsacheÎncă nu există evaluări
- CFDocument23 paginiCFanon_204680215Încă nu există evaluări
- Spuma Poliuretanica Pulverizata Si Poliuree EuropolDocument5 paginiSpuma Poliuretanica Pulverizata Si Poliuree EuropolOana BodaÎncă nu există evaluări
- Pregatirea Si Vopsirea SuprafetelorDocument21 paginiPregatirea Si Vopsirea SuprafetelorGaina IOnutÎncă nu există evaluări
- Studii de Laborator Pe Mixturi Asfaltice Aeroportuare Cu Bitum Modificat (Compatibility Mode)Document41 paginiStudii de Laborator Pe Mixturi Asfaltice Aeroportuare Cu Bitum Modificat (Compatibility Mode)aleximperiumÎncă nu există evaluări
- Cuprul Si Aliajele SaleDocument11 paginiCuprul Si Aliajele SaleTanya WhiteÎncă nu există evaluări
- Instalatie de Sablare Contracor Dbs 200 L Rc-Diferente de EchipareDocument2 paginiInstalatie de Sablare Contracor Dbs 200 L Rc-Diferente de EchipareMirela-Elena PopaÎncă nu există evaluări
- SR EN ISO 14731 - 2008 Coordonarea Sudarii. Sarcini Si ResponsabilitatiDocument18 paginiSR EN ISO 14731 - 2008 Coordonarea Sudarii. Sarcini Si ResponsabilitatiTamaduianu IoanÎncă nu există evaluări
- CS Costinesti2011Document15 paginiCS Costinesti2011Dogarescu RalucaÎncă nu există evaluări
- Examinare LPDocument7 paginiExaminare LPBogdan BosoiÎncă nu există evaluări
- Oferta MultilabDocument9 paginiOferta MultilabCorina StanculescuÎncă nu există evaluări
- PG-4.3 Controlul Documentelor SDocument14 paginiPG-4.3 Controlul Documentelor SRodicaÎncă nu există evaluări
- Registru Evidenta EMM SDocument1 paginăRegistru Evidenta EMM SRodicaÎncă nu există evaluări
- POCMS 01-04-23 - Controlul EMM SDocument7 paginiPOCMS 01-04-23 - Controlul EMM SRodicaÎncă nu există evaluări
- PG-4.0 Elaborarea Documentelor SMCDocument12 paginiPG-4.0 Elaborarea Documentelor SMCRodicaÎncă nu există evaluări
- HG 2016 907 Continut Proiecte Finantate PublicDocument39 paginiHG 2016 907 Continut Proiecte Finantate PublicSebah86Încă nu există evaluări
- PO-BTI-ZUG-03 Procedura Operationala Turnarea BetonuluiDocument12 paginiPO-BTI-ZUG-03 Procedura Operationala Turnarea BetonuluiAna-Maria DincaÎncă nu există evaluări
- Model - Plan de Supraveghere A CalitatiiDocument1 paginăModel - Plan de Supraveghere A CalitatiiRodicaÎncă nu există evaluări
- POMSSO 02 - Monitorizarea Si Masurarea Performantei de SSODocument9 paginiPOMSSO 02 - Monitorizarea Si Masurarea Performantei de SSORodicaÎncă nu există evaluări
- Legea NR 163 Din 2016 Pentru Modificarea Si Completarea Legii NR 10 Din 1995 Privind Calitatea in ConstructiiDocument4 paginiLegea NR 163 Din 2016 Pentru Modificarea Si Completarea Legii NR 10 Din 1995 Privind Calitatea in ConstructiiCristinaSimona1Încă nu există evaluări
- POMSSO 03 - Consultare, Participare Si ComunicareDocument11 paginiPOMSSO 03 - Consultare, Participare Si ComunicareRodicaÎncă nu există evaluări
- ORDIN Nr. 1497Document30 paginiORDIN Nr. 1497Silviu ScridonÎncă nu există evaluări
- Model - Plan de Supraveghere A CalitatiiDocument1 paginăModel - Plan de Supraveghere A CalitatiiRodicaÎncă nu există evaluări
- POMSSO 04 - Control OperationalDocument8 paginiPOMSSO 04 - Control OperationalRodicaÎncă nu există evaluări
- POMSSO 05 - Investigarea Incidentelor, Neconformitati, Act Corective Si Act PreventiveDocument19 paginiPOMSSO 05 - Investigarea Incidentelor, Neconformitati, Act Corective Si Act PreventiveRodica100% (1)
- POMSSO 01 - Identif. Pericole de Ranire Si Imbol., Eval. Riscuri Asociate, Contr. Determ.Document12 paginiPOMSSO 01 - Identif. Pericole de Ranire Si Imbol., Eval. Riscuri Asociate, Contr. Determ.RodicaÎncă nu există evaluări
- RACR AD PETA Ed 2 Din 2015 PDFDocument456 paginiRACR AD PETA Ed 2 Din 2015 PDFanon_379517263Încă nu există evaluări
- Ordin 848-2014Document11 paginiOrdin 848-2014Mihai BodeaÎncă nu există evaluări
- NE 012 - 2-2010 Normat Prod Bet Si Exec Lucr Din B, B.A.,B.P PDFDocument169 paginiNE 012 - 2-2010 Normat Prod Bet Si Exec Lucr Din B, B.A.,B.P PDFmariusdanÎncă nu există evaluări
- HG 1739-2006 Aviz AutorizDocument2 paginiHG 1739-2006 Aviz AutorizFLORIN1962Încă nu există evaluări
- Norme Pozare Cabluri El AlimDocument37 paginiNorme Pozare Cabluri El Alimmarian_mm12345Încă nu există evaluări
- ORDIN Nr. 1497Document30 paginiORDIN Nr. 1497Silviu ScridonÎncă nu există evaluări
- Structura Scenariului de Securitate La IncendiuDocument6 paginiStructura Scenariului de Securitate La IncendiuUngurIonutÎncă nu există evaluări
- Nti Tel R 005 2017 00 PDFDocument228 paginiNti Tel R 005 2017 00 PDFNegreaDanielaÎncă nu există evaluări