S-ar putea să vă placă și
- TCD 9Document3 paginiTCD 9Diana RaicaÎncă nu există evaluări
- Mijloace MasurareDocument8 paginiMijloace MasurareungureanuÎncă nu există evaluări
- C 9 Metode Şi Mjloace de Măsurare Pentru Inspecţia Pieselor FiletateDocument6 paginiC 9 Metode Şi Mjloace de Măsurare Pentru Inspecţia Pieselor FiletateMihaiSorinÎncă nu există evaluări
- Mijloace de Masurare Pentru Lungimi Si UnghiuriDocument10 paginiMijloace de Masurare Pentru Lungimi Si UnghiuriBlackpanter Alina100% (2)
- Tolerante - Si - Control - Dimension - Laborator-Lucrarea 1Document12 paginiTolerante - Si - Control - Dimension - Laborator-Lucrarea 1Cristian SirbuÎncă nu există evaluări
- Masurarea Dimensiunilor LiniareDocument14 paginiMasurarea Dimensiunilor LiniarePodina SoniaÎncă nu există evaluări
- Scule Aschietoare Pentru GaurireDocument5 paginiScule Aschietoare Pentru GaurireDumitrelÎncă nu există evaluări
- Organe de MasiniDocument14 paginiOrgane de MasiniAlex PredaÎncă nu există evaluări
- L3 MicrometreDocument8 paginiL3 MicrometreAnton SebastianÎncă nu există evaluări
- WWW - Referat.ro MicrometrulDocument17 paginiWWW - Referat.ro MicrometrulCristi RotariÎncă nu există evaluări
- DendrometrieDocument24 paginiDendrometrieBogdan IonutÎncă nu există evaluări
- C10 Metode Si Mjloace de Masurare Pentru Inspectia Pieselor FiletateDocument7 paginiC10 Metode Si Mjloace de Masurare Pentru Inspectia Pieselor FiletatePretty Little BlondeÎncă nu există evaluări
- MicrometrulDocument15 paginiMicrometrulFlorin-Catalin SimaÎncă nu există evaluări
- Determinarea Suprafeţei Secţiunii Longitudinale Şi A Suprafeţei Laterale A Fusului La Un Arbore de MolidDocument9 paginiDeterminarea Suprafeţei Secţiunii Longitudinale Şi A Suprafeţei Laterale A Fusului La Un Arbore de MolidAndiÎncă nu există evaluări
- Micromentru de ExteriorDocument6 paginiMicromentru de ExteriorMaruneac Paulina MariaÎncă nu există evaluări
- Etalonarea MicrometrelorDocument16 paginiEtalonarea MicrometrelorCristian DiblaruÎncă nu există evaluări
- Masurarea Dimensiunilor LiniareDocument8 paginiMasurarea Dimensiunilor LiniareSorin100% (1)
- Dendrometrie ProiectDocument24 paginiDendrometrie ProiectOvidiu Cîmpan50% (2)
- Stabilirea Arhitecturii SondeiDocument88 paginiStabilirea Arhitecturii SondeiMurariu Adrian100% (1)
- Determinarea Caracteristicilor Constructive Ale Angrenajului Conic Cu Dinti Drepti Uzat, Al Unui Reductor de TuratieDocument7 paginiDeterminarea Caracteristicilor Constructive Ale Angrenajului Conic Cu Dinti Drepti Uzat, Al Unui Reductor de TuratieCostyZanfirescuÎncă nu există evaluări
- Masurarea Dimensiunilor LiniareDocument21 paginiMasurarea Dimensiunilor LiniareMeghisan Claudiu100% (3)
- STD ProiectDocument44 paginiSTD ProiectMarius Neagoe100% (1)
- M7 Mijloace Si Aparate de Masura Si Control Defecte Si CauzeDocument66 paginiM7 Mijloace Si Aparate de Masura Si Control Defecte Si CauzeAlecse Catalin20% (5)
- Mijloace de Masurare Pentru Lungimi Si UnghiuriDocument9 paginiMijloace de Masurare Pentru Lungimi Si UnghiuriAnonymous Hp7L2XAiwÎncă nu există evaluări
- TPR Proiect FinalDocument53 paginiTPR Proiect FinalRares-StefanelGângãÎncă nu există evaluări
- Dendrometrie LaboratorDocument24 paginiDendrometrie LaboratorStiinte Silvice100% (1)
- Masurarea Unghiurilor Si ConicitatilorDocument7 paginiMasurarea Unghiurilor Si Conicitatilorvelu2275% (4)
- Studiu Tehnic2Document77 paginiStudiu Tehnic2Ili ReceuÎncă nu există evaluări
- Proiect PASADocument18 paginiProiect PASAAdelin DenisÎncă nu există evaluări
- Proiect IonutDocument21 paginiProiect IonutCosminAvăcărițeiÎncă nu există evaluări
- Curs AMC - Aparatura de Masura Si ControlDocument27 paginiCurs AMC - Aparatura de Masura Si Controlnorad77Încă nu există evaluări
- Cursul 8Document10 paginiCursul 8AndreeaÎncă nu există evaluări
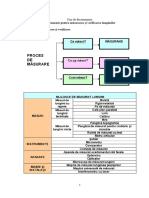
- Fisa de Documentare Mijloace PT Masurare Si VerificareDocument8 paginiFisa de Documentare Mijloace PT Masurare Si VerificarePaval PetrutÎncă nu există evaluări
- L2 SublereDocument6 paginiL2 SublereAnton SebastianÎncă nu există evaluări
- Burghiu ElicoidalDocument19 paginiBurghiu Elicoidalalexandru_simion24Încă nu există evaluări
- 12 - Sudura ElectrodDocument6 pagini12 - Sudura ElectrodDiana Mate100% (1)
- 2007 04 Algoritm MatematicDocument6 pagini2007 04 Algoritm Matematicdexterpoli100% (1)
- Elemente de Mecanica Ruperii - Incercarea La Tractiune La Temperatura AmbiantaDocument9 paginiElemente de Mecanica Ruperii - Incercarea La Tractiune La Temperatura AmbiantaMihaela IonescuÎncă nu există evaluări
- Forţe Şi Momente La AsamblăriDocument8 paginiForţe Şi Momente La AsamblăriMihaiBuleuÎncă nu există evaluări
- Curs 6Document11 paginiCurs 6Taner Abdul-VuapÎncă nu există evaluări
- Micrometrul Pentru FileteDocument8 paginiMicrometrul Pentru FileteMaruneac Paulina MariaÎncă nu există evaluări
- Proiect BPDP Sem 2, MatritaDocument28 paginiProiect BPDP Sem 2, MatritaIgor GhireaÎncă nu există evaluări
- Cric Cu Piulita Rotitoare-Proiect (1) (Grosu Constant In)Document18 paginiCric Cu Piulita Rotitoare-Proiect (1) (Grosu Constant In)costelg70Încă nu există evaluări
- Proiect TDPRDocument23 paginiProiect TDPRCristina MariaÎncă nu există evaluări
- Presa Cu Piulita FixaDocument12 paginiPresa Cu Piulita FixasimucristinaÎncă nu există evaluări
- Aparate Si Sisteme de Masurare - Laborator - PaterDocument49 paginiAparate Si Sisteme de Masurare - Laborator - PaterDaniela ReptaÎncă nu există evaluări
- Mijloace de Masurat Si VerificatDocument17 paginiMijloace de Masurat Si Verificatpaulpop100% (1)
- Calcule Moară Cu ValțuriDocument26 paginiCalcule Moară Cu ValțuriurkkkkÎncă nu există evaluări
- Xdocs - Ro - Clasificarea Utilajelor Pentru MaruntireDocument7 paginiXdocs - Ro - Clasificarea Utilajelor Pentru MaruntireVictor GangalÎncă nu există evaluări
- Tehnologia Prelucrării Filetelor Exterioare Prin Deformare Plastică Volumică La Rece (Rulare)Document6 paginiTehnologia Prelucrării Filetelor Exterioare Prin Deformare Plastică Volumică La Rece (Rulare)Cezarina Adina Tofan100% (1)
- Proiect TDPR 2 AaaaaaDocument28 paginiProiect TDPR 2 AaaaaaAlex StanciuÎncă nu există evaluări
- Tolerante Si Control Dimensional - Laborator - PaterDocument67 paginiTolerante Si Control Dimensional - Laborator - PaterVladulescu MihaiÎncă nu există evaluări
- Proiect ValiDocument22 paginiProiect ValiAlin PetcuÎncă nu există evaluări
- TOT CE TREBUIE SĂ ȘTII CA SĂ FII AS LA GEOMETRIE ÎNTR-UN DITAMAI CAIETUL DE NOTIȚEDe la EverandTOT CE TREBUIE SĂ ȘTII CA SĂ FII AS LA GEOMETRIE ÎNTR-UN DITAMAI CAIETUL DE NOTIȚEEvaluare: 5 din 5 stele5/5 (6)
- Planificare Unitati de Invatare M3Document3 paginiPlanificare Unitati de Invatare M3Razvan RobotinÎncă nu există evaluări
- S20 HASURAREA DESENELORDocument5 paginiS20 HASURAREA DESENELORRazvan RobotinÎncă nu există evaluări
- S15 COMENZI DE EDITARE.GENERALITATIDocument16 paginiS15 COMENZI DE EDITARE.GENERALITATIRazvan RobotinÎncă nu există evaluări
- S26 COTAREA RAPIDADocument6 paginiS26 COTAREA RAPIDARazvan RobotinÎncă nu există evaluări
- S15 COMENZI DE EDITARE. EXTEND. BREAK. ALIGN. CHAMFER. LENGTHENDocument11 paginiS15 COMENZI DE EDITARE. EXTEND. BREAK. ALIGN. CHAMFER. LENGTHENRazvan RobotinÎncă nu există evaluări
- M4 Executarea Lucrarilor AgricoleDocument4 paginiM4 Executarea Lucrarilor AgricoleRazvan RobotinÎncă nu există evaluări
- S10 COMENZI DE DESENAREDocument12 paginiS10 COMENZI DE DESENARERazvan RobotinÎncă nu există evaluări
- S12 Utilizarea functiei OSNAPDocument17 paginiS12 Utilizarea functiei OSNAPRazvan RobotinÎncă nu există evaluări
- COMENZI DE DESENARE.SPLINE.RAY.XLINE.MLINEDocument8 paginiCOMENZI DE DESENARE.SPLINE.RAY.XLINE.MLINERazvan RobotinÎncă nu există evaluări
- Unde SeismiceDocument8 paginiUnde SeismiceRazvan RobotinÎncă nu există evaluări
- Tipuri de Solicitări Simple. DeformațiiDocument14 paginiTipuri de Solicitări Simple. DeformațiiRazvan RobotinÎncă nu există evaluări
- Suruburi. Forme Constructive de Suruburi.Document6 paginiSuruburi. Forme Constructive de Suruburi.Razvan RobotinÎncă nu există evaluări
- Calitatile Tehnice de Exploatare Ale AutomobilelorDocument10 paginiCalitatile Tehnice de Exploatare Ale AutomobilelorRazvan RobotinÎncă nu există evaluări
- 2.reprezentarea in Vedere A Formelor Constructive Pline. Asezarea Normala A Proiectiilor - Alegerea Vederii PrincipaleDocument8 pagini2.reprezentarea in Vedere A Formelor Constructive Pline. Asezarea Normala A Proiectiilor - Alegerea Vederii PrincipaleRazvan RobotinÎncă nu există evaluări
- Unde Longitudinale. Unde Sonore.Document7 paginiUnde Longitudinale. Unde Sonore.Razvan RobotinÎncă nu există evaluări
- 1.ELemente de StandardizareDocument21 pagini1.ELemente de StandardizareRazvan RobotinÎncă nu există evaluări
- AcusticaDocument5 paginiAcusticaRazvan RobotinÎncă nu există evaluări
- FISA DE LUCRU - Tolerante Si Abateri DimensionaleDocument2 paginiFISA DE LUCRU - Tolerante Si Abateri DimensionaleRazvan Robotin100% (1)
- Miscarea Oscilatorie. Oscilatorul RealDocument6 paginiMiscarea Oscilatorie. Oscilatorul RealRazvan RobotinÎncă nu există evaluări
- Fisa de Documentare Gaurirea Si Prelucrarea GaurilorDocument10 paginiFisa de Documentare Gaurirea Si Prelucrarea GaurilorRazvan RobotinÎncă nu există evaluări
- Fisa de Documentare Materiale SemifabricateDocument1 paginăFisa de Documentare Materiale SemifabricateRazvan RobotinÎncă nu există evaluări
- Planificare M2 Reprezentarea Organelor de Masini Clasa X Robotin RazvanDocument5 paginiPlanificare M2 Reprezentarea Organelor de Masini Clasa X Robotin RazvanRazvan RobotinÎncă nu există evaluări
- M2 Lăcătușărie GeneralăDocument4 paginiM2 Lăcătușărie GeneralăRazvan RobotinÎncă nu există evaluări
- M2 Lăcătușărie GeneralăDocument4 paginiM2 Lăcătușărie GeneralăRazvan RobotinÎncă nu există evaluări
- Elementele CotariiDocument7 paginiElementele CotariiRazvan RobotinÎncă nu există evaluări
- FISA DE LUCRU - Masurarea Marimilor Liniare Cu SublerulDocument2 paginiFISA DE LUCRU - Masurarea Marimilor Liniare Cu SublerulRazvan RobotinÎncă nu există evaluări
- Planificare Unitati de Invatare M2Document16 paginiPlanificare Unitati de Invatare M2Razvan RobotinÎncă nu există evaluări
- PROIECT LECTIE - Clasa IX M2 - Noțiuni Generale Despre Prelucrarea Prin Așchiere A Materialelor Metalice - EvaluareDocument4 paginiPROIECT LECTIE - Clasa IX M2 - Noțiuni Generale Despre Prelucrarea Prin Așchiere A Materialelor Metalice - EvaluareRazvan Robotin100% (1)
- PROIECT LECTIE - Clasa IX M1 - Simboluri Folosite La CotareDocument4 paginiPROIECT LECTIE - Clasa IX M1 - Simboluri Folosite La CotareRazvan RobotinÎncă nu există evaluări
- PROIECT LECTIE - Clasa XII M1 - Planificarea Necesarului de PersonalDocument3 paginiPROIECT LECTIE - Clasa XII M1 - Planificarea Necesarului de PersonalRazvan RobotinÎncă nu există evaluări