S-ar putea să vă placă și
- Tehnica FarmaceuticaDocument457 paginiTehnica FarmaceuticaSzucsVB97% (88)
- Manual de Programare C++Document180 paginiManual de Programare C++trilulilu8988% (26)
- Manual de Programare C++Document180 paginiManual de Programare C++trilulilu8988% (26)
- Referat ToleranteDocument7 paginiReferat ToleranteVic FloruţaÎncă nu există evaluări
- Măsurarea UnghiurilorDocument6 paginiMăsurarea UnghiurilorDragomir EleonoraÎncă nu există evaluări
- Dimensiuni Abateri ToleranteDocument6 paginiDimensiuni Abateri ToleranteElenaIstrateÎncă nu există evaluări
- Prelucr. Pe Strunguri AutDocument2 paginiPrelucr. Pe Strunguri AutAlin Constantin AndritoiuÎncă nu există evaluări
- Fisa Masurarea PresiuniiDocument3 paginiFisa Masurarea PresiuniiMihai IonutÎncă nu există evaluări
- C1 Metodele Experiment Ale de Deter Min Are A Uzurii Pieselor AutovehiculelorDocument3 paginiC1 Metodele Experiment Ale de Deter Min Are A Uzurii Pieselor Autovehiculeloriulia_brasoveanuÎncă nu există evaluări
- L1.1 - Instrumente de Masurat Cu VernierDocument9 paginiL1.1 - Instrumente de Masurat Cu VernierAdi GrigorasÎncă nu există evaluări
- MeasurementsDocument15 paginiMeasurementspaulpopÎncă nu există evaluări
- Masurarea DimensiunilorDocument9 paginiMasurarea DimensiunilorMaria IuliaÎncă nu există evaluări
- CDL Clasa A IX-A-Rezolvarea de Probleme La Locul de MuncaDocument16 paginiCDL Clasa A IX-A-Rezolvarea de Probleme La Locul de MuncaGabrielValentin0% (1)
- Curs 01Document157 paginiCurs 01Monica Mihailean0% (1)
- Programa Olimpiada Mecanica - XIIDocument7 paginiPrograma Olimpiada Mecanica - XIIdonlino2008100% (1)
- Lagare Cu RostogolireDocument27 paginiLagare Cu RostogolireStroe ZorinaÎncă nu există evaluări
- 0 Fisa Lucru m7 As Mecanice1 As NituitaDocument2 pagini0 Fisa Lucru m7 As Mecanice1 As NituitaChichirau StefanÎncă nu există evaluări
- Mijloace de Masurare Dimensiuni LiniareDocument29 paginiMijloace de Masurare Dimensiuni LiniareDrakulyciÎncă nu există evaluări
- GaurireaDocument12 paginiGaurireaGame VipÎncă nu există evaluări
- Cap - Masurarea Si Controlul PieselorDocument19 paginiCap - Masurarea Si Controlul PieselorDragos Simona100% (1)
- Reprezentarea Obiectelor În SecţiuneDocument11 paginiReprezentarea Obiectelor În Secţiunegabriela serbanÎncă nu există evaluări
- Mijloace Pentru Masurarea LungimilorDocument19 paginiMijloace Pentru Masurarea LungimilorMandache Lilian-Stefan0% (1)
- BCE Tahometrul MecanicDocument10 paginiBCE Tahometrul MecanicANONIMUS1975Încă nu există evaluări
- TrasareaDocument5 paginiTrasareaDana RomanÎncă nu există evaluări
- Planificare M2 Reprezentarea Organelor de Masini Clasa X Robotin RazvanDocument5 paginiPlanificare M2 Reprezentarea Organelor de Masini Clasa X Robotin RazvanRazvan RobotinÎncă nu există evaluări
- Elemente de Baza Privind Interfata CADDocument46 paginiElemente de Baza Privind Interfata CADCoconcea Elena100% (1)
- Procesul de Măsurare Și Componentele SaleDocument29 paginiProcesul de Măsurare Și Componentele SaleAnca Manuela PopescuÎncă nu există evaluări
- Masurari TestDocument3 paginiMasurari TestAdrian CosteaÎncă nu există evaluări
- Fisa de Lucru M1Document2 paginiFisa de Lucru M1Paunescu Elena100% (1)
- PLANIFICARE - M3 Asamblari MeccaniceDocument4 paginiPLANIFICARE - M3 Asamblari Meccaniceteodorescu ioan100% (1)
- RugozitateaDocument20 paginiRugozitateajuhaszistvan100% (2)
- Masini de BrosatDocument39 paginiMasini de BrosatIoan BilcuÎncă nu există evaluări
- Proiect de LectieDocument7 paginiProiect de Lectieviokamy100% (2)
- 0lectie Ael - Pilirea MetalelorDocument23 pagini0lectie Ael - Pilirea MetalelorSima Sorin MihailÎncă nu există evaluări
- VERIFICAREA ANGRENARII Rotii DintateDocument5 paginiVERIFICAREA ANGRENARII Rotii DintatemicnicuÎncă nu există evaluări
- Fise Lucru Cotarea A IX - ADocument5 paginiFise Lucru Cotarea A IX - AdianaÎncă nu există evaluări
- Tolerante Si AjustajeDocument7 paginiTolerante Si AjustajeradurusÎncă nu există evaluări
- Tehnologii Si Masini de Lucru Moderne Pentru Prelucrari Prin Deformare PlasticaDocument1 paginăTehnologii Si Masini de Lucru Moderne Pentru Prelucrari Prin Deformare PlasticaCotofana Daniela AlexandraÎncă nu există evaluări
- Test de Evalaure Sumativa Ui Prelucrarea Semifabricatelor Prin AschiereDocument3 paginiTest de Evalaure Sumativa Ui Prelucrarea Semifabricatelor Prin AschiereSelma PKÎncă nu există evaluări
- Structura Procesului de AsamblareDocument4 paginiStructura Procesului de AsamblareCeapraz Adina100% (2)
- Test Sumativ - Notiuni Generale de Desen TehnicDocument4 paginiTest Sumativ - Notiuni Generale de Desen TehnicLupolovÎncă nu există evaluări
- Masurari TehniceDocument4 paginiMasurari TehniceAlin Constantin AndritoiuÎncă nu există evaluări
- Procesul de MăsurareDocument7 paginiProcesul de MăsurareRăzvan Petra100% (1)
- Tehnician Proiectant CAD Clasa XI SubiecteDocument3 paginiTehnician Proiectant CAD Clasa XI Subiectemacq11100% (1)
- Cap 11 - RECTIFICAREA PDFDocument16 paginiCap 11 - RECTIFICAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Asamblari SudateDocument6 paginiAsamblari SudateALINA LUCREŢIA DUMITRAŞ100% (1)
- Transmisii Prin Roti DintateDocument3 paginiTransmisii Prin Roti DintateCarmen CiurteÎncă nu există evaluări
- Curs 3Document18 paginiCurs 3Taner Abdul-Vuap100% (1)
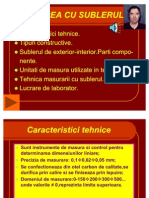
- Masurarea Cu SublerulDocument17 paginiMasurarea Cu SublerulmitoneaÎncă nu există evaluări
- RaportoareDocument27 paginiRaportoareRoxana StefanÎncă nu există evaluări
- Clasificarea AparatelorDocument8 paginiClasificarea AparatelorIlie Marius Daniel0% (1)
- CotareaDocument5 paginiCotareaiuliamariaÎncă nu există evaluări
- Planificalacatuserie Clasa Ix Invatamant ProfesionalDocument9 paginiPlanificalacatuserie Clasa Ix Invatamant ProfesionalCosette ScurtuÎncă nu există evaluări
- EZAREADocument14 paginiEZAREAIon Ropa100% (1)
- Asamblari Cu Stifturi, Pene, CaneluriDocument8 paginiAsamblari Cu Stifturi, Pene, CaneluriGheorghe Mitrea100% (1)
- X P1 MII Reprezentare Si Simbol Imbinari SudateDocument5 paginiX P1 MII Reprezentare Si Simbol Imbinari SudateGabriel RadulescuÎncă nu există evaluări
- Formatele Desenelor TehniceDocument24 paginiFormatele Desenelor TehniceObada DanielaÎncă nu există evaluări
- Etalonarea MicrometrelorDocument16 paginiEtalonarea MicrometrelorCristian DiblaruÎncă nu există evaluări
- Cap VII-Erori de Masurare Tolerante Si Control DimensionalDocument14 paginiCap VII-Erori de Masurare Tolerante Si Control DimensionalFetti AlinÎncă nu există evaluări
- Tema 2 - 21 Erori. Incertitudini. Metode de CalculDocument53 paginiTema 2 - 21 Erori. Incertitudini. Metode de CalculCristina CurasovÎncă nu există evaluări
- Aparate Si Sisteme de Masurare - Laborator - PaterDocument49 paginiAparate Si Sisteme de Masurare - Laborator - PaterDaniela ReptaÎncă nu există evaluări
- Curs 2 MIA 2021Document12 paginiCurs 2 MIA 2021Larisa BrînzăÎncă nu există evaluări
- Lectia MT3 - RUGOZITATEA SUPRAFETELORDocument6 paginiLectia MT3 - RUGOZITATEA SUPRAFETELORFlorentina NistorÎncă nu există evaluări
- Retele Neuronale - RezolvateDocument15 paginiRetele Neuronale - RezolvateGabriel EnăşoaieÎncă nu există evaluări
- Partidul Comunist Roman - GaEnDocument3 paginiPartidul Comunist Roman - GaEnGabriel EnăşoaieÎncă nu există evaluări
- Teste Istoric I ADocument2 paginiTeste Istoric I AAlexandra StoenasÎncă nu există evaluări
- G Enasoaie Ref Licenta ACDocument6 paginiG Enasoaie Ref Licenta ACGabriel EnăşoaieÎncă nu există evaluări
- Solutii Apoase Folosite in FarmacieDocument5 paginiSolutii Apoase Folosite in FarmacieMadalina CiochinaÎncă nu există evaluări
- SO NotiuniDocument5 paginiSO NotiuniGabriel EnăşoaieÎncă nu există evaluări
- So TeorieDocument12 paginiSo TeorieGabriel EnăşoaieÎncă nu există evaluări
- Asimov - Noaptea MuziciiDocument4 paginiAsimov - Noaptea MuziciiFlorin SenciucÎncă nu există evaluări
- Noi NU Suntem Urmasii Romei 03 (39-72)Document34 paginiNoi NU Suntem Urmasii Romei 03 (39-72)RaulÎncă nu există evaluări
- Var 1 - MD - Re - 2010Document2 paginiVar 1 - MD - Re - 2010Gabriel EnăşoaieÎncă nu există evaluări
- POOL08Document2 paginiPOOL08Gabriel EnăşoaieÎncă nu există evaluări
- Curs 10Document24 paginiCurs 10Gabriel EnăşoaieÎncă nu există evaluări
- SC Cosadel SRLDocument4 paginiSC Cosadel SRLGabriel EnăşoaieÎncă nu există evaluări
- LegiDocument2 paginiLegiGabriel EnăşoaieÎncă nu există evaluări
- Felicia FilipDocument1 paginăFelicia FilipGabriel EnăşoaieÎncă nu există evaluări
- MNDocument22 paginiMNGabriel EnăşoaieÎncă nu există evaluări
- Marin SorescuDocument3 paginiMarin Sorescuciaclan denisaÎncă nu există evaluări
- ConceptDocument1 paginăConceptGabriel EnăşoaieÎncă nu există evaluări
- Jack Higgins - Pactul Cu Diavolul PDFDocument204 paginiJack Higgins - Pactul Cu Diavolul PDFvladicuÎncă nu există evaluări
- Proiect - Tipuri de Memorie Si Unitati de StocareDocument28 paginiProiect - Tipuri de Memorie Si Unitati de StocareGabriel EnăşoaieÎncă nu există evaluări
- B.U.G. Mafia - La Fel de Prost CA Tine (Feat. Bogdan Dima) - Text & Info TehnicDocument1 paginăB.U.G. Mafia - La Fel de Prost CA Tine (Feat. Bogdan Dima) - Text & Info TehnicIon GuțuÎncă nu există evaluări