S-ar putea să vă placă și
- PROIECTDocument36 paginiPROIECTValentin BarbuÎncă nu există evaluări
- Prelucrari Neconventionale PDFDocument12 paginiPrelucrari Neconventionale PDFMitu Leonard-GabrielÎncă nu există evaluări
- Fise Asamblari Mecanice PDFDocument26 paginiFise Asamblari Mecanice PDFCosette Scurtu100% (1)
- Ungerea Sistemelor TehniceDocument109 paginiUngerea Sistemelor TehniceCristi Iclanzan100% (1)
- BrosareaDocument6 paginiBrosareaAdi Daniel FilimonÎncă nu există evaluări
- Lant Cinematic Principal - Strung NormalDocument52 paginiLant Cinematic Principal - Strung NormalBrendea Mariana Gabriela100% (1)
- cap2-ASAMBLARI NEDEMONTABILEDocument17 paginicap2-ASAMBLARI NEDEMONTABILEGeorge CălinÎncă nu există evaluări
- Asamblari Demontabile Prin FiletDocument19 paginiAsamblari Demontabile Prin FiletCristian NeculaÎncă nu există evaluări
- Fisa de Lucru - NituriDocument3 paginiFisa de Lucru - NituriAlin МариусÎncă nu există evaluări
- Proiect Didactic Nituirea PDFDocument6 paginiProiect Didactic Nituirea PDFAndrei DanciuÎncă nu există evaluări
- Test AsamblariDocument4 paginiTest AsamblariAnonymous 9KFs8NÎncă nu există evaluări
- Transmisii Cu Roti Dintate 2Document27 paginiTransmisii Cu Roti Dintate 2Cristy Shmenaru100% (2)
- Tehnologii IndoireDocument19 paginiTehnologii IndoirexTr - SilenT100% (1)
- Actionari Pneumatice in MecatronicaDocument245 paginiActionari Pneumatice in MecatronicaSumanaru-Rotaru GabrielÎncă nu există evaluări
- Asamblari Prin Sudare 1Document82 paginiAsamblari Prin Sudare 1raluka89Încă nu există evaluări
- Masini Si UtilajeDocument19 paginiMasini Si UtilajeEduard RusuÎncă nu există evaluări
- Asamblari Elastice 1Document20 paginiAsamblari Elastice 1Cornel Costoiu100% (1)
- Lectieael FiletareaDocument20 paginiLectieael FiletareaGabriel Radulescu100% (3)
- Proiect Didactic. Organe de Masinisuruburi Saibe Si PiuliteDocument9 paginiProiect Didactic. Organe de Masinisuruburi Saibe Si PiuliteAlina100% (1)
- Asamblari Prin Lipire - Proiect de LectieDocument4 paginiAsamblari Prin Lipire - Proiect de LectieMutescu VladÎncă nu există evaluări
- Asamblari Nedemontabile - NituireaDocument21 paginiAsamblari Nedemontabile - NituireaEnache PopescuÎncă nu există evaluări
- Cap 2 PPDocument152 paginiCap 2 PPAlbert PetruÎncă nu există evaluări
- MU - Lab2 - Strunguri Semi Automate Si AutomateDocument7 paginiMU - Lab2 - Strunguri Semi Automate Si AutomateAnonymous BGkg6K100% (1)
- Întreținerea Și Exploatarea Mașinilor de RectificatDocument19 paginiÎntreținerea Și Exploatarea Mașinilor de RectificatMariana Aldea50% (2)
- Titlu Temă Pentru Proba Practică NIVEL3 MecanicaDocument6 paginiTitlu Temă Pentru Proba Practică NIVEL3 MecanicaAlexandru VasiliuÎncă nu există evaluări
- Fisa Lucru m10 Xii Masina Frezat Cu ConsolaDocument2 paginiFisa Lucru m10 Xii Masina Frezat Cu ConsolaMihaela Dana MarinescuÎncă nu există evaluări
- Transmisii Prin Cablu 1Document8 paginiTransmisii Prin Cablu 1Ifrim FlorinÎncă nu există evaluări
- Plan de Lectie Asamblari MecaniceDocument2 paginiPlan de Lectie Asamblari MecaniceBaitoiu George-Marius100% (2)
- Maşini Şi Sisteme de Producţie ReconfigurabileDocument7 paginiMaşini Şi Sisteme de Producţie Reconfigurabilemariusmarian2000100% (1)
- 6.reprezentarea FiletelorDocument6 pagini6.reprezentarea FiletelorbiibicusÎncă nu există evaluări
- Metode de AsamblareDocument35 paginiMetode de AsamblareGiulieta RaileanÎncă nu există evaluări
- Rabotarea Si Mortezarea - PpsDocument36 paginiRabotarea Si Mortezarea - PpsIonela PintilieÎncă nu există evaluări
- Lectie - Asamblari Cu PeneDocument4 paginiLectie - Asamblari Cu PeneAndrei ManeaÎncă nu există evaluări
- Masini UnelteDocument57 paginiMasini UnelteRZW R100% (1)
- Fisa de Lucru Gaurirea 12 FDocument3 paginiFisa de Lucru Gaurirea 12 FcameliaÎncă nu există evaluări
- L 5 Masina de Rabotat (Shaping), Masina de Mortezat Si Masina de Rectificat, PrelucrariDocument17 paginiL 5 Masina de Rabotat (Shaping), Masina de Mortezat Si Masina de Rectificat, PrelucrariDragoMuseveniÎncă nu există evaluări
- Auxiliar Curricular Masini CNCDocument24 paginiAuxiliar Curricular Masini CNCmarketlancero100% (1)
- FD5 - Asamblari NedemontabileDocument5 paginiFD5 - Asamblari NedemontabileAlexandru MehedintuÎncă nu există evaluări
- Sudarea in LinieDocument1 paginăSudarea in LinieAlex FlorescuÎncă nu există evaluări
- Albu Proiect Asamblari FiletateDocument16 paginiAlbu Proiect Asamblari FiletateSienna LYÎncă nu există evaluări
- Fisa de Documentare Motarea ArcurilorDocument3 paginiFisa de Documentare Motarea ArcurilorFometescu OctavianÎncă nu există evaluări
- Precizia MaşiniiDocument77 paginiPrecizia Maşiniistechi0% (1)
- Precizia de Prelucrare in Cazul Tehnologiei de Prelucrare Prin ElectroeroziuneDocument16 paginiPrecizia de Prelucrare in Cazul Tehnologiei de Prelucrare Prin ElectroeroziuneLorand RusÎncă nu există evaluări
- Metode de Control - Metoda MicrometricăDocument2 paginiMetode de Control - Metoda Micrometricămanu ioana danielaÎncă nu există evaluări
- Actionari Electrice in MecatronicaDocument10 paginiActionari Electrice in MecatronicaJhon Dobre FuckÎncă nu există evaluări
- ME Fisa Lucru Subansambluri ConstructiveDocument4 paginiME Fisa Lucru Subansambluri ConstructivePetre Ciprian0% (1)
- Indoireasemifabricatelor TestdeevaluareDocument4 paginiIndoireasemifabricatelor TestdeevaluareAlin Giumanca50% (2)
- Proiect de Diploma Lupu Mihaela 2003Document48 paginiProiect de Diploma Lupu Mihaela 2003GeorgicaCelBunÎncă nu există evaluări
- Transmisii MecaniceDocument2 paginiTransmisii MecaniceNicoleta Melinte67% (3)
- Masini de Alezat BUN..Document27 paginiMasini de Alezat BUN..Chiru RazvanÎncă nu există evaluări
- Model Proiect Ex. Comp. Prof. Nivel 3Document3 paginiModel Proiect Ex. Comp. Prof. Nivel 3Carmen ChelmusÎncă nu există evaluări
- Curs 1 Prelucrare Prin AschiereDocument13 paginiCurs 1 Prelucrare Prin AschiereAdrian Tîrcă100% (2)
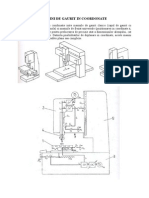
- Masina de Gaurit in CoordonateDocument2 paginiMasina de Gaurit in CoordonateHorea Alexandru Fodor100% (1)
- Rolul Tratamentelor Termochimice Aplicate Aliajelor FeroaseDocument17 paginiRolul Tratamentelor Termochimice Aplicate Aliajelor FeroaseTeodora GogotÎncă nu există evaluări
- Fisa de Lucr2Document2 paginiFisa de Lucr2Fometescu OctavianÎncă nu există evaluări
- Modulul 3 - Elemente de ProiectareDocument11 paginiModulul 3 - Elemente de Proiectarepasat_deliaÎncă nu există evaluări
- Asamblari Demontabile FiletateDocument11 paginiAsamblari Demontabile FiletateMarian-Mihai OpreaÎncă nu există evaluări
- ASAMBLARI FILETATE-badulescuDocument20 paginiASAMBLARI FILETATE-badulescuStroe ZorinaÎncă nu există evaluări
- Proiect CadDocument40 paginiProiect CadAlexSpiridonÎncă nu există evaluări
- FiletareaDocument24 paginiFiletareacrossboss96Încă nu există evaluări