Documente Academic
Documente Profesional
Documente Cultură
4.2 Controlul Calitatii in Timpul Fabricatiei P.Tenchea PDF
Încărcat de
danut_savuTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
4.2 Controlul Calitatii in Timpul Fabricatiei P.Tenchea PDF
Încărcat de
danut_savuDrepturi de autor:
Formate disponibile
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei 1. Introducere - Sumarul msurilor sistemului de control al sudrii
- Diagrama cauze efect referitoare la aspectele de standardizare pentru sudare i procedee conexe
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 1/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei - Exemple de diferite tipuri de documente referitoare la sudare
Controlul produciei i al furnizrii serviciului ISO 9001:2008 7.5.1 Controlul produciei i al furnizrii serviciului Organizaia trebuie s planifice i s realizeze producia i furnizarea de servicii n condiii controlate. Condiiile controlate trebuie s includ, dup caz disponibilitatea informaiilor care descriu caracteristicile produsului, disponibilitatea instruciunilor de lucru, dac sunt necesare, utilizarea echipamentului adecvat, disponibilitatea i utilizarea echipamentelor de msurare i monitorizare, implementarea monitorizrii i msurrii i implementarea activitilor de eliberare a produsului, livrare i post-livrare. 7.5.2 Validarea proceselor de producie i de furnizare de servicii Organizaia trebuie s valideze orice procese de producie i furnizare de servicii, atunci cnd elementele de ieire rezultate nu pot fi verificate prin msurare sau monitorizare ulterioare i, n consecin, deficienele devin evidente numai dup ce produsul se afl n utilizare sau dup ce serviciul a fost furnizat. Validarea trebuie s demonstreze capabilitatea acestor procese de a obine rezultatele planificate. Organizaia trebuie s stabileasc msuri preliminare pentru aceste procese inclusiv, dup caz criterii definite pentru analiza i aprobarea proceselor, aprobarea echipamentului i calificarea personalului, utilizarea de metode i proceduri specifice, cerine referitoare la nregistrri (a se vedea 4.2.4) i revalidarea. Identificare i trasabilitate - ISO 9001:2008 7.5.3 Identificare i trasabilitate Atunci cnd este cazul, organizaia trebuie s identifice produsul folosind mijloace adecvate pe durata realizrii produsului. Organizaia trebuie s identifice stadiul produsului n raport cu cerinele de msurare i monitorizare pe durata realizrii produsului.
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 2/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Atunci cnd trasabilitatea este o cerin, organizaia trebuie s in sub control identificarea unic a produsului i s menin nregistrri (a se vedea 4.2.4). NOT n unele sectoare industriale, managementul configuraiei este un mijloc prin care sunt meninute identificarea i trasabilitatea. Proprietatea clientului ISO 9001:2008 7.5.4 Proprietatea clientului Organizaia trebuie s trateze cu grij proprietatea clientului pe perioada n care aceasta se afl sub controlul organizaiei sau este utilizat de organizaie. Organizaia trebuie s identifice, s verifice, s protejeze i s pun n siguran proprietatea clientului pus la dispoziie pentru a fi utilizat sau ncorporat n produs. Dac proprietatea clientului este pierdut, deteriorat sau inapt pentru utilizare, organizaia trebuie s raporteze clientului acest lucru i trebuie meninute nregistrri (a se vedea 4.2.4). NOT Proprietatea clientului poate include proprietatea intelectual i date personale. Pstrarea produsului ISO 9001:2008 7.5.5 Pstrarea produsului Organizaia trebuie s pstreze produsul pe parcursul procesrii interne i al livrrii la destinaia intenionat pentru menine conformitatea cu cerinele. Dup cum este cazul, pstrarea trebuie s includ identificarea, manipularea, ambalarea, depozitarea i protejarea. Pstrarea trebuie aplicat, de asemenea, prilor componente ale produsului. Exemplu de diagram de flux pentru validarea proceselor
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 3/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 4/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
2. Specificaia i calificarea procedurilor de sudare Procedur de sudare - Succesiune specificat de aciuni care trebuie urmat n cazul executrii unei suduri, incluznd procedeul (ele) de sudare, referirea la materiale, materiale consumabile pentru sudare, pregtire, prenclzire (dac este necesar), metoda i controlul sudrii i al tratamentului termic postsudare (dac e cazul) i echipamentul de sudare necesar care trebuie utilizat. Specificaie preliminar a procedurii de sudare (pWPS) - Document care conine variabilele cerute de procedura de sudare care trebuie calificat utiliznd una dintre metodele descrise n conformitate cu articolul 6 din SR EN ISO 15607. Specificaia procedurii de sudare (WPS) - Document care a fost calificat prin una din metodele descrise la articolul 6 i care prevede variabilele cerute de procedura de sudare, pentru a asigura repetabilitatea n timpul produciei prin sudare. Instruciune de lucru - Specificaie simplificat a procedurii de sudare, adecvat pentru aplicarea direct n atelier. Proces - verbal de calificare a procedurii de sudare (WPQR) - Document care cuprinde toate datele necesare pentru calificarea unei specificaii preliminare a procedurii de sudare. M4/Fabricaie i Aplicaii Inginereti 2012 ASR Cap. 4.2 P.enchea M 4 5/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Verificarea procedurii de sudare - Executarea i ncercarea unei probe de calificare standardizate, conform indicaiilor din pWPS, pentru a califica o procedur de sudare. ncercare de sudare nainte de nceperea fabricaiei - Verificarea sudrii cu aceeai funcie ca i o verificare pentru calificarea procedurii de sudare, dar bazat pe o prob nestandardizat reprezentativ pentru condiiile din producie. Specificaie a unei proceduri de sudare standard - Specificaie a unei proceduri de sudare care a fost calificat printr-o verificare a unei proceduri de sudare nespecifice unui anumit productor de ctre un examinator sau un organism de examinare. NOT O procedur de sudare standard poate fi pus la dispoziia oricrui productor. Experien anterioar n sudare - Situaie n care se poate demonstra prin rezultate autentificate ale verificrilor, c procedurile de sudare ale productorului, au fost capabile s produc n mod constant suduri de calitate acceptabil n decursul unei perioade de timp. Material consumabil pentru sudare ncercat - Material consumabil pentru sudare sau combinaie de materiale consumabile pentru sudare, ncercate conform standardelor corespunztoare pentru ncercarea materialelor consumabile pentru sudare. Variabil esenial - Condiie de sudare care cere o calificare. Variabil neesenial - Condiie de sudare prevzut n WPS dar care nu cere o calificare. Domeniu de calificare - Extinderea calificrii pentru o variabil de sudare esenial. mbinare omogen - mbinare sudat n care sudura i materialul de baz nu prezint diferene semnificative ale caracteristicilor mecanice i/sau ale compoziiei chimice. NOT - O mbinare sudat executat din materiale de baz similare fr metal de adaos este considerat omogen. mbinare eterogen - mbinare sudat n care sudura i materialul de baz prezint diferene semnificative ale caracteristicilor mecanice i/sau ale compoziiei chimice. mbinare din materiale diferite - mbinare sudat n care materialele de baz prezint diferene semnificative ale caracteristicilor mecanice i/sau ale compoziiei chimice. Detalii ale standardelor privind specificaia i calificarea procedurilor de sudare
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 6/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
Diferitele faze la calificarea procedurilor de sudare
Metode de calificare
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 7/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
Gruparea materialelor metalice SR CEN ISO/TR 15608:2009 - Sudare. Ghid pentru un sistem de grupe de materiale metalice CEN ISO/TR 20172:2009 (ISO/TR 20172:2009) - Sudare Sisteme de grupe de materiale Materiale europene CEN ISO/TR 20173:2009 (ISO/TR 20173:2009) - Sudare Sisteme de grupe de materiale Materiale americane CEN ISO/TR 20174:2005 (ISO/TR 20174:2005) - Sudare Sisteme de grupe de materiale Materiale japoneze M4/Fabricaie i Aplicaii Inginereti 2012 ASR Cap. 4.2 P.enchea M 4 8/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei SR EN ISO 15609-1:2005 - Specificaia i calificarea procedurilor de sudare pentru materiale metalice. Specificaia procedurii de sudare. Partea 1: Sudarea cu arc electric Acest standard stabilete cerinele pentru coninutul specificaiilor procedurii de sudare pentru procedeele de sudare cu arc electric. Variabilele enumerate n acest standard sunt acelea care au o influen asupra calitii mbinrii sudate. O specificaie preliminar a procedurii de sudare/specificaie a procedurii de sudare (pWPS/WPS) trebuie s furnizeze toate informaiile necesare, cerute de realizarea unei suduri. Pentru anumite aplicaii poate fi necesar suplimentarea sau reducerea listei. Specificaiile procedurii de sudare acoper un anumit domeniu al grosimii materialului i, de asemenea, un domeniu de material de baz i, la fel, de materiale consumabile pentru sudare. Unii productori prefer s elaboreze suplimentar instruciuni de lucru pentru fiecare lucrare specific, ca parte a planificrii detaliate a produciei. Acolo unde este cazul, trebuie s fie specificate domenii de valabilitate i tolerane, conform standardului corespunztor al seriei (a se vedea EN ISO 15607) i n concordan cu experiena productorului. Referitor la productor identificarea productorului; identificarea WPS; referirea la procesul verbal de calificare a procedurii de sudare (WPQR) sau la alte documente, dup cerine (a se vedea EN ISO 15607:2003, Anexa C) Referitor la materialul de baz Tipul materialului de baz desemnarea materialului (elor) i standardul (le) de referin; numrul (ele) grupei (lor) conform CR ISO 15608. Un WPS poate acoperi o grup de materiale. Dimensiunile materialului domeniile de grosimi ale mbinrii; domeniul diametrelor exterioare pentru evi. Comun tuturor procedurilor de sudare Procedee de sudare Procedeul (ele) de sudare utilizat (e) conform EN ISO 4063. Geometria mbinrii schia geometriei mbinrii/configuraia i dimensiunile sau referirea la standardele care furnizeaz astfel de informaii; succesiunea trecerilor indicat n schi dac aceasta este esenial pentru caracteristicile sudurii. Poziia de sudare Poziiile de sudare aplicabile conform EN ISO 6947. Pregtirea mbinrii metode de pregtire a mbinrii, de curire, degresare, inclusiv metodele utilizate; strngere, montare i suduri de prindere provizorie. Tehnica de sudare cu pendulare, dac se aplic a) pentru sudarea manual limea maxim a unei treceri. b) pentru sudarea mecanizat i automat deviaia maxim sau amplitudinea maxim, frecvena i durata oscilaiei. M4/Fabricaie i Aplicaii Inginereti 2012 ASR Cap. 4.2 P.enchea M 4 9/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei unghiul capului de sudare, a electrodului i/sau a srmei de adaos
Scobirea rdcinii metoda utilizat; adncimea i forma. Suportul la rdcin metoda i tipul suportului, materialul suportului i dimensiuni; pentru protecia cu gaz a rdcinii, gazul n conformitate cu EN 439. Materiale consumabile pentru sudare desemnare, marc (productor i denumirea comercial); dimensiuni (mrime); manipulare (uscare n etuv), expunerea n atmosfer, reuscare, etc.). Parametri electrici tipul curentului [curent alternativ (c.a) sau curent continuu (c.c)] i polaritatea; detalii privind sudarea cu curent pulsant (reglarea echipamentului, alegerea programului) dac se aplic; domeniul intensitii curentului. Sudarea mecanizat i automat domeniul vitezei de sudare; domeniul vitezei de avans/de alimentare a srmei; Dac echipamentul de sudare nu permite controlul uneia din aceste variabile, trebuie, n locul acestuia, specificat domeniul de reglare al echipamentului. Domeniul de aplicare pentru WPS trebuie atunci limitat la echipamentul de acest tip. Acesta se aplic la 4.4.9 i 4.4.10. Temperatura de prenclzire temperatura minim aplicat la nceperea sudrii i pe durata sudrii; dac nu este cerut prenclzirea, temperatura cea mai mic a piesei nainte de sudare. Temperatura ntre treceri Temperatura maxim i dac este necesar minim ntre treceri. Temperatura de prenclzire meninut Temperatura minim n zona sudurii care trebuie meninut dac sudarea este ntrerupt. A se vedea EN ISO 13916 pentru aplicarea 4.4.11, 4.4.12 i 4.4.13. Tratament termic postsudare pentru eliminarea hidrogenului domeniul temperaturii; timpul minim de meninere.
Tratament termic postsudare Trebuie specificate durata minim i domeniul temperaturii pentru tratamentul termic postsudare sau tratamentul de mbtrnire artificial sau referiri la alte standarde care specific aceste informaii. Gaz de protecie Desemnare conform EN 439 i dac este necesar, compoziia, productorul i marca comercial.
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 10/ 31
Curs de Inginer Sudor International/European IWE/EWE
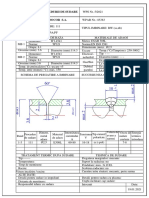
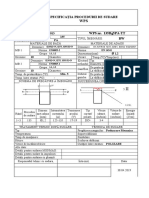
4.2 Controlul calitii n timpul fabricaiei Energia de sudare Domeniul energiei de sudare (dac se specific). Specific unei grupe de procedee de sudare Procedee 111 (Sudare manual sau cu arc electric) Pentru procedeul 111, lungimea depus cu un electrod sau viteza de sudare. Procedee 12 (Sudare sub strat de flux) la sudarea cu mai muli electrozi, numrul i configuraia srmelor electrod i polaritatea; distana duz de contact/pies: distana dintre duza de contact i suprafaa piesei; flux: desemnare, productor i marca comercial; material de adaos suplimentar; domeniul tensiunii arcului. Procedee 13 (Sudarea cu arc electric n mediu de gaz protector cu electrod fuzibil) debitul gazului de protecie i diametrul duzei; numrul srmelor electrod; material de adaos suplimentar; distana duz de contact/pies: distana dintre duza de contact i suprafaa piesei; domeniul tensiunii arcului; modul de transfer al metalului. Procedee 14 (Sudare cu arc electric n mediu de gaz protector cu electrod nefuzibil) electrod de wolfram: diametrul i codificarea conform EN 26848; debitul gazului de protecie i diametrul duzei; materiale de adaos suplimentare. Procedee 15 (Sudare cu plasm) parametrii gazului plasmagen, de exemplu compoziia, diametrul duzei, debitul; debitul gazului de protecie i diametrul duzei; tipul generatorului de plasm; distana duz de contact / pies: distana ntre duza de contact i suprafaa piesei. Specificaia procedurii de sudare (WPS) (Exemplu) Specificaia procedurii de sudare: Metoda de pregtire i curare: WPQR nr. : Desemnarea materialului de baz: Productor: Grosimea materialului (mm): Mod de transfer metal: Diametrul exterior (mm): Tip mbinare i tip sudur: Poziia de sudare: Detalii de pregtire a mbinrii (schi) * Desenul mbinrii Succesiunea trecerilor
Detalii de sudare Rnd Procedeu Dimensiunea Intensitate Tensiune Tip Vitez Lungime de materialului curent V curent/ avans depus/ sudare de adaos A polaritate srm Vitez sudare
Energie de sudare *
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 11/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
Material de adaos, desemnare i marc comercial: Prescripii speciale de pstrare sau uscare: Denumire gaz/flux: de protecie: de rdcin: Debit de gaz de protecie Alte informaii, * de exemplu: Pendulare (limea maxim a rndului) Oscilaie: amplitudine, frecven, durat: Detalii pentru sudarea n impulsuri: Distana duz de contact/pies: Detalii pentru sudarea cu plasm: Unghiul de nclinare al capului de sudare:
de rdcin Tip/dimensiune electrod de wolfram: Detalii pentru scobire/suport la rdcin: Temperatura de prenclzire:
Temperatura ntre treceri: Tratament post sudare: Temperatura de meninere a prenclzirii: Tratament termic postsudare i/sau mbtrnire artificial: (Timp, temperatur, metod, vitez de nclzire i rcire) * ........................................................................................... Productor (nume, semntur, dat) ____________________________ * Dac se cer SR EN ISO 15614-1:2004 - Specificaia i calificarea procedurilor de sudare pentru materiale metalice. Verificarea procedurii de sudare. Partea 1: Sudarea cu arc electric i cu gaze a oelurilor i sudarea cu arc electric a nichelului i aliajelor de nichel Proces-verbal de calificare a procedurii de sudare (WPQR) (exemplu) Certificat de calificare a procedurii de sudare Nr. WPQR al productorului: Productor: Adresa: Cod/Standard de verificare: Data sudrii: Domeniul de valabilitate a calificrii Procedeu (ee) de sudare: Tipul mbinrii i sudurii: Grupa (ele) i subgrupa (ele) metalului de baz: Grosimea metalului de baz (mm): Grosimea sudurii (mm): Grosimea sudurii n col (mm): O trecere/mai multe treceri: Diametrul exterior al evii (mm): Denumirea metalului de adaos: Marca metalului de adaos: Grosimea metalului de adaos: M4/Fabricaie i Aplicaii Inginereti 2012 ASR Cap. 4.2 P.enchea M 4 12/ 31 Examinator sau examinare Nr. de referin: organism de
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Simbolizarea gazului de protecie/fluxului: Simbolizarea gazului de protecie la rdcin: Tipul curentului de sudare i polaritatea: Modul de transfer al metalului: Energia de sudare: Poziii de sudare: Temperatura de prenclzire: Temperatura ntre treceri: Post-nclzire: Tratament termic postsudare: Alte informaii (a se vedea de asemenea 8.5): Se certific faptul c probele au fost pregtite, sudate i verificate n mod corespunztor, n conformitate cu cerinele codului/standardului de verificare menionat mai sus
.......................................................... Loc
.................... .......................................................... Data emiterii Examinator sau organism examinare Nume, dat i semntur de
Raport de verificare a sudurii Loc: Examinator sau organism de examinare pWPS a productorului nr.: Metoda de pregtire i curare: WPQR al productorului nr.: Specificaia metalului de baz: Productor: Grosimile metalului: Numele sudorului: Diametrul exterior al evii: Modul de transfer al metalului: Poziia de sudare: Tipul mbinrii i sudurii: Detalii de pregtire a sudurii (schi)* Schema de pregtire Succesiunea trecerilor
Detalii de sudare: Rn Proced d eu de sudare
Dimensiu ni-le metalului de adaos
Intensit a-tea curentului A
Tensiu ne V
Tip de curent/ polaritat e
Vitez avans srm
Viteza Energ Transf de ie de er sudare sudar metal e
Simbolul i marca metalului de adaos: Prescripii speciale de pstrare i uscare: Gaz/flux: de protecie la rdcin Debit gaz: de protecie M4/Fabricaie i Aplicaii Inginereti
Alte informaii * de exemplu: Pendulare (lime maxim rnd): Oscilaie: amplitudine, frecven, temporizare: Detalii pentru sudarea n impulsuri: Distan contact duz / pies: Detalii pentru sudarea cu plasm: Unghiul de nclinare al capului de sudare: 2012 ASR Cap. 4.2 P.enchea M 4 13/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei la rdcin Tip/dimensiune electrod de wolfram: Detalii pentru scobire/suport la rdcin: Temperatura de prenclzire: Temperatura ntre treceri: Post-nclzire: Tratament termic postsudare: (Timp, temperatur, metod,: vitez de nclzire i rcire): ........................................................................ Productor Nume, dat i semntur * Dac se cere Rezultatele ncercrilor WPQR al productorului nr.: Examinare vizual: Examinare cu lichide magnetice*: ncercri la traciune: Tip/Nr. Cerin Re N / mm2 penetrante/pulberi Examinator sau examinare Nr. de referin: organism de ................................................................... Examinator sau organism de examinare Nume, dat i semntur
Examinare radiografic*: Examinare cu ultrasunete*: Temperatur:
Rm N / mm2
A % pe
Z %
Locul ruperii
Observaii
ncercri la ndoire Tip/Nr. Unghi de ndoire
Diametru dorn: Alungire* Rezultate Examinare macroscopic:
ncercarea la ncovoiere prin oc* Tip: Amplasarea/direcia crestturii
0
Dimensiuni: 3 Medie
Cerin: Observaii
Temperatur Valori C 1 2
ncercare de duritate* (Tip/sarcin) Metal de baz: ZIT: Metalul sudurii: Alte ncercri: Observaii: ncercri executate conform cerinelor ale: M4/Fabricaie i Aplicaii Inginereti
Locul msurrilor (Schi*)
2012 ASR
Cap. 4.2
P.enchea
M 4 14/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Raport laborator nr. de referin Rezultatele ncercrilor sunt acceptate neacceptate: (Se anuleaz concluzia necorespunztoare) ncercrile au fost executate n prezena: * Dac se cer .................................................................. Examinator sau organism de examinare Nume, dat i semntur 3. Calificarea personalului pentru sudarea metalelor SR EN ISO 3834-2 - Cerine de calitate pentru sudarea prin topire a materialelor metalice. Partea 2: Cerine de calitate complete 7 Personal pentru sudare 7.1 Generaliti Productorul trebuie s aib la dispoziia sa personal suficient i competent pentru planificarea, realizarea i supravegherea produciei prin sudare conform cerinelor specificate. 7.2 Sudori i operatori sudori Sudorii i operatorii sudori trebuie s fie calificai printr-o examinare corespunztoare. 7.3 Personal pentru coordonarea sudrii Productorul trebuie s aib la dispoziia sa personal corespunztor pentru coordonarea sudrii. Astfel de persoane care au responsabilitate pentru activiti referitoare la calitate trebuie s aib suficient autoritate pentru a lua orice msur care se impune.. Sarcinile i responsabilitile acestor persoane trebuie s fie clar definite. 8 Personal pentru inspecii i ncercri 8.1 Generaliti Productorul trebuie s aib la dispoziia sa personal suficient i competent pentru planificarea, realizarea i supervizarea inspeciilor i ncercrilor produciei prin sudare, conform cerinelor specificate. Persoan calificat - Persoan ale crei competene i cunotine au fost obinute prin educaie, formare i/sau experien practic relevant NOT Pentru a demonstra nivelul de competen i de cunotine poate fi cerut o ncercare de calificare. (CEN/TR 14599:2005) Competen - Capabilitatea demonstrat de a aplica cunotine i/sau abiliti i, atunci cnd este relevant, nsuiri personale demonstrate, aa cum sunt definite n schema de certificare (SR EN ISO/CEI 17024) Calificare - Demonstrarea calitilor personale, a educaiei, instruirii i/sau a experienei de munc (SR EN ISO/CEI 17024) Calificarea personal reprezint demonstrarea cunotinelor, a abilitii, a pregtirii i a experienei profesionale cerute pentru a efectua corect sarcinile Atestare - Emitere a unei declaraii, bazat pe o decizie n urma unei analize, care stipuleaz c ndeplinirea cerinelor specificate a fost demonstrat (SR EN ISO CEI 17000:2005) Certificare - Atestare de ter parte referitoare la produse, procese, sisteme sau persoane(SR EN ISO CEI 17000:2005) Certificarea reprezint procedura care conduce la o dovad scris a competenei unei persoane n domeniul respectiv de activitate. Proces de certificare - Toate activitile prin care un organism de certificare stabilete c o persoan ndeplinete cerinele de competen specifice, inclusiv solicitarea, evaluarea, decizia de certificare, supravegherea i recertificarea, utilizarea certificatelor i a siglelor/mrcilor (SR EN ISO/CEI 17024)
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 15/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Schem de certificare - Cerine de certificare specifice referitoare la categorii specificate de persoane crora li se aplic aceleai standarde i reguli specifice precum i aceleai proceduri (SR EN ISO/CEI 17024) Sistem de certificare - Set de proceduri i resurse utilizate pentru realizarea procesului de certificare conform unei scheme de certificare, care conduce la emiterea unui certificat de competen, inclusiv meninerea (SR EN ISO/CEI 17024) Evaluare - Proces care evalueaz ndeplinirea de ctre o persoan a cerinelor schemei, conducnd la o decizie de certificare (SR EN ISO/CEI 17024) Examinare - Mecanism care este parte din evaluare, prin care se msoar competena candidatului printr-unul sau mai multe mijloace, cum sunt scris, oral, practic i prin observaie (SR EN ISO/CEI 17024) Examinator - Persoan care deine calificri personale i tehnice, este competent s conduc i/sau s noteze o examinare (SR EN ISO/CEI 17024) Autorizare - Reprezint permisiunea (printr-o declaraie scris) acordat de firma sau organismul responsabil, bazat pe competena persoanei, pentru o sarcin specific. In plus fa de certificare, pot fi evaluate, printre altele, elemente suplimentare, de exemplu, cunotinelele specifice sarcinii respective, aptitudinea fizic, abilitatea etc. Autorizare ISCIR - Activitate de evaluare i atestare efectuat de ctre ISCIR, a competenei i capabilitii unei persoane de a desfura o activitate specific Calificarea domeniului personalului de execuie. Privire de ansamblu asupra standardizrii
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 16/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
SR EN 287-1:2011 (traducere ianuarie 2012) - Calificarea sudorilor. Sudare prin topire. Partea 1: Oeluri (nlocuiete SR EN 287-1:2004, SR EN 287-1:2004/AC:2005 i SR EN 287-1:2004/A2:2006) Aptitudinea sudorului de a respecta instruciuni verbale sau scrise precum i verificarea ndemnrii unei persoane sunt factori importani n asigurarea calitii produsului sudat. Verificarea ndemnrii unui sudor conform acestui standard depinde de tehnicile de sudare i de condiiile utilizate pentru care sunt respectate reguli identice i sunt utilizate probe standardizate. Principiul acestui standard este c o ncercare de calificare calific sudorul nu numai pentru condiiile utilizate n ncercare, dar i pentru toate mbinrile care sunt considerate ca fiind mai uor de sudat, presupunnd c sudorul a primit o instruire specific i/sau are o practic industrial n cadrul domeniului de calificare. M4/Fabricaie i Aplicaii Inginereti 2012 ASR Cap. 4.2 P.enchea M 4 17/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei ncercarea de calificare poate fi utilizat pentru a califica o procedur de sudare i un sudor, sub rezerva ca toate condiiile relevante s fie satisfcute, de exemplu, dimensiunile probei i cerinele pentru ncercare (a se vedea EN ISO 15614-1). Calificrile sudorilor, existente i valabile conform cerinelor ediiei anterioare a acestui standard, pot fi prelungite la sfritul perioadei de valabilitate a lor n conformitate cu ediia anterioar. Ca alternativ, domeniul de calificare poate fi actualizat n conformitate cu aceast ediie. Toate noile calificri i recalificri trebuie s fie n conformitate cu aceast ediie. Domeniu de aplicare Acest standard european definete ncercrile pentru calificarea sudorilor pentru sudarea prin topire a oelurilor. El furnizeaz un ansamblu de reguli tehnice pentru ncercarea de calificare sistematic a sudorilor i permite ca aceste calificri s fie acceptate uniform, independent de tipul produsului, de locaie i de examinator/organismul de examinare. n cadrul calificrii sudorilor, accentul este pus pe aptitudinea sudorului de a conduce manual electrodul/capul pentru sudare/arztorul pentru a realiza o sudur de calitate acceptabil. Procedeele de sudare la care se refer acest standard sunt acele procedee de sudare prin topire care sunt desemnate ca sudare manual sau semimecanizat. Standardul nu trateaz procedeele de sudare total mecanizate i automatizate (a se vedea EN 1418). Sudor - persoan care ine i conduce manual portelectrodul, capul pentru sudare sau arztorul [ISO/TR 25901:2007] Productor - persoan sau organizaie care este responsabil pentru producia prin sudare [EN ISO 15607:2003] Examinator - persoan calificat, care a fost numit pentru verificarea conformitii cu standardul aplicabil NOT - n anumite cazuri, poate fi cerut un examinator extern, independent. [ISO/TR 25901:2007] Organism de examinare - organizaie numit pentru verificarea conformitii cu standardul aplicabil NOT - n anumite cazuri, poate fi cerut un organism de examinare extern, independent. [ISO/TR 25901:2007] Suport la rdcin - material utilizat pe partea opus pregtirii mbinrii, pentru susinerea bii de metal topit Strat - strat de metal topit constituit din una sau mai multe treceri [ISO/TR 25901:2007] Trecere la rdcin - rndul(rile) primului strat depus la rdcin, la sudarea cu treceri multiple Trecere de umplere - rndul(rile) depus(e) dup trecerea(ile) la rdcin i nainte de trecerea(ile) final(e), la sudarea cu treceri multiple [ISO/TR 25901:2007 Trecere final - rndul(rile) vizibil(e) pe suprafaa(ele) sudurii, dup completarea sudrii, la sudarea cu treceri multiple [ISO/TR 25901:2007] Adncime de ptrundere - grosimea metalului topit, excluznd orice ngroare [ISO/TR 25901:2007] Sudare spre stnga - tehnic de sudare cu gaze la care vergeaua de adaos este deplasat naintea arztorului de sudare fa de sensul de sudare [ISO/TR 25901:2007] Sudare spre dreapta - tehnic de sudare cu gaze la care vergeaua de adaos este deplasat n urma arztorului de sudare fa de sensul de sudare [ISO/TR 25901:2007] Racord - mbinare a uneia sau mai multor piese tubulare la un unghi mai mic de 180 Sudur n col - sudur triunghiular ntre dou sau mai multe piese, pentru realizarea unei mbinri n T, n col sau prin suprapunere [ISO/TR 25901:2007] Verificare - confirmare, prin furnizare de dovezi obiective, c au fost ndeplinite cerinele specificate [ISO 9000:2005] Material de adaos - material consumabil pentru sudare adugat n timpul sudrii pentru a forma sudura [ISO/TR 25901:2007] Sudur cap la cap - sudur, alta dect o sudur n col, (3.14) executat ntr-un rost sau ntr-o pregtire cu margini drepte [ISO/TR 25901:2007] M4/Fabricaie i Aplicaii Inginereti 2012 ASR Cap. 4.2 P.enchea M 4 18/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Abrevierile i numerele de referin urmtoare trebuie utilizate la completarea certificatului de calificare a sudorului: Acest standard acoper urmtoarele procedee de sudare manual sau semimecanizat (numerele de referin ale procedeelor de sudare pentru reprezentarea simbolic sunt date n EN ISO 4063): 111 sudare manual cu arc electric (sudare cu arc electric cu electrod nvelit); 114 sudare cu arc electric cu srm tubular autoprotectoare; 121 sudare cu arc electric sub strat de flux cu electrodsrm (semimecanizat); 125 sudare cu arc electric sub strat de flux cu electrodsrm tubular (semimecanizat); 131 sudare cu arc electric cu electrod fuzibil n mediu de gaz inert; sudare MIG; 135 sudare cu arc electric cu electrod fuzibil n mediu de gaz activ; sudare MAG; 136 sudare MAG cu srm tubular cu miez de flux; 138 sudare MAG cu srm tubular cu miez pulbere metalic; (fost 136 M) 141 sudare cu arc electric n mediu de gaz inert cu electrod de wolfram; sudare WIG (TIG); 142 sudare WIG (TIG) cu arc autogen (fr material de adaos); 143 sudare WIG (TIG) cu srm/vergea tubular; 145 sudare WIG (TIG) cu gaz reductor i srm/vergea plin; 15 sudare cu plasm; 311 sudare oxiacetilenic. NOT - Principiile acestui standard pot fi aplicate i altor procedee de sudare prin topire. Simboluri i abrevieri Pentru probe BW sudur cap la cap (cu ptrundere complet) D diametrul exterior al evii FW sudur n col l1 lungimea probei l2 semilimea probei lf lungime de examinare P tabl ReH limit de curgere s1 grosimea metalului depus pentru procedeul de sudare 1 s2 grosimea metalului depus pentru procedeul de sudare 2 t grosimea materialului probei (grosimea tablei sau grosimea peretelui) T eav [1]) [1]) - Termenul "eav", singur sau n combinaie, este utilizat pentru "eav", "conduct" sau "seciune tubular". Pentru materiale consumabile nm fr metal de adaos A nveli acid B nveli sau miez (de electrod tubular) bazic C nveli celulozic M miez (de electrod tubular) din pulbere metalic P miez (de electrod tubular) rutilic, zgur cu solidificare rapid R nveli sau miez (de electrod tubular) rutilic, zgur cu solidificare lent RA nveli rutilic acid RB nveli rutilic bazic RC nveli rutilic celulozic RR nveli rutilic cu grosime mare S srm/vergea plin V miez (de electrod tubular) rutilic sau bazic/fluoric W miez (de electrod tubular) bazic/fluoric, zgur cu solidificare lent M4/Fabricaie i Aplicaii Inginereti 2012 ASR Cap. 4.2 P.enchea M 4 19/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Y Z miez (de electrod tubular) bazic/fluoric, zgur cu solidificare rapid alte tipuri de miez (de electrod tubular)
Pentru alte detalii referitoare la sudare bs sudare din ambele pri lw sudare spre stnga mb sudare cu suport la rdcin ml straturi multiple nb sudare fr suport la rdcin rw sudare spre dreapta sl un singur strat ss sudare dintr-o singur parte Pentru ncercrile la ndoire A alungirea minim la traciune cerut de specificaia de material d diametrul dornului sau al rolei interioare ts grosimea epruvetei de ndoire Variabile eseniale i domeniu de calificare Calificarea sudorilor se bazeaz pe variabile eseniale. Pentru fiecare variabil esenial este definit un domeniu de calificare. Toate probele trebuie sudate utiliznd independent variabilele eseniale, cu excepia 5.7 i 5.8. Dac sudorul trebuie s sudeze n afara domeniului de calificare, este necesar o nou ncercare de calificare. Variabilele eseniale sunt: procedeul(ele) de sudare; tipul produsului (tabl sau eav); tipul sudurii (cap la cap i n col); grupa de materiale; materialul de adaos; dimensiunile (grosimea materialului i diametrul exterior al evii); poziia de sudare; detaliile referitoare la sudare (suport la rdcin, sudare dintr-o singur parte, sudare din ambele pri, un singur strat, straturi multiple, sudare spre stnga, sudare spre dreapta). Procedee de sudare Procedeele de sudare sunt definite n ISO 857-1 i enumerate n 4.2. Fiecare ncercare de calificare calific n mod normal un singur procedeu de sudare. O schimbare a procedeului de sudare necesit o nou ncercare de calificare. Excepiile sunt urmtoarele: o schimbare de la o srm electrod plin 135 la o srm electrod tubular cu miez metalic 138 sau invers nu necesit o recalificare (a se vedea tabelul 4); sudarea cu 141, 143 sau 145 calific pentru 141, 142, 143 i 145 dar 142 calific numai pentru 142. Totodat se permite ca un sudor s fie calificat pentru dou sau mai multe procedee de sudare, sudnd o singur prob (mbinare prin mai multe procedee) sau dou sau mai multe probe separate. Domeniile de calificare referitoare la adncimea de ptrundere pentru fiecare procedeu de sudare utilizat i pentru mbinri prin mai multe procedee n cazul sudurilor cap la cap (cu ptrundere complet) sunt date n tabelul 1 (a se vedea i tabelul 4). Tabelul 1 Domeniul de grosimi pentru mbinri cap la cap printr-un singur procedeu i prin mai multe procedee
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 20/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
Tipul produsului ncercarea de calificare trebuie efectuat pe tabl sau eav. Sunt aplicabile urmtoarele criterii: Sudurile pe probe cu diametrul exterior al evii D > 25 mm acoper sudurile pe table; Sudurile pe probe din table acoper sudurile pe evi cu diametrul exterior al evii D 150 mm, pentru poziiile de sudare PA, PB i PC, n conformitate cu domeniul de calificare al tabelului 8; Sudurile pe probe din table acoper sudurile pe evi cu diametrul exterior al evii D 500 mm pentru toate poziiile de sudare. Tipul sudurii ncercarea de calificare trebuie efectuat pe sudur cap la cap sau pe sudur n col. Sunt aplicabile urmtoarele criterii: sudurile cap la cap acoper sudurile cap la cap din orice tip de mbinare cu excepia racordurilor (a se vedea i 5.4 d)); sudurile cap la cap nu calific sudurile n col sau invers; atunci cnd un sudor este calificat prin ncercare pe sudur cap la cap, poate fi sudat o prob suplimentar cu sudur n col, care trebuie s fie din tabl cu grosimea minim de 10 mm i realizat utiliznd un singur strat n poziia PB. Pentru aceast ncercare suplimentar, sudorul trebuie s devin calificat pentru toate sudurile n col din domeniul de calificare pentru suduri cap la cap; sudurile cap la cap pe evi calific racordurile la un unghi 60 i acelai domeniu de calificare ca i cel din tabelele 1 pn la 8. Pentru o sudur de racord, domeniul de calificare se bazeaz pe diametrul exterior al evii racordului; n cazul aplicaiilor unde tipul sudurii nu poate fi calificat printr-o ncercare pe sudur cap la cap sau n col, pentru calificarea sudorului ar trebui utilizat o prob specific, de exemplu un racord.
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 21/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Grupe de materiale Grupe de oeluri ale materialelor de baz n vederea reducerii numrului de ncercri de calificare, materialele cu caracteristici de sudare similare sunt grupate conform CEN ISO/TR 15608. NOT n CEN ISO/TR 20172, CEN ISO/TR 20173 i CEN ISO/TR 20174 sunt date exemple de materiale de baz n conformitate cu sistemul de grupare din CEN ISO/TR 15608. Domeniu de calificare Sudarea oricrui metal dintr-o grup de materiale confer sudorului calificarea pentru sudarea tuturor celorlalte metale din aceeai grup de materiale, precum i a altor grupe de materiale n conformitate cu tabelul 2. n cazul sudrii materialelor de baz care nu fac parte din sistemul de grupare, este cerut o ncercare de calificare separat. Calificarea mbinrilor din metale diferite: Atunci cnd se utilizeaz metale de adaos din grupele de materiale 8 sau 10 (a se vedea tabelul 2), sunt acoperite toate combinaiile grupei de materiale 8 sau 10 cu alte grupe de materiale. O ncercare de calificare efectuat pe grupe de materiale trase acord calificarea pentru materialele turnate i o combinaie de materiale turnate i trase din cadrul aceleiai grupe de materiale Tabelul 2 Domeniul de calificare pentru materialul de baz Materiale de adaos
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 22/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
Dimensiuni ncercarea de calificare a sudorului pentru suduri cap la cap se bazeaz pe grosimea materialului i diametrele exterioare ale evilor. Domeniile de calificare sunt specificate n tabelele 5 i 6. NOT - Nu este necesar msurarea precis a grosimii materialului sau a diametrelor exterioare ale evilor, ci ar trebui aplicat mai degrab filosofia general care st n spatele valorilor din tabelele 4 i 5. Pentru suduri n col, domeniul de calificare pentru grosimea materialului este specificat n tabelul 7. n cazul probelor avnd diametre exterioare ale evilor diferite i grosimi ale metalului depus diferite, sudorul este calificat pentru: grosimile calificate ale metalului depus i/sau metalului de baz, de la cea mai mic pn la cea mai mare (conform tabelului 5); i diametrele calificate, de la cel mai mic pn la cel mai mare (conform tabelului 6).
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 23/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
Poziii de sudare Domeniul de calificare pentru fiecare poziie de sudare este dat n tabelul 8. Poziiile de sudare i simbolurile fac referire la EN ISO 6947. Probele trebuie sudate n conformitate cu poziiile pentru ncercare conform EN ISO 6947. Sudarea a dou evi cu acelai diametru exterior, una n poziia de sudare PH i cealalt n poziia de sudare PC, acoper i domeniul de calificare al unei evi sudate n poziia de sudare HL045. Sudarea a dou evi cu acelai diametru exterior, una n poziia de sudare PJ i cealalt n poziia de sudare PC, acoper i domeniul de calificare al unei evi sudate n poziia de sudare J-L045. Diametrele exterioare ale evilor D 150 mm pot fi sudate n dou poziii de sudare (PH sau PJ pe 2/3 din circumferin, PC pe 1/3 din circumferin) utiliznd o singur prob.
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 24/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
Detalii referitoare la sudare Domeniile de calificare n funcie de detaliile referitoare la sudare sunt indicate n tabelele 9 i 10. n cazul sudrii cu procedeul 311, o schimbare din sudare spre dreapta n sudare spre stnga i invers cere o nou ncercare de calificare.
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 25/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei
Perioad de valabilitate Calificarea iniial Calificarea unui sudor ncepe de la data sudrii probei(lor). Aceasta se aplic n msura n care ncercrile cerute au fost efectuate i rezultatele ncercrilor au fost acceptabile. Confirmarea valabilitii Certificatul de calificare a sudorului emis este valabil pentru o perioad de doi ani. Aceasta sub rezerva c coordonatorul sudrii sau personalul responsabil al angajatorului poate confirma c sudorul a lucrat n domeniul de calificare iniial. Acest lucru trebuie confirmat la fiecare ase luni i poate fi utilizat o semntur electronic. Prelungirea calificrii Certificatul de calificare a sudorului conform acestui standard se poate prelungi la fiecare doi ani de ctre un examinator/organism de organizare. nainte de prelungirea certificatului, este necesar satisfacerea cerinelor de la 9.2 i confirmarea urmtoarelor condiii: a) Toate nregistrrile i dovezile utilizate pentru susinerea prelungirii trebuie s fie trasabile pentru sudor i s identifice WPS (WPS-urile) utilizat(e) n producie. b) Dovezile utilizate pentru susinerea prelungirii trebuie s fie de natur volumic (examinare radiografic sau cu ultrasunete) sau, n cazul ncercrilor distructive (rupere sau ndoire), trebuie s fie realizate pe dou suduri n cursul ultimelor ase luni. Dovezile referitoare la prelungire trebuie pstrate minimum doi ani. c) Sudurile trebuie s satisfac nivelurile de acceptare a imperfeciunilor specificate n articolul 7. d) Rezultatele ncercrilor menionate la 9.3 b) trebuie s demonstreze c sudorul a reprodus condiiile ncercrii iniiale, cu excepia grosimii i a diametrului exterior al evii. Certificat Trebuie s se verifice dac sudorul a trecut cu succes ncercarea de calificare. Toate variabilele eseniale trebuie s fie nregistrate n certificat. Dac proba(ele) nu satisface(satisfac) oricare dintre ncercrile cerute, nu se elibereaz nici un certificat. Certificatul trebuie emis sub unica responsabilitate a examinatorului sau organismului de examinare i trebuie s conin toate informaiile detaliate n anexa A. Se recomand utilizarea anexei A ca model de certificat de calificare a sudorului. Dac se utilizeaz orice alt model de certificat de calificare a sudorului, acesta trebuie s conin toate informaiile cerute n anexa A. n general, trebuie s fie eliberat un certificat de calificare a sudorului separat pentru fiecare prob. n cazul cnd se sudeaz mai multe probe, poate fi emis un certificat de calificare a sudorului unic, combinnd domeniile de calificare ale probelor individuale. Toate variabilele eseniale pentru toate probele trebuie s fie nregistrate pe certificatul combinat. n acest caz, numai una dintre urmtoarele variabile eseniale poate fi diferit, cu excepia cazurilor menionate n 5.7. Tipul sudurii; Poziia de sudare; Grosimea materialului. Nu se admite modificarea altor variabile eseniale. M4/Fabricaie i Aplicaii Inginereti 2012 ASR Cap. 4.2 P.enchea M 4 26/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Se recomand emiterea certificatului de calificare a sudorului n cel puin una din limbile englez, francez sau german, n combinaie cu orice alt limb, dac este necesar. Examinarea cunotinelor profesionale (a se vedea anexa A) trebuie notat cu Acceptat sau Neverificat. Certificat de calificare a sudorului Notare (notri): ......................................................................................... ......................................................................................... WPS Referin: Examinator sau organism de examinare - Numr de referin: Numele sudorului: Identificare: Metoda de identificare: Fotografie Data i locul naterii: (dac se cere) Angajator: Cod/Standard de ncercare: Prob suplimentar cu sudur n col: da / nu (se terge meniunea inutil) Cunotine profesionale: Acceptabil/Neverificat (se terge meniunea inutil) Prob Domeniu de calificare Procedeu(e) de sudare Tipul produsului (tabl sau eav) Tipul sudurii Grupa(ele) de materiale Material de adaos (Notare) Gaz de protecie -----------------------Materiale auxiliare (de -----------------------exemplu, gaz de protecie la rdcin) Grosimea materialului (mm) Diametrul exterior al evii (mm) Poziia de sudare Detalii referitoare la sudare Tipul ncercrii Efectuat i Neverificat Numele examinatorului acceptat sau organismului de examinare: Examinare vizual Locul, data i semntura Examinare radiografic examinatorului sau Incercare de rupere organismului de Incercare la ndoire examinare: Incercare la traciune pe Data sudrii: epruvete cu cresttur Valabilitatea calificrii Examinare macroscopic pn la: Confirmarea valabilitii de ctre angajator/coordonatorul sudrii pentru urmtoarele 6 luni (a se referi la 9.2) Semntura Funcia sau titlul Data
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 27/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Prelungirea calificrii de ctre examinator sau organismul de examinare pentru urmtorii 2 ani (a se referi la 9.3) Semntura Funcia sau titlul Data
Notare Notarea unei calificri a sudorului trebuie s conin elementele urmtoare n ordinea dat (sistemul este astfel conceput nct s poat fi utilizat pentru informatizare): a) numrul acestui standard; b) variabilele eseniale; c) procedeele de sudare: a se referi la 4.2, 5.2 i EN ISO 4063; d) tipul produsului: tabl (P), eav (T), a se referi la 4.3.1 i 5.3; e) tipul sudurii: sudur cap la cap (BW), sudur n col (FW), a se referi la 5.4; f) grupa de materiale: a se referi la 5.5; g) materialele de adaos: a se referi la 5.6; h) dimensiunile probei: grosimea materialului t i diametrul exterior al evii D, a se referi la 5.7; i) poziiile de sudare: a se referi la 5.8 i EN ISO 6947; j) detaliile referitoare la sudare: a se referi la 5.9. Tipul gazului de protecie la faa sudurii i la rdcin nu trebuie ncorporat n notare, dar trebuie s fie inclus n certificatul de calificare a sudorului. Exemple de notare Exemplul 1 Calificarea sudorului I) Explicaie III) Procedeu sudare
EN 287-1 135 P FW 1.2 S t10 PB ml II) Domeniu calificare srm V) 135, 138 de
de IV)
Sudare MAG electrod plin
cu
VII) Forma produsului XI) Tipul sudurii
VIII) Tabl XII) Sudur n col
XV) Grupa de materiale XVI) Grupa de materiale 1.2: Limita conform CR ISO de curgere 15608 275 N/mm2 < ReH 360 N/mm2 XIX) XX) Srm electrod plin aterial de adaos XXIII) XXIV) Grosimea materialului: 10 rosime mm XXVII) oziia de sudare XXXI) etalii referitoare la sudare XXVIII) Orizontal cu perete vertical (sudur n col) XXXII) Straturi multiple
IX) P T: D 150 mm XIII) W XVII) 1.1, 1.2, 1.4
XXI) ,M XXV) 3 mm XXIX) A, PB XXXIII) l, ml
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 28/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Exemplul 2 Calificarea sudorului
EN 287-1 136 P BW 1.3 B t15 PE ss nb
Exemplul 3 Calificarea sudorului
EN 287-1 141 T BW 8 S t3.6 D60 PH ss nb
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 29/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Exemplul 4 Calificarea sudorului Calificarea sudorului
EN 287-1 111 P BW 2 B t13 PA ss nb EN 287-1 111 P FW 2 B t13 PB ml
Exemplul 5 Calificarea sudorului
EN 287-1 141/135 T BW 1.2 S t20(5/15) D200 PA ss nb
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 30/ 31
Curs de Inginer Sudor International/European IWE/EWE
4.2 Controlul calitii n timpul fabricaiei Exemplul 6 Calificarea sudorului Calificarea sudorului
EN 287-1 141 T BW 10 S t8.0 D100 H-L045 ss nb EN 287-1 141 T BW 10 S t1.2 D 16 H-L045 ss nb
Exemplul 7 Calificarea sudorului Calificarea sudorului
EN 287-1 141 T BW 5 S t5.0 D60 PH ss nb EN 287-1 141 T BW 5 S t5.0 D60 PC ss nb
M4/Fabricaie i Aplicaii Inginereti
2012 ASR
Cap. 4.2
P.enchea
M 4 31/ 31
S-ar putea să vă placă și
- Cerintele Iso 3834Document20 paginiCerintele Iso 3834Dan DumbravescuÎncă nu există evaluări
- SR en Iso 3834-1-2006Document9 paginiSR en Iso 3834-1-2006Daneea AlbastruÎncă nu există evaluări
- Procedura de Lucru Pentru o Operatie de Sudare Cu Electrod Invelit A OtelurilorDocument7 paginiProcedura de Lucru Pentru o Operatie de Sudare Cu Electrod Invelit A OtelurilorGeorge Duma100% (1)
- Capitolul 4Document16 paginiCapitolul 4Alin TănăsescuÎncă nu există evaluări
- Iso 9606Document78 paginiIso 9606AndreeaAndriescuÎncă nu există evaluări
- Coordonarea SudariiDocument3 paginiCoordonarea Sudariidneprmt1100% (1)
- D SavuDocument13 paginiD Savunightmareo6Încă nu există evaluări
- UCG3 Cerinte de Calitate La SudareDocument12 paginiUCG3 Cerinte de Calitate La SudareIoan StoiaÎncă nu există evaluări
- Standard 287 Calificarea SudorilorDocument27 paginiStandard 287 Calificarea SudorilorNicu Dan PopÎncă nu există evaluări
- WPARDocument4 paginiWPARMarian SandulescuÎncă nu există evaluări
- Remanierea Defectelor Din Subansamblele SudateDocument8 paginiRemanierea Defectelor Din Subansamblele SudateVasile TomsaÎncă nu există evaluări
- Standarde Pentru SuduraDocument1 paginăStandarde Pentru SuduraVirginia Elena IordacheÎncă nu există evaluări
- Fișa WPS - Sudură MAGDocument2 paginiFișa WPS - Sudură MAGClauÎncă nu există evaluări
- 'Specificatia Procedurii de Sudare (WPS) Nr.1004/2019Document2 pagini'Specificatia Procedurii de Sudare (WPS) Nr.1004/2019Andrei UrsacheÎncă nu există evaluări
- 'Specificatia Procedurii de Sudare (WPS) Nr.1000/2019Document1 pagină'Specificatia Procedurii de Sudare (WPS) Nr.1000/2019Andrei UrsacheÎncă nu există evaluări
- Determinarea Temperaturii de PreincalzireDocument5 paginiDeterminarea Temperaturii de Preincalziredanut_savuÎncă nu există evaluări
- Defecte de SudareDocument8 paginiDefecte de Sudarethedrummer2050% (2)
- Calificarea Sudorilor 287 1Document14 paginiCalificarea Sudorilor 287 1c_e_z_a_rÎncă nu există evaluări
- Fisurarea SudurilorDocument25 paginiFisurarea Sudurilorraresh18Încă nu există evaluări
- Fisa Tehnologica 3Document1 paginăFisa Tehnologica 3Stefan DanielÎncă nu există evaluări
- 4.1 Introducere in Asigurarea Calitatii in Fabricatia Prin SudareDocument17 pagini4.1 Introducere in Asigurarea Calitatii in Fabricatia Prin Sudareraresh18Încă nu există evaluări
- Specificatia Procedurii de SudareDocument15 paginiSpecificatia Procedurii de SudareCatalin CiocarlanÎncă nu există evaluări
- Tehnologia de SudareDocument18 paginiTehnologia de Sudareiana2525Încă nu există evaluări
- Revista Sudura 1 - 2013Document44 paginiRevista Sudura 1 - 2013Radu IuliaÎncă nu există evaluări
- Cap 4.1 IWE NouDocument28 paginiCap 4.1 IWE NouValentin RadulescuÎncă nu există evaluări
- Lucrare Examinare Vizuala GRILA Corect 23.05.2012Document8 paginiLucrare Examinare Vizuala GRILA Corect 23.05.2012SENIORZEUS100% (1)
- 3.5 Comportarea Structurilor Sudate La Diferite SolicitariDocument10 pagini3.5 Comportarea Structurilor Sudate La Diferite SolicitariCosmin Ionut GulieÎncă nu există evaluări
- 2.8 Oteluri Nealiate Si Oteluri Carbon-Mangan PDFDocument6 pagini2.8 Oteluri Nealiate Si Oteluri Carbon-Mangan PDFLucian HoudiniÎncă nu există evaluări
- Simboluri de Sudura Conform SR en 22553Document6 paginiSimboluri de Sudura Conform SR en 22553florinÎncă nu există evaluări
- 1.calificarea Personalului SudorDocument31 pagini1.calificarea Personalului SudorBogdan Florin FratilaÎncă nu există evaluări
- Model WPSDocument2 paginiModel WPSAndreea A. JitianuÎncă nu există evaluări
- 12-Fisa Sudura Conducte Otel CarbonDocument3 pagini12-Fisa Sudura Conducte Otel CarbonGabriela AxinteÎncă nu există evaluări
- Din en Iso 9606-1-2013-Rom.Document44 paginiDin en Iso 9606-1-2013-Rom.anon_959755228100% (2)
- SUDURADocument13 paginiSUDURAiulicu_bv100% (2)
- Model Intocmire Proceduri - Dupa ISO 9001Document9 paginiModel Intocmire Proceduri - Dupa ISO 9001Eugen Nistor100% (1)
- Asamblarea Prin SudareDocument18 paginiAsamblarea Prin SudareValeria Iorgulis100% (1)
- Wps 3str-114 - Inox ModelDocument1 paginăWps 3str-114 - Inox ModelAndrei UrsacheÎncă nu există evaluări
- Carte SuduraDocument24 paginiCarte SuduraMinca AndreiÎncă nu există evaluări
- Dokumen - Tips - Specificatia Procedurii de Sudare PDFDocument2 paginiDokumen - Tips - Specificatia Procedurii de Sudare PDFnedvarÎncă nu există evaluări
- WPS Nr. 135Bg5PA-TTDocument1 paginăWPS Nr. 135Bg5PA-TTVasile TomsaÎncă nu există evaluări
- Cap 1.carometDocument41 paginiCap 1.carometIulian OlaruÎncă nu există evaluări
- Tehnologia Sudarii Prin TopireDocument10 paginiTehnologia Sudarii Prin TopireTara SalasÎncă nu există evaluări
- Standarde SudareDocument11 paginiStandarde SudareZAHADUM100% (1)
- Sudarea DuplexDocument23 paginiSudarea DuplexCristi OgaruÎncă nu există evaluări
- Procedura Operationala A Ghidului de SudareDocument16 paginiProcedura Operationala A Ghidului de SudareVitelariu Leonard100% (1)
- Capitolul 15 - Defecte de SudareDocument23 paginiCapitolul 15 - Defecte de Sudaretanase_v100% (7)
- Procedura - Sudare WIGDocument8 paginiProcedura - Sudare WIGAlexandra Elena IlincaÎncă nu există evaluări
- Pregatirea Suprafetei Pentru MetalDocument15 paginiPregatirea Suprafetei Pentru MetalCalugar TeodorÎncă nu există evaluări
- Cercetari Privind Sudabilitatea Aliajelor de Aluminiu 3Document29 paginiCercetari Privind Sudabilitatea Aliajelor de Aluminiu 3tavipodeaÎncă nu există evaluări
- 123311765-Sudura 1 PDFDocument4 pagini123311765-Sudura 1 PDFCatalin Gabriel MirceaÎncă nu există evaluări
- Operatii Pregatitoare in Vederea Realizarii Structurii SudateDocument5 paginiOperatii Pregatitoare in Vederea Realizarii Structurii SudateAndrei PopescuÎncă nu există evaluări
- CS Instalatii Utilizare Gaze Naturale Model IDocument4 paginiCS Instalatii Utilizare Gaze Naturale Model ICsaba Farkas0% (1)
- PWPS WPS09CMSDocument2 paginiPWPS WPS09CMSStefanArtemonMocanuÎncă nu există evaluări
- Tevi Pentru Constructii en 10219-1-TtDocument4 paginiTevi Pentru Constructii en 10219-1-TtGaina IOnutÎncă nu există evaluări
- Cap 4.3 IWE NouDocument17 paginiCap 4.3 IWE NouValentin RadulescuÎncă nu există evaluări
- Cap 4.6 IWSDocument8 paginiCap 4.6 IWSValentin RadulescuÎncă nu există evaluări
- 4.2 Controlul Calitatii in Timpul Fabricatiei.I BANDocument10 pagini4.2 Controlul Calitatii in Timpul Fabricatiei.I BANraresh18Încă nu există evaluări
- Iso TS 16949 - 2002Document40 paginiIso TS 16949 - 2002Stanescu RazvanÎncă nu există evaluări
- Mecanic AutoDocument25 paginiMecanic AutoNita Sebastian100% (1)
- Cap 5-Standarde, Grafica Si Tehnica InteligentaDocument8 paginiCap 5-Standarde, Grafica Si Tehnica InteligentaPride91Încă nu există evaluări
- Logistica Industriala CursDocument125 paginiLogistica Industriala CursTara Salas50% (2)
- Luc Benoiste - Semne, Simboluri Si MituriDocument57 paginiLuc Benoiste - Semne, Simboluri Si MituriRaluca DeleanuÎncă nu există evaluări
- Lichide Magnetice - 1Document93 paginiLichide Magnetice - 1danut_savuÎncă nu există evaluări
- Determinarea Temperaturii de PreincalzireDocument5 paginiDeterminarea Temperaturii de Preincalziredanut_savuÎncă nu există evaluări