S-ar putea să vă placă și
- Instalatii Exterioare de CanalizareDocument24 paginiInstalatii Exterioare de CanalizareNiculescu Emilia100% (1)
- ProcesuldeproductieDocument25 paginiProcesuldeproductieFlutur Raluca0% (1)
- 0 98 Proiect DidacticDocument7 pagini0 98 Proiect DidacticAndrei Danciu100% (1)
- Echipamente Specifice de Automatizare in Foraj-Extractie (Curs 1)Document4 paginiEchipamente Specifice de Automatizare in Foraj-Extractie (Curs 1)Adelina96Încă nu există evaluări
- Test - Modulul - Transmisii MecaniceDocument6 paginiTest - Modulul - Transmisii MecaniceNiculescu EmiliaÎncă nu există evaluări
- Instalatii de Incalzire Centrala Cu Apa CaldaDocument70 paginiInstalatii de Incalzire Centrala Cu Apa CaldaEmilia Niculescu89% (19)
- Ecologie - Functiile EcosistemuluiDocument31 paginiEcologie - Functiile EcosistemuluiEmilia Niculescu80% (10)
- Actionari electrice-FIŞĂ DE LUCRU-a12aDocument5 paginiActionari electrice-FIŞĂ DE LUCRU-a12aCarmen Buturca-CioataÎncă nu există evaluări
- Tematica Diferente EsteticaDocument13 paginiTematica Diferente EsteticaDanielMichaelsÎncă nu există evaluări
- Clasificare Virusi Si Solutii AntivirusDocument29 paginiClasificare Virusi Si Solutii AntivirusNicolae VrînceanuÎncă nu există evaluări
- Sindromul LOBSTEINDocument7 paginiSindromul LOBSTEINLaura WawaÎncă nu există evaluări
- X M2 C21, C22, C23 - Tunsoarea Ovală1,2,3Document4 paginiX M2 C21, C22, C23 - Tunsoarea Ovală1,2,3deliaÎncă nu există evaluări
- Scheletul CapuluiDocument2 paginiScheletul CapuluiAlexandra StuparuÎncă nu există evaluări
- Tit 039 Estetica Igiena M 2022 Var 03 LRODocument2 paginiTit 039 Estetica Igiena M 2022 Var 03 LRORadu DelaAfumatiÎncă nu există evaluări
- M3, M4 Clasa XDocument12 paginiM3, M4 Clasa XPaula Alina100% (1)
- Coafor Mat - Ed.proiectDocument99 paginiCoafor Mat - Ed.proiectConstantinÎncă nu există evaluări
- M4, X5, Pigmentarea Si DepigmentareaDocument3 paginiM4, X5, Pigmentarea Si DepigmentareaCulhavi ClaudiaÎncă nu există evaluări
- Fisa de Lucru Consilierea ClientuluiDocument9 paginiFisa de Lucru Consilierea ClientuluiPetcu iulianaÎncă nu există evaluări
- Igiena, Securitatea Muncii Si Protectia MediuluiDocument85 paginiIgiena, Securitatea Muncii Si Protectia MediuluiTudor ErikaÎncă nu există evaluări
- Mecanic Auto - Standard OcupationalDocument24 paginiMecanic Auto - Standard OcupationalBeatrice CaitanuÎncă nu există evaluări
- Planificare Scolara Cosmetica Anul IIDocument8 paginiPlanificare Scolara Cosmetica Anul IIDana MirceaÎncă nu există evaluări
- Planificări A 11 A LICEU 2022-2023 Moise Elena CorinaDocument31 paginiPlanificări A 11 A LICEU 2022-2023 Moise Elena CorinaELENA CORINA MOISE100% (1)
- Strategii de Instruire Și Strategii de EvaluareDocument4 paginiStrategii de Instruire Și Strategii de EvaluareamoskleinÎncă nu există evaluări
- 11 Relatia Cu Clientiiteorie Si Laboratorsuport CursDocument35 pagini11 Relatia Cu Clientiiteorie Si Laboratorsuport CursIrena MihaiÎncă nu există evaluări
- Sindromul AngelmanDocument22 paginiSindromul AngelmanCatty VieriÎncă nu există evaluări
- Ingrijirea ParuluiDocument2 paginiIngrijirea ParuluiLuci ParvuÎncă nu există evaluări
- Estetica Si Ingrijirea Corpului Omenesc (Maistri)Document6 paginiEstetica Si Ingrijirea Corpului Omenesc (Maistri)alinÎncă nu există evaluări
- CDL PlanificareDocument8 paginiCDL PlanificareAndreea TurcuÎncă nu există evaluări
- Plan de Lectie - Ondularea Parului Cu PlacaDocument1 paginăPlan de Lectie - Ondularea Parului Cu PlacaDana Balalia100% (1)
- Mihai Mojzi - Securitatea Sistemelor de Calcul Si A Retelelor de Calculatoare - Partea A II-aDocument49 paginiMihai Mojzi - Securitatea Sistemelor de Calcul Si A Retelelor de Calculatoare - Partea A II-aGolan TrevizeÎncă nu există evaluări
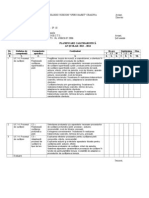
- Planificare Calendaristică: NR de Ore/an: 9Document18 paginiPlanificare Calendaristică: NR de Ore/an: 9Paula Alina100% (1)
- EXERCITIIDocument14 paginiEXERCITIIConstantinescu PetruÎncă nu există evaluări
- Estetica Si Igiena Corpului Omenesc - Ingrijiri Faciale Si Capilare - IX - UiDocument3 paginiEstetica Si Igiena Corpului Omenesc - Ingrijiri Faciale Si Capilare - IX - UiBeatrice GabrielaÎncă nu există evaluări
- Test Oral U 13 Lucrari FrizerieDocument2 paginiTest Oral U 13 Lucrari FrizerieVali BugeacÎncă nu există evaluări
- Curs 2 Organizarea Salonului de EsteticaDocument4 paginiCurs 2 Organizarea Salonului de EsteticaGabriela ValentinaÎncă nu există evaluări
- Programa FRIZER-COAFOR-MANICHIURIST-PEDICHIURISTDocument38 paginiPrograma FRIZER-COAFOR-MANICHIURIST-PEDICHIURISTsanda_soncutean0% (1)
- Limitatoare de Cursă, ButoaneDocument4 paginiLimitatoare de Cursă, ButoaneBo BogdanÎncă nu există evaluări
- Proiect CoaforDocument33 paginiProiect Coaforbuta_marinaÎncă nu există evaluări
- Curs 1 Organizarea Salonului de EsteticaDocument2 paginiCurs 1 Organizarea Salonului de EsteticaGabriela ValentinaÎncă nu există evaluări
- CRR - clXI - Inv Prof - Frizer - Coafor - Manichiurist - PedichiuristDocument31 paginiCRR - clXI - Inv Prof - Frizer - Coafor - Manichiurist - PedichiuristPorcisteanu GabrielaÎncă nu există evaluări
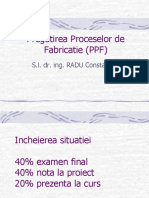
- Pregatirea Proceselor de FabricatieDocument200 paginiPregatirea Proceselor de FabricatieTheodorÎncă nu există evaluări
- Curriculum Creator Proiectant ImbrDocument58 paginiCurriculum Creator Proiectant ImbrMihaiÎncă nu există evaluări
- Referat ErgonomieDocument11 paginiReferat ErgonomieAlexandra PaniciÎncă nu există evaluări
- M3 Coafuri SimpleDocument2 paginiM3 Coafuri SimpleCulhavi Claudia100% (1)
- E RGONOMIADocument4 paginiE RGONOMIAIuliana TerziÎncă nu există evaluări
- Curriculum Tehnician Operator Tehnica Calcul XIDocument51 paginiCurriculum Tehnician Operator Tehnica Calcul XILaura VaughtÎncă nu există evaluări
- Plan ManagerialDocument32 paginiPlan ManagerialDanaila RazvanÎncă nu există evaluări
- Lic Tehologic - PL LectiiDocument26 paginiLic Tehologic - PL LectiiVasilica BugeacÎncă nu există evaluări
- Managementul Salonului de EsteticaDocument55 paginiManagementul Salonului de EsteticaxerendipitiÎncă nu există evaluări
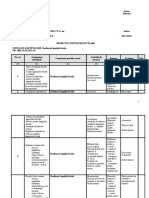
- Proiectul Unitatii de Invatare M3Document2 paginiProiectul Unitatii de Invatare M3Anisoara BursucÎncă nu există evaluări
- M2, Tunsori Pentru FemeiDocument3 paginiM2, Tunsori Pentru FemeiCulhavi Claudia100% (1)
- Sisteme Bazate Pe CunostinteDocument48 paginiSisteme Bazate Pe CunostinteAndreea EneÎncă nu există evaluări
- CRR - Nivel 3 Avansat - CosmeticianDocument84 paginiCRR - Nivel 3 Avansat - CosmeticianElena TocÎncă nu există evaluări
- Modulul X 13j Fiabilitatea Componentelor Si Sistemelor ElectroniceDocument6 paginiModulul X 13j Fiabilitatea Componentelor Si Sistemelor ElectroniceDoru SpătăreanuÎncă nu există evaluări
- Suport de Curs Pentru StivuitoristiDocument83 paginiSuport de Curs Pentru StivuitoristigeluÎncă nu există evaluări
- F.L. Pregătirea Clientului Pentru Barbieritul FacialDocument1 paginăF.L. Pregătirea Clientului Pentru Barbieritul FacialElena Corina MoiseÎncă nu există evaluări
- ConspecteDocument52 paginiConspecteClaudia MădălinaÎncă nu există evaluări
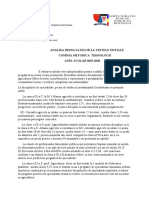
- Analiza Rezultatelor La Testele InitialeDocument3 paginiAnaliza Rezultatelor La Testele Initialesimona dÎncă nu există evaluări
- Sisteme de Automatizare Ale Masinilor UnelteDocument33 paginiSisteme de Automatizare Ale Masinilor UnelteLaura Vaught0% (1)
- Curs 6 Managementul ProductieiDocument59 paginiCurs 6 Managementul ProductieiTrif CalinÎncă nu există evaluări
- Tema 3 Org Prod Sectii BazaDocument47 paginiTema 3 Org Prod Sectii BazaBocșa AnatolieÎncă nu există evaluări
- OP Cap 7Document8 paginiOP Cap 7Paula DianaÎncă nu există evaluări
- Tema 6Document11 paginiTema 6antonila andreeaÎncă nu există evaluări
- Proces de Productie.Document6 paginiProces de Productie.alexandraÎncă nu există evaluări
- Procesul de Productie .Document25 paginiProcesul de Productie .Niculescu EmiliaÎncă nu există evaluări
- Metode Si Mijloace Impotriva ElectrocutariiDocument16 paginiMetode Si Mijloace Impotriva ElectrocutariiNiculescu EmiliaÎncă nu există evaluări
- Obligaţiile Şi Răspunderile InvestitorilorDocument5 paginiObligaţiile Şi Răspunderile InvestitorilorNiculescu EmiliaÎncă nu există evaluări
- Instrucţiuni Pentru Utilizarea În Siguranţă A Gazelor NaturaleDocument13 paginiInstrucţiuni Pentru Utilizarea În Siguranţă A Gazelor NaturaleNiculescu EmiliaÎncă nu există evaluări
- Metode Si Mijloace Impotriva ElectrocutariiDocument16 paginiMetode Si Mijloace Impotriva ElectrocutariiNiculescu EmiliaÎncă nu există evaluări
- Procesul de Productie .Document25 paginiProcesul de Productie .Niculescu EmiliaÎncă nu există evaluări
- Ecologie PoluareaDocument45 paginiEcologie PoluareaGina KiroÎncă nu există evaluări
- Test - Ecologie - 1Document1 paginăTest - Ecologie - 1Niculescu EmiliaÎncă nu există evaluări
- Accidente de MuncaDocument9 paginiAccidente de MuncaNiculescu EmiliaÎncă nu există evaluări
- Test - Ecologie - 5Document1 paginăTest - Ecologie - 5Niculescu EmiliaÎncă nu există evaluări
- Instalatii Interioare de CanalizareDocument55 paginiInstalatii Interioare de CanalizareNiculescu Emilia100% (4)
- Test - Ecologie - 4Document1 paginăTest - Ecologie - 4Niculescu EmiliaÎncă nu există evaluări
- Test - Ecologie - 1Document1 paginăTest - Ecologie - 1Niculescu EmiliaÎncă nu există evaluări
- Test - Ecologie - 3Document1 paginăTest - Ecologie - 3Niculescu EmiliaÎncă nu există evaluări
- Test - Ecologie - 2Document1 paginăTest - Ecologie - 2Niculescu EmiliaÎncă nu există evaluări
- Operatii Comune Executarii InstalatiilorDocument11 paginiOperatii Comune Executarii InstalatiilorNiculescu EmiliaÎncă nu există evaluări
- Test - Ecologie - 8Document1 paginăTest - Ecologie - 8Niculescu EmiliaÎncă nu există evaluări
- Test - Ecologie - 6Document1 paginăTest - Ecologie - 6Niculescu EmiliaÎncă nu există evaluări
- Instalatii de IncalzireDocument14 paginiInstalatii de IncalzireNiculescu Emilia100% (2)
- Test - Ecologie - 7Document1 paginăTest - Ecologie - 7Niculescu EmiliaÎncă nu există evaluări
- Instrucţiuni Pentru Utilizarea În Siguranţă A Gazelor NaturaleDocument13 paginiInstrucţiuni Pentru Utilizarea În Siguranţă A Gazelor NaturaleNiculescu EmiliaÎncă nu există evaluări
- Echipamente de ArdereDocument18 paginiEchipamente de ArdereNiculescu EmiliaÎncă nu există evaluări
- Instalatii de Gaze Petroliere LichefiateDocument20 paginiInstalatii de Gaze Petroliere LichefiateNiculescu EmiliaÎncă nu există evaluări
- Verificari Efectuate Pe Parcursul Executarii Unei ConstructiiDocument20 paginiVerificari Efectuate Pe Parcursul Executarii Unei ConstructiiNiculescu EmiliaÎncă nu există evaluări
- Cotarea in Desenul de ConstructiiDocument22 paginiCotarea in Desenul de ConstructiiEmilia Niculescu84% (19)
- Instalatii de VentilareDocument61 paginiInstalatii de VentilareEmilia Niculescu100% (8)