S-ar putea să vă placă și
- Planul CalitatiiDocument205 paginiPlanul CalitatiiMarius Neagoe100% (3)
- Dezvoltare Rurala Infiintare CampingDocument45 paginiDezvoltare Rurala Infiintare CampingMarius Neagoe50% (2)
- Geometrie DescriptivaDocument0 paginiGeometrie DescriptivaDragos Corlet100% (1)
- Geometrie DescriptivaDocument0 paginiGeometrie DescriptivaDragos Corlet100% (1)
- Proiect-T P RDocument38 paginiProiect-T P RBurzo AndreiÎncă nu există evaluări
- Curs Chimie - RT - DP - CB - IM - Final - Decembrie PDFDocument148 paginiCurs Chimie - RT - DP - CB - IM - Final - Decembrie PDFRaduly RobertÎncă nu există evaluări
- TCM ProiectDocument38 paginiTCM ProiectTudosa Petru100% (1)
- 06 - Managementul - Comunicarii - Tehnici - de - Documentare IE PDFDocument197 pagini06 - Managementul - Comunicarii - Tehnici - de - Documentare IE PDFMarius NeagoeÎncă nu există evaluări
- 06 - Managementul - Comunicarii - Tehnici - de - Documentare IE PDFDocument197 pagini06 - Managementul - Comunicarii - Tehnici - de - Documentare IE PDFMarius NeagoeÎncă nu există evaluări
- Mircea Olteanu - Analiza Matematica - Notiuni Teoretice Si Probleme RezolvateDocument302 paginiMircea Olteanu - Analiza Matematica - Notiuni Teoretice Si Probleme Rezolvatevaliq2002100% (6)
- Proiect PDPR TCMDocument37 paginiProiect PDPR TCMTomita SpinuÎncă nu există evaluări
- Sinescu TDPRDocument58 paginiSinescu TDPRSorin TrandafirÎncă nu există evaluări
- Elemente de Proiectarea ProduselorDocument170 paginiElemente de Proiectarea ProduselorFlorin KaDaJ100% (1)
- Proiectarea Echip - de PresareDocument5 paginiProiectarea Echip - de PresareConstantin ArdeleanÎncă nu există evaluări
- Laborator 3Document9 paginiLaborator 3ICARocketTÎncă nu există evaluări
- Exemplu Proiect PDPRDocument34 paginiExemplu Proiect PDPRCristi AntonÎncă nu există evaluări
- Proiect Bazele Prelucrarii Prin Deformare PlasticaDocument21 paginiProiect Bazele Prelucrarii Prin Deformare PlasticaRaluca HancianuÎncă nu există evaluări
- Proiect MU - Freza UniversalaDocument16 paginiProiect MU - Freza UniversalaAlexandra PaduÎncă nu există evaluări
- Tehnologii de Ştanţare 2.1. GeneralităţiDocument7 paginiTehnologii de Ştanţare 2.1. GeneralităţixTr - SilenTÎncă nu există evaluări
- TDPR SearchDocument78 paginiTDPR Searchalex_niculescu7897100% (1)
- TFRI Proiect CompletDocument41 paginiTFRI Proiect CompletMalaciucaTGV100% (1)
- Prelucrarea Prin Presare Volumica La Rece.Document8 paginiPrelucrarea Prin Presare Volumica La Rece.stefy1291Încă nu există evaluări
- 02 Bazele Prelucrarii DatelorDocument131 pagini02 Bazele Prelucrarii Dateloradrya2404Încă nu există evaluări
- Proiect MU2Document29 paginiProiect MU2Malina CiobanuÎncă nu există evaluări
- Proiect TDPRDocument48 paginiProiect TDPRGabriel BodeaÎncă nu există evaluări
- Statistica 1245Document6 paginiStatistica 1245Marius NeagoeÎncă nu există evaluări
- Cap 4Document23 paginiCap 4N. CeaușescuÎncă nu există evaluări
- Proiect - Tehnologia de MontajDocument16 paginiProiect - Tehnologia de MontajKristofoletti Gennaro BenjaminÎncă nu există evaluări
- Model Proiect STDDocument24 paginiModel Proiect STDtcivÎncă nu există evaluări
- Proiect TPDP - Parte Scrisa PorfireDocument15 paginiProiect TPDP - Parte Scrisa PorfireIonut TodericÎncă nu există evaluări
- Vinciul-Proiect Organe de MasiniDocument16 paginiVinciul-Proiect Organe de MasiniMaxim IonelaÎncă nu există evaluări
- Proiect de Semestru Mase Plastice Si CompozieDocument9 paginiProiect de Semestru Mase Plastice Si CompozieLorand RusÎncă nu există evaluări
- Stanta de DecupatDocument27 paginiStanta de Decupatbambucha90Încă nu există evaluări
- Injectie in Matrita - EliceDocument22 paginiInjectie in Matrita - EliceBeniamin ValimareanuÎncă nu există evaluări
- Capitolul 2 Alegerea Materialului Optim Pentru Confectionarea PieseiDocument53 paginiCapitolul 2 Alegerea Materialului Optim Pentru Confectionarea PieseiCalin MihaitaÎncă nu există evaluări
- Adaos de Prelucrare ArboreDocument4 paginiAdaos de Prelucrare ArboreDragoș GlițaÎncă nu există evaluări
- Proiect BPDP Sem 2, MatritaDocument28 paginiProiect BPDP Sem 2, MatritaIgor GhireaÎncă nu există evaluări
- Statistica&EconometrieDocument5 paginiStatistica&EconometrieMarius NeagoeÎncă nu există evaluări
- TPR2Document42 paginiTPR2Patrascu Robert-Gabriel100% (1)
- Studiu Prvind Prelucrarea Prin RectificareDocument36 paginiStudiu Prvind Prelucrarea Prin Rectificareenamicul50100% (1)
- Semifabricate Plane Pentru Ambutisare PDFDocument7 paginiSemifabricate Plane Pentru Ambutisare PDFMarius DorobantuÎncă nu există evaluări
- Exemplu de Tehnologie de Ambutisare PDFDocument6 paginiExemplu de Tehnologie de Ambutisare PDFMarius DorobantuÎncă nu există evaluări
- Powerpoint Proiect Proiect TNDocument16 paginiPowerpoint Proiect Proiect TNGabriel NicolaeÎncă nu există evaluări
- Frezare CubDocument132 paginiFrezare CubSergiu CotunaÎncă nu există evaluări
- Curs 5 Analiza Procesului de ÎndoireDocument15 paginiCurs 5 Analiza Procesului de ÎndoireRadu SimionÎncă nu există evaluări
- Piese Indoite PDFDocument2 paginiPiese Indoite PDFMarius DorobantuÎncă nu există evaluări
- Proiect TPRDocument37 paginiProiect TPRmaftei3100% (2)
- Proiectarea Produselor - PerforatorulDocument20 paginiProiectarea Produselor - PerforatorulAlin Mihai100% (1)
- Matrite Reconfigurabile PDFDocument5 paginiMatrite Reconfigurabile PDFMarius DorobantuÎncă nu există evaluări
- FECNC TAF Rezumat2 Carean AlDocument19 paginiFECNC TAF Rezumat2 Carean AlCrisanViorelÎncă nu există evaluări
- Curs 8 Analiza Procesului de FasonareDocument16 paginiCurs 8 Analiza Procesului de FasonareRadu SimionÎncă nu există evaluări
- Proiectarea Produselor - Desfacator de SticleDocument11 paginiProiectarea Produselor - Desfacator de SticleAlexandra ElenaÎncă nu există evaluări
- CatalogDocument176 paginiCatalogKadar NorbiÎncă nu există evaluări
- Masini-Unelte Curs 13Document7 paginiMasini-Unelte Curs 13Marius MădăraşÎncă nu există evaluări
- Laboratoare An 3-BAGSDocument46 paginiLaboratoare An 3-BAGSRaluca BirsanÎncă nu există evaluări
- Fabricatia - Asist - de - Calc A UNEI SEMIMATR-UTCLUJ 25pgDocument25 paginiFabricatia - Asist - de - Calc A UNEI SEMIMATR-UTCLUJ 25pgLucianÎncă nu există evaluări
- TPMUCN Draft Carean A Pg58-66Document9 paginiTPMUCN Draft Carean A Pg58-66Mia MianÎncă nu există evaluări
- Lucrarea 6Document26 paginiLucrarea 6mihali100% (1)
- Laborator Tpa2Document36 paginiLaborator Tpa2Mia MianÎncă nu există evaluări
- Masini-Unelte Curs 1Document8 paginiMasini-Unelte Curs 1Marius MădăraşÎncă nu există evaluări
- MU RezolvateDocument7 paginiMU RezolvateSeby Trif100% (1)
- SimaPro PDFDocument34 paginiSimaPro PDFCipri CroitorÎncă nu există evaluări
- Proiect Mecu Alexandru TDPR FinalDocument52 paginiProiect Mecu Alexandru TDPR FinalAlexandru MecuÎncă nu există evaluări
- Definirea Si Clasificarea Operatiilor de Deformare. Terminologie Si Scheme de ExecutieDocument7 paginiDefinirea Si Clasificarea Operatiilor de Deformare. Terminologie Si Scheme de ExecutieCarmen CiurteÎncă nu există evaluări
- Cuprins Proiectarea Unei StanteDocument3 paginiCuprins Proiectarea Unei StanteAlexandra PădureanuÎncă nu există evaluări
- 00suport de Curs TPDP 2021-2022 - ExDocument196 pagini00suport de Curs TPDP 2021-2022 - Exnecmihai070Încă nu există evaluări
- Proiect TPRDocument29 paginiProiect TPRCristi FerikÎncă nu există evaluări
- Electroeroziun Cu Fir Si Taiere Cu LaserDocument18 paginiElectroeroziun Cu Fir Si Taiere Cu LaserBettina HajnalkaÎncă nu există evaluări
- Semifabricate Pentru Piese Rectangulare PDFDocument7 paginiSemifabricate Pentru Piese Rectangulare PDFMarius DorobantuÎncă nu există evaluări
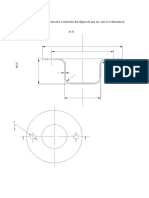
- Se Proiecteaza Tehnologia de Executie A Reperului Din Figura de Mai Jos Care Se Realizeaza in Conditii de Serie Mare. A-ADocument50 paginiSe Proiecteaza Tehnologia de Executie A Reperului Din Figura de Mai Jos Care Se Realizeaza in Conditii de Serie Mare. A-AAurelian CostinÎncă nu există evaluări
- Proiect Tehnologii de Fabricatie - ARBOREDocument33 paginiProiect Tehnologii de Fabricatie - ARBOREionut butaÎncă nu există evaluări
- Mașini Agricole123Document4 paginiMașini Agricole123Marius NeagoeÎncă nu există evaluări
- Pentru A Fi Un Bun Inginer AgrononDocument3 paginiPentru A Fi Un Bun Inginer AgrononMarius NeagoeÎncă nu există evaluări
- Arcuirea Pieselor După ÎndoireDocument1 paginăArcuirea Pieselor După ÎndoireMarius NeagoeÎncă nu există evaluări
- Plan de Afaceri Catoiu GheorgheDocument16 paginiPlan de Afaceri Catoiu GheorgheMarius NeagoeÎncă nu există evaluări
- Examen Pedologie Trip - Cosmin-FlaviuDocument3 paginiExamen Pedologie Trip - Cosmin-FlaviuMarius NeagoeÎncă nu există evaluări
- Determinarea Indicilor HidrofiziciDocument1 paginăDeterminarea Indicilor HidrofiziciMarius NeagoeÎncă nu există evaluări
- Desen BrosaDocument1 paginăDesen BrosaMarius NeagoeÎncă nu există evaluări
- Pedo Curs IdDocument138 paginiPedo Curs IdMarius NeagoeÎncă nu există evaluări
- SR New Technologies in Agri-MonitoringDocument63 paginiSR New Technologies in Agri-MonitoringMarius NeagoeÎncă nu există evaluări
- Indici Hidrofizici Aerul Din Sol 123124Document13 paginiIndici Hidrofizici Aerul Din Sol 123124Marius NeagoeÎncă nu există evaluări
- Int Buzaului 2Document1 paginăInt Buzaului 2Marius NeagoeÎncă nu există evaluări
- Mașini Agricole125Document4 paginiMașini Agricole125Marius NeagoeÎncă nu există evaluări
- Certificat de AbsolvireDocument1 paginăCertificat de AbsolvireMarius NeagoeÎncă nu există evaluări
- Tehnologia LacatuserieiDocument127 paginiTehnologia LacatuserieiVali ErmalaiÎncă nu există evaluări
- Structura MetalicaDocument18 paginiStructura MetalicaMarius NeagoeÎncă nu există evaluări
- Anexa Regulament Receptie 10ian17Document12 paginiAnexa Regulament Receptie 10ian17Marius NeagoeÎncă nu există evaluări
- 01 - Deviz - Centralizator - Fara - Valori ModelDocument14 pagini01 - Deviz - Centralizator - Fara - Valori ModelMarius NeagoeÎncă nu există evaluări
- Top Fire Wall SoundDocument1 paginăTop Fire Wall SoundMarius NeagoeÎncă nu există evaluări
- Unipol LIDL Ploiesti Apelor 25m 5x5m-Carcasa de BuloaneDocument1 paginăUnipol LIDL Ploiesti Apelor 25m 5x5m-Carcasa de BuloaneMarius NeagoeÎncă nu există evaluări