Documente Academic
Documente Profesional
Documente Cultură
Desen Tehnic IEI IFR 2010
Încărcat de
Prelipceanu IulianTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Desen Tehnic IEI IFR 2010
Încărcat de
Prelipceanu IulianDrepturi de autor:
Formate disponibile
Universitatea Dunrea de Jos
DESEN TEHNIC
Mdlina Alice RUS
Departamentul pentru nvmnt la Distan i cu Frecven Redus Galai 2010
Departamentul pentru nvmnt la Distan i cu Frecven Redus Facultatea de Mecanic Specializarea: Inginerie economic industrial Anul de studii: I
Introducere
INTRODUCERE
Desenul tehnic este una din cele mai importante discipline ce fundamenteaz pregtirea viitorilor ingineri pentru desfurarea activitilor de concepie, de proiectare i execuie n construcia de maini. Aceast disciplin folosete cunotinele de baz din geometria descriptiv, dar i cunotine de tehnologia materialelor i tehnologie de fabricaie. Desenul tehnic este reprezentarea grafic plan a unui obiect pe baza unor norme i reguli stabilite n acest scop. Lucrarea prezint principalele standarde i reguli utilizate n domeniul reprezentrii obiectelor din spaiu pe unul sau mai multe plane de proiecie. Lucrarea se adreseaz studenilor din anul I, nvtmnt cu frecven redus, specializrile Inginerie Economic i Ingineria i Protecia Mediului n Industrie, n a cror plan de nvmnt este inclus aceast disciplin fundamental. n prima parte sunt prezentate noiunile de baz privind reprezentarea prin vederi, seciuni i cotarea obiectelor precum i cteva elemente privind nscrierea pe desene a strii suprafeelor i a abaterilor de prelucrare. Partea a doua se refer la reprezentarea i cotarea organelor de maini utilizate la realizarea asamblrilor, terminnd cu reprezentarea principalelor asamblri demontabile i nedemontabile utilizate n construcia de maini. La baza elaborrii lucrrii au stat standardele din domeniu, normele ISO i o serie de lucrri din literatura de specialitate. Noiunile teoretice sunt nsoite de aplicaii propuse spre rezolvare.
Autoarea
Desen Tehnic
Desen Tehnic
Dispunerea proieciilor
CAPITOLUL 1 - DISPUNEREA PROIECIILOR
1.1. Reguli generale STAS 614-76
Desenul tehnic industrial folosete ca metod de reprezentare proiecia cilindric ortogonal pe dou sau mai multe plane de proiecie cu scopul de a se obine imagini nedeformate a tuturor dimensiunilor. Pentru obiectele de complexitate mare, cnd proieciile pe dou sau trei plane de proiecie nu redau imaginea complet a obiectului, se recurge la proiecia pe mai multe plane, care formeaz aa-numitul cub de proiecie. Obiectul se consider introdus n interiorul acestui cub imaginar, iar proieciile se obin pe feele interioare ale acestuia (fig.1.1).
Fig. 1.1 Trecerea de la dispunerea spaial la cea plan se realizeaz prin rabaterea feelor cubului de proiecie, pe planul vertical, obinnduse ase proiecii, n coresponden (fig.1.2), dup cum urmeaz: 1 vederea din fa, dup direcia A, se obine pe planul vertical din spate; este numit i proiecie principal, ea cuprinznd cele mai multe detalii de form i dimensiuni ale obiectului; 2 vederea de sus, dup direcia B, se obine pe planul orizontal inferior i se amplaseaz sub proiecia principal; 3 vederea din stnga, dup direcia C, se obine pe planul lateral din dreapta i se amplaseaz n dreapta proieciei principale; 4 vederea din dreapta, dup direcia D, se obine pe planul lateral din stnga i se amplaseaz n stnga proieciei principale; 5 vederea de jos, dup direcia E, se obine pe planul orizontal superior i se amplaseaz deasupra proieciei principale;
Desen Tehnic
Dispunerea proieciilor
6 vederea din spate, dup direcia F, se obine pe planul vertical din fa i se amplaseaz n dreapta sau stnga proieciei principale dup proiecia C, respectiv D.
E
Fig. 1.2 Piesele care pot fi utilizate n orice poziie (uruburi, piulie, tifturi, arbori, axe, tije etc.) se reprezint de regul n poziia de prelucrare (sau de asamblare), adic cu axa orizontal. n cele mai multe cazuri, la reprezentarea unui obiect sunt suficiente una, dou sau trei proiecii, respectiv dup direciile A, B i C.
1.2. Metode de dispunere a proieciilor
Conform STAS 614-76, dup modul de amplasare al proieciilor fa de proiecia principal, se cunosc dou metode i anume: - metoda E, european, prezentat n fig.1.2; - metoda A, american, prezentat n fig.1.3. Simbolurile grafice de identificare pentru cele dou metode (fig.1.4) se amplaseaz pe desen numai dac este strict necesar, n stnga sau n interiorul indicatorului.
Metoda E Metoda A
Fig. 1.4
Desen Tehnic
Dispunerea proieciilor
Fig. 1.3
1.3. Excepii de la dispunerea normal a proieciilor
Se admit abateri de la dispunerea normal a proieciilor n urmtoarele cazuri: - cnd obiectul are unele pri nclinate fa de planele de proiecie; - pentru a reprezenta anumite detalii de form i pentru o mai bun claritate a desenului, precum i pentru utilizarea raional a cmpului desenului. n aceste cazuri direciile de proiectare se indic prin cte o sgeat deasupra creia se scrie litera de identificare a vederii, liter care se trece i deasupra proieciei corespunztoare (fig.1.5). n cazul proieciilor reprezentate rotit lng litera de identificare, se reprezint i un simbol.
Fig. 1.5
Desen Tehnic
Dispunerea proieciilor
Teme propuse S se reprezinte n 3 proiecii ortogonale (vedere din fa, vedere de sus, vedere din stnga) obiectele din figurile urmtoare. (Sgeata indic direcia de proiecie pentru vederea din fa).
Desen Tehnic
Vederi, seciuni, rupturi
CAPITOLUL 2 - VEDERI, SECIUNI, RUPTURI
2.1 Reprezentarea vederilor 2.1.1 Generaliti
Vederea este reprezentarea n proiecie ortogonal pe un plan a unui obiect nesecionat. Ea conine conturul aparent al obiectului, muchiile i liniile de intersecie vizibile (muchii reale), muchiile fictive, linii de ax, muchii acoperite (fig.2.1).
muchii reale
muchie fictiva
muchii acoperite
linii de axa
Fig. 2.1 Muchia real este linia care separ formele geometrice simple ce intr n componena unei piese. Se traseaz cu linie continu groas (tip A). Muchia fictiv este intersecia imaginar a suprafeelor piesei racordate prin rotunjire. Se traseaz cu linie continu subire (tip B), care nu atinge muchiile reale din vecintate. Dac prin proiecia unei suprafee nclinate, rezult dou muchii fictive concentrice (fig.2.2) sau paralele (fig.2.3) foarte apropiate, se reprezint numai una din cele dou muchii i anume cea corespunztoare grosimii mai mici a piesei. Liniile de ax (axele de simetrie ale piesei sau ale formelor geometrice care compun piesa) se traseaz cu linie punct subire (tip G). Muchiile acoperite se traseaz (numai dac este necesar pentru nelegerea formei obiectului) cu linie ntrerupt subire sau groas (tip E, F) (fig.2.2).
Fig. 2.2
Fig. 2.3
Desen Tehnic
Vederi, seciuni, rupturi
Principalele reguli de reprezentare pentru vederi, seciuni i rupturi sunt cuprinse n STAS 105-87.
2.1.2. Clasificarea vederilor
n funcie de direcia de proiecie, vederile se clasific n: a) vedere obinuit, dac este obinut dup una din direciile de proiecie cuprins n STAS 614-76 (fig.2.2); b) vedere particular, dac este obinut dup alt direcie de proiecie dect cele din STAS 614-76 (fig.1.5 vederea din A). n funcie de proporia n care se face reprezentarea obiectului, vederile se clasific n: a) vedere complet, dac n proiecia respectiv obiectul este reprezentat n ntregime n vedere (fig.2.4); b) vedere parial, dac n proiecia respectiv numai o parte a obiectului este reprezentat n vedere, limitat prin linie de ruptur (fig.2.3, 2.5);
Fig. 2.4
Fig. 2.5 c) vedere local, dac n proiecia respectiv, numai un element simetric al obiectului este reprezentat n vedere, fr linii de ruptur (fig.2.6, 2.7). Vederile locale se amplaseaz dup metoda A (american).
Desen Tehnic
10
Vederi, seciuni, rupturi
Fig. 2.6
Fig. 2.7
2.1.3. Reguli pentru reprezentarea vederilor
Pentru a putea identifica uor pe desene feele plane ale unor corpuri (paralelipipede, trunchiuri de piramid), precum i poriunile de cilindri teite plan i avnd form de patrulater, se reprezint cu linie continu subire diagonalele acestor suprafee (fig. 2.8, 2.9).
Fig. 2.8
Fig. 2.9
Suprafeele striate, ornamentate mrunt i uniform se reprezint n vedere, cu relieful numai pe o mic poriune a conturului (fig.2.10, 2.11).
Fig. 2.10
Fig. 2.11
Desen Tehnic
11
Vederi, seciuni, rupturi
Conturul iniial al unui obiect (de exemplu nainte de fasonare) se reprezint cu linie-dou puncte subire (fig.2.12).
Fig. 2.12
Fig. 2.13
Cnd la scara desenului, o anumit poriune nu este suficient de clar, se utilizeaz reprezentarea n detaliu (fig.2.13). Aceasta se ncadreaz ntr-un cerc sau dreptunghi trasat cu linie continu subire i se reprezint la o scar de mrire, n vedere sau seciune. Detaliul se limiteaz cu linie de ruptur (sau nu) i poate cuprinde amnunte nereprezentate n poriunea din care provine. Elementele repetitive (guri, danturi, uruburi, piulie) pot fi reprezentate complet o singur dat n totalitate, n poziii extreme (fig.2.14) sau pe o mic poriune (fig.2.15), restul elementelor fiind reprezentate simplificat. Numrul, forma i poziia elementelor se coteaz sau se indic n cmpul desenului.
Fig. 2.14
Fig. 2.15
2.2. Reprezentarea seciunilor 2.2.1. Generaliti. Clasificarea seciunilor
Pentru reprezentarea unui desen ce reprezint o pies cu unul sau mai multe goluri de-a lungul axelor sau paralele cu acestea, se folosete reprezentarea n seciune pe unul, dou sau mai multe plane de proiecie ale sistemului ortogonal de reprezentare. Seciunea este reprezentarea n proiecie ortogonal pe un plan a obiectului, dup intersectarea acestuia cu o suprafa fictiv de secionare i ndeprtarea imaginar a prii obiectului aflat ntre observator i suprafaa respectiv. Seciunile se clasific: Dup modul de reprezentare, n:
Desen Tehnic
12
Vederi, seciuni, rupturi
a) seciune propriu-zis, dac se reprezint numai figura rezultat prin intersectarea obiectului cu suprafaa de secionare (fig.2.16);
Fig. 2.16 b) seciune cu vedere, dac se reprezint att seciunea propriuzis, ct i n vedere, partea obiectului aflat n spatele suprafeei de secionare (fig.2.17).
Fig. 2.17 Dup poziia suprafeei de secionare fa de planul orizontal de proiecie, n: a) seciune orizontal, dac B-B suprafaa de secionare este un plan de nivel (fig.2.18, seciunea A-A); b) seciune vertical, dac suprafaa de secionare este un plan de front (fig.2.18, seciunea B-B); c) seciune particular, dac suprafaa de secionare are o poziie oarecare fa de planele de proiecie. Dup poziia suprafeei de Fig. 2.18 secionare fa de axa principal a obiectului, n: a) seciune longitudinal, dac suprafaa de secionare conine sau este paralel cu aceast ax (fig.2.7); b) seciune transversal, dac suprafaa de secionare este perpendicular pe aceast ax (fig.2.16, 2.17). Dup forma suprafeei de secionare, n: a) seciune plan, dac suprafaa de secionare este un plan (fig.2.18);
13
Desen Tehnic
Vederi, seciuni, rupturi
b) seciune frnt, dac suprafaa de secionare este format din dou sau mai multe plane consecutiv concurente sub un unghi diferit de 900 (fig.2.19, 2.20).
Fig. 2.19
Fig. 2.20
c) seciune n trepte, dac suprafaa de secionare este format din dou sau mai multe plane paralele (fig.2.21); d) seciune cilindric, dac suprafaa de secionare este cilindric, iar seciunea este desfurat pe unul din planele de proiecie (fig.2.22).
Fig. 2.21
Fig. 2.22
Dup proporia n care se face secionarea obiectului, n: a) seciune complet, dac n proiecia respectiv obiectul este reprezentat n ntregime n seciune (fig.2.18); b) seciune parial, dac n proiecia respectiv numai o parte a obiectului este reprezentat n seciune, separat de restul obiectului printr-o linie de ruptur (fig.2.9); c) jumtate vedere jumtate seciune, pentru obiectele simetrice (fig.2.23 a, b, c).
Desen Tehnic
14
Vederi, seciuni, rupturi
Fig. 2.23 Seciunile propriu-zise se clasific, dup modul lor de amplasare, n: a) seciuni amplasate conform dispunerii proieciilor STAS 614-76 (fig.2.24), n succesiune;
Fig. 2.24 b) seciuni suprapuse (fig.2.25) care se reprezint peste vedere, cu linie continu subire; c) seciuni intercalate (fig.2.26) amplasate n intervalul de ruptur al obiectului pe poriunea unde forma seciunii este constant;
Fig. 2.25 Fig. 2.26 d) seciuni deplasate (fig.2.27) amplasate deasupra sau sub proiecia n vedere, cu una din axe pe direcia planului fictiv de secionare.
Desen Tehnic
15
Vederi, seciuni, rupturi
Fig. 2.27 Seciunile succesive propriu-zise sau cu vedere pot fi dispuse n modul cel mai convenabil pentru configuraia obiectului reprezentat.
2.2.2. Reguli de reprezentare a seciunilor
1. Conturul i muchiile reale vizibile din seciune se reprezint cu linie continu groas, cu excepia seciunilor suprapuse (fig.2.25); 2. Suprafeele rezultate prin secionare se haureaz; 3. n cazul seciunilor n trepte, n locul de trecere dintr-un plan n altul, se recomand decalarea haurilor (fig.2.21); 4. Piesele pline cum sunt uruburile, tifturile, niturile, arborii, osiile, precum i bielele, spiele, nervurile se reprezint nesecionate chiar dac axa lor longitudinal se afl n planul de secionare. Nervurile, tablele sau aripile, se reprezint secionate numai n cazul seciunilor transversale. 5. Poriunile seciunilor frnte neparalele cu unul din planele de proiecie se rotesc pn ajung paralele cu planul considerat, pentru ca seciunea s rezulte nedeformat (fig.2.19). Dac partea nclinat este cuprins ntre dou plane paralele, aceasta nu se mai rabate (fig.2.20). 6. Seciunile propriu-zise suprapuse, deplasate sau intercalate, se execut n proiecie vzute din stnga sau de sus (fig.2.27) i fr notarea traseului de secionare. 7. La reprezentarea jumtate vedere jumtate seciune, seciunea se reprezint n dreapta axei, dac axa proieciei este vertical i respectiv sub ax, dac axa proieciei este orizontal (fig.2.23). 8. Traseul de secionare, reprezentnd urma suprafeei de secionare pe planul de proiecie, se reprezint cu linie-punct subire avnd la capete i n locurile de frngere segmente de linii groase. Pe segmentele de la capete se amplaseaz sgei orientate n sensul de privire i respectiv de proiectare (fig.2.23, 2.24) sau de amplasare a proieciei. n dreptul sgeilor i dac este cazul i n locurile de frngere a traseului de secionare, se nscrie litera de identificare a seciunii. Seciunile cu form identic se noteaz cu aceeai liter i se reprezint o singur dat.
Desen Tehnic
16
Vederi, seciuni, rupturi
9. Proieciile reprezentate n poziie rotit sau desfurate se noteaz cu simbolul respectiv, amplasat deasupra proieciei la care se refer (fig.1.5, 2.22).
2.2.3. Reguli de haurare
1. Haurarea suprafeelor secionate se execut conform STAS 104-80, cu linii continue subiri, paralele, echidistante, nclinate la 450 fa de o linie de contur (fig.2.28a), fa de o ax a seciunii (fig. 2.28b) sau fa de liniile chenarului (fig.2.28c).
2.
3. 4.
5.
b) c) Fig. 2.28 Direcia haurilor poate fi spre dreapta sau spre stnga astfel nct s nu coincid cu orientarea liniilor de contur sau a axelor. De aceea se admit haurri sub unghiuri de 300 sau 600, pentru evitarea paralelismelor (fig.2.29). Distana dintre hauri se alege n funcie de mrimea suprafeei haurate i poate fi de minim 1 mm. Direcia i distana dintre hauri se pstreaz aceleai pentru un obiect pe toate reprezentrile acestuia executate pe acelai format. Piesele dintr-un ansamblu care sunt n contact se haureaz cu linii orientate distinct (fig.2.30) sau cu echidistane diferite (fig.2.31).
a)
Fig. 2.29
Fig. 2.30
Fig. 2.31
6. Seciunile obiectelor care au o arie de haurare mare, se pot haura doar pe contur (fig.2.32).
Fig. 2.32
Desen Tehnic
Fig. 2.33
17
Fig. 2.34
Vederi, seciuni, rupturi
7. Seciunile pieselor cu grosime pe desen sub 2 mm se pot nnegri, lsnd ntre seciunile alturate un spaiu de minim 1 mm (fig.2.33). 8. Dac o cot este nscris n zona haurilor, atunci acestea se ntrerup (fig.2.34). n tabelul urmtor este prezentat modul de haurare recomandat pentru diferite tipuri de materiale.
2.3. Reprezentarea rupturilor
Ruptura este reprezentarea n proiecie ortogonal pe un plan a unei piese, aa cum ar arta aceasta dup ce ar fi ndeprtat o parte din ea, separnd aceast parte de restul piesei printr-o linie ondulat subire (tip C). Ruptura se folosete n scopul: - reprezentrii unor detalii interioare, acoperite n vedere (fig.2.16); - reducerii spaiului ocupat de reprezentare pe desen, fr s fie afectat claritatea i precizia acesteia (fig.2.17, 2.26); - detalierii unei pri la o scar de mrire (fig.2.13). Linia de ruptur se execut cu linie continu subire i este ondulat pentru rupturi n piese de orice form i din orice material. Linia de ruptur nu trebuie s coincid cu o muchie sau cu o linie de contur a obiectului sau s fie trasat n continuarea acestora.
Desen Tehnic
18
Vederi, seciuni, rupturi
Teme propuse 1. Pentru obiectele reprezentate n figurile de mai jos, s se determine a treia proiecie (din stnga), vedere sau seciune, dup caz:
A-A
A-A
26
70
28
102
60
36
=
84 26 50 32
38
37 112
17
96
12
16
20
80
76
38
2. S se completeze reprezentrile urmtoare cu seciunile indicate:
A
40 60 22
A
22 10 R11 15 R5 30
R1 6
2gauri20
36
0 3
160
15
40
135
53
33
94
25
30
35 110
16
23
A
30 15
0 R2
60
70
30
30
4 gauri 15
R3 0
R15
210
210
150
50
45
R60
35
R3 0
23 55
23
Desen Tehnic
19
35
12 0
15
15
60
30
45
15
Cotarea desenelor tehnice
CAPITOLUL 3 - COTAREA DESENELOR TEHNICE
3.1 Generaliti
Cotarea este o operaie important n activitatea de proiectare i trebuie s se execute astfel nct s ofere toate datele necesare nelegerii i execuiei obiectului reprezentat. Modul de cotare difer n funcie de destinaie, gradul de detaliere i coninutul obiectului reprezentat. Astfel se pot deosebi desene de studio, de execuie (desen de pies), de operaie, de ansamblu, de montaj etc. n cele ce urmeaz se prezint principalele reguli, metode i principii de cotare a desenelor de piese. Cotarea este operaia de nscriere pe un desen a dimeniunilor formelor geometrice simple din care este alctuit piesa, precum i a celor care stabilesc poziia reciproc a acestora. Dimensiunile nscrise pe desen (cotele) pot rezulta: prin msurarea obiectului existent (n activitatea de relevare), prin calcule, sau sunt alese constructiv (n activitatea de proiectare). Cota este valoarea numeric a dimensiunii elementului cotat, nscris direct pe desen sau printr-un simbol literal, n cazul desenelor care cuprind tabele de dimensiuni. n funcie de rolul pe care l au n definirea unui obiect, cotele (fig.3.1) pot fi: funcionale (F); nefuncionale (NF) sau auxiliare (AUX).
Fig. 3.1 Cota funcional (fig.3.1b i c) este o cot esenial pentru funcionarea obiectului, ea se poate referi la: - dimensiunea unui element funcional, ce are un rol important n asigurarea calitii funcionale a obiectului (de exemplu: un alezaj, un umr de sprijin, o lungime sau diametru de filet .a); - dimensiunea care determin poziia unui element funcional. Cota nefuncional (fig.3.1b i c) este o cot neesenial pentru funcionarea obiectului, dar indispensabil pentru determinarea formei lui; ele servesc pentru executarea i verificarea obiectului reprezentat. Cota auxiliar (fig.3.1b) este o cot ce se indic informativ, n scopul de a prezenta date utile i de a evita unele calcule; ea este necesar pentru executarea i verificarea obiectului i decurge din celelalte cote indicate pe desen. Cota auxiliar se nscrie ntre paranteze i fr tolerane. Regulile de execuie grafic a elementelor cotrii folosite n desenul industrial, respectiv forma, dimensiunile i dispunerea acestora, precum i clasificarea cotelor sunt cuprinse n SR ISO 129:1985.
Desen Tehnic
20
Cotarea desenelor tehnice
3.2 Elementele cotrii
Operaia de cotare se realizeaz folosind urmtoarele elemente (fig.3.2): - liniile ajuttoare;
Fig. 3.2 linia de cot; liniile de indicaie; extremitile liniei de cot i punctul de origine; valoarea propriu-zis a cotei . Liniile ajuttoare se execut cu linie continu subire. Ca linii ajuttoare pot fi folosite liniile de contur sau de ax (fig.3.2). Prelungirile liniilor de cot pot fi folosite ca linii ajuttoare numai n cazul cotrii profilurilor curbe (fig.3.3). -
Fig. 3.3
Fig. 3.4
Liniile ajuttoare trebuie s fie n general perpendiculare pe extremitile elementului cotat, ele trebuie s depeasc punctele necesare pentru determinarea formei geometrice a obiectului i liniile de cot cu 2 . . . 3 mm (fig.3.4).
Desen Tehnic
21
Cotarea desenelor tehnice
Pentru claritatea cotrii, se admite n mod excepional ca liniile ajuttoare s fie trasate nclinat, la aproximativ 600 fa de linia de cot, ns paralele ntre ele (fig.3.5).
Fig. 3.5
Fig. 3.6
Fig. 3.7
Liniile de cot sunt liniile deasupra crora se nscriu cotele respective. Ele se traseaz cu linie continu subire i se dispun paralel cu elementele la care se refer, putnd fi dup caz, drepte, frnte sau sub form de arc de cerc, n cazul cotrii dimensiunilor unghiulare sau a arcelor de cerc (fig.3.6; 3.7; 3.8). Distana dintre dou linii de cot paralele, precum i distana dintre linia de cot i linia de contur, paralel cu aceasta, trebuie s fie de min. 7mm (fig.3.2). Trebuie evitat pe ct posibil intersectarea liniilor de cot ntre ele, precum i intersectarea acestora cu linii de indicaie i linii ajuttoare; n acest scop se recomand dispunerea liniilor de cot n afara conturului proieciilor obiectului reprezentat, n ordinea cresctoare a cotelor. n cazul n care aceast dispunere nu este posibil, liniile de cot nu se ntrerup (fig.3.9).
Fig. 3.8
Fig.3.9
Liniile de contur, de ax, ajuttoare i prelungirile lor nu pot fi utilizate ca linii de cot, cu excepia cotrii conicitilor, nclinrilor i a profilurilor curbe (fig.3.3). Liniile de indicaie se execut cu linie continu subire i, dac este necesar, pot avea un bra de indicaie. n funcie de elementul la care se refer, linia de indicaie se termin n interiorul unui contur printr-un punct nnegrit, pe o linie de contur, printr-o sgeat sau pe o linie de cot, fr punct i fr sgeat (fig.3.10; 3.11; 3.2). Extremitile liniei de cot i punctul de origine Linia de cot trebuie s aib extremitile bine precizate, prin sgeti i sau bare oblice sau dac este cazul, prin indicarea punctului de origine (fig.3.2).
Desen Tehnic
22
Cotarea desenelor tehnice
Fig. 3.10
Fig.3.11
Linia de cot poate fi delimitat la un singur capt prin sgeat, la cellalt rmnnd liber, la cotarea: - razelor de curbur (fig.3.7); - diametrelor, cnd circumferina nu este complet reprezentat n proiecia respectiv (fig.3.12); - obiectelor simetrice i a mai multor elemente simetrice, paralele i succesive (fig.3.13).
Fig. 3.12
Fig. 3.13
Sgeile pot fi executate n urmtoarele variante: - prin dou linii scurte, laturile sgeii formnd un unghi oarecare, cuprins ntre 150 i 900, sgeile fiind nchise sau deschise (fig.3.14 a i b) i, dup caz, nennegrite sau nnegrite (fig.3.14 e i f); - n desenul tehnic se recomand utilizarea sgeii nnegrite cu unghiul de 150 avnd lungimea de 6...8 ori grosimea liniei groase utilizat n desenul respectiv, dar nu mai mic de 2 mm (fig.3.15).
Fig. 3.14
Fig. 3.15
Precizarea extremitii poate fi fcut i printr-o bar oblic trasat la 450 (fig.3.16a) sau indicarea punctului de origine, n cazul cazul cotrii cumulative (fig.3.16b).
Desen Tehnic
23
Cotarea desenelor tehnice
Att laturile sgeii ct i bara oblic trebuie trasate cu linie de grosime mijlocie cu nnegrire pronunat pentru a fi distincte fa de liniile de cot. Punctul de origine se Fig. 3.16 reprezint sub forma unui cerc cu diametre de cca. 3 mm, executat cu linie continu subire (fig.3.16b). n cazul unui spaiu insuficient pe linia de cot, sgeile se orienteaz ctre interiorul intervalului cotat sau pot fi nlocuite prin linii nclinate la 450 sau puncte nnegrite, n care caz sgeile de la extremitile irului de cote trebuie orientate ntotdeauna spre punct (fig.3.17). Pe un acelai desen se foloeste un singur tip de sgeat.
Fig. 3.17
Fig. 3.18
Sgeile trebuie s se sprijine pe liniile de contur, de ax sau ajuttoare aferente. Nu se admite ca sgeile s fie intersectate de alte linii din cmpul desenului cu excepia haurilor. Pentru evitarea unor confuzii, n cazul n care unele linii de contur intersecteaz sgeile unei cote, ele trebuie ntrerupte n corespondena sgeilor (fig.3.18).
3.3 nscrierea valorilor cotelor
Valorile cotelor se scriu cu caractere avnd o dimensiune suficient de mare pentru a se asigura o bun vizibilitate att a desenului original, ct i a reproducerilor. Se recomand nlimea nominal de minimum 3,5 mm. Pe un desen, toate cotele, inclusiv simbolurile, cuvintele i prescurtrile aferente se nscriu utiliznd o singur dimensiune nominal a scrierii i un singur tip de scriere. Toate dimensiunile liniare nscrise pe desen se exprim n milimetri (mm) fr ca simbolul unitii de msur s fie indicat dup cot. Pe acelai desen trebuie folosit o singur metod de cotare. Valorile cotelor se dispun paralel cu liniile de cot, de preferin deasupra i la mijlocul lor, la o distan de cca. 1-2 mm, de acestea (fig.3.19). Valorile trebuie nscrise astfel nct s poat fi citite de jos i din dreapta desenului, n raport cu baza Fig. 3.19 formatului. Valorile nscrise deasupra liniilor de cot oblice trebuie s aib orientarea din figura 3.20; se va evita amplasarea cotelor cu orientare cuprins n zona haurat din figur.
Desen Tehnic
24
Cotarea desenelor tehnice
Fig. 3.20
Fig. 3.21
Fig. 3.22
Valorile unghiurilor pot fi nscrise cu orientarea i dispunerea indicat n figurile 3.21 i 3.22. Cotele, precum i simbolurile, cuvintele i prescurtrile aferente se scriu astfel nct s nu fie desprite sau intersectate de linii de contur, de indicaie, de ax, ajuttoare sau de hauri (fig.3.23).
Fig. 3.23
Fig. 3.24
Dac nu este posibil astfel, liniile menionate se ntrerup n poriunea n care se nscrie cota. Pe suprafeele haurate, haurile se terg n zona de nscriere a cotei, dndu-i-se spaiului respectiv o form aproximativ circular. Numerele 6, 9, 66, 68, 86, 98 etc. trebuie urmate de un punct dac prin poziia lor sunt posibile confuzii. nscrierea valorilor trebuie adaptat situaiei. Astfel, ele pot fi nscrise: - mai aproape de una din extremiti i alternativ, pentru a evita urmrirea liniilor lungi de cot, care pot fi trasate n astfel de cazuri numai parial (fig.3.24); - deasupra liniei de cot, n prelungirea ei sau n afara intervalului cotat, cnd lipsa de spaiu o impune (fig.3.25); - la extremitatea unei linii de indicaie terminat la partea opus pe o linie de cot prea scurt care nu permite nscrierea normal a valorii cotei (fig.3.25);
Desen Tehnic
25
Cotarea desenelor tehnice
- deasupra prelungirii liniei de cot atunci cnd spaiul nu permite nscrierea valorii prin ntreruperea unei linii de cot care nu este orizontal (fig.3.26);
Fig. 3.25
Fig. 3.26
Cotele se nscriu nsoite, dup caz, de urmtoarele simboluri: nscris naintea unei cote dac indic un diametru cu excepia cotrii filetelor (fig.3.23); R nscris naintea cotei dac indic o raz (fig.3.7). Cnd valoarea cotei se deduce din alte cote, simbolul R se indic fr a fi urmat de cot (fig. 3.27); nscris naintea valorii cotei, dac se coteaz latura unui ptrat (fig.3.28);
Fig. 3.27 Fig. 3.28 Simbolurile pentru diametru i ptrat pot fi omise dac forma este evident n reprezentare. nscris deasupra valorii unei cote dac aceasta este mrimea lungimii unui arc de cerc (fig.3.29); nscris naintea valorii conicitii avnd vrful orientat spre vrful unghiului conului (fig.3.30); nscris naintea valorii nclinrii cu vrful orientat spre vrful unghiului prismei (fig.3.28); SR sau S nscris naintea unei cote dac se indic raza sau diametrul unei sfere (fig.3.12 si 3.31). Dac este necesar s se indice Fig. 3.29 egalitatea a dou cote alturate, deasupra liniilor de cot se traseaz semnul egal fr a se mai nscrie valorile numerice respective (fig.3.32).
Desen Tehnic
26
Cotarea desenelor tehnice
Cotele unor elemente care n mod excepional sunt reprezentate pe desen la alt scar se subliniaz cu excepia pieselor reprezentate n ruptur (fig.3.26).
Fig. 3.30
Fig. 3.31
Fig. 3.32
3.4 Reguli generale de cotare
nainte de a ncepe operaia de cotare a unei piese se recomand: - s se studieze prevederile ISO 129; - s se cunoasc rolul funcional al piesei din ansamblul din care face parte i s se identifice elementele cu rol funcional; - s se fac un studiu al piesei din punct de vedere al formelor geometrice simple care o alctuiesc (interioare i exterioare); - s se prestabileasc informaiile oferite de cotele ce urmeaz s fie nscrise (cote de form, de poziie, funcionale, nefuncionale etc.); - s se intuiasc posibilitile de realizare a piesei pe baza cunotinelor tehnologice. La nscrierea cotelor pe desen este necesar s se respecte o serie de reguli: 1. Toate informaiile necesare pentru definirea clar i complet a unui obiect sau a unui element al acestuia trebuie nscrise direct pe desen. Numrul de cote trebuie s fie minim, dar suficient pentru verificarea i executarea obiectului reprezentat. 2. Pe un desen cota se nscrie o singur dat. Se admite repetarea cotei n cadrul altei proiecii numai dac proiecia respectiv este reprezentat pe o alt plan; n acest caz sub linia cotei care se repet se nscrie i numrul planei pe care cota este repetat. 3. Cotele referitoare la un acelai element se dispun, pe ct posibil, numai pe una din proieciile obiectului reprezentat, i anume, pe vederea sau seciunea n care forma elementului este reprezentat n
Fig. 3.33
Desen Tehnic
Fig. 3.34
27
Cotarea desenelor tehnice
modul cel mai clar (fig.3.33 i 3.34). 4. Cotele se grupeaz n mod distinct pe proiecia pe care se dispun, i anume, cele referitoare la forma exterioar - pe vedere i cele care se refer la forma interioar - pe seciune (fig.3.13 i 3.35). 5. n cazul cotrii unor piese montate asamblat, cotele referitoare la fiecare pies se grupeaz separat, cu excepia cotelor comune (fig.3.36).
Fig. 3.35
Fig. 3.36
6. Nu se admite cotarea unor elemente reprezentate prin linii de contur sau muchii acoperite.
3.5 Sisteme de cotare
1. Cotarea n serie const n dispunerea cotelor n succesiune, liniile de cot succesive determin un lan de cote; o eventual eroare asupra uneia din dimensiunile cotate influeneaz negativ ntregul lan de cote (fig.3.37). 2. Cotarea fa de un element Fig. 3.37 comun a mai multor dimensiuni liniare sau unghiulare se poate efectua n paralel sau suprapus. - Cotarea n paralel const n dispunerea cotelor pe linii de cot paralele avnd o baz de cotare comun (fig.3.38 i 3.39).
Fig. 3.38
Fig. 3.39
- Cotarea suprapus este o cotare n paralel simplificat, utilizat n cazul unui spaiu insuficient pentru nscrierea cotelor. Ea const n dispunerea cotelor pe o singur linie de cot, cu aceeai
Desen Tehnic
28
Cotarea desenelor tehnice
orientare a sgeilor fa de acelai punct de origine. Cotele se nscriu n dreptul sgeilor fie paralel cu liniile ajuttoare, fie paralel cu linia de
Fig. 3.40
Fig. 3.41 cot i deasupra acesteia (fig.3.40 i 3.41).
Cotarea suprapus poate fi executat i pe dou direcii cu dispunerea corespunztoare a punctului de origine (fig.3.42). 3. Cotarea combinat Cotele individuale, cotele n serie i cotele fa de un element comun pot fi combinate pe un desen, numai dup examinarea consecinelor funcionale (fig.3.43).
Fig. 3.42
Fig. 3.43 4. Cotarea n coordonate Pentru cotarea unui mare numr de guri situate pe o plac se poate utiliza cotarea n coordonate de poziie fa de axe de referin ca n exemplul din figura 3.44. Coordonatele unor puncte de referin arbitrare, ce definesc elementele cotate, trebuie s fie nscrise n coresponden fiecrui punct atribuit sau ntr-un tabel alturat conform exemplelor din figurile 3.45 i 3.46.
Fig. 3.44
5. Cotarea tabelar Piesele sau ansamblurile identice ca form dar executate n mai multe variante dimensionale se reprezint la scar, pe un singur desen numai pentru una din mrimile de execuie, cotele elementelor care se modific de la o variant la alta se nscriu pe desen prin simboluri
Desen Tehnic
29
Cotarea desenelor tehnice
literale, iar valorile numerice ce corespund fiecrei variante se nscriu ntr-un tabel alturat desenului (fig.3.47).
Fig. 3.45
Fig. 3.47
Fig. 3.46
3.6 Reguli speciale de cotare
1. Cotarea unghiurilor, arcelor i coardelor de cerc. La cotarea dimensiunilor unghiurilor sau a lungimii arcelor de cerc, linia de cot se execut sub forma unui arc de cerc cu centrul n vrful unghiului pentru primul caz i respectiv concentric cu arcul cotat n al doilea caz. Liniile ajuttoare de cot pentru cotarea lungimii coardelor i arcelor se traseaz paralele cu bisectoarea unghiului (fig.3.29). Liniile ajuttoare se traseaz radial, n cazul cotrii dimensiunilor unghiulare sau a lungimii arcelor de cerc ce corespund unghiurilor obtuze, precizndu-se dac este cazul, raza sau diametrul la care se refer cota respectiv (fig.3.48).
Fig. 3.49 Fig. 3.48 2. Cotarea diametrelor i razelor. Diametrele arborilor n trepte pot fi cotate simplificat la captul unor linii de indicaie, orientate perpendicular spre axa arborelui (fig.3.49). n proiecie frontal se recomand s nu se coteze mai mult de trei diametre pe circumferin (fig.3.50).
Desen Tehnic
30
Cotarea desenelor tehnice
Fig. 3.50 Fig. 3.51 3. Cotarea elementelor echidistante. Elementele dispuse la intervale liniare echidistante pot fi cotate ca n exemplele prezentate n una din figurile 3.51a i b. 4. Cotarea elementelor repetitive. Pentru a defini numrul de elemente cu aceleai dimensiuni i pentru a evita repetarea aceleiai cote, dispunerea elementelor de cotare i nscrierea cotelor se poate face ca n exemplele din figurile 3.52a i b.
Fig. 3.52 Dac toate racordrile reprezentate pe un desen au aceeai valoare, ele nu se mai coteaz, iar n cmpul desenului sau deasupra indicatorului se face de exemplu precizarea: Toate racordrile necotate R5 sau Toate teiturile necotate 3x45. 5. Cotarea racordrilor a dou suprafee plane neperpendiculare. La cotarea racordrilor suprafeelor plane, neperpendiculare ntre ele, liniile ajuttoare se traseaz astfel nct s fie determinat poziia muchiei fictive de intersecie a celor dou suprafee sau poziia centrului de racordare (fig.3.53).
Fig. 3.53
Desen Tehnic
31
Cotarea desenelor tehnice
6. Cotarea obiectelor simetrice n cazul obiectelor simetrice, reprezentate jumtate n vederejumtate n seciune, liniile de cot referitoare la elementele reprezentate numai pe o parte a axei de simetrie trebuie s depeasc axa cu 5...10mm. n acelai mod se procedeaz i n cazul cotrii elementelor simetrice pe proiecii complete (fig. 3.24 i 3.13). La cotarea mai multor diametre pe un obiect simetric reprezentat parial, n mod excepional liniile de cot pot s nu depeasc axa de simetrie, iar cotele se nscriu n trepte (fig.3.54). Fig. 3.54 7. Cotarea teiturilor i adnciturilor Cotarea teiturilor de la capetele axelor sau nceputul alezajelor se realizeaz prin unul din procesele simplificate prezent n exemplele din figurile 3.55a, b, c, d, e). Adnciturile trebuie cotate prin indicarea diametrului impus pentru suprafaa piesei i a unghiului format sau a adncimii de prelucrare i a unghiului format (fig.3.56 a i b).
Fig. 3.56 Fig. 3.55 8. Cotarea i tolerarea elementelor conice (STAS 9068-71) Conicitatea C este definit ca raportul dintre diferena diametrelor a dou seciuni normale la axa conului i distana dintre aceste seciuni (fig.3.57). Ea indic variaia seciunii pe unitatea de lungime i se exprim prin relaia: Dd C= = 2 tg unde: L 2 - C, conicitatea trunchiului de con; - D, diametrul bazei mari; - d, diametrul bazei mici; L, lungimea Fig. 3.57 elementului conic;
Desen Tehnic
32
Cotarea desenelor tehnice
- , unghiul la vrf al conului. n documentaia tehnic un trunchi de con poate fi cotat n mod univoc prin una din combinaiile prezentate n figura 3.58, cazurile a...d, n succesiunea utilizrii.
Fig. 3.58 Conicitatea C se nscrie pe o linie de indicaie, paralel cu axa conului, terminat cu o sgeat pe generatoarea suprafeei conului. Cuvntul "conicitate" poate fi nlocuit de simbolul , dispus pe linia de indicaie, cu vrful orientat ctre vrful conului (fig.3.58a). Se observ c valorile a trei dimensiuni enumerate mai sus sunt suficiente pentru definerea univoc a elementului conic. n unele cazuri conul este definit prin diametrul d1 al unei seciuni situat ntre cele dou seciuni extreme la distana l1 fa de o baz de referin (fig.3.58d). Cotarea uzual, care faciliteaz prelucrarea prin strunjire, este prezentat n figura 3.58 cazurile a i b. Valorile conicitilor sunt standardizate prin STAS i se recomand a fi alese din urmtoarele iruri: 1:3; 1:5; 1:10; 1:20; 1:50; 1:100; 1:200; 1:500; sau 1:4; 1:6; 1:7; 1:12; 1:15; 1:30. Se mai pot folosi i coniciti de uz special. 9. Cotarea prismelor delimitate de plane simetrice fa de planul bisector al prismei. Piesele cu forma prismatic, delimitate de plane secante, simetrice fa de planul bisector al prismei (fig.3.59), sunt caracterizate prin: - nclinarea prismei S raportul ntre diferena nlimilor H i h, msurate ntre dou seciuni Fig. 3.59 ale prismei, i distana L ntre
Desen Tehnic
33
Cotarea desenelor tehnice
seciunile respective (fig. 3.60); Hh S= = tg L
Fig. 3.61 Fig. 3.60 - panta prismei Cp - raportul ntre diferena grosimilor T si t, msurate ntre dou seciuni ale prismei, i distana L ntre seciunile respective (fig.3.59);
Cp =
Tt 1 = 2 tg = 1: ctg L 2 2 2
Unghiurile de prisme i nclinri de uz general sunt prescrise prin STAS 2285/2-81. nscrierea nclinrii sau pantei pe desenul unei piese se face ca n exemplele prezentate n fig. 3.61. Teme propuse Efectuai cotarea reperelor incluse n desenele din exemplele urmtoare:
Desen Tehnic
34
Reprezentarea filetelor i flanelor
CAPITOLUL 4 - REPREZENTAREA FILETELOR I FLANELOR
4.1 Reprezentarea, cotarea i notarea filetelor 4.1.1. Generaliti. Clasificarea filetelor
Filetul este cel mai utilizat mijloc prin care elementele de asamblare (uruburi, prezoane, piulie etc.) sau alte piese din construcia de maini realizeaz asamblri demontabile. Filetul este o nervur elicoidal executat pe exteriorul sau interiorul unei suprafee cilindrice sau conice. Filetele se clasific dup mai multe criterii i anume: - dup forma suprafeei filetate, se disting filete cilindrice i filete conice; - dup forma profilului , filetele pot fi: triunghiulare, ptrate, trapezoidale, fierstru, rotunde (tabelul 4.1); - dup sensul de nurubare: filete dreapta i filete stnga; - dup numrul de nceputuri: filete cu un nceput i filete cu mai multe nceputuri; - dup sistemul de msurare: filete metrice (n mm) i filete n oli (1 = 25,4 mm); - dup mrimea pasului: filete cu pas normal, cu pas fin i cu pas mare; - dup modul de trecere de la partea filetat la cea nefiletat: filete cu ieire i filete cu degajare. Tabelul 4.1
p
p
Filet metric
60
Filet trapezoidal
30
p
3
Filet Whitworth
p
55
R
Filet fierstru
30
p
Filet gaz
55
Filet rotund
p
Filet ptrat
4.1.2. Reprezentarea filetelor
Reprezentarea filetelor se face simplificat conform SR ISO 6410-1:1995. Astfel:
Desen Tehnic
35
Reprezentarea filetelor i flanelor
n vedere sau seciune longitudinal, generatoarea cilindrului vrfurilor filetului se traseaz cu linie continu groas, iar generatoarea cilindrului fundurilor filetului se traseaz cu linie continu subire (fig.4.1a, b). Se recomand ca distana dintre cele dou generatoare s fie egal cu nlimea filetului, dar nu mai mai mic dect cea mai mare din urmtoarele valori: de dou ori grosimea liniei groase, sau 0,7 mm.
B
M30 M30 2x45
B-B
A-A B
25
A
25
a) b) Fig. 4.1 Filet cilindric exterior cu ieire La reprezentarea n seciune, haura se reprezint pn la limita generatoarei vrfurilor filetului. La reprezentarea n vedere a filetelor cu ieire, limita filetului se traseaz cu linie continu groas; ieirea filetului se reprezint opional, cu linie subire. La reprezentarea n seciune a acestor filete, limita filetului nu se traseaz, sau dac este necesar, aceasta poate fi reprezentat cu linie ntrerupt subire. La filetele cu degajare, muchiile degajrii se reprezint cu linie continu groas, perpendicular pe axa filetului (fig.4.3). Executarea degajrii este obligatorie dac, dup filet urmeaz un element cu diametru diferit de cel a filetului.
B-B B
M30
M30
2x45
2x45
3 25 28 25
Fig. 4.3 Filet cilindric exterior cu degajare n vedere lateral sau seciune transversal, cercul de vrf se reprezint cu linie continu groas, iar cercul de fund se traseaz cu linie continu subire pe cca din circumferin i deschis n cadranul superior dreapta (fig.4.1, 4.2, 4.3). n vederea lateral, teitura de nceput a filetului nu se reprezint. La reprezentrile n seciune, haura se traseaz pn la limita cercului de vrf al filetului.
Fig. 4.2 Filet cilindric interior cu ieire
Desen Tehnic
36
Reprezentarea filetelor i flanelor
B-B B-B B
2x45
M30
3 25
M30
B
28
Fig. 4.4 Filet cilindric exterior cu degajare
Fig. 4.5 Filet cilindric interior cu degajare
4.1.3. Cotarea i notarea filetelor
La cotarea filetelor se nscriu pe desen urmtoarele: diametrul nominal al filetului: este diametrul de vrf la filetele exterioare, respectiv diametrul de fund n cazul filetelor interioare; diametrul filetului conic se nscrie aproximativ la jumtatea lungimii utile a acestuia i se noteaz cu simbolul suplimentar K (fig.4.6);
KM20 25 50
Fig. 4.6 - Filet conic exterior lungimea filetului: pentru filetele cu ieire aceast lungime se coteaz fr a lua n considerare ieirea filetului (fig.4.1); la filetele cu degajare lungimea nscris include i degajarea (fig.4.3, 4.4, 4.5). n cazul gurilor nfundate se coteaz att lungimea util a filetului, ct i lungimea total a gurii (fig.4.2). Notarea unui filet cuprinde: prescurtarea tipului filetului (de ex. M, G, Tr etc.); diametrul nominal nsoit de unitatea de msur numai n cazul filetelor n oli; pasul filetului, n mm, dac acesta este diferit de cel normal; numrul de nceputuri ale filetului, numai n cazul filetelor cu mai multe nceputuri; precizia filetului simbolizat prin literele: f pentru clasa fin, g pentru clasa grosolan; filetele la care nu se indic clasa de precizie se execut n clasa de precizie mijlocie; sensul filetului, se nscrie numai pentru filetul stnga. Exemplu de notare a unui filet: M20x2/2f/stg
4.2 Reprezentarea i cotarea flanelor 4.2.1. Generaliti
Flanele sunt organe de maini utilizate la asamblarea demontabil a dou tronsoane de conduct sau dou piese ale unei maini, instalaii etc. Flanele se execut prin turnare, odat cu piesa
Desen Tehnic
37
Reprezentarea filetelor i flanelor
cu care fac corp comun, sau prin forjare, turnare sau strunjire n cazul flanelor asamblate prin nurubare sau sudare cu piesele din care fac parte. Din punct de vedere constructive, flanele au o suprafa plan pentru aezarea garniturii de etanare, o gaur central comun cu piesa din care face parte, precum i guri de prindere. Dup forma geometric a conturului se disting: flane cilindrice, ptrate, triunghiulare, dreptunghiulare, romboidale, ovale i oarecare.
4.2.2. Reguli de reprezentare i cotare
Reprezentarea flanelor se face n dou proiecii: - o seciune longitudinal, din care rezult grosimea flanei, tipul gurilor de prindere (netede, filetate, strpunse, nfundate), modul de mbinare a flanei cu piesa cu care face corp comun; - o vedere frontal, din care rezult forma geometric a flanei, numrul i dispunerea gurilor de prindere. La flanele cilindrice, ptrate i triunghiulare, centrele gurilor de prindere sunt dispuse pe un cerc, numit cerc purttor al centrelor, comun cu centrul geometric al flanei. Raza de rotunjire a colurilor flanelor ptrate, triunghiulare, ovale, dreptunghiulare este egal cu diametrul gurii de prindere, iar centrul de racordare este n centrul gurii de prindere. Cotele care se nscriu pe desenul unei flane sunt: diametrul nominal, diametrul cercului purttor al centrelor, diametrul i numrul gurilor de prindere, diametrul exterior al flanei, grosimea flanei, iar dac e cazul, unghiul poziiei gurilor de prindere fa de axa de simetrie a flanei.
4.2.3. Reprezentarea i cotarea principalelor tipuri de flane
Flanele cilindrice pot avea R5 un numr par sau 0 impar de guri de 3 prindere, dispuse echidistant pe 5x45 0 8 cercul purttor al 1 04 centrelor. 12 Planul axial care secioneaz flana poate trece (fig.4.7) 16 A sau nu prin axele gurilor de prindere Fig. 4.7 (fig.4.8). n al doilea caz, gurile se rabat n planul de secionare i se reprezint cu linie punct subire peste haur.
80 50
Desen Tehnic
38
Reprezentarea filetelor i flanelor
A-A
45
104
30
5x45
R5
16
50
80
Fig. 4.8 Flanele ptrate au patru guri de prindere, dispuse n colurile ptratului. i aici se ntlnesc cele dou situaii: - planul de secionare trece prin gurile de prindere ale flanei (fig.4.9)
A-A
R5
80
30
2x45
50
15
Fig. 4.9
A-A
A
R12
45
12
30
50
2x45
R5
15
A
Fig. 4.10
Desen Tehnic
39
81
0 8
81
2 R1
Reprezentarea filetelor i flanelor
- axa gurilor face un unghi de 450 cu planul de secionare, caz n care gaura mpreun cu colul flanei se rabat n planul de secionare i se reprezint cu linie punct subire (fig.4.10). Flanele triunghiulare au forma unui triunghi echilateral, avnd guri de prindere dispuse la 1200 pe cercul purttor al centrelor i colurile rotunjite. Ca i n cazurile precedente se disting cele dou situaii, reprezentarea fcndu-se asemntor (fig.4.11).
A-A
R5
0 12
30
2x45
50
80
12
R12
15
A
Fig. 4.11
Flanele ovale au forma unui oval i prezint dou guri de prindere situate pe axa mare a ovalului. Se disting dou forme constructive: - forma exterioar este compus din poriuni ale cercului mare (diametrul cercului mare este egal cu axa mic a ovalului), poriuni ale cercurilor extreme (de raz egal cu diametrul gurilor de prindere) i tangentele commune exterioare ale celor trei cercuri artate mai sus (fig.4.12); - forma exterior se obine prin racordarea cercului mare cu cercurile extreme (de la capetele flanei) cu un arc de cerc de raz dat (fig.4.13).
A-A
R5
A-A
R5
1 2
30
50
30
50
6 0
80
80
1 2
2 R1
2 R1
57
2x45
2x45
2 R8
15
15
Fig. 4.12
Fig. 4.13
Desen Tehnic
40
Reprezentarea filetelor i flanelor
Teme propuse 1. Se consider racordul din fig.4.14. Se cere: a) S se completeze proiecia principal cu urmtoarele elemente: 1 flan circular cu 4 guri 10; cercul purttor al gurilor 60; planul de secionare nu trece prin guri; 2 filet interior M16 (lungime 30 mm); 3 filet exterior cu degajare M26 (lungime 27 mm); 4 flan ptrat cu 4 guri 10; cercul purttor al gurilor 70; raza de rotunjire a colurilor flanei R10; planul de secionare trece prin guri. b) S se completeze proieciile de sus i lateral, pstrnd reprezentrile n vedere.
A-A
2x45 50 26
3
30 15
27 55 30 80 10 110
2
1:7 35 16 25 15 40 70 2 40
30
A
25 10 115
Fig. 4.14 2. Se consider racordul din fig.4.15. Se cere: a) S se completeze proiecia principal cu urmtoarele elemente: 1 flan ptrat cu 4 guri 10; cercul purttor al gurilor 70; raza de rotunjire a colurilor flanei R10; planul de secionare nu trece prin guri; 2 filet interior M8 ( lungime 30 mm); 3 filet exterior cu degajare M20 (lungime 18 mm); 4 flan circular cu 4 guri 10; cercul purttor al gurilor 60; planul de secionare nu trece prin guri. b) S se completeze proieciile de sus i lateral, pstrnd reprezentrile n vedere.
Desen Tehnic
41
Reprezentarea filetelor i flanelor
A-A
20 8 18 2x45 55 8
28
35 43 47
40
80
50
1:7
3 13 124 10
Fig. 4.15
Desen Tehnic
42
44
Indicarea strii suprafeelor
CAPITOLUL 5 - INDICAREA STRII SUPRAFEELOR
5.1 Generaliti
n urma procesului tehnologic de execuie a unei piese, suprafaa acesteia prezint o serie de neregulariti, care de cele mai multe ori nu se vd cu ochiul liber. Rugozitatea reprezint ansamblul neregularitilor unei suprafee, care nu sunt abateri de la forma geometric a piesei. Rugozitatea se poate determina cu aparate speciale prin metode comparative, metoda seciunii luminoase, metoda interferenial etc. Terminologia referitoare la rugozitate este reglementat prin SR ISO 4287-1:1993: Suprafaa real este suprafaa care limiteaz un corp i l separ de mediul nconjurtor (fig.5.1); Suprafaa geometric este suprafaa ideal a crei form e definit n desenul tehnic; Suprafaa de referin este suprafaa n raport cu care se estimeaz parametrii de rugozitate; Profilul real este conturul rezultat prin intersecia suprafeei reale cu un plan perpendicular pe suprafaa de referin (fig.5.2);
Fig. 5.2 Fig. 5.1 Profilul geometric este conturul rezultat prin intersecia suprafeei geometrice cu un plan; Linia de referin este linia aleas convenional fa de care se determin parametrii de profil; Lungimea de baz (l) este lungimea liniei de referin utilizat pentru separarea neregularitilor care formeaz rugozitatea suprafeei; Abaterea profilului (Y) este distana dintre un punct al profilului i linia de referin; Neregularitatea profilului reprezint o proeminen i golul adiacent pe suprafaa real; nlimea maxim a proeminenei (Yp max) este distana dintre punctul cel mai de sus al profilului i linia medie (fig.5.3); Adncimea maxim a golului (Yv max) este distana dintre punctul cel mai de jos al profilului i linia medie (fig.5.3); nlimea maxim a profilului (Ry) este distana dintre linia proeminenelor i linia golurilor (fig.5.3);
Desen Tehnic
43
Indicarea strii suprafeelor
nlimea neregularitilor profilului n 10 puncte (Rz) este media valorilor absolute ale nlimilor celor mai de sus cinci proeminene i ale adncimilor celor mai de jos cinci goluri, n limitele lungimii de baz (fig.5.4);
Fig. 5.3 Fig. 5.4 Abaterea medie aritmetic a profilului (Ra) este media aritmetic a valorilor absolute ale abaterilor profilului n limitele lungimii de baz (fig.5.5); Pasul neregularitilor profilului este lungimea segmentului de linie medie cuprins ntre o proeminen i un gol succesiv;
Fig. 5.5
Pasul mediu al neregularitilor (Sm) este valoarea medie a pailor neregularitilor n limitele lungimii de baz; Pasul proeminenelor locale este lungimea segmentului de linie medie a celor mai de sus dou puncte ale proeminenelor locale successive; Pasul mediu a proeminenelor locale (S) este valoarea medie a pailor proeminenelor locale n limitele lungimii de baz. Indicarea rugozitii se poate face prin unul sau mai muli parametri de rugozitate, dup cum urmeaz: Ra, Rz, Ry, Sm, S. Valorile standardizate ale principalilor parametri, exprimate n microni, sunt prezentate n tabelul 5.1, repartizate n clase de rugozitate N1N13. Tabelul 5.1
Param de rugoz.
Valori numerice
0,08 0,25 0,8 2,5 8
l, mm
N Ra Rz, Ry Sm, S
N1 N2 N3 N4 0,012 0,025 0,050 0,10 0,20 0,025 0,05 0,10 0,20 0,40 0,066 0,0125 0,025 0,05 0,10
N5 0,40 0,80 0,20
N6 0,80 1,60 0,40
N7 1,60 3,20 0,80
N8 3,20 6,30 1,60
N9 N10 6,30 12,50 12,5 25 3,20 6,30
N11 N12 N13
25,0 50 12,5 50,0 100 25 100,0 200 50
Valoarea parametrului nscris pe un desen reprezint valoarea maxim admis. nscrierea rugozitii pe un desen de execuie trebuie s in cont de condiiile funcionale ale piesei i trebuie fcut numai dac este strict necesar, deoarece costul fabricaiei crete fiind necesare
Desen Tehnic
44
Indicarea strii suprafeelor
prelucrri i verificri suplimentare ale suprafeelor cu valori mici ale rugozitilor. Valorile parametrului Ra n funcie de procedeele tehnologice de obinere i prelucrare a pieselor sunt prezentate n tabelul 5.2. Tabelul 5.2
Denumirea procedeului tehnologic Tiere cu flacr Curire cu polizorul Tiere cu fierstrul Rabotare Gurire Electrochimie Electroeroziune Frezare Broare Alezare Strunjire, alezare cu cuitul Finisare n tob Lustruire electrolitic Roluire Rectificare Honuire Polizare Lepuire Superfinisare Turnare n nisip Laminare la cald Forjare Turnare n form Turnare de precizie Extrudare Laminare la rece Turnare n cochil Rugozitatea suprafeei Ra, m
50 25 12,5 0,05 0,025 0,012 6,3 3,2 1,6 0,8 0,4 0,2 0,1
Desen Tehnic
45
Indicarea strii suprafeelor
5.2 Notarea strii suprafeelor
nscrierea pe desen a rugozitii se face utiliznd: simboluri de baz (fig.5.6);
1,5h
60
Fig. 5.6 Fig. 5.7 simboluri derivate pentru: obligativitatea prelucrrii prin ndeprtare de material (fig.5.7a), meninerea suprafeei n starea obinut iniial, fr ndeprtare de material (fig.5.7b), nscrierea unor condiii suplimentare privind prelucrrile, tratamentele termice, termo-chimice etc. (fig.5.7c), aceeai stare a suprafeei pentru toate suprafeele piesei (prin nscrierea unui cercule pe simbolul grafic) (fig.5.7d). Trasarea simbolurilor se face cu linii de aceeai grosime cu cele utilizate la nscrierea cotelor pe desenul respectiv i cu dimensiunile prezentate n fig.5.6 (h este nlimea cifrelor cu care se nscriu cotele). Indicaiile adugate simbolurilor grafice (fig.5.8) reprezint: a valoarea rugozitii Ra n m precedat de simbolul Ra sau de un alt simbol al parametrului de rugozitate, urmat de valoarea corespunztoare n m; b procedeul de fabricaie, tratament, acoperire sau alte condiii referitoare la fabricaie; c nlimea ondulaiei, n m, precedat de simbolul corespunztor; d neregulariti ale suprafeei; e adaosul de prelucrare; f valoarea(ile) rugozitii diferit(e) de Ra, n m, precedat de simbolul parametrului. Fig. 5.8
5.3 Reguli de nscriere a strii suprafeei
Principalele reguli privind indicarea strii suprafeei sunt cuprinse n SR ISO 1302:1995. Simbolul grafic i indicaiile care i sunt asociate trebuie dispuse astfel nct s poat fi citite de jos sau din dreapta desenului, fiind situate pe linii de contur sau pe linii ajuttoare trasate n prelungirea acestora. Dac este necesar, simbolul grafic poate fi amplasat pe suprafa prin intermediul unor linii ajuttoare, terminate cu o sgeat (fig.5.9).
Desen Tehnic
3h
60
46
Indicarea strii suprafeelor
Fig. 5.9
Fig. 5.10
Simbolul sau linia ajuttoare terminat cu sgeat trebuie orientat spre exteriorul materialului piesei. Simbolurile nu pot fi amplasate pe linii de contur acoperite sau pe linii de cot cu excepia gurilor la care spaiul disponibil este insuficient, precum i al razelor de racordare sau teiturilor (fig.5.10). Simbolul grafic trebuie utilizat o singur dat pe o suprafa i, dac este posibil, pe aceeai proiecie pe care figureaz cota care definete dimensiunea sau poziia acelei suprafee (fig.5.11). Dac aceeai suprafa este compus din zone cu rugoziti diferite, ele se indic separat, delimitarea suprafeelor fcndu-se cu linie continu subire, fa de care se coteaz i lungimea la care se refer (fig.5.12).
Fig. 5.11
Fig. 5.12
Dac este necesar definirea strii suprafeei att nainte ct i dup tratament, aceasta trebuie indicat printr-o not (fig.5.13). Dac toate suprafeele unei piese au aceeai stare, indicarea acesteia se face numai deasupra indicatorului sau n informaiile tehnice nscrise pe desen. Dac o aceeai stare a suprafeei este impus pe majoritatea suprafeelor unei piese, simbolul grafic general corespunztor acestei stri, trebuie urmat de un simbol grafic de baz ntre paranteze, fr nicio alt indicaie (fig.5.14a), sau de unul sau mai multe simboluri grafice ntre paranteze, indicnd n ordine cresctoare valorile strilor speciale (fig.5.14b). Simbolurile grafice ale strii suprafeei diferite de simbolul general, trebuie nscrise pe suprafeele corespunztoare.
Desen Tehnic
47
Indicarea strii suprafeelor
a) Fig. 5.13 Fig. 5.14
b)
5.4 Notarea tratamentelor termice
Dac indicaiile privind tratamentul termic se refer la ntreaga pies, notarea se face conform STAS 7650-82, n spaiul din cmpul desenului, indicnd adncimea h a stratului tratat i caracteristicile mecanice obinute dup tratament (duritatea HRC) (fig.5.15) Dac indicaiile privind tratamentul termic se refer la unele pri ale piesei, se dubleaz linia de contur cu o linie punct groas trasat pe una sau dou proiecii, notarea tratamentului fcndu-se o singur dat (fig.5.16). Dac mai multe zone sunt supuse aceluiai tratament termic, acestea se marcheaz distinct, dar se noteaz o singur dat. Dac ns exist zone tratate termic cu caracteristici diferite, indicarea se face separat pentru fiecare.
Fig. 5.15
Fig. 5.16
Teme propuse 1. Definii noiunile: rugozitate, abaterea medie aritmetic a profilului (Ra). 2. n ce uniti de msur se exprim parametrii de rugozitate? 3. Ce indicaii se adaug simbolurilor grafice pentru notarea rugozitilor? 4. Completai temele propuse spre rezolvare n capitolele anterioare, cu nscrierea strii suprafeelor.
Desen Tehnic
48
Notarea abaterilor dimensionale
CAPITOLUL 6 - NOTAREA ABATERILOR DIMENSIONALE
6.1 Generaliti. Terminologie
Cotele nscrise pe un desen sunt, practic, imposibil a se realiza cu exactitate datorit impreciziei procedeelor de fabricaie, a mainilor centrate necorespunztor, a piesei fixate slab, a uzurii sculelor etc. Piesa i ndeplinete rolul funcional dac dimensiunea ei efectiv, obinut dup prelucrare, este cuprins ntre dou dimensiuni limit, una maxim i una minim. Diferena dintre cele dou dimensiuni limit se numete toleran. Pentru asigurarea interschimbabilitii pieselor s-au stabilit anumite norme i reguli standardizate, prin prescrierea unor tolerane pentru fiecare pies, putnd fi nlocuit cu alta de aceeai form. Termenii referitori la dimensiuni, abateri, toleran sunt stabilii prin STAS 8100/1-88, dup cum urmeaz (fig.6.1): - Dimensiunea nominal (N) este dimensiunea fa de care sunt definite dimensiunile limit, obinute prin aplicarea abaterilor limit. - Dimensiunea efectiv (E) este dimensiunea unui element determinat prin msurare (cu Fig. 6.1 eroarea admis) dup o pies rezultat din fabricaie. - Dimensiunile limit (Dmax i Dmin) sunt dimensiunile extreme ntre care trebuie s se gseasc dimensiunea efectiv prescris de proiectant. - Abaterea efectiv (A) este diferena dintre dimensiunea efectiv i cea nominal: A = E-N; abaterile prescrise ntre care poate varia abaterea efectiv se numesc abateri limit admisibile: - abaterea superioar As = Dmax N; - abaterea inferioar Ai = Dmin N. - Linia zero este dreapta care n reprezentarea grafic a toleranelor i ajustajelor, corespunde dimensiunii nominale fa de care sunt reprezentate abaterile. Prin convenie, n cazul n care linia zero este trasat orizontal, abaterile pozitive se situeaz deasupra ei, iar cele negative dedesubtul ei, iar n cazul cnd aceasta este vertical, abaterile pozitive se situeaz n dreapta ei, iar cele negative n stnga ei. - Tolerana (T) este diferena dintre dimensiunea maxim i dimensiunea minim sau valoarea diferenei algebrice dintre abaterea superioar i abaterea inferioar. T = Dmax Dmin = As + N (Ai + N) = As - Ai - Cmpul de toleran este zona cuprins ntre cele dou linii reprezentnd dimensiunile maxim i minim, definit prin mrimea toleranei i poziia n raport cu linia zero. - Termenul de arbore este utilizat convenional pentru denumirea oricrei dimensiuni exterioare a unei piese, denumit cuprins, chiar dac nu este cilidric.
Desen Tehnic
49
Notarea abaterilor dimensionale
- Termenul de alezaj este utilizat convenional pentru denumirea oricrei dimensiuni interioare a unei piese, denumit cuprinztoare.
6.2 Jocuri, strngeri, ajustaje
ntre dimensiunile a dou piese care urmeaz a se asambla trebuie s se stabileasc o anumit relaie. Aceasta rezult din diferena dimensiunilor dinainte i dup asamblare i se numete ajustaj. Notarea simbolurilor se face cu litere mari pentru alezaje i cu litere mici pentru arbori. Se deosebesc urmtoarele tipuri de ajustaje: 1. Ajustajul cu joc: dup asamblare asigur ntotdeauna un joc ntre alezaj i arbore, dimensiunea minim a alezajului este ntotdeauna superioar dimensiunii maxime a arborelui, iar cmpul de toleran al alezajului este n ntregime deasupra cmpului de toleran a arborelui (fig.6.2). Dmin > dmax; jmax = Dmax dmin; jmin = Dmin dmax; Tj = (Dmax dmin) (Dmin dmax)= (Dmax Dmin) + (dmax dmin); Fig. 6.2 Tj = TD - Td 2. Ajustajul cu strngere: dup asamblare asigur o strngere ntre alezaj i arbore, dimensiunea maxim a alezajului este ntotdeauna inferioar sau egal cu dimensiunea minim a arborelui iar cmpul de toleran al alezajului este n ntregime sub cmpul de toleran al arborelui (fig.6.3). Dmin < dmax; Ts = (dmax Dmin) (dmin Dmax) = (Dmax Dmin) + (dmax dmin); Ts = Td TD 3. Ajustajul intermediar: dup asamblare, poate rezulta fie un joc, fie o strngere n funcie de dimensiunile efective ale alezajului i arborelui, respectiv cmpurile de toleran ale alezajului i arborelui se suprapun parial sau total (fig.6.4).
Fig. 6.3
Fig. 6.4 Necesitatea asigurrii interschimbabilitii pieselor a impus standardizarea abaterilor limit i ajustajelor n dou sisteme: Sistemul de ajustaje "alezaj unitar" (fig.6.5) este caracterizat prin urmtoarele elemente:
Desen Tehnic
50
Notarea abaterilor dimensionale
-diametrul alezajului este constant; -cmpul de toleran are totdeauna aceeai poziie fa de linia zero, diametrul nominal al alezajului este egal cu diametrul su minim, avnd abaterea inferioar egal cu zero, iar cea superioar egal cu tolerana sa; -tipurile de ajustaje se obin prin variaia diametrului arborelui, respectiv variind poziia cmpului de toleran al arborelui potrivit necesitilor de montaj.
Fig. 6.5
Fig. 6.6
Sistemul de ajustaje "arbore unitar" (fig.6.6) este caracterizat prin urmtoarele: -diametrul arborelui este constant; -cmpul de toleran are aceeai poziie fa de linia zero, diametrul nominal al arborelui este egal cu diametrul su maxim, abaterea superioar este egal cu zero, iar cea inferioar este egal cu tolerana sa; -tipurile de ajustaje se obin prin variaia diametrului alezajului, respectiv variind poziia cmpului de toleran al alezajului potrivit necesitilor de montaj. In construciile de maini n general se prefer sistemul alezaj unitar, ndeosebi pentru faptul c pentru diametre diferite, arborii de precizie se execut relativ mai simplu dect alezajele de precizie. Pozitia cmpului de toleran (deci implicit a abaterilor fundamentale) fa de linia zero, att pentru alezaje ct i pentru arbori este simbolizat printr-o liter (n unele cazuri dou litere), majuscule pentru alezaje (A,B,...,ZC) i minuscule pentru arbori (a,b,...,zc). Pentru a se evita unele confuzii literele I, i, L ,l, O, o, Q, q, W, w nu se folosesc. Treptele de toleran standardizate exprim precizia (mrimea) cmpului de toleran admis pentru o anumit dimensiune nominal. Simbolul unei tolerane este format din litera (literele) care exprim poziia cmpului de toleran, urmat de un numr care exprim treapta de toleran.
6.3 nscrierea pe desen a toleranelor la dimensiuni liniare i unghiulare
Toleranele la dimensiuni liniare i unghiulare se nscriu, n conformitate cu ISO 406:91, imediat dup cotele la care se refer. Simbolul cmpului de toleran se nscrie n rnd cu cota, avnd
Desen Tehnic
51
Notarea abaterilor dimensionale
aceeai dimensiune nominal a scrierii cu textul cotei. Valorile abaterilor limit au dimensiunea nominal mai mic dect cea a cotei. Pe desenele de execuie toleranele se pot nscrie n unul din urmtoarele moduri: - prin simbolul cmpului de toleran, mod utilizat foarte rar (fig.6.7); - prin valorile abaterilor limit, valoarea abaterii superioare fiind deasupra valorii abaterii inferioare i precedate de semnul aferent (+ sau -) (fig.6.8); - prin simbolul cmpului de toleran urmat, ntre paranteze, de valorile abaterilor limit (fig.6.9).
Fig. 6.7
Fig. 6.8
Fig. 6.9
Dac pe aceeai suprafa, pentru aceeai dimensiune nominal toleranele sunt diferite, atunci zona respectiv se delimiteaz printr-o linie subire, trasat numai n vedere (fig.6.10). Toleranele la dimensiunile elementelor componente ale unui ajustaj, reprezentate asamblat, se indic ntr-unul din modurile: - prin simbolurile cmpurilor de toleran (simbolul cmpului de toleran al alezajului fiind la numrtor iar cel al arborelui la numitor) scrise sub form de fracie cu linie oblic, cu linie orizontal, fr linie de fracie sau simetric fa de cot (fig.6.11); - prin valorile abaterilor limit, preciznd piesa la care se refer tolerana, prin indicarea numrului de poziie (fig.6.12);
Fig. 6.10 -
Fig. 6.11
Fig. 6.12
prin simbolurile cmpurilor de toleran, urmate de valorile abaterilor limit nscrise ntre paranteze (fig.6.13); nscrierea toleranelor la dimensiuni unghiulare se indic prin valorile abaterilor limit, gradele i minutele fiind exprimate n numere ntregi (fig.6.14).
Desen Tehnic
52
Notarea abaterilor dimensionale
Fig. 6.13
Fig. 6.14
Teme propuse 1. Definii noiunile: toleran, dimensiune nominal, dimensiune efectiv, abatere, arbore, alezaj, ajustaj. 2. Cum se noteaz cmpul de toleran pentru arbori i alezaje? 3. Completai temele propuse n capitolele anterioare cu notarea abaterilor dimensionale.
Desen Tehnic
53
Inscrierea toleranelor geometrice
CAPITOLUL 7 - NSCRIEREA TOLERANELOR GEOMETRICE
7.1 Generaliti
Forma real a unei piese, rezultat din fabricaie, poate prezenta unele abateri geometrice comparativ cu forma nominal definit prin desenul de execuie obinut din etapa de proiectare. Astfel, suprafeele i muchiile reale pot prezenta abateri de la forma, poziia sau orientarea elementelor corespondente, teoretice, din proiect. Tolerana geometric aplicat unui element (punct, linie, ax, suprafa sau plan de simetrie) definete zona de toleran n interiorul creia trebuie s fie cuprins elementul. Zona de toleran este suprafaa sau spaiul n interiorul crora trebuie s fie cuprins tolerana geometric admis. Ea poate fi, dup caz, delimitat astfel: n interiorul unui cerc, ntre dou cercuri concentrice, ntre dou linii paralele, n interiorul unui cilindru, ntre doi cilindri concentrici coaxiali, ntre dou plane paralele, n interiorul unui paralelipiped. Baza de referin este forma geometric teoretic exact (ax, plan, punct etc.) fa de care se determin poziia elementului tolerat. Elementul de referin este elementul real al unei piese (muchie, suprafa, alezaj etc.) care este utilizat pentru determinarea poziiei bazei de referin. Terminologia utilizat pentru definirea abaterilor i toleranelor geometrice este prezentat n STAS 7384-85. Standardele 7385/1,2-85 cuprind: nscrierea toleranelor de form, de orientare, de poziie i de btaie, respectiv, bazele (sau sistemul de baze) de referin.
7.2 Simbolizarea toleranelor geometrice
n tabelul 7.1 sunt prezentate tipurile de tolerane geometrice utilizate pentru definirea tuturor abaterilor geometrice a formei reale ale unei piese: Tipul toleranei Denumirea toleranei Simbol Toleran la rectilinitate Toleran la planeitate Tolerane de form Toleran la circularitate Toleran la cilindricitate Toleran la forma dat a profilului Toleran la forma dat a suprafeei Tolerane de orientare Tolerane de poziie
Desen Tehnic
Toleran la paralelism Toleran la perpendicularitate Toleran la nclinare Toleran la poziia nominal Toleran la concentricitate i coaxialitate Toleran la simetrie
54
nscrierea toleranelor geometrice
Tolerane de btaie
Tolerana btii circulare (radiale, fTolerana btii totale (radiale i frontale) t l ) Tabelul 7.1
7.3 Reguli privind nscrierea pe desen a toleranelor geometrice
Datele privind tolerana geometric se nscriu ntr-un cadru dreptunghiular, mprit n dou sau mai multe csue trasate cu linie continu subire. n aceste spaii se nscriu urmtoarele elemente: - simbolul toleranei geometrice; - valoarea toleranei n mm (fig.7.1a); - litera (literele) de identificare a bazei (bazelor) de referin (fig.7.1b); Dimensiunile caracterelor sunt aceleai cu cele utilizate pentru nscrierea cotelor. Dac se prescrie o toleran fr indicarea bazei de referin, aceasta se aplic la toate suprafeele paralele cu suprafaa pe care este indicat tolerana. Dac zona tolerat este circular sau cilindric, se nscrie simbolul naintea toleranei (fig.7.1c). Dac pentru un element este necesar s se indice dou sau mai multe tolerane, acestea se nscriu una sub alta (fig.7.1d).
a)
b) Fig. 7.1
c)
d)
7.4 Indicarea elementului tolerat
Cadrul dreptunghiular pentru nscrierea toleranei se leag de elementul tolerat (suprafaa la care se refer tolerana) printr-o linie de indicaie (dreapt sau frnt), terminat cu o sgeat care se poate sprijini: - pe linia de contur sau pe o linie ajuttoare, dar nu n dreptul liniei de cot, dac tolerana se refer la profilul sau suprafaa respectiv (fig.7.2a,b);
b) Fig. 7.2 Fig. 7.3 Fig. 7.4 n prelungirea liniei de cot, dac tolerana se refer la axa (planul) de simetrie al piesei (fig.7.3); pe ax, dac tolerana se refer la axa (sau planul de simetrie) tuturor elementelor care admit aceast ax (sau plan de simetrie) (fig.7.4).
55
a)
Desen Tehnic
Inscrierea toleranelor geometrice
Abaterea geometric se msoar n direcia paralel cu cea indicat de sgeat, cu excepia cazului n care este precedat de simbolul .
7.5 Indicarea bazei de referin
n cazul n care tolerana unui element este indicat n raport cu o baz de referin, aceasta se identific printr-o liter de referin, care se repet i n cadrul de toleran (fig.7.5). Litera de identificare a bazei de referin se nscrie ntr-un cadru ptrat, ce se leag de baz printr-o linie de indicaie, terminat cu un triunghi nnegrit (sau nennegrit) amplasat: - pe linia de contur sau pe o linie ajuttoare, dar nu n dreptul liniei de cot, dac baza de referin este profilul sau suprafaa respectiv (fig.7.5a,b); - n prelungirea liniei de cot, dac baza de referin este axa sau planul de simetrie al elementului tolerat (fig.7.6);
a) -
b)
Fig. 7.5 Fig. 7.6 pe axa sau planul de simetrie al piesei, dac tolerana se refer la aceast ax sau plan (fig.7.7a,b).
a) Fig. 7.7
b)
Teme propuse 1. Definii noiunea de toleran geometric. 2. Care sunt principalele tipuri de tolerane geometrice? 3. n ce unitate de msur se exprim toleranele geometrice? 4. Completai temele propuse la capitolele anterioare cu nscrierea toleranelor geometrice.
Desen Tehnic
56
ntocmirea desenului de pies
CAPITOLUL 8 - NTOCMIREA DESENULUI DE PIES
8.1 Generaliti
Desenul unei piese este reprezentarea n proiecie ortogonal a tuturor formelor geometrice componente ale acesteia, ntr-un numr corespunztor de proiecii astfel nct piesa s fie clar i complet determinat. La baza ntocmirii unui desen stau regulile i normele de reprezentare i cotare prezentate n capitolele anterioare. Desenele se ntocmesc fie dup piese existente, numite desene de releveu, fie sunt concepute de proiectant numite desene de proiect. Desenul poate fi executat sub form de schi sau sub form de desen la scar. Schia este un desen executat, n general, cu mna liber, n creion, pe un format corespunztor unei reprezentri ct mai clare, dup model sau din concepie, n proporie mrit sau micorat, n limitele aproximaiei vizuale. Schia servete la ntocmirea desenelor de execuie.
8.2 ntocmirea schiei
ntocmirea schiei dup o pies model comport dou etape principale: A) Studiul preliminar al piesei, care const n: - identificarea piesei, prin care se stabilete denumirea piesei, rolul ei funcional, a poziiei de funcionare n ansamblul din care face parte i a legturilor cu piesele nvecinate; - studiul tehnologic, prin care se stabilete procedeul de obinere a piesei, materialul din care este confecionat i prelucrrile la care a fost supus; - analiza formelor geometrice ale piesei (exterioare i interioare); - stabilirea poziiei de reprezentare (n poziie de funcionare sau poziie de prelucrare), astfel nct n proiecia principal s apar ct mai multe detalii de form i dimensionale; - stabilirea numrului necesar de proiecii (vederi, seciuni sau proiecii combinate), n funcie de gradul de complexitate al piesei. B) Execuia grafic a schiei, cu urmtoarele faze: - alegerea formatului, trasarea indicatorului i trasarea dreptunghiurilor minime de ncadrare ale proieciilor, cu linie subire (fig.8.1), urmrind ca distanele dintre dreptunghiuri s permit nscrierea cotelor (minim 20-25 mm); - trasarea (cu linie punct subire) a axelor de simetrie ale formelor geometrice ce compun piesa, n toate dreptunghiurile de ncadrare, depind conturul acestora cu 2-3 mm; - trasarea conturului exterior, pe toate proieciile, cu linie continu subire (fig.8.2); - trasarea conturului interior pentru proieciile care cuprind seciuni, marcndu-se i traseele de secionare (fig.8.3); - trasarea filetelor, a racordrilor, a muchiilor fictive i a celor acoperite (dac e cazul); - cotarea schiei, care const n msurarea dimensiunilor pe pies i
Desen Tehnic
57
ntocmirea desenului de pies
nscrierea pe desen a cotelor, utiliznd simboluri unde este cazul; - haurarea suprafeelor rezultate dup secionare; - ngroarea liniilor de contur i tergerea dreptunghiurilor de ncadrare;
Fig. 8.1
Fig. 8.2 - nscrierea strii suprafeelor, a toleranelor la dimensiuni i a toleranelor de form i poziie; - completarea indicatorului i a altor elemente necesare pe desen, cum ar fi condiiile tehnice (fig.8.4); verificarea schiei, n succesiunea etapelor artate i corectarea eventualelor greeli.
Fig. 8.3
Fig. 8.4
Desen Tehnic
58
ntocmirea desenului de pies
8.3 ntocmirea desenului la scar
Desenele tehnice se execut dup schi, la scar, prin scar nelegndu-se raportul dintre dimensiunea liniar a reprezentrii unui segment al unui obiect de pe un desen original i dimensiunea liniar real a segmentului respectiv. Scara (SR EN ISO 5455:1997) se alege n funcie de complexitate i dimensiunile obiectului de reprezentat i de destinaia desenului respectiv. Ea trebuie s fie suficient de mare pentru a permite interpretarea corect a datelor furnizate de desenul respectiv. Scara i dimensiunile obiectului de reprezentat influeneaz alegerea formatului de desen. Scrile de reprezentare se aleg conform tabelului 8.1. Tabelul 8.1 Scri de mrire 2:1 10:1 50:1 5:1 20:1 100:1 .. Scara de mrime natural 1:1 Scri de micorare 1:2 1:10 1:50 1:200 1:5 1:20 1:100 1:500 .. Scara principal a desenului se inscrie n indicator, ntr-o rubric rezervat. Dac pe un desen exist proiecii executate la scri diferite (vedere, seciune, detaliu), scrile corespunztoare acestora se nscriu lng sau sub notarea proieciilor respective. Exemplu: A-A C 5:1 1:2 Executarea propriu-zis a desenului la scar, respect, n principiu, aceeai succesiune de faze ca la ntocmirea schiei.
Desen Tehnic
59
Desenul de ansamblu
CAPITOLUL 9 - DESENUL DE ANSAMBLU
9.1 Generaliti
Desenul de ansamblu este reprezentarea grafic a unui grup de piese (elemente) legate organic i funcional ntre ele, ce compun o main, o instalaie sau numai o subgrup din acestea (subansamblu). Dintr-o astfel de reprezentare trebuie s reias clar forma i poziia reciproc a pieselor componente, modul i ordinea lor de asamblare, modul de funcionare al ansamblului, dimeniunile necesare pentru montare i funcionare. Desenul de ansamblu se ntocmete dup regulile din STAS 6134-84, avnd n vedere i regulile de reprezentare privind dispunerea proieciilor, vederi, seciuni, rupturi, cotare etc., prezentate n capitolele anterioare.
9.2 Reguli de reprezentare
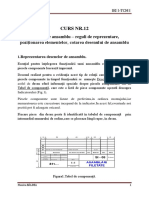
1. Desenul de ansamblu trebuie s cuprind numrul minim de proiecii necesar pentru definirea clar a poziiei relative a tuturor componentelor, pentru poziionarea acestora i pentru nscrierea cotelor aferente. 2. Poziia de reprezentare a unui ansamblu coincide cu poziia sa de funcionare. 3. n cazul asamblrii a dou piese ntre care exist un joc rezultat din dimensiuni nominale diferite, se reprezint separate liniile de contur ale fiecrei piese (fig.9.1). n cazul asamblrii a dou piese fr joc sau ntre care exist joc rezultat din abateri limit la aceleai dimensiuni nominale, suprafaa de contact se reprezint printr-o singur linie de contur, comun celor dou piese (fig.9.2).
H7 r6
Fig. 9.1
25
Fig. 9.2
4. Dac un plan de seciune nu conine anumite elemente (uruburi, piulie, tifturi etc.) necesar a fi reprezentate pe proiecia respectiv, acestea pot fi reprezentate rabtute pe planul de secionare, cu liniedou puncte subire (fig.9.3).
Desen Tehnic
60
20
H7 f6
Desenul de ansamblu
Fig. 9.3 Robinet cu cep 5. Piesele care execut deplasri n timpul funcionrii ansamblului pot fi reprezentate pe aceeai proiecie i n poziia extrem sau n poziii intermediare de micare, cu linie-dou puncte subire, fr a haura suprafeele respective, chiar dac ele sunt reprezentate n seciune (fig.9.3). 6. Piesele care fac parte din ansanbluri nvecinate i sunt elemente de legtur cu ansamblul ce face obiectul desenului, pot fi reprezentate cu linie-dou puncte subire, fr a haura suprafeele respective, chiar dac planul de secionare le intersecteaz (fig.9.4).
Desen Tehnic
61
Desenul de ansamblu
Fig. 9.4 Robinet de distribuie cu ventil i cep 7. Pentru reprezentarea mai clar a unor elemente acoperite, unele piese sau subansabluri se pot considera, n mod convenional, demontate i ndeprtate, n care caz se nscrie meniunea corespunztoare pe desen (fig.9.4). 8. Piesele care se asambleaz prin filet n scopul solidarizrii lor sau care impun o asamblare etan se reprezint complet nurubate (fig.9.5).
Desen Tehnic
62
Desenul de ansamblu
a) Fig. 9.5 Fig. 9.6
b)
9. Piuliele i aibele se reprezint numai n vedere, cu excepia cazului cnd acoper o parte important a elementului pe care sunt montate sau a aibelor ce au un alezaj diferit de cel cilindric (fig.9.4). 10. Reprezentarea formelor hexagonale ale uruburilor i piulielor se face astfel nct n proiecia principal s fie prezentate trei fee (fig.9.3, 9.4). 11. Sistemele de etanare cu presgarnitur se reprezint cu presgarnitura introdus cca. 2-3mm n cutia de etanare (fig.9.6a i b). 12. Elementele pentru comanda fluidelor (ventile, sertare, clapei) se reprezint n poziia nchis, iar cepurile n poziia deschis (fig.9.3, 9.4). 13. Piesele pline cum ar fi: axele, uruburile, penele .a. se reprezint nesecionate, chiar dac planul de secionare conine axele acestora (fig.9.4, 9.6).
9.3 Poziionarea elementelor componente
Fiecare component distinct a ansamblului reprezentat pe desen este identificat printr-un numr de poziie distinct, corespunztor numrului din tabelul de componen al desenului respectiv. Fiecare numr se nscrie la extremitatea unei linii de indicaie trasat cu linie continu subire i terminat cu un punct ngroat n interiorul conturului componentei poziionate sau cu o sgeat sprijinit pe linia de contur a componentei respective dac ea este reprezentat n seciune prin nnegrire. Liniile de indicaie se traseaz nclinat astfel nct s nu se confunde cu alte linii de contur, linii de axe, elemente de cotare sau hauri. Se va evita intersectarea acestora cu linii de cot sau ajuttoare. Ele nu trebuie s fie sistematic paralele sau s se intersecteze ntre ele fiind admis s fie frnte o singur dat. Numerele de poziie se nscriu cu cifre arabe, avnd nlimea egal cu dublul dimensiunii nominale a scrierii utilizate pentru cifrele de cot din desenul respective. Numerele de poziie se nscriu n afara conturului proieciei respective, grupate n rnduri verticale i (sau) orizontale, fr a fi subliniate sau ncercuite. Componentele (piese sau subansambluri) se poziioneaz n proiecia unde ele apar mai clar i pot fi identificate mai uor. Numerele de poziie se nscriu n ordine cresctoare, n acelai
Desen Tehnic
63
Desenul de ansamblu
sens (trigonometric sau invers trigonometric) pe fiecare proiecie n parte.
9.4 Cotarea desenului de ansamblu
n desenul de ansamblu se coteaz (fig.9.3, 9.4): dimensiunile de gabarit; dimensiunile de legtur cu piesele sau ansamblele nvecinate; dimensiunile funcionale (diametrele seciunilor de trecere a fluidelor prin armturi, diametrele cilindrilor mainilor, cursele pistoanelor, filetele pieselor mai importante etc.) i dup caz, jocurile admise, abaterile limit sau dimensiunile limit; dimensiunile de montaj ce sunt necesare pentru operaiile de montaj sau pentru reglarea ansamblului n stare iniial; dimensiunile nominale i cmpurile de toleran ale pieselor care formeaz ajustaje; alte dimensiuni necesare pentru operaiile de asamblare i montare, care nu rezult din desenele de execuie ale componentelor.
9.5 Tabelul de componen
Tabelul de componen servete la nscrierea elementelor componente ale ansamblului. El poate fi reprezentat pe desenul de ansamblu sau pe plane separate, format A4. n fig.9.7a i b se indic posibilitile de amplasare a tabelului de componen. Dac acesta trebuie ntrerupt din cauza reprezentrii de pe desen, el poate fi continuat deasupra reprezentrii, fr a se repeta titlurile coloanelor, completarea fcndu-se de sus n jos. Se poate continua i n stnga indicatorului la 10mm de acesta, cu repetarea titlutilor coloanelor, completarea facndu-se de jos n sus.
9 8 7 6 5 4 3 2 1
a)
b)
Fig. 9.7 Dimensiunile tabelului de componen sunt prezentate n fig.9.8, iar semnificaia rubricilor este urmtoarea: (1) - numrul de poziie al elementului poziionat pe desen; (2) - denumirea elementului component respectiv; (3) - numrul desenului n care elementul component este reprezentat de sine stttor sau, pentru elementele standardizate, numrul STAS-ului. (4) - numrul de buci din elementul component respectiv;
Desen Tehnic
64
Desenul de ansamblu
(5) - marca sau denumirea materialului din care este executat elementul, i STAS-ul referitor la material;
7 sau 10
170
(1) (2) (3) (4) (5) (6) (7)
Masa neta
10
Poz.
Denumire
Nr.desen - STAS Buc. Material
Obs.
10
45
40
10
30
20
15
Fig. 9.8 (6) - date suplimentare ce se consider a fi indicate (numrul modelului din turntorie, caracteristici dimensionale etc.) (7) - masa net a unei buci din elementul respectiv.
Desen Tehnic
65
Asamblri nedemontabile
CAPITOLUL 10- ASAMBLRI NEDEMONTABILE
10.1. Generaliti
Prin asamblare se nelege mbinarea a dou sau mai multe piese (organe de maini) utiliznd organe de asamblare sau procedee tehnologice n scopul obinerii unui produs finit (mecanism, dispozitiv, instalaie). Asamblrile nedemontabile sunt asamblrile care se caracterizeaz prin faptul c piesele componente nu se mai pot desface dect prin distrugerea elementelor de asamblare (cordon de sudur, nituri, etc.). Dintre asamblrile nedemontabile amintim: asamblri prin nituire, asamblri prin sudare, asamblri prin lipire, asamblri prin ncleiere, asamblri prin coasere;
10.2. Asamblri prin nituire 10.2.1.Reprezentarea, notarea i cotarea niturilor
Dac grosimea pieselor ce urmeaz a fi asamblate este mic n raport cu celelalte dimensiuni, asamblarea se poate realiza prin nituire. Elementul de asamblare este nitul care este format dintr-o parte cilindric numit tij i o parte mai proeminent de forme diferite (n funcie de rolul mbinrii) cunoscut sub numele de cap. Niturile se pot realiza din oel, aluminiu, alam. Notarea niturilor se face prin indicarea diametrului i lungimii tijei, iar dac acestea nu sunt confecionate din oel atunci trebuie indicat i materialul din care sunt realizate. Aceste informaii se trec n tabelul de componen. Exemplu de notare: Nit 30x70 STAS 797-80: nit cu diametrul tijei d = 30 mm i lungimea tijei l = 70 mm. Clasificarea niturilor se face n funcie de forma capului, forma tijei i destinaie, astfel: 1) dup forma capului: cu cap semirotund (fig. 10.1.a); cu cap seminecat (fig. 10.1.b); cu cap necat (fig. 10.1.c); cu cap plat (fig. 10.1.d); cu cap tronconic (fig. 10.1.e); cu cap tronconic i seminecat; cu cap bombat.
Desen Tehnic
66
Asamblri nedemontabile
tija
ca p
R
k h 1
h l b c l
d1
h d
k e
Fig.10.1
2) dup forma tijei: nit cu tij plin; nit cu tij tubular (fig. 10.2.a); nit cu tij parial tubular (fig. 10.2.b).
g
r
l0 l a k b l
Fig.10.2 3) dup destinaie: nit de rezisten, folosit n construcii metalice; nit de rezisten i etanare, folosit n construcii navale; nit de rezisten i rezisten-etanare, folosit n construciile de cazane i recipiente sub presiune. Fazele principale ale operaiei de nituire sunt prezentate n fig. 10.3.
d d1
Fig.10.3
Desen Tehnic
67
d0
Asamblri nedemontabile
10.2.2. Reprezentarea asamblrilor nituite
Asamblrile nituite se reprezint n general, n dou proiecii: o seciune pe planul vertical (planul de seciune trece prin axa unui nit) i o vedere de sus, ca n fig. 10.4.
A-A
d1
e1 t
Fig.10.4
10.3. Asamblri prin sudare
Sudarea este operaia tehnologic prin care se asambleaz nedemontabil dou piese metalice, prin topire sau prin presiune, cu sau fr material de adaos. Sudura reprezint zona de mbinare rezultat. Rostul este spaiul de dimensiuni mici obinut prin prelucrarea marginilor pieselor ce urmeaz s fie asamblate. Cordonul de sudur este cunoscut i sub numele de custur i reprezint materialul de adaos depus prin sudur. Clasificarea sudurilor se face dup mai multe criterii dup cum urmeaz: 1) dup poziia elementelor de sudat: sudur cap la cap (fig.10.5.a); sudur n col (fig.10.5.b); sudur suprapus (fig.10.5.c); sudur cu margini rsfrnte (fig.10.5.d); sudur n trei table (fig.10.5.e).
Desen Tehnic
68
Asamblri nedemontabile
Fig.10.5 2) dup forma geometric a rostului: sudur cap la cap n I (fig.10.6.a), n I, n Y (fig.10.6.b), n Y, n V (fig.10.6.c), n V, n U (fig.10.6.d) i n U; sudur n col L (fig.10.6.e) sau T (fig.10.6.f); n guri prin puncte de topire.
a b c d
Fig.10.6 3) dup continuitatea cordonului de sudur: sudur continu; sudur intermitent. 4) dup forma exterioar a cordonului de sudur: sudur plan (fig.10.7.a); sudur convex (fig.10.7.b); sudur concav (fig.10.7.c).
Fig.10.7 Reprezentarea asamblrilor prin sudur se face n dou variante: convenional i detaliat. Reprezentarea convenional presupune execuia cordonului de sudur printr-o linie continu groas dac sudura este continu sau printr-o linie de ax dac sudura este intermitent. Notarea simplificat se amplaseaz pe desen prin intermediul unei linii de indicaie terminat cu o sgeat care se sprijin pe cordon, iar la cellalt capt are o linie dubl de referin, format dintr-o linie continu subire i linie ntrerupt subire (fig.10.8).
Desen Tehnic
69
Asamblri nedemontabile
l=D=200
z5
200
Fig.10.8 Reprezentarea detaliat presupune realizarea cordonului de sudur nnegrit (n cazul seciunilor) i printr-un dreptunghi cu linie groas care s marcheze marginile cordonului de sudur iar n interiorul acestuia se traseaz cu linie continu subire arce de cerc (n cazul vederilor). Notarea detaliat se face n funcie de forma i dimensiunile rostului (fig.10.9)
l=D=200
Fig.10.9 Notarea sudurilor se face utiliznd: simboluri de baz care indic forma mbinrii i are aceeai nlime i aceeai grosime de linie ca cea a cotelor: - sudur cap la cap, Y sudur n Y, V sudur n V, - sudur de col; simboluri suplimentare care indic forma suprafeei exterioare a cordonului sau prelucrarea acestor suprafee; cote indicaii suplimentare care se nscriu: la stnga cotele referitoare la dimensiunile rostului i la dreapta cotele referitoare la lungimea cordonului de sudur. n fig.10.10.sunt reprezentate elementele grafice folosite n nscrierea simbolurilor n care se regsesc: 1- simbol suplimentar; 1 2 simbol de baz; 2 3 linie de referin; 4 linie de indicaie; 3 5 cordon de sudur. 4
5
Fig.10.10
Desen Tehnic
70
Asamblri nedemontabile
Aplicaii propuse spre rezolvare 1. S se reprezinte, s se completeze i s se corecteze proieciile ortogonale din fig. 10.11 (seciunea A-A i vedere de sus). Sudura se va reprezenta detaliat.
40
11
20 100
M 12
41
9 7
A
3g au 10 ri
Fig.10.11 2. S se reprezinte, s se completeze i s se corecteze proieciile ortogonale din fig. 10.12 (seciunea A-A i vedere de sus). Sudura se va reprezenta detaliat.
Desen Tehnic
71
Asamblri nedemontabile
6 12
3gauri10 20 30 64 7 36 20
M 6
13
7
R1 0
13
7 8
16
Fig.10.12 3. S se reprezinte, s se completeze i s se corecteze proieciile ortogonale din fig. 10.13 (seciunea A-A i vedere de sus). Sudura se va reprezenta detaliat.
16 22 12 4 33 67
2gauri8
25
42 A
10
8 riM au 2g
50
Desen Tehnic
72
Asamblri nedemontabile
Fig.10.13 4. S se reprezinte, s se completeze i s se corecteze proieciile ortogonale din fig. 10.14 (seciunea A-A i vedere de sus). Sudura se va reprezenta detaliat. 20
15
12
30 A 10 30 50
2gaur i10
Fig.10.14 5. S se reprezinte, s se completeze i s se corecteze proieciile ortogonale din fig. 10.15 (seciunea A-A i vedere de sus). Sudura se va reprezenta detaliat.
Desen Tehnic
73
10
25
Asamblri nedemontabile
15
20
2g
20
au ri 8
M1
34
17
20 A 17 65
30
Fig.10.15
Desen Tehnic
74
37
0
Asamlri demontabile
CAPITOLUL 11 - ASAMBLRI DEMONTABILE
11.1. Generaliti
Asamblrile demontabile sunt asamblrile care se caracterizeaz prin faptul c permit montarea i demontarea repetat fr deteriorarea pieselor componente. Dintre asamblrile demontabile fac parte: asamblrile filetate, asamblrile cu pene, asamblrile prin caneluri, asamblrile elastice.
11.2. Asamblri prin filet
Asamblrile filetate sunt cele mai ntlnite tipuri de asamblri n construcia de maini. Se pot realiza cu ajutorul pieselor filetate la exterior (uruburi, prezoane, tifturi filetate) care ptrund n piesele filetate interior (piulie). Pentru asigurarea unei suprafee ct mai mare, de prindere ntre piuli i urub se recomand folosirea aibelor, iar pentru asigurarea mpotriva deurubrii se recomand folosirea aibelor de siguran i a cuielor spintecate.
11.2.1. Reprezentarea, notarea i cotarea organelor de asamblare 11.2.1.1. Reprezentarea, notarea i cotarea uruburilor
uruburile sunt organe de maini formate din capul urubului care poate avea mai multe forme i din corpul urubului care n general este o tij cilindric filetat parial sau total pe lungimea sa. Clasificarea uruburilor se face dup: precizia de execuie, forma capului i forma vrfului, astfel: 1) dup precizia de execuie: uruburi uzuale; uruburi semiprecise; uruburi precise. 2) dup forma capului: uruburi cu cap hexagonal (fig. 11.1.a); uruburi cu cap ptrat; uruburi cu cap necat i crestat (fig. 11.1.b); urub cu cap cilindric i crestat; urub cu cap cilindric i striat; urub cu cap cilindric i loca hexagonal.
30
r
D D1
dw d1
c k l
Fig.11.1.a
Desen Tehnic
75
Asamblri demontabile
t e
l
Fig.11.1.b
3) dup forma vrfului urubului: cu vrf plat; cu vrf bombat; cu cep. La uruburi se coteaz: diametrul nominal al filetului d, lungimea util a filetului b, lungimea tijei l, deschiderea cheii s, limea capului k, dup cum este reprezentat n fig. 11.2. 3 0
D D1
dw
d2
d c
a k l
Fig.11.2
Exemplu de notare: urub M 10 x 60 STAS 4272-89 gr. 8.8 urub cu cap hexagonal, execuie precis, tija parial filetat, avnd diametrul filetului d = 10 mm, lungimea tijei l = 60 mm i caracteristici mecanice conform grupei de materiale 8.8. De obicei, pentru uruburi nu se realizeaz desene de execuie, acestea fiind trecute doar n tabelul de componen al desenului de ansamblu astfel: urub M 10 x 60 se nscrie n coloana Denumirea piesei; STAS 4272-89 se nscrie n coloana Nr. desen sau STAS; Gr. 8.8 se nscrie n coloana Material.
11.2.1.2. Reprezentarea, notarea i cotarea prezoanelor
Prezoanele sunt uruburi fr cap sau, altfel spus, sunt tije filetate la ambele capete. Unul din capete asigur asamblarea iar cellalt blocarea. Sunt folosite n general pentru prinderea a dou piese cu ajutorul piuliei. Dup domeniul de utilizare prezoanele sunt: pentru nurubat n font, n oel, n aliaje de aluminiu i n metale moi. n figurile de mai jos sunt prezentate cele dou variante constructive de prezon , i anume: de tip A (fig.11.3.a) i de tip B (fig.11.3.b).
Desen Tehnic
76
Asamlri demontabile
c d1
c d1 c e d
c e L
b
a Fig.11.3
b L
b
La prezoane se coteaz: diametrul nominal al filetului d, lungimea util a filetului b (captul pe care se asambleaz piulia), lungimea filetului prizonier e (captul care realizeaz asamblarea filetat, de obicei are valoarea egal cu diametrul nominal al filetului). Exemplu de notare: 1) Prezon M10 45/10 T STAS 4551-80 gr. 8.8 - prezon forma A cu filet M10 (diametrul filetului 10 mm) pe lungimea L = 45 mm i lungimea filetului prizonier e = 10 mm, cu vrfurile teite i caracteristici mecanice conform grupei 8.8. 2) Prezon B M10 45/10 T STAS 4551-80 gr. 8.8 - prezon forma B cu filet M10 (diametrul filetului 10 mm) pe lungimea L = 45 mm i lungimea filetului prizonier e = 10 mm, cu vrfurile teite i caracteristici mecanice conform grupei 8.8.
11.2.1.3. Reprezentarea, notarea i cotarea tifturilor filetate
tifturile filetate sunt organe de asamblare care au filet pe toat lungimea tijei, capul tiftului este crestat pentru urubelni iar vrful acestuia poate fi de diferite forme: plat (fig.11.4.a), conic (fig.11.4.b), cu cep (fig.11.4.c).
t n
90
c3
b Fig.11.4
Exemplu de notare: tift M10 x 30 Co STAS 4770 90 gr. 22H tift filetat cu cresttur M10, cu lungimea l = 30 mm, cu vrful conic i caracteristici mecanice grupei 22 H de materiale.
11.2.1.4. Reprezentarea, notarea i cotarea piulielor
Piuliele sunt organe de asamblare cu filet interior care sunt folosite n asamblrile cu urub sau prezon. Clasificarea piulielor se face n funcie de forma geometric i clase de precizie dup cum urmeaz: 1) dup forma geometric: hexagonal, executat n dou forme constructive: forma A (cu ambele capete teite, fig. 11.5.a) i forma B (cu un capt teit i unul drept, fig. 11.5.b);
Desen Tehnic
77
Asamblri demontabile
ptrat (fig.11.6); crenelat; rotund; fluture; striat.
==
15 ...3 0
3/4D
15.
..30
D 3/4D
120
==
R1
D/2
Forma A
Forma B
a)
Fig. 11.5
30
b)
D1
Fig.11.6 2) dup clasa de precizie: precis; semiprecis; grosolan. La piulie se coteaz: diametrul D, deschiderea cheii s i limea m. Exemplu de notare: 1) Piuli M10 STAS 4071-89 gr. 8 - piuli hexagonal forma A, execuie precis, cu filet metric avnd d = 10 mm i caracteristici mecanice conform gr. 8. 2) Piuli B sp. M10 STAS 4071-89 gr. 8 - piuli hexagonal form B, semiprecis i cu filet metric avnd d = 10 mm i caracteristici mecanice conform gr. 8.
Desen Tehnic
78
120
Asamlri demontabile
11.2.1.5. Reprezentarea, notarea i cotarea aibelor
aibele sunt elemente de siguran care au form inelar, avnd o gaur central a crui diametru este mai mare sau egal cu cel al urubului sau al prezonului pe care urmeaz s fie montate. Ele sunt folosite n asamblrile cu urub sau prezon avnd rol de mpiedicare a autodeurubrii i de protejare a pieselor asamblate mpotriva uzurii. Clasificarea aibelor se face dup form, execuie i domeniu de utilizare astfel: aibe plate tip A (fig.11.7.a) i tip B; aib prelucrat (fig.11.7.b) aibe Grower tip N cu capetele netede (fig.11.7.c) i tip R cu capetele rsfrnte; aibe de siguran (fig.11.7.d).
D
d
a
5
b
D
d
75
A-A (dupa montare)
h g
A d1
b d2
c Fig.11.7 d La aibe se coteaz urmtoarele elemente: diametrul filetului urubului cu care se monteaz. Exemplu de notare: 1) aib A 10 STAS 5200-80 - aib plat pentru metal, precis, seria fin (A), pentru un filet cu d = 10 mm. 2) aib Grower N10 STAS 7666/2-80 - aib Grower cu capete netede pentru un filet cu d = 10 mm. 3) aib A12 STAS 2241/2-80 - aib de siguran forma A pentru un filet cu d = 10 mm.
11.2.1.6. Reprezentarea, notarea i cotarea plinturilor
plinturile (cuiele spintecate) sunt elemente folosite n asamblri cu rolul de mpiedecare a deurubrii. Exemplu de notare: Cui spintecat 2,7 x 25 STAS 1991 73 plint cu diametrul nominal d = 2,7 mm i lungimea l = 25 mm. n fig.11.8 este reprezentat un plint.
Desen Tehnic
79
Asamblri demontabile
Fig.11.8
11.2.2. Reprezentarea asamblrilor filetate
ntr-o asamblare filetat particip dou piese, una cu filet exterior (generic definit ca urub) i cealalt cu filet interior (generic definit ca piuli). n fig. 11.9 sunt reprezentate un urub 1 i o piuli 2 nainte i dup nurubarea parial. A A-A
M18
M18
Fig.11.9 Pentru asamblarea celor dou piese diametrul de vrf al urubului trebuie s fie egal cu diametrul de fund al piuliei (ca dimensiuni nominale). Astfel, generatoarea de vrf a unui filet (la urub, prezon) va corespunde cu generatoarea de fund a celuilalt filet (la piuli). n cazul asamblrilor filetate trebuie s se in cont de urmtoarele reguli: 1) Pe poriunea asamblat, cele dou filete se ntreptrund i pe aceast zon de asamblare filetul exterior (urubul) acoper filetul interior (al piuliei). 2) urubul, piulia, i aiba se reprezint n vedere chiar dac planul de secionare conine axa acestora. 3) n proiecia principal, capul urubului i piulia hexagonal se reprezint cu trei fee. 4) n proiecia principal, piulia ptrat se reprezint cu dou fee. n tabelul de mai jos (tab.11.1) sunt reprezentate cteva asamblri filetate uzuale i anume: asamblarea cu urub, aib, piuli i asamblarea cu prezon, aib, piuli.
Desen Tehnic
80
Asamlri demontabile
Tab.11.1 Reprezentare obinuit Reprezentare simplificat Simbolic Asamblare cu urub, piuli i aib plat
5...10mm D d D1
b l
1,1d k D
Asamblare cu prezon, piuli i aib Grower
5...10 D d S 0,35d l d2 g 1,1d ~0,35d e
Asamblare cu urub cu cap cilindric crestat
11.3. Asamblri cu pene 11.3.1. Reprezentarea, notarea i cotarea penelor
Asamblrile cu pene sunt asamblri demontabile folosite pentru transmiterea micrii de rotaie ntre arbori i organele de maini montate pe arbori (roi dinate, roi de curea, roi de lan). Elementul de asamblare l constituie pana care se monteaz n canale de pan realizate att n arbore ct i n butuc.
~0,5d
Desen Tehnic
81
Asamblri demontabile
Clasificarea penelor dup poziia de montare n raport axa longitudinal a pieselor care se asambleaz se face astfel: pene longitudinale i pene transversale. Dup modul de realizare a montajului (cu strngere sau fr), penele longitudinale sunt: pene nclinate, pentru mbinri cu strngere; pene paralele i pene disc pentru mbinri fr strngere, numite i pene de antrenare. Penele paralele i nclinate se execut n trei forme constructive: forma A cu capete rotunde (fig. 11.10.a i 11.11.a); forma B cu capete drepte (fig. 11.10.b i 11.11.b); forma C cu un capt drept i unul rotund (fig. 11.10.c i 11.11.c). n fig.11.10 este reprezentat pana paralel, n fig. 11.11 este reprezentat pana nclinat, n fig. 11.12 este reprezentat pana nclinat cu nas iar n fig.11.13 este reprezentat pana disc.
Forma A X h h X b l
a)
Forma B X h
b/2
Forma C X X
X-X
b/ 2
X l
b)
cx45
b
c) d)
Fig.11.10
Forma A X h X b l
a)
Forma B X
1:100
Forma C X
1:100
X-X
b/2
1:100
X b/2 l b) b b
X l c)
Fig.11.11
cx45
h1 h
1:100
b h
X
cx45
X-X
b cx45
Fig.11.12
Desen Tehnic
Fig.11.13
82
Asamlri demontabile
Exemplu de notare: 1) Pan A b x h x l STAS 1004-81 - pan paralel de forma A i dimensiunile b, h i l (mrimi exprimate n mm.). 2) Pan B b x h x l STAS 1007-81 - pan nclinat forma B avnd dimensiunile b, h i l (mrimi exprimate n mm.). 3) Pan disc b x h STAS 1012-77 - pan disc avnd dimensiunile b, h i l (mrimi exprimate n mm.).
11.3.2.Reprezentarea asamblrilor cu pene
Reguli de reprezentare a asamblrilor cu pene: 1) La reprezentarea n seciune longitudinal cnd planul de seciune trece prin pan i conine axa arborelui, se face o ruptur n dreptul penei (pana nu se haureaz); 2) Fundul canalului din arbore i suprafaa inferioar a penei se reprezint doar cu o singur linie; 3) Fundul canalului din butuc i suprafaa superioar a penei se reprezint cu dou linii distincte; 4) La reprezentarea n seciune transversal toate elementele asamblrii se haureaz. n fig. 11.14 este reprezentat asamblarea cu pan paralel forma A, n fig. 11.15 este reprezentat asamblarea cu pan nclinat forma B, iar n fig. 11.16 este reprezentat asamblarea cu pan disc.
A A-A b d-t1 t1t2 d+t2 h
Fig.11.14
B
1:100
B-B b
t1 t2
B
Fig.11.15
Desen Tehnic
83
d-t1 d+t2
Asamblri demontabile
C
D
C-C b
t 1 t2
C
Fig.11.16
11.4. Asamblri prin caneluri 11.4.1. Reprezentarea, notarea i cotarea arborilor i butucilor canelai
Asamblrile prin caneluri fac parte din asamblrile demontabile care nlocuiesc asamblrile cu pene longitudinale n cazul transmiterii unor momente de torsiune mari, sau deplasrii axiale repetate a pieselor montate pe arbori. Canelurile pot avea profilul: dreptunghiular, n evolvent i triunghiular. Reprezentarea arborilor i butucilor canelai se face conform STAS 6162 -77. Reguli de reprezentare a arborilor i butucilor canelai: 1) n vederea longitudinal, la arborii canelai diametrul vrfurilor se reprezint cu linie groas, iar diametrul fundurilor cu linie subire; 2) Sfritul ieirii canelurii se reprezint cu linie groas perpendicular pe ax; 3) n vederea lateral (frontal) se reprezint numai dou caneluri nvecinate, restul canelurilor reprezentndu-se prin cercuri trasate cu linie groas (vrful canelurilor) i cu linie subire (fundul canelurilor) fig. 11.17;
6x45x55 STAS 1768-86
65
Fig.11.17 4) La arborii cu caneluri n evolvent se reprezint i diametrul de divizare cu linie punct subire (fig.11.18);
Desen Tehnic
84
d-t1
d+t2
Asamlri demontabile
Fig.11.18 5) Arborii canelai secionai longitudinal se reprezint att cu vrful, ct i cu fundul canelurii trasate cu linie continu groas; 6) La butucii canelai att vrfurile ct i fundurile canelurilor se reprezint ca i la arbori, numai dou caneluri nvecinate, cercul de vrf cu linie groas iar cercul de fund cu linie subire. La cotarea arborilor i butucilor canelai se pun n eviden urmtoarele elemente: lungimea util a prii canelate i dimensiunile seciunii transversale a canelurii.
11.4.2. Reprezentarea asamblrilor prin caneluri
La reprezentarea asamblrilor cu caneluri pe poriunea comun asamblrii, canelurile arborelui acoper pe cele ale butucului. n fig. 11.19 este reprezentat o asamblare prin caneluri.
Fig.11.19
11.5. Asamblri elastice
Asamblrile elastice se realizeaz cu ajutorul arcurilor, care pot asigura legtur elastic ntre cele dou elemente care se asambleaz datorit formei i materialului din care sunt fabricate. Clasificarea arcurilor se face dup forma constructiv i dup modul de solicitare astfel: 1) dup forma constructiv: arcuri elicoidale (cilindrice i conice); arcuri disc; arcuri spirale; arcuri foi. 2) dup modul de solicitare: arcuri de compresiune; arcuri de traciune; arcuri de torsiune.
Desen Tehnic
85
Asamblri demontabile
Reprezentarea arcurilor se face conform STAS 707 79 innd cont de urmtoarele reguli: 1) Liniile elicoidale se nlocuiesc cu linii drepte; 2) Spirele se reprezint paralele indiferent dac pasul este constant sau variabil; 3) Arcurile elicoidale cu mai mult de patru spire se pot reprezenta la ambele capete cu cte una dou spire complete, restul de spire nlocuindu-se cu axele ce trec prin centrul seciunii srmei; 4) n cazul n care diametrul srmei este mai mic de 2 mm seciunile se pot nnegri. Pe desenele de execuie se indic: diametrul srmei, pasul arcului, lungimea arcului n stare liber, diametrul interior sau exterior al arcului, diametrul mediu al arcului, diametrul maxim al tijei de ghidare sau diametrul minim al bucei de ghidare, diagrama de sarcin, alte date cu parametri funcionali ai arcului nscrise ntr-un tabel cu dimensiunile date n fig.11.20. Tot n aceast figur este reprezentat un arc cilindric elicoidal de compresiune.
22 daN 1= 23,8 daN/ mm2 45 40 (88) 48 daN 2 = 52,8 daN/ mm2 45
20
Sensul nfasurarii dr. spire 6 Nr. de spire active Inf. Nr. total de spire spire 7,5 Lungimea desfasurata mm 1060 15 100 15 20
Fig.11.20 Aplicaii propuse spre rezolvare 1. S se reprezinte, la scar, asamblarea cu urub M6, necesar prinderii celor dou elemente prezentate n fig. 11.21. Elementele dimensionale necesare reprezentrii sunt: urub cu cap necat crestat M6 (STAS3954-87): b = 38 mm, l = 40, 45, 50.
Desen Tehnic
86
69
Asamlri demontabile
Restul elementelor dimensionale vor fi aproximate conform figurii sau alese corespunztor cerinelor de proiectare.
50
Fig.11.21 2. S se reprezinte la scar, asamblarea cu urub M8, necesar prinderii elementelor prezentate n fig.11.22. Elementele dimensionale necesare reprezentrii sunt: urub cu cap cilindric i loca hexagonal M8 (STAS 5144-80): D = 13 mm, k = 8 mm, b = 22mm, l = 30, 35, 40,... Restul elementelor dimensionale vor fi aproximate conform figurii sau alese corespunztor cerinelor de proiectare.
15 8 4
Fig.11.22 3. S se reprezinte, la scar, asamblarea cu urub cu cap hexagonal, aib Grower i piuli hexagonal necesar prinderii celor trei elemente prezentate n fig.11.23. Elementele dimensionale necesare reprezentrii sunt: urub cu cap hexagonal M10 (STAS 4272-89): b = 26 mm, s = 17 mm, D = 18,7 mm, k = 7 mm, l = 35,40,45,... aib Grower (SR 7666-2:1994): d2 = 15,2 mm, g = 2,5 mm piuli hexagonal (STAS 4071-89): s = 17 mm, D = 18,7 mm, m = 8mm.
Desen Tehnic
8
87
60
Asamblri demontabile
20 10
20
Fig.11.23 4. S se reprezinte, la scar, asamblarea cu prezon M12, aib Grower i piuli hexagonal necesar prinderii celor trei elemente prezentate n fig.11.24. Elementele dimensionale necesare reprezentrii sunt: prezon M 12 (STAS 4551-80): e = 12 mm, b = 30 mm, l = 35, 40, 45, ... aib Grower (SR 7666-2:1994): d2 = 18,2 mm, g = 3 mm piuli hexagonal (STAS 4071-89): s = 19 mm, D = 20,9 mm, m = 10 mm
10
30
50
90
110
Fig.11.24 5. S se reprezinte corect ansamblul din fig11.25, completat cu reprezentarea seciunii laterale.
A
M36
Fig.11.25
Desen Tehnic
88
15
32
Asamlri demontabile
6. S se reprezinte corect ansamblul din fig11.26, completat cu reprezentarea seciunii laterale.
A
Fig.11.26 7. S se reprezinte corect ansamblul din fig11.27, completat cu reprezentarea seciunii laterale.
Fig.11.27 8. S se reprezinte corect ansamblul din fig11.28, completat cu reprezentarea seciunii laterale.
A
Fig.11.28
Desen Tehnic
89
Organe de transmitere a puterii mecanice
CAPITOLUL 12 - ORGANE DE TRANSMITERE A
PUTERII MECANICE 12.1.Reprezentarea i cotarea arborilor
Arborii sunt organe de maini cu micare de rotaie care servesc la transmiterea micrii i a puterii mecanice. n majoritatea cazurilor, arborii au i rolul de a menine poziia axei de rotaie a elementelor cu care sunt asamblai: roi, cuplaje. Clasificarea arborilor se poate face dup form i dup prelucrarea exterioar, astfel: 1) dup form: drepi; cotii. n ambele cazuri, arborii putnd fi: cu seciune cilindric; cu seciune conic. 2) dup prelucrarea exterioar: netezi; canelai; n figura 12.1 sunt reprezentate prile componente ale unui arbore, i anume: corpul; prile de sprijin n lagre (fusuri); prile de montare a pieselor susinute (pri de calare).
corp
fus
fus
parti de calare
Fig.12.1
Fusurile pot avea form cilindric sau conic dup cum se poate observa n figura 12.2 (a fus cilindric; b i c fus conic).
1:10
Ra3,2
tx45 d1
Ra3,2
tx45 d1 d3
Ra3,2
L1 L2
f l3
d2
1:10
L1
L2
a)
b)
c)
Fig.12.2 n general, arborii au seciuni transversale variabile, trecerea de la o seciune la alta fcndu-se prin racordri a cror raze sunt standardizate.
Desen Tehnic
90
Organe de transmitere a puterii mecanice
n reprezentarea i cotarea unui arbore trebuie s se in cont de urmtoarele indicaii: pentru canalele de pan n seciune transversal, trebuie s se fac seciuni propriu-zise; detalii pentru unele pri componente, astfel nct s rezulte toate elementele necesare execuiei; cotarea trebuie s se fac n conformitate cu tehnologia de prelucrare. Toate aceste indicaii se regsesc n figura 12.3, unde este reprezentat i cotat un arbore drept.
45
5:1
R1
,5 R0
A
14
155 74 68 46
Ra6,3 Ra0,8
52
R1 ,5
21
28 ,5 17 R0
38
A
20 24m7 M18
Ra6,3 Ra6,3
10 13 98 4
16
26m6
20
24
22
M8
24
Ra6,3
R0 Ra0,8 Ra0,8 ,5 3
22
20
Fig 12.3
12.2. Reprezentarea i cotarea osiilor
Osiile sunt organe de maini care au drept scop susinerea pe ele a diferitelor piese care se rotesc liber sau mpreun cu acestea, netransmind momente de torsiune. n figura 12.4 este reprezentat i cotat o osie.
17
90
34 5 34 2
28
M6
7 41 68
1,5x45
Fig. 12.4
Desen Tehnic
91
Organe de transmitere a puterii mecanice
12.3. Reprezentarea, notarea i cotarea roilor dinate 12.3.1. Generaliti
Roile dinate sunt organe de maini formate din corpuri de rotaie care au dantur exterioar sau interioar cu rol de a transmite micarea de rotaie de la un arbore conductor la un arbore condus cu raport de transmitere constant sau variabil. Clasificarea roilor dinate se face dup forma suprafeei de rostogolire, dup forma i direcia flancului dinilor i dup forma profilului dintelui, astfel: 1) dup forma suprafeei de rostogolire: roi dinate cilindrice (fig.12.5.a); roi dinate conice (fig.12.5.b); roi dinate hipoide; roi dinate melcate (fig.12.5.c).
b Fig.12.5 2) dup forma i direcia flancului dinilor: roi dinate cu dini drepi; roi dinate cu dini nclinai; roi dinate cu dini curbi; roi dinate cu dini n V; roi dinate cu dini n Z; roi dinate cu dini n W. 3) dup forma profilului dintelui: roi dinate cu dantur n evolvent; roi dinate cu dantur cicloid; roi dinate cu dantur sfer.
12.3.2.Elementele geometrice ale danturii
Elementele danturii standardizate conform STAS 915-81 sunt (fig.12.6): cercul de cap (de vrf - Da) este cercul care limiteaz dinii la vrf i care se obine prin intersecia cilindrului de vrf cu un plan frontal. Da = m( z + 2) , unde: m modulul danturii i z numrul de dini; cercul de divizare (Dd) este de referin pentru msurarea parametrilor geometrici. Dd = mz ; cercul de picior (de fund Df) - este cercul care limiteaz dinii la baz i care se obine prin intersecia cilindrului de fund cu un plan frontal. Df = m( z 2,5) ;
Desen Tehnic
92
Organe de transmitere a puterii mecanice
cercul de baz (db) este cercul pe care ruleaz dreapta generatoare a profilului n evolvent; Db = Dd cos ; nlimea capului dintelui (ha = a) este zona cuprins ntre cercul de cap i cercul de divizare. ha = m ; nlimea piciorului dintelui (hf = b) este zona cuprins ntre cercul de picior i cercul de divizare. hf = 1,25m ; nlimea total a dintelui (h) este distana msurat ntre cercul de cap i cercul de picior. h = ha + hf ; grosimea dintelui (sd) este arcul msurat pe cercul de divizare. sd = p / 2 mrimea golului (td = sg) este arcul msurat pe cercul de divizare ntre doi dini alturai. td = p / 2 modulul (m) este poriunea din diametrul de divizare ce revine unui dinte. m = Dd / z ; pasul danturii (p) este lungimea arcului msurat pe cercul de divizare ntre dou flancuri consecutive.
Fig.12.6
12.3.3. Reprezentarea roilor dinate
Roile dinate se reprezint conform STAS 734-82 innd cont de urmtoarele reguli: 1) n cazul seciunii longitudinale se consider c seciunea se face prin golul a doi dini opui indiferent de tipul roii. 2) Vrful dintelui se reprezint cu linie continu groas att n vedere ct i n seciune. 3) Cercul de divizare se reprezint cu linie punct subire att n vedere ct i n seciune. 4) Piciorul dintelui se reprezint cu linie continu groas numai n seciune.
Desen Tehnic
93
Organe de transmitere a puterii mecanice
5) Orientarea danturii se indic numai dac este cazul i numai n cazul reprezentrii roii n vedere, cu ajutorul simbolurilor corespunztoare realizate cu linie subire. 6) Dac roata este solidar cu arborele atunci se reprezint numai n vedere. La o roat dinat cilindric se coteaz, conform STAS 5013-82: diametrul de cap, diametrul alezajului, limea danturii, raza de racordare sau teitura muchiilor suprafeelor de cap, toleranele depoziie, orientarea danturii, rugozitatea alezajului, a suprafeei de cap i de picior, iar dac este reprezentat i diametrul de picior se coteaz i acesta. n fig.12.7 este reprezentat o roat dinat cilindric.
3,2
R2
1,6
40,25
O120 h9
3,2
3,2
31
Fig.12.7 La o roat dinat conic se coteaz, conform STAS 5013-82, toate elementele amintite la roile dinate cilindrice la care se mai adaug urmtoarele: lungimea generatoarei conului de divizare, distana de la baza funcional la vrful conului de divizare. Elementele necesare unei reprezentri corecte a unei roi se vor trece ntr-un tabel amplasat n colul din dreapta sus a formatului pe care este desenat roata (tab.12.1). Tab.12.1
20 (max)
20
7 (min)
O55H7
2x45
20 115
30
INDICATOR
n fig.12.8 este reprezentat o roat dinat conic.
Desen Tehnic
94
O54H5
3,2
Organe de transmitere a puterii mecanice
Fig.12.8
12.4. Reprezentarea angrenajelor
Angrenajul reprezint un mecanism dinat format din dou roi dinate mobile n jurul a dou axe n poziie relativ invariabil, care transmit micarea prin intermediul dinilor aflai n contact succesiv. Clasificarea angrenajelor se face astfel: 1) dup poziia relativ a axelor arborilor: angrenaje paralele; angrenaje concurente; angrenaje ncruciate (cu axe ce nu sunt cuprinse n acelai plan). 2) dup forma suprafeelor de rostogolire: angrenaje cilindrice (fig.12.9.a) transmit micarea de rotaie ntre arbori paraleli; angrenaje conice (fig.12.9.b) transmit micarea de rotaie ntre arbori ale cror axe se intersecteaz; angrenaje hipoide; angrenaje melcate (fig.12.9.c). 3) dup poziia danturii roilor dinate: angrenaje exterioare; angrenaje interioare;
Desen Tehnic
95
Organe de transmitere a puterii mecanice
c Fig.12.9 4) dup forma dinilor: angrenaje cu dini drepi; angrenaje cu dini curbi; angrenaje cu dini nclinai; angrenaje cu dini n V; angrenaje cu dini n Z; angrenaje cu dini n W. Angrenarea ntre dou roi este posibil numai dac au acelai modul, deci acelai pas. Angrenarea se consider c se face pe suprafaa de divizare a celor dou roi, deci n reprezentarea angrenajului cei doi dini care vin n contact au acelai diametru de divizare. Reprezentarea angrenajelor se face conform STAS 734-82 innd cont de urmtoarele reguli: 1) n seciune, n zona de angrenare se consider c dintele roii conduse este acoperit de dintele roii conductoare i de aceea se reprezint cu linie ntrerupt. 2) n cazul angrenajelor conice, generatoarele suprafeei de rostogolire se prelungesc pn intersecteaz axa de simetrie a roii. 3) Orientarea danturii se indic doar pe una din roile care formeaz angrenajul. 4) Cotarea angrenajelor pune n eviden distana dintre axele roilor i unghiul dintre axe n cazul angrenajelor conice. n fig.12.10 este prezenat un angrenaj cilindric exterior, n fig.12.11 este prezentat un angrenaj conic iar n fig.12.12 este prezentat un angrenaj melcat.
Desen Tehnic
96
Organe de transmitere a puterii mecanice
Fig.12.10
Fig.12.11
Fig.12.12
Desen Tehnic
97
Organe de transmitere a puterii mecanice
12.5. Reprezentarea lagrelor 12.5.1. Generaliti
Lagrele sunt organe de maini ntrebuinate pentru rezemare sau ghidare, avnd rolul de a prelua i transmite sarcinile asupra batiului mainii sau carcasei n care sunt montate. Clasificarea lagrelor se face dup natura forelor de frecare i dup direcia forei principale care acioneaz asupra lagrelor: 1) dup natura forei de frecare: lagre de alunecare; lagre de rostogolire. 2) dup direcia forei principale: lagre radiale; lagre axiale; lagre radial-axiale.
12.5.2. Lagre cu alunecare
n acest caz, fusul arborelui sau osiei se reazem nemijlocit pe suprafaa interioar a lagrului. Lagrele cu alunecare pot fi : radiale sau axiale. Lagrele radiale se pot realiza direct n corpul mainii sau ca ansambluri separate. La acest tip de lagr arborele se sprijin pe o buc cu rol de cuzinet. n fig. 12.13 este reprezentat un exemplu de lagr cu capac realizat ca subansamblu cu urmtoarele pri componente: 1 corp prevzut cu talp de prindere; 2 buc.
Fig.12. 13 Bucele pentru lagrele cu alunecare se pot clasifica dup: 1) grosimea pereilor:
Desen Tehnic
98
Organe de transmitere a puterii mecanice
cu perei subiri; cu perei groi. 2) dup forma lor: buce lise: tip A, B, C , D, E (tip A - fig.12.14.a); buce cu guler: tip G, H, I( tipG fig.12.14.b); Sgeata y arat sensul de introducere a bucei n alezaj la montare. 3) dup starea de livrare: buce finite; buce semifinite.
l l
15
d1
Lagrele cu rostogolire sunt utilizate n construcia de maini mai mult dect cele cu alunecare datorit avantajelor pe care le au: gabarit redus; mare siguran n exploatare; consum mic de lubrifiani. Elementul principal al lagrelor cu rostogolire l constituie rulmentul. Rulmenii, sunt formai din dou inele sau aibe ntre care se gsesc un numr mare de corpuri de rostogolire. Inele se regsesc la rulmenii radiali-axiali, iar aibele se regsesc la rulmenii axiali. Rulmenii se pot clasifica astfel: 1) dup direcia sarcinii principale: rulmeni radiali; rulmeni radial-axiali; rulmeni axiali. 2) dup forma corpurilor de rulare (rostogolire): bile; role cilindrice; role conice; role butoi. 3) dup preluarea axului: fix; oscilant.
Desen Tehnic
15
f3
f3
f3
f2
y f1 f3 f1 Degajare A STAS 7446-66 b
y b
Fig.12.14
12.5.3. Lagre cu rostogolire
99
Organe de transmitere a puterii mecanice
4) dup numrul rndurilor corpurilor de rulare (rostogolire): 1, 2, 3, 4. n fig. 12.15.a este reprezentat un rulment radial cu bile pe un rnd; n fig 12.15.b este reprezentat un rulment radial-axial cu role pe un rnd; n fig. 12.15.c este reprezentat un rulment radial-axial cu role conice pe un rnd de role. Exemplu de notare: 1) Rulment 6004 SR 3041 rulment radial cu bile pe un rnd cu dimensiunile: d = 40 mm, D = 68 mm, B = 15 mm. 2) Rulment 7002 SR 7416-2 rulment radial-axial cu bile pe un rnd cu dimensiunile: d = 30 mm, D = 55 mm, B = 13 mm. 3) Rulment 30208A SR 3920 rulment radial-axial cu role conice pe un rnd cu dimensiunile: d = 40 mm, D = 80 mm, t = 19,75 mm, B = 18 mm, c = 16 mm.
t
D d
D d
B
a Fig. 12.15
B
b
Aplicaii propuse spre rezolvare
Temele propuse la acest capitol sunt cuprinse n capitolul 14.
Desen Tehnic
100
d D
Elemente de etanare
CAPITOLUL 13 - ELEMENTE DE ETANARE
13.1. Generaliti
Elementele de etanare reprezint ansambluri de organe de maini utilizate pentru nchiderea ermetic a unui spaiu, separarea a dou sau mai multe spaii, protecia unor spaii cu lubrefiani. Funcionarea corespunztoare a dispozitivelor de etanare influeneaz fiabilitatea mecanismelor i mainilor n care sunt montate. Etanarea se poate face cu sau fr garnituri. n cazul n care se folosesc garnituri, acestea pot fi din: psl, azbest, cauciuc, cupru, clingherit. Clasificarea dispozitivelor de etanare se face conform STAS 6984 85 astfel: 1) dup structur: etanri cu contact direct; etanri cu contact cu element intermediar; etanri fr contact (cu joc garantat). 2) dup cinematica mbinrii de etanare: etanri fixe; etanri mobile. 3) dup forma suprafeelor de etanare: etanri cu suprafee de etanare plane; etanri cu suprafee de etanare cilindrice exterioare (tije, arbori) i interioare (alezaje); etanri cu suprafee de etanare conice; etanri cu suprafee de etanare sferice. 4) dup direcia deformrii elementului de etanare: etanare radial; etanare axial. 5) dup materialul elementului de etanare: etanri cu elemente de etanare metalice; etanri cu elemente de etanare nemetalice cu form proprie i fr form proprie; etanri cu elemente de etanare compus. 6) dup forma elementului de etanare: etanri cu elemente de etanare plate; etanri cu elemente de etanare inelare; etanri cu diafragme.
13.2. Etanri cu contact direct
Acest tip de etanare se poate realiza att ntre suprafee plane (fig.13.1) ct i ntre suprafee conice sau cilindrice.
Fig.13.1
Desen Tehnic
101
Elemente de etanare
13.3. Etanri fixe cu contact cu element intermediar
n acest caz, etanarea se realizeaz prin strngerea garniturii ntre suprafeele de etanare. Garniturile pot fi de form rotund inele O (fig.13.2.a) sau inelar plat (fig.13.2.b).
d
a Fig.13.2
b
b
13.4. Etanri mobile cu contact pentru micri de rotaie
Inelul de psl (fig.13.3.b)se folosete pentru etanarea lagrelor lubrifiate cu unsori, iar etanrile sunt standardizate conform STAS 6577 70. Maneta de rotaie(Simmering fig. 14.3.a) este folosit pentru etanarea lagrelor lubrifiate cu ulei, iar etanrile sunt standardizate conform STAS 7950/2 87.
d b
a Fig.13.3 b
102
Aplicaii propuse spre rezolvare Temele propuse la acest capitol sunt cuprinse n capitolul 14.
Desen Tehnic
Aplicaii la asamblri, lagre i etanri
CAPITOLUL 14 - APLICAII LA ASAMBLRI, LAGRE
I ETANRI
1. S se reprezinte ansamblul din fig. 14.1 completat cu elementele poziionate.
10
9 6 5
4 8
7 1
Fig. 14.1
Desen Tehnic
103
Aplicaii la asamblri, lagre i etanri
1- Angrenaj cu roi dinate cilindrice cu dini drepi; 2 Roat dinat cilindric I; 3 Pinion dintr-o bucat cu axul; 4 Asamblare cu caneluri; 5 Asamblare cu pan paralel; 6 Rulment radial cu bile; 7 Rulment radial-axial cu role conice; 8 Manet de rotaie (Simmering); 9 Asamblare cu prezon, piuli hexagonal i aib plat; 10 Roat cilindric II.
2. S se reprezinte ansamblul din fig. 15.2 completat cu elementele poziionate. 1 Angrenaj cilindric; 2 Pinion cilindric cu dini drepi dintr-o bucat cu axul; 3 Roat dinat cilindric; 4 Asamblare cu pan paralel; 5 Rulment radial cu bile; 6 Rulment radial-axial cu role conice; 7 Inel de psl; 8 Manet de rotaie (Simmering); 9 Asamblare urub i aib Grower.
Desen Tehnic
104
Aplicaii la asamblri, lagre i etanri
2 9
5 7
1 8 4
3
Fig.14.2
Desen Tehnic
105
Bibliografie
BIBLIOGRAFIE
Abrudan, O., Tomescu, L. Desen tehnic. Reprezentarea corpurilor geometrice, Editura Semne, Bucureti, 2000. 2. Aldea, S., Simion, I. Desen i grafic pe calculator, Editura Bren, Bucureti, 2000. 3. Alexandru, V., Baroiu, N., Abrudan, O., Bejenaru, S., Simionic, M. Aplicaii de geometrie descriptiv i desen, Editura Academica, Galai, 2005. 4. Alexandru, V., Bejenaru, S., Baroiu, N. Grafic asistat de calculator, Editura Fundaiei Universitare Dunrea de Jos, Galai, 2002. 5. Alexandru, V., .a. Geometrie descriptiv i desen Partea I Curs i aplicaii, Universitatea din Galai, 1982. 6. Andrei, L., Andrei, G. Grafic inginereasc asistat de calculator, Editura Didactic i Pedagogic, Bucureti, 2005. 7. Crudu, I., .a. Atlas Reductoare cu roi dinate, Editura Didactic i Pedagogic, Bucureti, 1981. 8. Dale, C., .a. Desen tehnic industrial pentru construcii de maini, Editura Tehnic, Bucureti, 1990. 9. Enache, I., .a. Geometrie descriptiv i desen tehnic, Editura Didactic i Pedagogic, Bucureti, 1982. 10. Gheorghe, D. Control dimensional, vol. I, Universitatea din Galai, 1998. 11. Husein, Gh., .a. Desen tehnic, Editura Didactic i Pedagogic, Bucureti, 1975. 12. Ivnceanu, I, .a. Geometrie descriptiv i desen tehnic, Editura Didactic i Pedagogic, Bucureti, 1979. 13. Morrescu, A., Bejenaru, S. Geometrie descriptiv i desen tehnic Partea I, Editura Academica, Galai, 2001. 14. olea, D., .a. Geometrie descriptiv i desen tehnic ndrumar pentru lucrri practice, Editura Mongabit, Galai, 2002. 15. Taru, I. Tolerane i msurtori tehnice, Universitatea din Galai, 1982. 16. Vasilescu, E., .a. Desen tehnic industrial. Elemente de proiectare, Editura Tehnic, Bucureti, 1995. *** Catalogul standardelor romne 2005, Editura Tehnic, Bucureti. *** Desene tehnice Colecie de standarde, Editura Tehnic, Bucureti, 1996. *** Organe de maini Colecie de standarde. *** Standarde de desen tehnic, seria U
1.
Desen Tehnic
106
Cuprins
CUPRINS
Pag. CAPITOLUL 1 DISPUNEREA PROIECIILOR 1.1. Reguli generale..... 1.2. Metode de dispunere a proieciilor. 1.3. Excepii de la dispunerea normal a proieciilor.. CAPITOLUL 2 VEDERI, SECIUNI, RUPTURI 2.1. Reprezentarea vederilor.. 2.1.1. Generaliti... 2.1.2. Clasificarea vederilor..... 2.1.3. Reguli pentru reprezentarea vederilor.... 2.2. Reprezentarea seciunilor 2.2.1. Generaliti... 2.2.2. Reguli de reprezentare a seciunilor.... 2.2.3. Reguli de haurare..... 2.3. Reprezentarea rupturilor..... CAPITOLUL 3 COTAREA DESENELOR TEHNICE 3.1. Generaliti.... 3.2. Elementele cotrii.... 3.3. nscrierea valorilor cotelor... 3.4. Reguli generale de cotare... 3.5. Sisteme de cotare.... 3.6. Reguli speciale de cotare.... CAPITOLUL 4 REPREZENTAREA FILETELOR I FLANELOR 4.1. Reprezentarea, cotarea i notarea filetelor..... 4.1.1. Generaliti... 4.1.2. Reprezentarea filetelor... 4.1.3. Cotarea i notarea filetelor.... 4.2. Reprezentarea i cotarea flanelor... 4.2.1. Generaliti... 4.2.2. Reguli de reprezentare i cotare... 4.2.3. Reprezentarea i cotarea principalelor tipuri de flane.... CAPITOLUL 5 INDICAREA STRII SUPRAFEELOR 5.1. Generaliti.... 5.2. Notarea strii suprafeelor... 5.3. Reguli de nscriere a strii suprafeei... 5.4. Notarea tratamentelor termice... CAPITOLUL 6 NOTAREA ABATERILOR DIMENSIONALE 6.1. Generaliti.... 6.2. Jocuri, strngeri, ajustaje.... 6.3. nscrierea pe desen a toleranelor la dimensiuni liniare i unghiulare.. CAPITOLUL 7 NSCRIEREA TOLERANELOR GEOMETRICE 7.1. Generaliti.... 7.2. Simbolizarea toleranelor geometrice... 7.3. Reguli privind nscrierea pe desen a toleranelor
Desen Tehnic
5 6 7 9 9 10 11 12 12 16 17 18 20 21 24 27 28 30 35 35 35 37 37 37 38 38 43 46 46 48 49 50 51 54 54
107
Cuprins
geometrice.... 7.4. Indicarea elementului tolerat... 7.5. Indicarea bazei de referin.... CAPITOLUL 8 NTOCMIREA DESENULUI DE PIES 8.1. Generaliti.... 8.2. ntocmirea schiei.. 8.3. ntocmirea desenului la scar.... CAPITOLUL 9 DESENUL DE ANSAMBLU 9.1. Generaliti.... 9.2. Reguli de reprezentare.... 9.3. Poziionarea elementelor componente..... 9.4. Cotarea desenului de ansamblu.... 9.5. Tabelul de componen... CAPITOLUL 10 ASAMBLRI NEDEMONTABILE 10.1. Generaliti.. 10.2. Asamblri prin nituire..... 10.2.1. Reprezentarea, notarea i cotarea niturilor.. 10.2.2. Reprezentarea asamblrilor nituite.... 10.3. Asamblri prin sudare... CAPITOLUL 11 ASAMBLRI DEMONTABILE 11.1. Generaliti.. 11.2. Asamblri prin filet.. 11.2.1. Reprezentarea, notarea i cotarea organelor de asamblare.... 11.2.1.1. Reprezentarea, notarea i cotarea uruburilor.. 11.2.1.2. Reprezentarea, notarea i cotarea prezoanelor... 11.2.1.3. Reprezentarea, notarea i cotarea tifturilor filetate.... 11.2.1.4. Reprezentarea, notarea i cotarea piulielor.. 11.2.1.5. Reprezentarea, notarea i cotarea aibelor... 11.2.1.6. Reprezentarea, notarea i cotarea plinturilor.. 11.2.2. Reprezentarea asamblrilor filetate... 11.3. Asamblri cu pene.. 11.3.1. Reprezentarea, notarea i cotarea penelor.. 11.3.2. Reprezentarea asamblrilor cu pene.... 11.4. Asamblri prin caneluri.. 11.4.1. Reprezentarea, notarea i cotarea arborilor i butucilor canelai.... 11.4.2. Reprezentarea asamblrilor prin caneluri..... 11.5. Asamblri elastice... CAPITOLUL 12 ORGANE DE TRANSMITERE A PUTERII MECANICE 12.1. Reprezentarea i cotarea arborilor.. 12.2. Reprezentarea i cotarea osiilor.. 12.3. Reprezentarea, notarea i cotarea roilor dinate..... 12.3.1. Generaliti..... 12.3.2. Elementele geometrice ale danturii
Desen Tehnic
55 55 56 57 57 59 60 60 63 64 64 66 66 66 68 68 75 75 75 75 76 77 77 79 79 80 81 81 83 84 84 85 85 90 91 92 92 92
108
Cuprins
12.3.3. Reprezentarea roilor dinate 12.4. Reprezentarea angrenajelor. 12.5. Reprezentarea lagrelor 12.5.1. Generaliti. 12.5.2. Lagre cu alunecare. 12.5.3. Lagre cu rostogolire CAPITOLUL 13 ELEMENTE DE ETANARE 13.1. Generaliti.. 13.2. Etanri cu contact direct.. 13.3. Etanri fixe cu contact cu element intermediary..... 13.4. Etanri mobile cu contact pentru micri de rotaie CAPITOLUL 14 APLICAII LA ASAMBLRI, LAGRE I ETANRI..... BIBLIOGRAFIE.. .
93 95 98 98 98 99 101 101 102 102 103 106
Desen Tehnic
109
S-ar putea să vă placă și
- Curs Desen TehnicDocument110 paginiCurs Desen Tehnicnicussssssor94% (18)
- Grafica Asistata de Calculator CursDocument199 paginiGrafica Asistata de Calculator CursCriss Crina100% (1)
- Desen Tehnic TeoDocument62 paginiDesen Tehnic TeoNicoleta CutuleaÎncă nu există evaluări
- Geometrie DescriptivaDocument95 paginiGeometrie Descriptivadanielcalmuc0% (1)
- Curs Desen TehnicDocument123 paginiCurs Desen TehnicGabi NituÎncă nu există evaluări
- Curs Desen TehnicDocument104 paginiCurs Desen TehnicMaria MiclauÎncă nu există evaluări
- Sudare Curs Desen TehnicDocument110 paginiSudare Curs Desen TehnicGustavo PoyetÎncă nu există evaluări
- CAPITOLUL 1 - Dispunerea ProiectiilorDocument4 paginiCAPITOLUL 1 - Dispunerea Proiectiilorfoxfire2781Încă nu există evaluări
- Notiuni de Desen TehnicDocument27 paginiNotiuni de Desen TehnicAlexutza Lex100% (1)
- Desen Tehnic - Curs - NR.2Document4 paginiDesen Tehnic - Curs - NR.2andrei ionutÎncă nu există evaluări
- EIM - 2 - 3 - Elemente de Inginerie GraficaDocument26 paginiEIM - 2 - 3 - Elemente de Inginerie GraficaomuhighÎncă nu există evaluări
- Elemente de Inginerie MecanicaDocument32 paginiElemente de Inginerie Mecanicaovidiu_81Încă nu există evaluări
- Curs 2 - GacDocument10 paginiCurs 2 - GacAlexander BoharecÎncă nu există evaluări
- Mijloace Si Reguli Generale de Reprezentare A Produselor Din LemnDocument8 paginiMijloace Si Reguli Generale de Reprezentare A Produselor Din LemnGabriel SirboiuÎncă nu există evaluări
- Reprezentarea În Proiecţie Ortogoală Pe Un Plan A Unei Piese NesecţionateDocument11 paginiReprezentarea În Proiecţie Ortogoală Pe Un Plan A Unei Piese NesecţionateDC1234Încă nu există evaluări
- Desen TehnicDocument37 paginiDesen Tehnicbranet_adrianaÎncă nu există evaluări
- Desenul ProiectivDocument9 paginiDesenul ProiectivSabin PopoviciÎncă nu există evaluări
- Desen Tehnic Suport CursDocument30 paginiDesen Tehnic Suport CursFiction24Încă nu există evaluări
- Vederile in Desenul TehnicDocument7 paginiVederile in Desenul TehnicCristina PredaÎncă nu există evaluări
- Grafica Asistata Curs 4Document12 paginiGrafica Asistata Curs 4Oanna ElennaÎncă nu există evaluări
- Lucrare de Laborator nr4 - VederiDocument11 paginiLucrare de Laborator nr4 - VederiGamer ChannelÎncă nu există evaluări
- Reprezentarea Pieselor in VedereDocument7 paginiReprezentarea Pieselor in VedereGabriel Radulescu50% (2)
- GD Curs Si AplicatiiDocument114 paginiGD Curs Si AplicatiiCosmina Cristina100% (1)
- Tema: Întocmirea Schiţei de Releveu. Desenul La Scară 1. GeneralităţiDocument8 paginiTema: Întocmirea Schiţei de Releveu. Desenul La Scară 1. GeneralităţiDaniel GorganÎncă nu există evaluări
- Reprezentarea Pieselor in Proiectie OrtogonalaDocument26 paginiReprezentarea Pieselor in Proiectie OrtogonalaDaniel BogleaÎncă nu există evaluări
- Desen Tehnic 2017 NGDocument102 paginiDesen Tehnic 2017 NGArh. Ionut SESCUÎncă nu există evaluări
- Atestat Proiectarea Tridimensionala Modelarea Obiectelor in 3DDocument31 paginiAtestat Proiectarea Tridimensionala Modelarea Obiectelor in 3DGABRIELA DUMITRUÎncă nu există evaluări
- DT - Tema 4. VederiDocument34 paginiDT - Tema 4. Vederi549079549100% (1)
- Prelegerea 3 (Vederi)Document29 paginiPrelegerea 3 (Vederi)DolghieruRodica100% (1)
- Curs 1 GACDocument12 paginiCurs 1 GACVlad ȘtefanÎncă nu există evaluări
- Elemente de Desen Tehnic Pentru ConstructiiDocument10 paginiElemente de Desen Tehnic Pentru ConstructiiEmilia Niculescu100% (2)
- Reprezentarea Obiectelor În SecţiuneDocument11 paginiReprezentarea Obiectelor În Secţiunegabriela serbanÎncă nu există evaluări
- Desen Tehnic 2014Document27 paginiDesen Tehnic 2014BogdanÎncă nu există evaluări
- Desen TehnicDocument9 paginiDesen TehnicAnonymous Un9jaaÎncă nu există evaluări
- Curs 1-Dispunere ProiectiiDocument29 paginiCurs 1-Dispunere ProiectiiAdriana Bodnar100% (3)
- Curs 1: Clasificarea Desenelor TehniceDocument6 paginiCurs 1: Clasificarea Desenelor TehniceMaria ȘtefaniaÎncă nu există evaluări
- Prezentare Rezumat C1 Tr-pr-OrtDocument13 paginiPrezentare Rezumat C1 Tr-pr-Ortrerow333Încă nu există evaluări
- C1-Introducere in Grafica InginereascaDocument47 paginiC1-Introducere in Grafica InginereascaSorin CosminÎncă nu există evaluări
- Clasificarea Desenelor IndustrialeDocument2 paginiClasificarea Desenelor IndustrialedragosÎncă nu există evaluări
- Notiuni de Geometrie Descriptiva - IntroducereDocument6 paginiNotiuni de Geometrie Descriptiva - IntroducereapolegioÎncă nu există evaluări
- Sectiuni DesenDocument6 paginiSectiuni DesenTodor GabyÎncă nu există evaluări
- Curs 2Document4 paginiCurs 2Mircea Cel CelbatrinÎncă nu există evaluări
- Desen TehnicDocument55 paginiDesen TehnicEu PuyaÎncă nu există evaluări
- Lucrare de Laborator Nr4 - FinalDocument11 paginiLucrare de Laborator Nr4 - FinalConstantin BîrsanuÎncă nu există evaluări
- GD1Document8 paginiGD1Zoican Mihaela AlinaÎncă nu există evaluări
- Desen Tehnic - Curs - NR.12Document10 paginiDesen Tehnic - Curs - NR.12andrei ionutÎncă nu există evaluări
- 5 AsamblariDocument26 pagini5 AsamblariSaemundrSigfusson100% (1)
- Lectia 5 P1 EDocument7 paginiLectia 5 P1 EAlina JumoleaÎncă nu există evaluări
- Fisa de Documentate-Abateri de La Asezarea Normala A ProiectiilorDocument4 paginiFisa de Documentate-Abateri de La Asezarea Normala A ProiectiilorAnamaria GedeonÎncă nu există evaluări
- Seminarul 02Document20 paginiSeminarul 02Ionel OlaruÎncă nu există evaluări
- Prezentare Rezumat C1 Tr-Pr-Ort PDFDocument13 paginiPrezentare Rezumat C1 Tr-Pr-Ort PDFMirel MorlovaÎncă nu există evaluări
- Desen Tehnic LucrareDocument24 paginiDesen Tehnic LucrareLorena9619100% (1)
- Curs 1 NouDocument22 paginiCurs 1 NouMirela PopaÎncă nu există evaluări
- 2 Geometrie-DescriptivaDocument7 pagini2 Geometrie-DescriptivaMaria BarbureÎncă nu există evaluări