S-ar putea să vă placă și
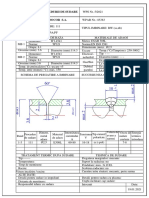
- 'Specificatia Procedurii de Sudare (WPS) Nr.1000/2019Document1 pagină'Specificatia Procedurii de Sudare (WPS) Nr.1000/2019Andrei UrsacheÎncă nu există evaluări
- Fisa Tehnologica 3Document1 paginăFisa Tehnologica 3Stefan DanielÎncă nu există evaluări
- Proiect MAPSDocument12 paginiProiect MAPSBogdan DumitrascuÎncă nu există evaluări
- Introducere 2Document38 paginiIntroducere 2kaelcorbettÎncă nu există evaluări
- Dokumen - Tips - Specificatia Procedurii de Sudare PDFDocument2 paginiDokumen - Tips - Specificatia Procedurii de Sudare PDFnedvarÎncă nu există evaluări
- PWPS WPS09CMSDocument2 paginiPWPS WPS09CMSStefanArtemonMocanuÎncă nu există evaluări
- Specificatia Procedurii de SudareDocument15 paginiSpecificatia Procedurii de SudareCatalin CiocarlanÎncă nu există evaluări
- WPS Nr. 135Bg5PA-TTDocument1 paginăWPS Nr. 135Bg5PA-TTVasile TomsaÎncă nu există evaluări
- 12-Fisa Sudura Conducte Otel CarbonDocument3 pagini12-Fisa Sudura Conducte Otel CarbonGabriela AxinteÎncă nu există evaluări
- Pregatirea Suprafetei Pentru MetalDocument15 paginiPregatirea Suprafetei Pentru MetalCalugar TeodorÎncă nu există evaluări
- Wps 3str-114 - Inox ModelDocument1 paginăWps 3str-114 - Inox ModelAndrei UrsacheÎncă nu există evaluări
- Procedura Sudare 60,3x5,6 ModelDocument4 paginiProcedura Sudare 60,3x5,6 ModeliirincaÎncă nu există evaluări
- Instrucţiuni Tehnice Privind Sudarea Oţelurilor Cu Caracteristici Mecanice Diferite, Folosite La Structuri Metalice Hibride c228-88Document13 paginiInstrucţiuni Tehnice Privind Sudarea Oţelurilor Cu Caracteristici Mecanice Diferite, Folosite La Structuri Metalice Hibride c228-88mirelopoduÎncă nu există evaluări
- Carte SuduraDocument24 paginiCarte SuduraMinca AndreiÎncă nu există evaluări
- 3.5 Comportarea Structurilor Sudate La Diferite SolicitariDocument10 pagini3.5 Comportarea Structurilor Sudate La Diferite SolicitariCosmin Ionut GulieÎncă nu există evaluări
- BrazareDocument3 paginiBrazareVasile ChiraÎncă nu există evaluări
- Norme Debitare PlasmaDocument1 paginăNorme Debitare PlasmagivaliÎncă nu există evaluări
- Indrumar Debitator Semifabricate Imp PDFDocument32 paginiIndrumar Debitator Semifabricate Imp PDFErtehnos ErtehnosÎncă nu există evaluări
- Procedura de MontajDocument6 paginiProcedura de MontajPetrisor IonelÎncă nu există evaluări
- Tabel Proceduri Sudare - ModelDocument1 paginăTabel Proceduri Sudare - ModeliirincaÎncă nu există evaluări
- Sudarea Metalelor Prin TopireDocument20 paginiSudarea Metalelor Prin TopireConstantinCornelÎncă nu există evaluări
- Sudarea Mma / Sme / Smaw / Proces 111: AbrevieriDocument1 paginăSudarea Mma / Sme / Smaw / Proces 111: AbrevieriLucian CiudinÎncă nu există evaluări
- Curs7 - Sudarea WIGDocument28 paginiCurs7 - Sudarea WIGserbanÎncă nu există evaluări
- Capitolul 4Document16 paginiCapitolul 4Alin TănăsescuÎncă nu există evaluări
- Asamblarea Prin SudareDocument18 paginiAsamblarea Prin SudareValeria Iorgulis100% (1)
- NORME SSM OficialeDocument3 paginiNORME SSM OficialerobyfowÎncă nu există evaluări
- Temperatura de Preincalzire La Sudarea MIG MAGDocument14 paginiTemperatura de Preincalzire La Sudarea MIG MAGAlin StoleriuÎncă nu există evaluări
- Documentatie Constructii MetaliceDocument14 paginiDocumentatie Constructii MetaliceFloFishÎncă nu există evaluări
- Sudare Cu Electrod InvelitDocument5 paginiSudare Cu Electrod InvelitRadu IliutaÎncă nu există evaluări
- 2.8 Oteluri Nealiate Si Oteluri Carbon-Mangan PDFDocument6 pagini2.8 Oteluri Nealiate Si Oteluri Carbon-Mangan PDFLucian HoudiniÎncă nu există evaluări
- Standarde Pentru SuduraDocument1 paginăStandarde Pentru SuduraVirginia Elena IordacheÎncă nu există evaluări
- Tehnologia Sudarii Prin TopireDocument10 paginiTehnologia Sudarii Prin TopireTara SalasÎncă nu există evaluări
- Curs T17 SudareaDocument119 paginiCurs T17 SudareaNelu BadalanÎncă nu există evaluări
- Tabel ImperfectiuniDocument5 paginiTabel ImperfectiuniOvidiu Ardelean100% (1)
- Remanierea Defectelor Din Subansamblele SudateDocument8 paginiRemanierea Defectelor Din Subansamblele SudateVasile TomsaÎncă nu există evaluări
- Determinarea Duritati MetalelorDocument23 paginiDeterminarea Duritati MetalelorFitz CristianÎncă nu există evaluări
- Mig MagDocument22 paginiMig MagRadu IliutaÎncă nu există evaluări
- Mig MagDocument30 paginiMig MagSudometal Cluj Napoca100% (1)
- 4.2 Controlul Calitatii in Timpul Fabricatiei P.Tenchea PDFDocument31 pagini4.2 Controlul Calitatii in Timpul Fabricatiei P.Tenchea PDFdanut_savuÎncă nu există evaluări
- Sudarea Sub Strat de FluxDocument25 paginiSudarea Sub Strat de FluxAlin TomozeiÎncă nu există evaluări
- Proiect TST 1.1Document11 paginiProiect TST 1.1Andreea A. JitianuÎncă nu există evaluări
- Materiale de Adaos Pentru SuduraDocument20 paginiMateriale de Adaos Pentru SuduraCad AutocadÎncă nu există evaluări
- Membrana Din PVCDocument4 paginiMembrana Din PVCJuverdeanu Ioana-LoredanaÎncă nu există evaluări
- 1.calificarea Personalului SudorDocument31 pagini1.calificarea Personalului SudorBogdan Florin FratilaÎncă nu există evaluări
- SUDURADocument13 paginiSUDURAiulicu_bv100% (2)
- Calificarea Sudorilor 287 1Document14 paginiCalificarea Sudorilor 287 1c_e_z_a_rÎncă nu există evaluări
- Procedura de Lucru Pentru o Operatie de Sudare Cu Electrod Invelit A OtelurilorDocument7 paginiProcedura de Lucru Pentru o Operatie de Sudare Cu Electrod Invelit A OtelurilorGeorge Duma100% (1)
- Sudura Folosita La Tubulatura NaveiDocument22 paginiSudura Folosita La Tubulatura NaveiBogdan Harhata100% (1)
- Indicativ C-133-1982 Imbinari Cu SIRPDocument24 paginiIndicativ C-133-1982 Imbinari Cu SIRPilepadatuÎncă nu există evaluări
- Indrumar Debitator Semifabricate ImpDocument32 paginiIndrumar Debitator Semifabricate Impcostel_80Încă nu există evaluări
- Mig MagDocument2 paginiMig MagDragan BogdanÎncă nu există evaluări
- C 133 Din 82 ÎMBINAREA ELEMENTELOR DE CONSTRUCŢII METALICE CU ŞURUBURI DE ÎNALTĂ REZISTENŢĂ PRETENSIONATEDocument29 paginiC 133 Din 82 ÎMBINAREA ELEMENTELOR DE CONSTRUCŢII METALICE CU ŞURUBURI DE ÎNALTĂ REZISTENŢĂ PRETENSIONATEIONÎncă nu există evaluări
- Y6251 Clapet Retinere CanelatDocument2 paginiY6251 Clapet Retinere Canelatioan cristian cotorobaiÎncă nu există evaluări
- Y4250 Robinet Fluture Canelat Cu Semnalizare de PozitieDocument2 paginiY4250 Robinet Fluture Canelat Cu Semnalizare de Pozitieioan cristian cotorobaiÎncă nu există evaluări
- 1754 0007 Bauder E-KV 4Document1 pagină1754 0007 Bauder E-KV 4Radu IrimiaÎncă nu există evaluări
- FLANSEDocument5 paginiFLANSERadu RadÎncă nu există evaluări
- Pregled Vazecih Standarda 04-06-2014 PDFDocument1 paginăPregled Vazecih Standarda 04-06-2014 PDFVladan TimotijevicÎncă nu există evaluări
- Sarma Tubulara Pentru SudareDocument24 paginiSarma Tubulara Pentru SudareIonutz TelteuÎncă nu există evaluări
- WPS 4 135 S355 BWDocument1 paginăWPS 4 135 S355 BWbudi0% (1)
- WPS 1Document1 paginăWPS 1Alexandru DascalitaÎncă nu există evaluări
- 2.cap2 - .Stadiul Actual Al Sudarii Aliajelor Din AluminiuDocument8 pagini2.cap2 - .Stadiul Actual Al Sudarii Aliajelor Din AluminiuAndreea A. JitianuÎncă nu există evaluări
- Proiect TST 1.1Document11 paginiProiect TST 1.1Andreea A. JitianuÎncă nu există evaluări
- TST 2Document10 paginiTST 2Andreea A. JitianuÎncă nu există evaluări
- Materiale Metalice Si Aliaje Utilizate in MedicinaDocument23 paginiMateriale Metalice Si Aliaje Utilizate in MedicinaAndreea A. JitianuÎncă nu există evaluări