Secia
Atelierul
T.C.M.
Maina
Firma
S N 400
Model
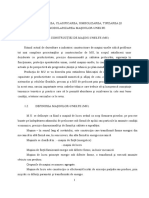
PLAN DE OPERAII
Denumirea piesei
PENTRU PRELUCR. MEC. (CORP.)
Nr. bucilor prelucrate simultan
Simbol produs
1
Reper
PIULITA
Operaia
Nr.
operaiei
Strunjire
capt
stnga
Pies brut pt. ..........1.............. buci
Copie nr.
Pagina
Grupa i
categ.
lucrrii
1/1
Timp adaus
Tpi
Ta
Tb
Ti
To
Nt
18 4,42 3,396
0,468
0,117
3,396
Dispozitive ...............................................................
.................................................... Rcire .CU EMULSIE..........
Data
Executant
Tehnic. ef
Calc. timp
Numele
Semnt. Nr Modificarea Data Semnt
ARDELEAN
CONSTANTI
N FLORIN
Norm. ef
ef secie
Nr.
DENUMIREA FAZEI
fazei
1. Strunjire frontala capat stanga
2. Strunjire cilindrica exterioara de
degroare 80 x 50 (mm) ;
3.
Strunjire cilindrica exterioara de
degroare 72 x 50 (mm) ;
Scule
Verificare
ubler 0,1
S.R. ISO
3599-1996
Cutit CCMT 09 T3 08 ubler 0,1
UR
Sandvik
S.R. ISO
3599-1996
Cutit CCMT 09 T3 08 ubler 0,1
UR
Sandvik
S.R. ISO
3599-1996
Cuit de strung
STAS6382-67
t
-
Regim
s
v
0,2
90
Dimensiuni
la
lp
Nom.
Tb
NT
1,12 8,419
n
400
0,4
205
1000 2
50
0,14 8,419
0,4
205
1000 2
50
0,3
i
1
8,419
�4.
Strunjire cilindrica exterioara de
degroare 70 x 22 (mm) ;
5.
Strunjire canal 60 x 4 (mm) ;
6.
Teire capt stnga 2 x 45 ;
Cutit de strung
7.
Gurire 36x 100 (mm);
burghiu WCMX 06 T3 ubler 0,1
043-WM
S.R. ISO
Sandvik
3599-1996
8.
Lrgire 46 x 50 (mm);
Largitor
WCMX 08 04 12 R-51
235
ubler 0,1
S.R. ISO
3599-1996
9.
Teire interioara 2 x 45 ;
Cutit degajat interior
STAS6311-67
ubler 0,1
S.R. ISO
3599-1996
Cutit retezatSTAS35367
ubler 0,1
S.R. ISO
3599-1996
10. Retezare;
Cutit
UR
CCMT 09 T3 08 ubler 0,1
Sandvik
S.R. ISO
3599-1996
Cutit de strung
ubler 0,1
S.R. ISO
3599-1996
0,4
205
1000 1
0,2
90
400
0,05 8,419
0,18
75
400
0,01 8,419
36
0,14
118
100
0,41 8,419
10
0,69
118
50
0,016 8,419
0,22
98
400
0,01 8,419
0,2
14,55
400
1,29 8,419
ubler 0,1
S.R. ISO
3599-1996
22
0,06 8,419