Documente Academic
Documente Profesional
Documente Cultură
Proiect FRIA
Încărcat de
Tudor CostinDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Proiect FRIA
Încărcat de
Tudor CostinDrepturi de autor:
Formate disponibile
201 0
Proiect de fabricare a pieselor de autovehicul (Supapa)
Student: Duta Eugen
Grupa: 8402
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
Memoriu tehnic justificativ
%e&oriu tehnic 'ustificativ(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((2 )nali*a conditiilor tehnico"functionale si a tehnologicitatii piesei si stabilirea tipului siste&ului de productie((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( 4 +(+ )nali*a rolului functional, a conditiilor tehnice i&puse piesei finite si a tehnologicitatii acesteia((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( +(+(+ .olul functional si solicitarile piesei((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((+(+(2 /onditii tehnice i&puse piesei finite prin desenul de e0ecutie:(((((((((((((((((((((((((((((+0 +(+(1 )nali*a tehnologicitatii constructiei piesei:(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((++ +(2 )legerea 'ustificara a &aterialului pentru e0ecutia piesei(((((((((((((((((((((((((((((((((((((((((((+4 +(1 /alculul rit&ului si productivitatii liniei tehnologice( Stabilirea preli&inara a tipului (siste&ului) de productie((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((+2 +(1(+ /alculul fondului anual real de ti&p (#t):((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((+2 +(1(2 /alculul planului de productie de piese (3pp): (((((((((((((((((((((((((((((((((((((((((((((((((((((+4 +(1(1 /alculul rit&ului si productivitatii liniei tehnologice:(((((((((((((((((((((((((((((((((((((((((((((+4 +(1(4 Stabilirea preli&inara a tipului (siste&ului de productie):(((((((((((((((((((((((((((((((((((((+4 /)P5$67 7 2(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( +8 )legerea variantei opti&e a &etodei si procedeului de obtinere a se&ifabricatului(((((+8 2(+ )nali*a co¶tiva a &etodelor si procedeelor concurente si adoptarea variantei opti&e(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( +8 2(2 Stabilirea po*itiei se&ifabricatului in for&a sau &atrita si a planului de separatie((((((2+ 2(1 Stabilirea preli&inara a adaosurilor de prelucrare si e0ecutarea desenului se&ifabricatului(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( 2+ 2(4 5ntoc&irea planului de operatii pentru e0ecutarea se&ifabricatului((((((((((((((((((((((((((((22 /)P5$67 71((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( 2Elaborarea procesului tehnologic de prelucrare &ecanica si control a piesei(((((((((((((((21(+ )nali*a proceselor tehnologice si&ilare e0istente(((((((((((((((((((((((((((((((((((((((((((((((((((((((21(2 )nali*a posibilitatilor de reali*are a pre*i*iei di&ensionale si a rugo*itatii prescrise in desenul de e0ecutie(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((24 1(1 Stabilireasuccesiunii logice a operatiilor de prelucrare &ecanica, trata&ent ter&ic(ter&ochi&ic) si control((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((28 1(1(+ Stabilirea succesiunii logice, econo&ice, a operatiilor de prelucrare &ecanica pentru fiecare suprafata:(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((28 1(1(2 Stabilirea traseului tehnologic al operatiilor &ecanice, trata&ent ter&ic si control: ((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( 10 2
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
1(4 )legerea utila'elor si instalatiilor tehnologice((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((10 1(- )doptarea sche&elor de orientare (ba*are)si fi0are a piesei (si a dispo*itivelor ce asigura reali*area acestora):((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((14 1(2 )legerea SD9"urilor((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((14 1(4 /alculul analitic al adaosurilor de prelucrare si al di&ensiunilor inter&ediare(((((((((((((18 /)P5$67 7 4(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( 40 DE$E.%53).E) .EG5% .576. 6P$5%E DE 7 /. S5 ) 36.%E76. $E:35/E DE $5%P((40 4(+ Deter&inarea regi&urilor opti&e de lucru((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((4+ 4(2/alculul para&etrilor regi&ului de achiere la strun'irea de degrosare((((((((((((((((((((((((((4+ 4(2( /alculul nor&ei de ti&p(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((48 /)P5$67 7 -(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( -4 /alculul necesarului de forta de &unca, utila'e, SD9"uri si &ateriale(((((((((((((((((((((((((((-4 -(+ DE$E.%53).E) 967 % 7 5 )3 )7 DE 7 /.).5((((((((((((((((((((((((((((((((((((((((((((((((((((((((-4 -(2 /)7/ 7 7 3E/ES). 7 5 DE #6.$) DE % 3/) S5 $57);E(((((((((((((((((((((((((((((((((((((((((-((((((((((((((((((((((((((((((((((((((((((--(2(+ #63D 7 DE $5%P )3 )7 )7 % 3/5$6. 7 5, <6.E=
-(2(1 /)7/ 7 7 3E/ES). 7 5 DE #6.$) DE % 3/)" 3 %). 7 DE % 3/5$6.5 7) #5E/).E 6PE.)$5E(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( -2 -(2(4 /)7/ 7 7 3E/ES). 7 5 DE $57);E:(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((-2 -(1 /)7/ 7 7 3E/ES). 7 5 DE S(D(9(" .5((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((-4 -(1(+ /)7/ 7 7 3E/ES). 7 5 DE S/ 7E(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((-4 -(1(2 /)7/ 7 7 3E/ES). 7 5 DE D5SP6>5$59E S5 9E.5#5/)$6).E(((((((((((((((((((((((((((((((-8 /)P5$67 7 2(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( 20 /alculul costului de fabricatie al piesei(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((20 2(+Structura generala a costului de fabricatie unitar((((((((((((((((((((((((((((((((((((((((((((((((((((((((2+ 2(2/heltuieli directe((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( 2+ 2(1/heltuieli indirecte(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((2+ 2(4/alculul pretului piesei((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((22 /)P5$67 7 4(((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((( 21 %aterial grafic((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((((21
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
/)P5$67 7 + Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
1.1 Analiza rolului functional, a conditiilor tehnice impuse piesei finite si a tehnologicitatii acesteia
Supapa este for&ata din doua parti: " ti'a care pri&este &iscarea si serveste pentru ghidare si care evacuea*a o parte din caldura pri&ita de taler( " talerul supapei care obturea*a canalul de ad&isie?evacuare al blocului &otor 6 supapa in stare &ontata se arata in figura +(+(
#ig +(+ nde: + @ repre*inta ca&a 2 @ tachet 1 @ arc 4 @ ti'a supapei - @ ad&isie 2 " talerul supapei 4 @ ca&era de ardere
1.1.1 Rolul functional si solicitarile piesei
6 supap este un organ al &otorului, care deschide Ai Bnchide orificiile canalelor ga*elor spre sau din cilindru &otor( Supapele sunt folosite la aproape toate
-
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
&otoarele cu ardere intern Bn patru ti&pi cu puine e0cepii, cu& ar fi: &otorul cu clap (opturator)( Deschiderea supapei se face prin apsarea Bn partea de sus al ti'ei acesteia( Cnchiderea se face prin apsarea puterii arcului pe supap, care este trans&is de arc pe taler pentru fi0area arcului, fi0at prin sigurane pe ti' supapei( Pentru c, supapa se deschide spre ca&era de ardere a &otorului, efectul de Bnchidere al acesteia creAte prin presiunea co&bustiei( $alerul supapei este solicitat de forta de presiune a ga*elor si de tensiunea arcului care produc eforturi unitare ridicate in fibra e0terioara( 6 solicitare &ecanica supli&enatara este solicitarea dina&ica de soc produsa de forta arcului si de forta de inertieD apare la ase*area supapei pe sediu sau la actionarea ei( /a ur&are suprafetele de rea*e& si de actionare pretind o duritate superficiala sporita( Defor&atia supapei perturba contactul perfect pe sediu cea ce co&pro&ite etanseitatea &otorului, de aceaia trebuie sa posede nu nu&ai re*istenta &ecanica inalta ci si rigiditate superioara( 5n ti&pul functionari, supapa in special cea de evacuare se incal*este puternic( Distributia de te&peratura este neunifor&a pe talerul supapei si depinde de felul, for&a supapei si de &odul de racire al supapei(
Pentru a &ari eficienta etansarii, supapa se deschide in interiorul clindrului astfel incat sa fie aplicata pe suprafata de rea*e& de forta de presiune a ga*elor( Suprafata de rea*e& este conica, deoarece se obtine un efect de autocentrare si o presiune sporita pe sediu cand lungi&ea fetei conice se &icsorea*a(.educerea lungi&ii fetei conice &icsorea*a suprafata de cotact dintre taler si sediu, ceea ce i&piedica evacuarea de caldura si sporeste te&peratura de regi& a supapei( $alerul
2
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
supapei este solicitat de forta de presiune a ga*elor si tensiunea arcului, care produc eforturi unitare ridicate in fibra e0terioara si interioara distribuite neunifor& (figura de &ai 'os)(
6 solicitare &ecanica supli&entara o repre*inta solicitarea dina&ica, de soc, produsa de forta arcului si de forta de inertie si apare la ase*area supapei pe sediu(soc pe fata conica) sau la actionarea ei (soc pe capatul ti'ei)( /a ur&are, suprafetele de rea*e& si de actionare pretind o duritate superficiala sporita( Defor&atia supapei perturba contactul perfect pe sediu, ceea ce co&pro&ite etansareaD de aceea, trebuie sa posede nu nu&ai re*istenta &ecanica inalta ci si rigiditate superioara( 5n ti&pul functionarii supapa &ai ales cea de evacuare se incal*este puternic( Distributia de te&peratura (&asuratori de ter&ocuple) este neunifor&a pe talerul supapei si depinde de felul supapei (ad&isie sau evacuare), de for&a si &odul de racire al supapei(
$e&peratura &a0i& a supapei de evacuare, udat de ga*ele fierbini a'unge la 4-0(((800E/, iar a supapei de ad&isie la 100(((400E/ Ai varia* cu regi&ul de funcionare (sarcin, turaie), cu tipul &otorului (%)S, %)/), cu procedeul de rcire (lichid, aer) (fig( 2(1)(
4
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
a)
b)
c)
Fig 2.3. Temperatura supapei de evacuare: a) M ! racit cu lichid"#) M ! racit cu aer" c) M $
$e&peratura ridicat a supapei de evacuare reduce re*istena &ecanic Ai duritatea &aterialului, sporeAte dilatarea talerului( /B&pul de te&peratur produce defor&area talerului( Se co&pro&ite astfel contactul perfect pe sediu Ai se intensific u*area coro*iv a supapei( 7a creAterea te&peraturii supapei de evacuare cu nu&ai 20E, de la 410 la 4-0E/, pierderea de &as din cau*a u*rii coro*ive se dublea*, iar la creAterea cu Bnc +0E devine de patru ori &ai &are( #lu0ul de cldur pri&it de talerul supapei se evacuea* prin faa conic a talerului Ai prin ti'a supapei (figura 2(4( a)( Cn figura 2(4( b sunt pre*entate te&peraturile in anu&ite *one ale unor tipuri constructive de supape(
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
Fig 2.%. a) evacuarea flu&ului de caldur" #) reparti'area temperaturii. PRINCIPALELE DEFECTIUNI I POSIBILITI DE RECONDIIONARE A SUPAPELOR Tabelul 3
(r. det. )enumirea defeciunii Tehnologia de recondiionare Ma*ini+ utilaje+ dispo'itive
,'ura tijei supapei
a) Rectificare la o cot de reparaie *i -nlocuirea ghidurilor de supap cu diametrul interior corespun'tor. #) )ac nu e posi#il schim#area ghidurilor+ acestea se ale'ea' iar tijele supapelor se cromea' dur .dup ce -n preala#il au fost rectificate) *i apoi se rectific la cota care asigur ajustajul corect.
Ma*in de rectificat
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
,'ura suprafeei conice de etan*are
!e rectific suprafaa conic p-n la dispariia urmelor de u'ur. Metoda poate fi aplicat la limita de grosime a prii cilindrice care nu tre#uie s fie mai mic de 0+3.. .0+/ mm pentru a evita detormarea talerului -n timpul funcionrii. )up rectificare urmea' rodarea supapei pe scaunul respectiv din chiulas cu past a#ra'iv .manual sau mecani'at) *i se verific etan*eitatea.
Ma*in de rectificat
,'ura suprafeei din capul tijei
a) 0a u'uri mici se rectific p1n la dispariia urmelor de u'ur. #) 0a u'uri mari se -ncarc prin sudur cu materiale dure se cle*te *i se rectific la cot.
Ma*in de rectificat e&terior
Defectiunile sunt ilustrate in ane0a
1.1.2 $onditii tehnice impuse piesei finite prin desenul de e&ecutie:
7a e0ecutia supapelor se i&pun conditii riguroase privind po*itia relativa a suprafetelor talerului si a co*ii supapei in raport cu ti'a precu& si asupra rectilinitatii ti'ei( Principalele conditii tehnice se arata in plansa( ()ne0a +) Dup for&a talerului, supapele sBnt de trei feluri: cu taler plat, cu taler sferic, cu taler in for& de laleaD (fig( 2(-):
Fig 2./ $onstructia supapei: a) cu taler plat" #) cu taler sferic" c) cu taler -n form de lalea.
+0
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
Supapa cu taler plat are o &are rspBndire deoarece se prelucrea* uAor, iar rigiditatea este satisfctoare( Supapa cu taler sferic se utili*ea* Bndeosebi ca supap de evacuare deoarece are o rigiditate sporit( Supapa cu taler Bn for& de lalea se utili*ea* ca supap de ad&isie, deoarece per&ite o racordare &ai larg cu ti'a odat cu reducerea &asei ceea ce asigur for& aerodina&ic, &as &ic Ai rigiditate &are( Ea are o suprafa sporit de contact cu ga*ele fierbini Ai evacuea* greu flu0ul ter&ic, nefiind potrivit ca supap de evacuare( Supapa de ad&isie a &otorului S."2++ are talerul Bn for& de lalea, cea de evacuare are talerul plat( Evacuarea de cldur de la talerul supapei la bucAa de ghidare se B&bunteAte printr"o racordare larg a ti'ei, ceea ce &reste Bns &asa supapei( $e&peratura supapei de evacuare se &icAorea* prin rcire artificial( Cn acest scop supapa se confecionea* sub for& tubular (supapa de evacuare a &otorului S." 2++), iar 40((( 20F din volu&ul cavitii interioare se u&ple cu substane cu punct de topire coborBt (sodiu &etalic, a*otat de sodiu sau potasiu)( Cn funcionare substana se topeAte, se agit energic prin &iAcarea alternativ a supapei Ai uAurea* trecerea de cldur de la taler la ti' Ai la bucAa de ghidare( Se obine o reducere a te&peraturii cu +00((( +-0E/( Descrcarea ter&ic a supapei se obine prin utili*area a dou supape de evacuare( Pentru a obine un contact bun Bntre faa conic Ai sediu se prevede o diferen de 10G((( +E Bntre unghiurile de Bnclinare ale celor dou fee (de e0e&plu 4-E cu 44E sau 28E cu 10E)( Se ad&it supape cu pana la 0,0+- && sub cota &ini&ala dia&etrul ti'ei pe lungi&ea definita de cota 7,5 0,15 ( /onditiile tehinice de pe desen: +( 3itrurat &oale 2( Duritatea prescrisa: " pentru ti'a i&bunatatit la 12HH18:./ " pentru ciuperca 281HHH(1-2:! 1( 7ocul de sudura se va controla la toate piesele prin &etode nedistructive 4( Se ad&ite e0ecutia dintr"o bucata din &aterialul ciupercii, in acest ca* stratul de stelit se depune prin topire si trebuie sa fie dupa rectificare fara niciun fel de defect (inclu*iuni, fisuri)( -( $recerea de la ti'a la taler trebuie sa fie continua 2( Pe portiunea ti'ei supapei de la con pana la e0tre&itate se ad&ite subtierea ei cu 0,0- && sub cota de pe desen(
1.1.3
nali'a tehnologicitatii constructiei piesei:
)specte particulare si etapele principale ale procesului tehnologic( #or&a constructiva, precu& si caracterul productiei de serie sau in &asa, face posibila auto&ati*area procesului de prelucrare &ecanica( $ehnologiile &oderne prevad obtinerea unor se&ifabricate foarte precise, cu adaosuri &ici, astfel ca u*inarea sa se poata face nu&ai prin rectificare(
++
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
/onditia principala ce trebuie indeplinita la prelucrarea supapei este reali*area unei concentricitati cat &ai perfecte a conului de ase*are al capului supapei cu portiunea de ghidare a ti'ei( 5n ca*ul general supapele se prelucrea*a prin strun'ire si rectificare( /and se obtin se&ifabricate precise, prelucrarea supapelor se face nu&ai prin rectificare( Etapele principale de prelucrare &ecanica depind de procesul tehnologic adoptat( 5n ca*ul prelucrarii prin strun'ire si rectificare se e0ecuta ur&atoarele grupe de operatii: operatii de profilare a supapeiD trata&ent ter&icD operatii de finisareD operatii de control( Profilarea supapei se e0ecuta prin strun'ire cu cutite a caror geo&etrie asigura for&a canalelor pentru sigurante, precu& si a portiunii de racordare dintre capul supapei si ti'a( Dupa obtinerea profilului supapei in stare se&ifinita se aplica trata&entul ter&ic de durificare a suprafetei capului ti'ei prin curenti de inductie( 6peratii de finisare se e0ecuta prin rectificare( nele procese tehnologice, cuprind si operatia de roluire a ti'ei in vederea obtinerii unei suprafete de inalta calitate( /and supapele sunt preva*ute cu acoperiri din &ateriale dure pe capul ti'ei si pe suprafata conica, in procesul tehnologic sunt cuprinse si operatiile de aplicare a acestor &ateriale(
2relucrarea supapelor pe linie tehnologica automata: /aracterul de &asa a productiei supapelor, precu& si geo&etria lor, per&it auto&ati*area procesului tehnologic de fabricatie( Succesiunea operatiilor de prelucrare a supapei pe linie auto&ata: 3r( Denu&irea operatiei %asina"unealta
+2
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
6peratiu ne + 2 1 4 2 4 8 8 +0 ++ +2 +1 +4 ++2 +4 +8 +8 20 2+ 22 21
Depo*itare pentru orientare $ransporul pieselor .ectificarea de degrosare a ti'ei /ontrol auto&at .ectificarea de degrosare a capetelor .ectificarea de se&ifinisa'e a ti'ei
!uncar $ransportor %asina auto&ata de rectificare
%asina bilaterala auto&ata de rectificat %asina auto&ata de rectificat fara centre Depo*itare !uncar Strun'irea fatetei Strung auto&at Strun'irea *onei de racordare Strung auto&at Profilarea capatului ti'ei Strung auto&at .oluirea ti'ei %asina de roluit /alirea capatului ti'ei 5nstalatie pentru calirea prin curenti de inductie .ectificarea ti'ei %asina de rectificat fara centre .ectificarea de degrosare a fatadei %asina de rectificare .ectificarea de finisarea a capatelor %asina bilaterala supapei auto&ata de rectificat Strun'irea de finisare a capului Strung auto&at supapei .ectificarea de finisarea a ti'ei %asina de rectificat fara centre .oluirea ti'ei %asina de roluit .ectificarea fatadei %asina auto&ata de rectificat /ontrolul auto&at al principalelor " di&ensiuni /ontrolul vi*ual " Proiectie anticoro*iva " )&balare "
2relucrarea supapei numai prin rectificare: #ata de &etoda pre*entata anterior apar deosebiri in ceea ce priveste degrosarea profilului supapei( Deoarece se&ifabricatul este foarte precis nu&arul de operatii este &ult &ai &ic ceea ce constituie principalul avanta' al acestei tehnologii( 6peratiile de prelucrare se e0ecuta pe &asini de rectificat plan, &asini de rectificat fara centre sau &asini speciale( 6perativ succesiunea prinipalelor operatii pentru prelucrarea supapei nu&ai prin rectificare este e0plicata in tabelul ur&ator:
+1
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
3r( 6perati ei + 2 1 4 2 4 8 8 +0 ++ +2 +1 +4
Denu&irea operatiei .ete*are .ectificarea suprafetei frontale a ti'ei supapei .ectificarea de degrosare + a ti'ei supapei .ectificarea suprafetei frontale a capului supapei .ectificarea suprafetei cilindrice a capului a capului supapei .ectificarea canalelor pentru sigurante /alire prin curenti de inductie si revenire .ectificarea de degrosare 2 a ti'ei supapei .ectificarea de finisare a suprafetei frontale a ti'ei .ectificarea suprafetei conice .ectificarea de finisare a ti'ei supapei Spalare /ontrol final /onservare a&balare
%asina unealta %asina de rete*at %asina de rectificat plan %asina de rectificat fara centre %asina de rectificat %asina de rectificat e0terior auto&ata %asina de rectificat speciala 5nstalatia pentru trata&ent ter&ic %asina de rectificat fara centre %asina de rectificat plan %asina speciala de rectificat conic %asina de rectificat fara centre 5nstalatie de spalat )paratura de control 5nstalatie de spalat si conservat
1.2 Alegerea justificara a materialului pentru executia piesei
$alerul supapei de evacuare pretinde un &aterial cu re*isten &ecanic Ai duritate sporit la te&peraturi Bnalte, re*isten superioar la aciunea o0idant a ga*elor, conductibilitate ter&ic ridicat( $i'a supapei pretinde caliti bune de alunecare( Supapa de ad&isiune nu pretinde cerinte atat de severe( 6telul pentru supapa are structura feritica sau austenitica cu un continut de carbon de 0,4H0,8F si este inalt aliat, ele&entele de aliere sunt /r, 3i, Si, I, 9, $i, )l, /o( Supapa de ad&isiune se confectionea*a din otel aliat cu /r" 3i (S$)S 48+"22, &arcile: 40/"+0J, 1-/3+-J) sau /r"3i supapa de evacuare se confectionea*a din otel refractar cu /r(+2"+4F), 3i(++"+-F), I(2"4F), &arcile: 40/+0J, 14%o/3+-, J4-/rSi8, J8-/r%o9+82, J4-/r3iI+88( .e*istenta la rupere r si re*istenta la flua' varia*a cu te&peratura si
+4
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
e0plica in parte folosirea diferentiata a otelurilor( 7a &otoarele &icis utili*ea*a adeseori acelasi &aterial pentru a&bele supape ca si pentru ti'a si taler( 7a &otoarele de puteri &ari, talerul se e0ecuta din otel /r"Si iar ti'a din otel /r"3iD i&binarea se e0ecuta prin filet sau sudura( Se reduce u*ura produsa de solicitarea de soc, daca se acopera fata conica a supapei si capatul ti'ei cu un strat protector de stelit"alia' dur de /o (+2H40F), /r(+-H40F), I(-H2-F), %o(0((+0F), 3i(0H14F), #e(0H-F) de nicro& (20F/r, 44F3i), de +H((2,-&& grosi&e( Prin stelitare, durabilitatea supapei a'unge la 100(000K& parcursi( Stelitul fiind anticoro*iv se aplica uneori pe toata suprafata talerului, dar solutia este costisitoare( Prin alitarea talerului de supapa, solutie &ai ieftina, s"a &arit durabilitatea de 2,-H1 ori( $i'a supapei fiind e0pusa pericolului de gripa' se nitrurea*a sau se cro&ea*a( Datorita conditiilor de lucru pentru supape se utili*ea*a oteluri speciale ter&ore*istive si anticrosive la care cro&ul este ele&entul principal de aliere pentru re*istenta sa ridicata la o0idare si coro*iune( 5n ca*ul supapelor de ad&isie unde conditiile de lucru sunt &ai putin severe se utili*ea*a oteluri &artensitice /r sau /r"3i obisnuite (de e0e&plu: 40/+0J, 4+/3+2J, S$)S 48+"48)( 6 buna utili*are o au otelurile /r"Si, denu&ite silicro& (1,4-FSi si 8F /r)( Pentru supapele de evacuare se folosesc oteluri /r"3i austenitice (+2H+-F/r, +2H((+-F3i, 2H((1,-I) care au bune proprietati anticoro*ive si de re*istenta &ecanica la te&peaturi ridicate( 5n tabelul de &ai 'os se dau caracteristicile unor &ateriale pentru supape( Pentru a &ari re*istenta la u*ura a fatetei cat si a capatului ti'ei supapei, in unele ca*uri, acestea se acopera cu un strat de &aterial dur din categoria stelit, eatonit, nicro& cu continut ridicat de /r, 3i, /o, I pe grosi&ea de +,-HH2,-&&( 5n vederea i&bunatatirii calitatilor de alunecare a supapelor din oteluri austenitice cat si pentru evitarea tendintei spre gripare ti'a supapei se cro&ea*a cu un strat in grosi&e de +0H20 m ( Pentru ridicarea re*istentei la coro*iune, re*ultate satisfacatoare s"au obtinut prin alu&i*area suprafetelor e0puse(
%ateriale 40/+0J 14%o/3+ -J 0,10" 0,18 0,+4"0,14 0,40"0,40 +,40"+,40 +,40"+,40 0,+-"0,10 " " ++00 800 ++ 6tel special pt( supape S. 2++ 0,8-"+,0 2,4-"1,0,4 +4"+8 +,-"2," 0,1"0,2 " +020"++80 " +6tel /r SiJ4-/rSi8 0,48 1,+0 0,48,00 " " " " 800"+0-0 4-0 +2 J8-/r%o9+82 /r"3i )ustenitic
/o&po*itia /hi&ica F / 0,12" 0,44 Si 0,+4" 0,14 %n 0,-0" 0,80 /r 0,80" +,+0 3i " %o " 9 " I " /aracterisitici &ecanice .e*istenta +0-0 la tractiune 7i&ita de 8-0 curgere )lungirea 8
0,8" +,2+4,-0 " 2,12 0,-0 " +000"+200 800 +0
0,42,-0 +,20 +8,00 8,00 " " +,00 800 4-0 1-
+-
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi la rupere 7i&ita de curgere 7i&ita de curgere -000/ " 2000/ " 4000/ " 8000/ Duritatea :./ /apatul ti'ei pe scaun canelura Proprietati fi*ice Densitatea " <Kg?&1= /onductivi " tate ter&ica<L? &L= /oeficient " &ediu de dilatare <l?L= Do&eniul de utii*are Supape de ad&isie pentru %)S
" " "
" " ++
420 240 "
-00 280 "
100 280 "
48"-4
--?42?4+
-0?42?4+
3u poate fi calit
" "
" "
4200 2+,0
4800 2+,0
8000 +4,4
"
"
+10+0"2
+20+0"2
+8,-0+0"2
Supape de ad&isiei si evacuare %)S si %)/
Supape de ad&isiei si evacuare %)S si %)/
Supape de ad&isie si evacuare solicitari &ici %)S si %)/
Supapa de ad&isie si evacuare solicitari &edii %)S si %)/
Supape de ad&isiei si evacuare solicitari &ari %)/
1.3 Calculul ritmului si productivitatii liniei tehnologice. Stabilirea preliminara a tipului sistemului! de productie 1.3.1 $alculul fondului anual real de timp .Ft):
Fr = [ Z c ( Z d + Z s )] n s t s K p unde: ">c este nu&arul *ilelor calendaristice dintr"un an >cM12-*ile?anD ">d este nu&arul *ilelor libere la sfarsit de sapta&ana dintr"un anD >dM-2 sau +04 *ile?anD ">s nu&arul *ilelor sarbatorilor legaleD >sM2*ile?anD "ns nu&arul de schi&buri dat prin te&aD nsM2 "ts durata unui schi&b tsM8ore?schi&b "Kp coeficient care tine sea&a de pierderile de ti&p de lucru datorita reparatiilor e0ecutate in ti&pul nor&al de lucru al schi&bului respectiv( Se reco&anda <2N=: LpM0,84 pentru nsM+D KpM0,82 pentru nsM2D KpM0,84 pentru nsM1 Fr = [365 (52 + 6)] 2 8 0,96 = 4900[ore]
+2
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
1.3.2 $alculul planului de productie de piese .(pp):
N pp = N p n + N r + N rc + N ri [ piese / an] unde: "3p este planul de productie pentru produsul(ansa&blul)respectiv, dat prin te&a 3pM+0(000D "n nu&arul de piese de acelasi tip pe produs "3r nu&arul de piese de re*erva, livrate odata cu produsul( 5n &a'oritatea ca*urilor 3rM0 "3re nu&arul de piese de re*erva livrate la cerere (pentru reparatii)( Se adopta in functie de durabilitatea piesei intre 0 si 200H100F din (3p0n) "3ri nu&arul de piese rebutate la prelucrare din cau*e inevitabile( Se adopta in functie de dificultatea proceselor tehnologice presupuse a fi utili*ate intre 0,+H+F din (3p0nO3rO3rc) D 3riM20 9aloarea calculata a planului productiei de piese 3pp va fi utili*ata in toate calculele tehnico econo&ice si organi*atorice din cadrul proiectului (cap +, cap -, cap 2) N pp = 10000 1 + 0 + 0 + 20[ piese / an] = 10020[ piese / an]
1.3.3 $alculul ritmului si productivitatii liniei tehnologice:
.it&ul liniei tehnologice R are i&plicatii asupra asigurarii sincroni*arii operatiilor (pentru liniile cu flu0 continuu), prin divi*area procesului tehnologic in operatii si fa*e, alegerea utila'elor( SD9"urilor si a structurii fortei de &unca( R = Fr 60 4900 60 [min/ piesa] = = 28[min/ piesa] N pp 10020
Productivitatea liniei tehnologice repre*inta inversul rit&ului liniei: Q = 60 / R = 2,15[ piese / ora ]
1.3.% !ta#ilirea preliminara a tipului .sistemului de productie):
$ipul de productie repre*inta ansa&bulul de factori productivi dependenti, conditionati in principal de: stabilirea in ti&p a productiei, co&ple0itatea constructiva si tehnologica a acesteia si de volu&ul productiei( $ipul de productie influentea*a caracterul si a&ploarea pregatirii tehnice a productiei, nivelul de speciali*are si structura de productie, for&ele de organi*are si de progra&are a productiei, econo&icitatea fabricatiei(
+4
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
%etodele de stabilire a tipului productiei" &etoda indicilor de constanta a fabricatiei, &etoda no&ogra&ei"necesit, pe langa valoarea R si valorile ti&pilor nor&ati pentru operatiile principale ale procesului tehnologic( 5ntrucat in aceasta etapa nu se cunosc ti&pii nor&ati, acestia pot fi adoptati preli&inar, prin anali*a unui proces tehnologic si&ilar e0istent sau la stabilirea ti&pului de productie, se va utili*a un criteriu orientativ (&ai putin precis), ba*at u&ai pe ritu&ul &ediu al liniei tehnologice , R , astfel incat: R P +&in?buc se adopta productie de &asa +P R P+0&in?buc se adopta productie de serie &are 103 R 3 30 min4#uc se adopta productie de serie mijlocie 10P R P +00&in?buc se adopta productie de serie &ica R Q+00&in?buc se adopta productie individuala Deter&inarea &ari&ii opti&e a lotului de piese fabricate(3lot) N lot = N pp Z r ZI = 10020 3 = 1,5 <piese?lot= 21170
unde: >r este nu&arul de *ile care trebuie sa e0iste re*erva de piese 2((1 *ile ">5M>c0(>dO>s) nu&arul anual de *ile lucratoare
!5!756G.)#5E:
D. MARINCAS, D. ABAITANCEI.FABRICAREA SI REPARAREA AUTOVEHICULELOR RUTIERE, ED5$ .) D5D)/$5/) S5 PED)G6G5/) ! / .ES$5 B. GRUNWALD ..TEORIA,CALCULUL SI CONSTRUCTIA MOTOARELOR CU ARDERE INTERNA, ED5$ .) D5D)/$5/) S5 PED)G6G5/) ! / .ES$5 N. BEJAN, D. IOZSA.. FABRICAREA SI REPARAREA INDUSTRIALA A AUTOVEHICULELOR-INDRUMAR DE PROIECT
+8
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
CAPITOLUL 2 Alegerea variantei optime a metodei si procedeului de obtinere a semifabricatului
2.1 Analiza comparativa a metodelor si procedeelor concurente si adoptarea variantei optime
)legerea corecta,rationala a &etodei si procesului de elaborare a se&ifabricatului este una din principalele conditii ce deter&ina eficienta procesului tehnologic, atat in etapa de se&ifabricare cat si in cea de prelucrare &ecanica( /u&
+8
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
costul prelucrarii &ecanice este in general &ai scu&p decat cel al se&ifabricarii ,se reco&anda alegerea &etodelor si procedeelor care satisfacand in totalitate conditiile tehnice i&puse ,conduc la se&ifabricate &ai precise si &ai apropiate de for&a finala( 5n general alegerea procedeului de se&ifabricare este in stransa legatura cu &aterialul din care se e0ecuta piesa( Stabilirea criteriilor de deci*ie constau in general in co&patibilitatea procedeului cu: "&aterialul pentru e0ecutia pieseiD "for&a pieseiD "di&ensiunile principale ale pieseiD "solicitarile pieseiD "preci*ia i&pusa prin desenul de e0ecutieD "tipul productieiD "cerinte de econo&icitate( Pentru se&ifabricatul supapei s"a ales obtinerea sa prin defor&are plastica, eletrorefulare, ur&ata de &atritarea de preci*ie si e0trudare, asigurandu"se astfel fibra'ul necesar pentru obtinerea unei inalte stabilitati di&ensionale( Deci prin obtinerea piesei prin procedeul de turnare, se va reduce procesul de prelucrare &ecanica ceea ce are o influenta foarte i&portanta asupra asigurarii unui prRt de cost cat &ai sca*ut( %atrita in care se toarna corpul supapei va trebui &a'orata tinand cont de contractia pe care o are alia'ul de turnare, deci tiparul final al piesei va fi &ai &are decat piesa originala( $urnarea in for&e &etalice asigura o reducere i&portanta a adaosurilor de prelucrare a pieselor turnate, conco&itent cu obtinerea de suprafete brute de calitate superioara( $urnarea in for&e &etalice nu poate fi aplicata in general la orice piesa( Pentru ca acest procedeu sa dea re*ultatele scontate trebuiesc indeplinite o serie de conditii, din care cele &ai i&portante sunt: "constructia for&ei &etalice trebuie sa fie si&pla si rationala, astfel incat sa co&porte o durata &a0i&a de folosire si un cost redus de e0ecutieD "cantitatea pieselor reparti*ate pentru a fi turnate intr"o for&a &etalica trebuie sa fie &ai &are decat cantitatea de piese socotitat ca &ini&u& necesara pentru asigurarea rentabilitatii for&ei &etaliceD "asigurarea unui process tehnologic corect, care sa tina sea&a de vite*ele foarte &ari de racire ale &etalului turnat si de avanta'ele care re*ulta din acestaD "&ecani*area operatiilor de e0ecutare a for&elor &etalice si a operatiilor de asa&blare,turnare si e0tractive a piesei( 5ntrucat piesa care ur&ea*a a se fabrica indeplineste aceaste cerinte &etoda de obtinere a se&ifabricatului prin turnare in for&e &etalice se alege ca varianta opti&a( #or&a constructiva precu& si caracterul productiei de serie sau in &asa, face posibila auto&ati*area procesului de prelucrare &ecanica( $ehnologiile &oderne prevad obtinerea unor se&ifabricate foarte precise, cu adaosuri &ici, astfel ca u*inarea sa se poata face nu&ai prin rectificare( /onditia principala ce trebuie indeplinita la prelucarea supapei este reali*area concentricitati cat &ai perfecte a conului de ase*are al capului supapei cu portiunea de ghidare a ti'ei( 5n ca*ul general supapele se prelucrea*a prin strun'ire si
20
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
rectificare( /and se obtin se&ifabricate precise, prelucrarea supapelor se face nu&ai prin retificare( Etapele principale de prelucrare &ecanica depind de pocesul tehnologic adotat( 5n ca*ul prelucrarii prin strun'ire si rectificare se e0ecuta ur&atoarele grupe de operatii: operatii de finisareD operatii de control( Profilarea supapei se e0ecuta prin strun'ire, si a portiunii de racordare dintre capul supapei si ti'a( Dupa obtinerea pofilului supapei in stare se&ifinita se aplica trata&entul ter&ic de durificare a suprafetei capului ti'ei prin curenti de inductie( 6peratiile de finisare se e0ecuta prin rectificare( nele procese ehnologice, cuprind si operatia de roluire a ti'ei in vederea obtinerii unei suprafete de inalta calitate( /and supapele sunt preva*ute cu acoperiri din &ateriale dure pe capul ti'ei si pe suprafata conica, in procesul tehnologic sunt cuprinse si operatiile de aplicare a acestor &ateriale(
2.2 Stabilirea pozitiei semifabricatului in forma sau matrita si a planului de separatie
Pentru reali*area corpului supapei este nevoie de o for&a de turnare si a unui &odel tipar, avandu"se in vedere ca de cele &ai &ulte ori el trebuie sa se desfaca in doua sau &ai &ulte bucati(Se&ifabricatul este po*itionat intr"un plan vertical, pentru a per&ite e0tragerea piesei,si in acest sens apare un unghi de evacuare care are varful indreptat spre suprafata piesei considerata ca ase*ata in po*itia de turnare(
2.3 Stabilirea preliminara a adaosurilor de prelucrare si executarea desenului semifabricatului
Pentru a definitiva si a stabili di&ensiunile se&ifabricatului se va avea in vedere re*olvarea ur&atoarelor proble&e: "stabilirea adaosurilor de prelucrare necesare in procesul de aschiere a pieseiD "stabilirea adaosurilor tehnologice pentru asigurarea calitatii se&ifabricatului sau facilitarea anu&itor etape din procesul tehnologic(adaosuri de contractie,inclinari, racordari)( Pentru deter&inarea adaosurilor de prelucrare se va folosi &etoda e0peri&ental statistica, &etoda care are la ba*a standardele si tabelele nor&ative( Suprafetele pieselor, care dupa turnare sufera o prelucrare, se ingroase peste di&enisunile calculate cu +"2 &&, cand aceasta suprafata are po*itia la turnare la fundul piesei,si pana la 1 && cand aceasta portiune este la suprafata piesei( )ceasta ingrosare este necesara, deoarece prin turnare toate ga*ele au tendinta de a se aduna la suprafata piesei facandu"se goluri de diferite &ari&i in
2+
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
&aterialul turnat,sau are loc acu&ularea de i&puritati precu& nisip, *gura, grafit etc( Piesa de obtinut poate pre*enta &uchii interioare sau e0terioare prea ascutite care dau nastere la colturi care se &ulea*a greu si care pot da nastere la concentratori de tensiune(5n acest scop aceste &uchii se vor rotun'i pentru a evita o racire prea brusca si pentru a facilita e0tragerea piesei din for&a(De ase&enea trecerea brusca de la diferite sectiuni cu diferente &ari de di&ensiuni trebuiesc evitate, folosindu"se ra*e de racordare corespun*atoare( n alt aspect i&portant il repre*inta inclinarea &arginilor &odelului fata de a0ul vertical al acestuia deoarece un &odel bine batut in pa&ant nu va putea fi sustras ulterior din for&a( %arginile piesei va face cu verticala un unghi de evacuare indreptat spre suprafata superioara a piesei, considerata ca ase*ata in po*itia de turnare( )cest unghi poarta nu&ele de unghi de evacuare( /onfor& S$)S +-82?+"44, pentru o piesa avand di&ensiunile de gabarit intre +20"280 && se va adopta un adaos de prelucrare de 1 &&( Grosi&ea pieselor turnate se alege in functie de gabaritul si greutatea piesei turnate, de rolul peretilor, natura &etalului si &odul de for&are( Pentru grosi&ea &ini&a a peretilor pieselor turnate se pot adopta valorile indicate in S$)S +-82?+"44( Pentru piese cu di&ensiuni intre +20"280 && si avand re*istenta la tractiune de 2- da3?c&2,grosi&ea peretilor este de -&&( /onfor& aceluiasi standard &entionat anterior ra*ele de racordare vor fi de &a0i& 2 &&, in ti&p ce inclinarile laterale ale suprafetelor e0terioare vor fi de &ini& -E (
2." #ntocmirea planului de operatii pentru executarea semifabricatului
5n acest capitol se vor pre*enta pe scurt succesiunea operatiilor de se&ifabricare( obtinerea propriu"*isa a se&ifabricatului, operatii de pregatire, control, trata&ente ter&ice, acoperiri de suprafete etc() , cu &entionarea principalelor utila'e,SD9"uri,&ateriale si a principalilor para&etrii de lucru(te&peraturi,durate s(a()( Pre*entarea se va face tabelar( 7a e0ecutarea supapelor se&ifabricatelor se obtin prin defor&are plastica, electrorefulare, ur&ata de &atritarea de preci*ie si e0trudare, asigurandu"se fibra'ul necesar pentru obtinerea unei inalte stabilitati di&ensionale( $ab( 2(+"Planul de operatii pentru obtinerea se&ifabricatului 3r( /rt( + 6peratii si fa*e de se&ifabricare Elaborarea &aterialului %asini,utila'e,i nstalatii si SD9"uri /uptor electric cu inductie Para&etrii tehnologici "te&peratura de incal*ire P +4+-E/D "
22
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
supraincal*ire pana la +42-E/ cu &entinere ti&p de 10"4- &in( 2 Defor&are plastica "ter&ocuple de i&ersie cu cartus interschi&babilD "eutecto&etru
prese hidraulice :400, +000, 2-00 K3, prese &ecanice 21, 400, 210 K3, la&inoare duo S10002-0, &asina de incercat la tractiune?co&presiu ne 200K3
Electrorefular e T incal*ire
4 2 4 8
%atritarea de preci*ie E0trudare .acire /uratire?Sabla re /ontrol final
6bs: Se incal*este se&ifabicatul pana in *ona de 2000/ pentru a prote'a &atrita " " " 5nstalatie sablare nisip Subler,ruleta
%atrita pentru prelucrare la cald " "durata: +H +,-ore " "
21
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
24
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
CAPITOLUL !laborarea procesului tehnologic de prelucrare mecanica si control a piesei"
3.1 Analiza proceselor tehnologice similare existente
7a elaborarea unei noi tehnologii de fabricatie se porneste, de obicei, prin anali*a tehnologiilor e0istente, aplicate pentru piesa respectiva sau pentru alte piese din acelasi grup( Procesul tehnologic si&ilar e0istent va fi pre*entat, prin aspectele sale principale, sub for&a tabelara: (r $rt 1 2 526R 76 Debitare Matriare F 8 Strunjire frontala --M !7( ,(6 0T SN 320 Matria !$,06 )7!2587T796 96R7F7$ T5 R6 -----
2-
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
3 Strunjirea capului tijei
# Strunjire tij
) Trata*ent te(nic / Rectificare de 0e*ifini0are a tijei 9 Rectificare de 0e*ifini0are a faetei Rectificarea capetelor tijei
- Strunjirea frontala - Strunjirea cilindric exterioar - Strunjire faet - CTC - Centruire - Strunjire exterioar - Strunjire de de$ajare - %rerete&are - Rete&are - CTC - Calire C+, la -10--#0 - Re.enire la )#0-/#0 - Rectificare - Rectificare - CTC - Rectificare - CTC
- Cuit frontal STR N! SN320 - Cuit frontal - Cuit frontal - "ubler STR N! SN 320 - 'ur$(iere centruire - Cuit lateral - Cuit pentru canelat - Di0c abra1i. 2 #00C3)004100430) - Ma5in de rectificat centre tip 6M6S7S812) - Ma5in de rectificat tip C2: 312** Ma5in bilateral auto*at de rectificat - Di0c abra&i. 2#00C-)004100430) - Calibru *icro*etru - Di0c abra&i. 2 #00C-)004100430) - Calibru raportor - Di0c abra&i. 2 #00C-)004100430) - Calibru *icro*etru
22
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
Strung tip S3120
3.2 Analiza posibilitatilor de realizare a preziziei dimensionale si a rugozitatii prescrise in desenul de executie
5n aceasta etapa a proiectului se stabilesc procedeele de prelucrare care fiind
ulti&ele aplicate in succesiunea operatiilor, pentru fiecare suprafata, asigura conditiile tehnice i&puse prin desenul de e0ecutie( 6rgani*area anali*ei si a deci*iei se face tabelar:
3r $ipul supra" fetei /onditii tehnice i&puse Di&ensiunea si preci*ia (toleranta,cla"sa de preci*ie) S $5;)?/ilin" drica e0teri"oara )bateri de for&a si po*itie .ugo" *itate Procedee posibile de aplicat Satisfacerea cerintelor $ehnic e Econo& ice D /onclu*ii (procedeu adoptat)
de pro duc tivit ate
0 , 070 11 0 , 090
$5;) *ona S superiaoara ? /ilindrica
Se ad&ite subtierea cu 0,0&& sub cota de pe desen /onicitat ea +:.a*a de racordare
0,8
7ustruire
+0
8 Se adopta lustruirea 4 8 Se adopta lustruirea
7epuire 7ustruire 1,2
8 +0
4 8
24
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi e0terioara
10 0,9
cu ti'a . 0,2.a*a de racordare .20 0,.ugo*itat e 1,2 )bateri de perpendic ularitate de 0,+0
7epuire
S /ilindrul e0terior in *ona talerului
41 + 0,20
,1
#re*are frontala de 2 degrosare .ectificare de degrosare
4 Se adopta rectificarea 8
3.3 Stabilireasuccesiunii logice a operatiilor de prelucrare mecanica, tratament termic termochimic! si control 3.3.1 !ta#ilirea succesiunii logice+ economice+ a operatiilor de prelucrare mecanica pentru fiecare suprafata:
Deter&inarea succesiunii si structurii operatiilor de prelucrare &ecanica, trata&ent ter&ic si control se reali*ea*a pe ba*a unor principii de ba*a: pri&ele operatii ale procesului tehnologic sunt destinate crearii ba*elor tehnologice care servesc la prelucrarea &ecanica a celorlalte suprafeteD fiecare operatie de prelucrare ulterioara a unei suprafete trebuie sa fie &ai precisa decat cea pre" cedenta (degrosare, finisare, nete*ire)D ulti&ele operatii sunt de regula cele care au preci*ia cea &ai &are si rugo*itatea &ini&aD prelucrarea &ecanica va incepe, dupa crearea ba*elor tehnologice necesare, cu suprafetele ba*e de &asurare( Pentru stabilirea succesiunii operatiilor ce preced procedeul de prelucrare final, pentru fiecare suprafata, se utili*ea*a un algorit& ba*at pe criteriul reali*arii coeficientilor globali de preci*ie si de rugo*itate:
g =
T
Ts , d T f ,d
unde
$s,d " toleranta la di&ensiunea d a se&ifabricatului $f,d" toleranta la di&ensiunea d a piesei finite(
g =
R
Rs ,d R f ,d
unde
.s,d @ rugo*itatea suprafetei la di&ensiunea d a
se&ifabricatului .f,d @ rugo*itatea suprafetei la di&ensiunea d a piesei finite(
28
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
)lgorit&ul presupune ca plecand de la ulti&ul procedeu aplicat, in ordine inversa, sa se prevada procedee de prelucrare din ce in ce &ai putin precise pentru care sa se calcule*e coeficientii de preci*ie si rugo*itate partiali:
=
T i
Ti 1,d Ti ,d
si
iR =
R1i ,d Ri , d
Se considera o succesiune a operatiilor ca fiind co&pleta in &o&entul in care aceasta poate reali*a trecerea de la conditiile se&ifabricatului de rectificat la cele ale piesei finite:
T in=1 iT g
si
R in=1 iR g
Pentru evitarea e0cesului de preci*ie se ur&areste conditia: +,0T g
si
+,0- g
5n general pot fi propuse &ai &ulte variante de succesiune a operatiilor, criteriul de alegere fiind cel econo&ic( 5n cadrul acestui proiect, succesiunea logica a operatiilor va fi stabilita pentru fiecare suprafata care este prelucrata, iar criteriul coeficientilor globali se aplica doar pentru suprafata cu cele &ai severe conditii tehnice, si anu&e talerul supapei( lti&ul procedeu aplicat este acela de finisare, iar conditia este ca toleranta dia&etrului sa fie de +-U&( $s,dM+-0 U&
g =
T
Ts ,d = 11,53 T f ,d
+,82(
( 5nsa finisarea in ca*ul de fata asigura un )sadar piesa nu poate fi finisata direct ci trebuie supusa la alte operatii pentru a a'unge la preci*ia cu care poate lucra lustruirea( Piesa este supusa unui procedeu de rectificare de degrosare care ofera preci*ia de 80U&( coeficientul de preci*ie partial va fi )ve& +,88( 5n contiunare piesa este supusa unei rectificari de finisare 1,2( care ofera o preci*ie de 2- U&( .e*ulta: M+,88V1,2V+,82M++,--P++,-1V+,0-M+2,+0, asadar sunt indeplinite conditiile &entionate &ai sus( #inisarea asigura si o rugo*itate de 0,4U, &ai &ica decat cea prescrisa in desen( Pentru fusurile palier se procedea*a in acelasi fel(
28
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
3.3.2 !ta#ilirea traseului tehnologic al operatiilor mecanice+ tratament termic si control:
)vand in vedere ordinea operatiilor, stabilita pentru fiecare suprafata si anu&ite criterii tehnico"econo&ice, se stabileste ordinea tuturor operatiior, de la preluarea se&ifabricatului, pana la obtinerea piesei finite( /riteriile econo&ice se refera la asigurarea concordantei procesului tehnologic (operatii concentrate sau diferentiate) cu caracterul productiei( 5n pri&ele operatii se prelucrea*a suprafetele ce vor servi ulterior ca ba*e tehnologice, cele ce repre*inta ba*e de cotare si cele ce pot duce la descoperirea eventualelor defecte de se&ifabricare( $oate operatiile de degrosare se e0ecuta inaintea celor de finisare( Suprafetele cu preci*ia cea &ai ridicata sau care se pot deteriora usor se prelucrea*a ulti&ele( Prelucrarile ce duc la &icsorarea rigiditatii piesei se e0ecuta in finalul procesului tehnologic( Prelucrarile cu scule &etalice se e0ecuta inaintea trata&entelor ter&ice pe suprafetele respective( Dupa etapele &ai i&portante se prevad operatii de control inter&ediar( Se prelucrea*a &ai intai dia&etrele si apoi suprafetele frontale( /riteriile econo&ice se refera la asigurarea concordantei pro cesului tehnologic cu caracterul productiei serie &i'locie(
3r ( /r t + 2 1 4 2 4 8 8 +0 ++ +2 +1 Suprafata prelucrata Suprafete ba*e tehnologice Denu&irea operatiei 3u&arul de ordine al operatiei + 2 1 4 2 4 8 8 +0 ++ +2 +1
Se&ifabricat Suprafata frontala a ti'ei supapei $i'a supapei Suprafata frontala a capului supapei Suprafata cilindrica a capului supapei /analele pentru sigurante Piesa $i'a supapei $i'a supapei Suprafata frontala a ti'ei Suprafata conica $i'a supapei Piesa
.E$E>).E .ectificare .ectificare de degrosare + .ectificare .ectificare .ectificare /alire prin curenti de inductie si revenire .ectificare de degrosare 2 .ectificare de finisare .ectificare .ectificare conica .ectificare de finisare Spalare
3." Alegerea utilajelor si instalatiilor tehnologice
Pentru fiecare operatie in parte se vor alege si &entiona &asinile"unelte si utila'ele necesare in functie de:
10
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
" " " " "
"
$ipul prelucrarii Di&ensiunile de gabarit ale piesei /aracteristicile functionale ale utila'ului Preci*ia si rigiditatea utila'ului $ipul productiei si &etoda de organi*are a fabricatiei, gradul de incarcare al utila'ului /ostul utila'ului si productia interna de utila'e(
3r ( /r t + 2 1 4 -
Suprafata prelucrata
%asina"unealta
Denu&irea operatiei
Se&ifabricat Suprafata frontala a ti'ei supapei $i'a supapei Suprafata frontala a capului supapei Suprafata cilindrica a capului supapei /analele pentru sigurante Piesa $i'a supapei $i'a supapei Suprafata frontala a ti'ei Suprafata conica $i'a supapei Piesa
2 4 8 8 +0 ++ +2 +1
%asina de rete*at %asina de rectificat plan %asina de rectificat fara centre %asina de rectificat %asina de rectificat e0terior auto&ata %asina de rectificat speciala 5nstalatie pentru trata&ent ter&ic %asina de rectificat fara centre %asina de rectificat fara centre %asina de rectificat plan %asina speciala de rectificat conic %asna de rectificat fara centre 5nstalatie de spalat
.E$E>).E .ectificare .ectificare de degrosare + .ectificare .ectificare
3u&arul de ordine al operatiei + 2 1 4 -
.ectificare /alire prin curenti de inductie si revenire .ectificare de degrosare 2 .ectificare de finisare .ectificare .ectificare conica .ectificare de finisare Spalare
2 4 8 8 +0 ++ +2 +1
5n unele ca*uri e0ista si procedeul de roluireW
1+
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
%asina de rectificat :XP.E>:
Ma*ina de rectificat vertical :9;<2/0< 9 )cest siste& unic este conceput s rectifice &ateriale avansate, inclusiv operaii de rectificare a spatelui discurilor din cristale se&iconductoare, rectificare conica, e0terioara si speciala reali*Ynd un nivel Bnalt de planeitate Bn ti&p ce se opti&i*ea* finisrile de suprafa( %aAina de rectificat vertical :9G 2-0 )9 este creat pentru a fi folosit cu roi dia&antate Engis care reduc ti&pii de prelucrare Ai costurile totale( /aracteristici:
$uraie variabil +"2000 rot ? &in Di&ensiunea &a0i& de lucru: S 2-0 && Di&ensiune roat: 2-0 && tip cup )vans: 0(0+"+0 && ? &in Preci*ie: O?" + % .epetabilitate: O?" + % Presiune aer: 2 Lgf ? c&Z
12
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
5nstalatie de spalat piese cu incarcare frontala,P/ 40?210 #:
$arateristici: Tensiune alimentare 400/50 V/Hz a!a"itate rezer#$r 155 l %resiune &e lu"ru 3 'ar Tem!eratura &e lu"ru ma(ima 75 ) %utere "$nsumata !entru in"alzirea a!ei 6 *+ ,ar"ina ma(ima utila 230 *.iametru !lat$u 700 mm /naltime utila 980 mm 0reutate 375 *.imensiuni -a'arit (1 ( l ( 2) 13085 (13185( 13925 mm
11
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
Linie de tratament termic controlat# cu PC
$aracteristici:
u!t$r &e "4lire "u 'azin inte-rat u!t$r &e re#enire 0enerat$r en&$-az a!a"itate 3505Tratamente6 "ementare, "ar'$nitrurare, "4lire
3.$ Adoptarea schemelor de orientare bazare!si fixare a piesei si a dispozitivelor ce asigura realizarea acestora!%
7a stabilirea succesiunii operatiilor procesului tehnologic se au in vedere si se &entionea*a si suprafetele ce repre*inta ba*e tehnologice, utili*ate la prelucrarea diferitelor suprafetele( %odul in care respectivele ba*e tehnologice isi indeplinesc rolul este definit prin elaborarea sche&elor de ba*are si fi0are( Prin ba*area piesei se intelege orientarea acesteia pe &asina"unealta sau in dispo*itiv, adica a suprafetei de prelucrat in raport cu traiectoria &uchiei aschietoare, tinand sea&a de conditiile i&puse prelucrarii si de siste&ul de refe" rinta al celor trei a0e la care se raportea*a gradele de libertate ale piesei ce se prelucrea*a(
14
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
!a*ele tehnologice sau de orientare repre*inta suprafete, &uchii sau puncte fata de care se deter&ina po*itia suprafetelor de prelucrat sau de contro"lat( Ele pot indeplini rolul de contact direct cu rea*e&ele, reglare a po*itiei sculei sau de verificare a po*itiei sculei la ase*area in dispo*itiv( !a*area piesei asigura reali*area di&ensiunilor suprafetelor ce se prelucrea*a si a cotelor ce corelea*a suprafetele prelucrate, in lanturi de di&ensiuni for&ate( #i0area este necesara pentru &entinerea ba*arii reali*ate, adica i&obili*area pie"sei in po*itia opti&a si deci eli&inarea co&pleta a posibilitatilor de deplasare sub actiunea fortelor de aschiere( !a*area piesei se asigura prin eli&inarea unui nu" &ar deter&inat de grade de libertate in raport cu siste&ul fi0 @ egal sau diferit de sase @ in ti&p ce fi0area piesei se reali*ea*a intotdeauna prin preluarea celor sase grade de libertate, in raport cu siste&ul &obil( Pentru operatiile de rectificare de degrosare si de finisare se foloses"te prinderea intre varfuriD ba*ele tehnologice sunt repre*entate de gaurile de cen"trare( 5n cadrul operatiei piesei i se eli&ina - grade de libertate, fiind posibila doar &iscarea de revolutie in 'urul a0ei proprii()ntrenarea se face cu un dispo*itiv u" niversal(7a reali*area operatiei se lustruire se procedea*a in &od ase&anator(
3r( de ordine si denu&irea operatiei
+( .ectificare de degrosare a ti'ei supapei
Sche&a de ba*are si fi0are opti&a
Dispo*itive utili*ate
%asina de rectificat
2( .ectificarea de degrosare a capetelor
%asina bilaterala de rectificat
1( .ectificarea de se&ifinisare a ti'ei
%asina de rectificat
4( Strun'irea fatetei
Strung auto&at
-( Strun'irea *onei de
Strung auto&at
1-
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
racordare
2( Profilarea capatului ti'ei
Strung auto&at
4( .oluirea ti'ei
%asina de roluit
8( .ectificarea ti'ei
%asina de rectificat
8( .ectificarea de degrosare a fatetei
%asina de rectificat
+0( .ectificarea de finisare a capetelor supapei
%asina de rectificat
++( Stru'irea de finisare a capatului supapei
Strung auto&at
+2( .ectificarea de finisare a ti'ei
%asina de rectificat
12
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
+1(
.oluirea ti'ei
%asina de roluit
+4( .ectificarea fatetei
%asina de rectifict
3.& Alegerea S'()urilor
5n acestasta etapa a proiectului se adopta si se pre*inta su&ar sculele utili*ate la fiecare operatie, definite prin: &aterialul propus pentru scula, destina"tia sculei, for&a si di&ensiunile acesteia( )legerea caracteristicilor sculei se face in concordatna cu &aterialul, for&a, di&ensiunile si conditiile tehnice de preci*ie si calitate i&puse piesei de reali*at(
3r de ordine si denu&irea operatiei +( .ectificare de degrosare a ti'ei, a capetelor, a fatetei 2( Strun'irea fatetei, a capetelor de racodare 1( .oluirea ti'ei Scula ve Disc abra*iv E40L/ Dispo*itiv universal %icro&etru e0terior Dispo*iti 9erifi catoare
Strung auto&at %asina de roluit
Dispo*itiv universal .ole
%icro&etru e0terior /o¶toare
14
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
3.* Calculul analitic al adaosurilor de prelucrare si al dimensiunilor intermediare
Dupa cu& s"a &entionat la adaosurile de prelucrare stabilite prin &etoda e0peri&ental statistica, au valori neecono&ice (&ari)( Din acest &otiv, la productia de serie &are si &asa se reco&anda calculul analitic, pentru deter&inarea adaosurilor inter&ediare (indepartare la fiecare operatie) )+ si apoi a celui total: AT = Ai unde & este nu&arul total de operatii de prelucrare &ecanica
i =1 m
aplicate suprafetei resective( /alculul se ba*ea*a pe pre&isa ca &ari&ea adaosului inter&ediar trebuie sa acopere erorile de prelucrare la fa*a precedenta si cele de ase*are, la fa*a curenta, co&ponentele acestui fiind, deci adanci&ea &edie a rugo*itatii, .*p, adanci&ea stratului superficial defect, Sp si abaterile spatiale, pp
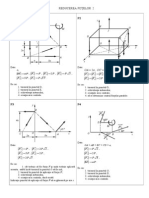
Calculul erorilor spatiale:
"ent := 250 " := 1 l" := 9732
cur!area:
[ m]
cur!area speci"ic#: [m/mm] [mm] $ista%ta $e la supra"ata $e prelucrat la cel &ai apropiat cap#t:
" := 2 " l"
a!aterea spatial# a se&i"a!ricatului: 2 2
s7 := " + "ent s7 = 3163688
[mm]
coe"icie%t $e &icsorare a a!aterii spatiale a se&i"a!ricatului la prelucrari &eca%ice:
i := 1 .. 3
5i := 0305 03025 03003
18
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
a!aterea spatial# pe%tru operatiile $e stru%'ire $e $e(rosare) "i%isare si recti"icare:
i := 5i s7
i =
*+,-./ 0,1*0 2,1 +
A$aosul &i%i& pe%tru o operatie 3a "i:
2 8imin 2 8in$m
2 9z ( i1) + 2 i1 2 8imin + Ti1 &ima( + 2 8in$m &( i1)ma( Ti
A$aosul %o&i%al:
Di&e%siu%ile i%ter&e$iare &a4i&e se 3or calcula cu "or&ula:
&( i1)ma( &( i1)min
Di&e%siu%ile i%ter&e$iare &i%i&e se 3or calcula cu "or&ula:
!5!756G.)#5E
+.D. MARINCAS, D. ABAITANCEI.FABRICAREA SI REPARAREA AUTOVEHICULE-LOR RUTIERE , Editura didactica si pedagogica "!ucuresti .C. PICOS, GH. AILINCAI...CALCULUL ADAUSURILOR DE PRELUCRARE SI AL REGI-MURILOR DE ASCHIERE, Editura tehnica" !ucuresti +844 !.G. DRAGHICITEHNOLOGIA CONSTRUCTIILOR DE MASINI, Editura didactica si pedagogica"!ucuresti ". N. BEJAN, D. IOZSA.. FABRICAREA SI REPARAREA INDUSTRIALA A AUTOVEHICULELOR-INDRUMAR DE PROIECT #. WWW.MASINIUNELTE-OPTIMUM.RO $.WWW.MORENOMASINIUNELTE.RO %.WWW.MACHINETOOLS.COM.RO
18
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
CAPITOLUL $ %!T!&'I(A&!A &!)I'U&ILO& OPTI'! %! LUC&U *I A (O&'!LO& T!+(IC! %! TI'P
40
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
".1 'eterminarea regimurilor optime de lucru
Deter&inarea valorilor opti&e ale regi&urilor de aschiere se ba*ea*a pe opti&i*area unui para&etru global de apreciere a procesului tehnologic respective &ini&*area costului prelucrarii si &ai rar cresterea productivitatii(.egi&ul de aschiere opti& se deter&ina dupa preci*area caracteristicilor sculelor aschietoare si se refera la ur&atorii para&etrii: "adanci&ea de achiere(t) @este grosi&ea stratului indepartat prin aschiere, de pe suprafata piesei la o singura trecereD "avansul(s) <&&?&in, &&?rot,&&?cursa dubla, &&?dinte=" este &ari&ea deplasarii sculei in raport cu piesa, efectuata intr"un interval de ti&p, in cursul &iscarii secundareD "vite*a de aschiere(v) <&?&in,&?s="vite*a relative a taisului sculei in raport cu suprafata de prelucrat( Se va pre*enta in continuare pentru fiecare operatie in parte para&etrii caracteristici sculelor aschietoare:
".2Calculul parametrilor regimului de achiere la strunjirea de degrosare
/,5,*, A$aosul $e prelucrare pe ra6#:
A&a4 :=
*,11. 5
A&a4 = 2,117 [mm]
/,5,5, A$8%ci&ea $e ac9iere si %u&#rul $e treceri: a$8%ci&ea $e asc9iere:
t := A&a4 [mm]
%u&#rul $e treceri:
i :=
A&a4 t
i= *
/,5,., Ale(erea a3a%sului:
s := 2,/
[mm/r$t]
4+
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
/,5,/, Deter&i%area 3ite6ei $e asc9iere: coe"icie%tul care $epi%$e $e caracteristicile &aterialului care se prelucrea6# si ale &aterialului sculei asc9ietoare:
C3 := 510
$ura!ilitatea sculei asc9iatoare:
T := 72 [min]
e4po%e%tul $ura!ilit#tii &aterialului sculei:
& := 2,*5+
a$8%ci&ea $e asc9iere:
t = 2,117
e4po%e%tii a$8%ci&ii $e asc9iere si a a3a%sului:
43 := 2,*:3 := 2,.+
$uritatea &aterialului $e prelucrat 8% u%it#ti Bri%ell:
;B := 5+-
42
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
e4po%e%tul $ura!ilit#tii &aterialului $e prelucrat pe%tru ;B@ *30
% := *,0
aria sectiu%ii sculei: 5 = := *+ *+ [ && ] coe"icie%tul 8% "u%ctie $e &aterialul prelucrat >otel?:
:= 2,2coe"icie%tul ce ti%e sea&a $e i%"lue%ta sectiu%ii tra%3ersale a cutitului:
= <* := 52 .2
:= 2,.
e4po%e%tul 8% "u%ctie $e %atura &atreialului $e prelucrat:
u%(9iul $e atac pri%cipal:
:= -2
coe"icie%tul ce ti%e sea&a $e i%"lue%ta u%(9iului $e atac pri%cipal:
/+ <5 :=
a := *0
pe%tru scule ar&ate cu pl#cute $ure:
u%(9iul $e atac secu%$ar:
* := 52
41
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
coe"icie%tul ce ti%e sea&a $e i%"lue%ta u%(9iului $e atac secu%$ar:
a <. := *
r := 2,.
2,21
ra6a $e racor$are a 38r"ului cutitului:
e4po%e%tul "u%ctie $e tipul prelucr#rii >$e(rosare?:
:= 2,**
coe"icie%tul ce ti%e sea&a $e ra6a $e racor$are a 38r"ului cutitului:
r </ := 5
coe"icie%tul ce ti%e sea&a $e i%"lue%ta &aterialului $i% care este co%"ectio%at# partea asc9ietoare a sculei:
<+ := 2,1coe"icie%tul ce ti%e sea&a $e &aterialul $e prelucrat:
<7 := 2,10
coe"icie%tul ce ti%e sea&a $e &o$ul $e o!ti%ere a se&i"a!ricatului:
<0 := 2,11
coe"icie%tul ce ti%e sea&a $e starea stratului super"icial al se&i"a!ricatului:
<- := *
coe"icie%tul ce ti%e sea&a $e "or&a supra"etei $e $e(a'are:
<1 := 2,17
44
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
3ite6a $e asc9iere:
3 := T t
&
C3
43
:3
;B 522
<* <5 <. </ <+ <7 <0 <- <1
3 = -1,+5
A&B&i%C
/,5,+, Sta!ilirea "ortei pri%cipale $e asc9iere:
C/ := 501 4* := *
:* := 2,0+ %* := 2,.+ F6 := C/ t
4*
:*
;B
%*
F6 = 107,+/% := *222 3 .,*/ /+
ANC
% = 7..,+/+
ArotB&i%C
/,5,7, Sta!ilirea puterii e"ecti3e $e stru%'ire:
N :=
F6 3 72222
[*+]
N = *,/+0
4-
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
/alculul para&etrilor regi&ului de aschiere la rectificare:
/,.,*, A$aosul $e prelucrare pe ra6#:
A&a4 :=
2,*++ 5
A&&C
A&a4 = 2,20-
/,.,5, A$8%ci&ea $e ac9iere si %u&#rul $e treceri: a$8%ci&ea $e asc9iere:
t := A&a4 A&&C
/,.,., Nu&#rul $e treceri:
A&a4 i := t i =*
/,.,/, Sta!ilirea a3a%sului: a3a%sul lo%(itu$i%al i% "ractiu%i:
2,5+,,,2,/
:= 2,.
lati&ea $iscului a!ra6i3 "olosit:
B := /2
a3a%sul:
Sl := B A&&Brot piesaC Sl = *5
42
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
/,.,+, Sta!ilirea 3ite6ei $e asc9iere si a 3ite6ei $e rotatie a piesei: 3ite6a $e asc9iere la recti"icare E 3ite6a $e rotatie a $iscului a!ra6i3:
.*,+,,,/2
[m/s] [mm] [min]
3 := .+ $ := /2 T := *+
coe"icie%tul $e corectie:
D3t := 2,-0 3p := 2,5 $ T
2,+ 2,.
Sl
D3t
A&B&i%C
3ite6a $e asc9iere:
3p = 2,2.turatia piesei:
A&B&i%C
*222 3p %p := .,*/ 1,1.+ %p = *,5*
ArotB&i%C
ArotB&i%C
/,.,7, Sta!ilirea "ortei pri%cipale $e asc9iere: coe"icie%tul $e corectie a "ortei care $epi%$e $e %atura &aterialului:
C" := 5,5 F6 := C" 3p F6 = 2,505
2,0
Sl
2,0
2,7
A$aNC
44
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
/,.,0, Sta!ilirea puterii %ecesar# pe%tru actio%area piesei la recti"icarea cu a3a%s $e p#tru%$ere: lu%(i&ea portiu%ii care 3a "i recti"icat:
Lp := 10,5 DNT* := *
A&&C
coe"icie%tul $e corectie i% "u%ctie $e $uritatea $iscului a!ra6i3:
coe"icie%t $e corectie i% "u%ctie $e %atura &aterialului:
DNF := *,*
/,.,-, Sta!ilirea puterii e"ecti3e $e asc9iere:
St := 2,255 N := 2,21- 3p Sl N = 2,.15 A<GC
2,0
St
2,0
2,5+
Lp DNT* DNF
".2. Calculul normei de timp
/,/,*, Calculul %or&ei $e ti&p pe%tru operatia $e $e(rosare NT NT T! Ta T $t T $o T o% T ! + T a + T $t + T $o + T o% + ti&pul %or&at pe operatie ti&p $e !a6# ti&p au4iliar ti&pul $e $eser3ire te9%ic# ti&pul $e $eser3ire or(a%i6atoric# T pi %
48
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
T $o T o% T pi % ti&p $e o$i9%# si %ecesit#ti "iresti ti&p $e pre(#tire 8%c9eiere lotul $e piese care se prelucrea6#
Ti&pul $e !a6# : lc := 10,5 A&&C % := 7..,+/+ ArotB&i%C s := 2,/ i := * T ! := lc i s% A&i%C A&&BrotC lu%(i&ea $e calcul turatia cu care se roteste piesa a3a%s %u&arul $e treceri
T ! = 2,.-/
Ti&pul $e $eser3ire te9%ic#: D* := 5,** D5 := *,5 D. := +,/ T $t := D* *22 T!
.
T $t = -,21. *2
D5
A&i%C
Ti&pul $e $eser3ire or(a%i6atoric#: T $o := T *22 !
.
T $o = /,72. *2
A&i%C
48
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
Ti&pul $e o$i9%# si %ecesit#ti "i6iolo(ice: T o% := D.
T *22 ! A&i%C
T o% = 2,25*
Ti&p $e pre(#tire 8%c9eiere: T pi := 52 AlotB&i%C
Ti&p au4iliar: T a* := *,+ pri%$erea si $espri%$erea piesei co&a%$a &asi%ii
T a5 := 2,2+ + 2,5+ + 2,*+ + 2,7+ T a. := 2,*+ T a/ := 2,5-
co&ple4e $e &8%uire le(ate $e "a6# &#sur#ri $e co%trol
T a := T a* + T a5 + T a. + T a/ T a = .,2. % := *222 A&i%C %u&arul $e piese $i% lot
Nor&a $e ti&p pe%tru operatia $e $e(rosare: T pi NT := T ! + T a + T $t + T $o + T o% + % NT = .,/70 A&i%C
-0
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
/,/,5, Calculul %or&ei $e ti&p pe%tru operatia $e recti"icare T pi %
NT NT T! Ta T $t T $o T o% T pi %
+ T ! + T a + T $t + T $o + T o% ti&pul %or&at pe operatie ti&p $e !a6# ti&p au4iliar ti&pul $e $eser3ire te9%ic# ti&pul $e $eser3ire or(a%i6atoric# ti&p $e o$i9%# si %ecesit#ti "irest i ti&p $e pre(#tire 8%c9eiere lotul $e piese care se prelucrea6#
Ti&pul $e !a6# : Ac := 2,20< := *,*+ st := 2,255 %p := *,5* T ! := Ac < st %p A&i%C
T ! = .,.0
Ti&p $e pre(#tire 8%c9eiere: T pi := + AlotB&i%C
-+
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
Ti&pul $e $eser3ire te9%ic#: ti := 5,. T := 72 T $t := *,* ti T A&i%C A&i%C T! A&i%C ti&pul pe%tru 8%$reptare $ura!ilitatea $iscului a!ra6i3
T $t = 2,*/5 Ti&p au4iliar: T a* := 2,/
A&i%C
pri%$erea si $espri%$erea piesei A&i%C co&a%$a &asi%ii
T a5 := 2,2/* + 2,27 + 2,* T a. := 2,.+ A&i%C
&#sur#ri $e co%trol
T a := T a* + T a5 + T a. T a = 2,1+* A&i%C
Ti&pul $e $eser3ire or(a%i6atoric#: D := *,5+ T $o := D *22
( T ! + T a)
A&i%C
T $o = 2,2+/
Ti&pul $e o$i9%# si %ecesit#ti "i6iolo(ice: T ! + T a = /,.5* T o% := .,+ T! + Ta *22
T o% = 2,*+*
A&i%C
Nor&a $e ti&p pe%tru operatia $e recti"icare: T pi NT := T ! + T a + T $t + T $o + T o% + % NT = /,70. A&i%C
-2
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
!5!756G.)#5E
&.D. MARINCAS, D. ABAITANCEI.FABRICAREA SI REPARAREA AUTOVEHICULE-LOR RUTIERE , Editura didactica si pedagogica "!ucuresti .C. PICOS, GH. AILINCAI...CALCULUL ADAUSURILOR DE PRELUCRARE SI AL REGI-MURILOR DE ASCHIERE, Editura tehnica" !ucuresti +844 !.G. DRAGHICITEHNOLOGIA CONSTRUCTIILOR DE MASINI, Editura didactica si pedagogica"!ucuresti ". N. BEJAN, D. IOZSA.. FABRICAREA SI REPARAREA INDUSTRIALA A AUTOVEHICULELOR-INDRUMAR DE PROIECT
-1
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
CAPITOLUL , Calculul necesarului de forta de munca- utila.e*%/-uri si materiale
$.1 '+,+-.#/A-+A (012.212# A/2A1 '+ 12C-A-#
-4
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
$oate calculele tehnico"econo&ice cuprinse in acest capitol se refera la perioada de un an pentru care s"a deter&inat planul anual al productiei de piese 3ppM+0020 piese?an 9olu&ul anual de lucrari, nor&at, pentru fiecare operatie, aferent &uncitorului si &asinii"unelte( se accepta egalitatea celor 2 valori): N pp 10020 V= = = 167[ore] 60 60 $i&pul total (anual) de lucru aferent sculelor aschietoare: N pp t n 10020 25,09 Vs = = 4190[ore] 60 60 $i&pul total (anual ) de lucru aferent dispo*itivelor si verificatoarelor: VS = N pp t b 60 = 10020 3,37 = 562,70[ore] 60
$.2 CA1C2121 /+C+SA-212# '+ 30-,A '+ .2/CA S# 2,#1A4+ /.2.1 F5(),0 )6 T7M2
Fm = [ Z c ( Z d + Z s + Z 0 )] t s k m unde >c M nu&arul *ilelor calendaristice dintr"un an, >c M12>dM nu&arul *ilelor libere la sfarsit de sapta&ana dintr"un an, >d M+04 >sMnu&arul *ilelor sarbatarilor legale intr"un an, >sM2 >0M 20 *ile, durata &edie a concediului anual de odihna a unui &uncitor tsMdurata unui schi&b,ts M8 ore?schi&b K&M coeficient care tine sea&a de pierderile de ti&p de lucru datorita reparatiilor e0ecutate in ti&pul nor&al de lucru al schi&bului respectiv,K& M0,84 MQ #&M+821,2<ore= -(2(2 #63D 7 DE $5%P )3 )7 )7 $57); 7 5, <6.E=
(, 0
0 M,($7T5R,0,7+ =5R6>
Fu = [ Z c ( Z d + Z s + Z r )] t a k u n s unde >rM +1 *ile, nu&arul de *ile de i&obili*are a utila'ului pentru reparatii, re" pre*entand cca -F din fondutl de ti&p no&inalD KuM0,8- coeficient de utili*are al utila'uluiD MQ#uM128+,2<ore=
--
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
/.2.3 $ 0$,0,0 (6$6! R,0,7 )6 F5RT )6 M,($ < (,M R,0 )6 M,($7T5R7 0 F76$ R6 526R T76
mi = Vi Fm
3r( 6peratie
/alificarea &uncitorului
3or&a de ti&p
9olu&ul de lucrari
#ondul de ti&p
3u&arul de &uncitori
/alculat .ectificare plana .ectificare de degrosare .ectificarea suprafetei cilindirce .ectificarea canalelor pentru sigurante .ectificarea de finisare %asina de rectificat plan %asina de rectificat fara centre %asina de rectificat e0terior %asina de rectificat speciala %asina bilaterala de rectificat ++,+0 -,11 -,48 -,+0 140,14 +44,84 +81,+8 +40,+4 +821,2 +821,2 +821,2 +821,2 0,20 0,08 0,+0 0,08
6peratii concentrate + 2 si 1 + 2 si 1 +,2 si 1 + 2 si 1
)doptat + + + +
-,42
+82,+8
+821,2
0,+0
4-
/.2.% $ 0$,0,0 (6$6! R,0,7 )6 ,T70 ?6:
.elatia pentru calculul necesarului de utila'e este si&ilara cu cea an"terioara: V mi = i Fm %eseriile, categoriile de calificare si treptele de salari*are cerute de fiecare operatie vor fi stabilite in concordanta cu nor&ative, avand, eventual in vedere si situatia din intreprinderi ce reali*ea*a operatii si&ilare( /alculele si definitivarea valorilor se vor face tabelar:
3r( 6peratie
/alificarea &uncitorului
3or&a de ti&p
9olu&ul de lucrari
#ondul de ti&p
3u&arul de &uncitori
/alculat .ectificare plana .ectificare de degrosare %asina de rectificat plan %asina de rectificat fara centre ++,+0 -,11 140,14 +44,84 +821,2 +821,2 0,20 0,08
6peratii concentrate + 2 si 1 + 2 si 1
)doptat + +
-2
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi .ectificarea suprafetei cilindirce .ectificarea canalelor pentru sigurante .ectificarea de finisare %asina de rectificat e0terior %asina de rectificat speciala %asina bilaterala de rectificat -,48 -,+0 +81,+8 +40,+4 +821,2 +821,2 0,+0 0,08 +,2 si 1 + 2 si 1 + +
-,42
+82,+8
+821,2
0,+0
4-
5n ur&a calculelor, cu relatia de &ai sus vor re*ulta valori &i reale iar adoptarea
valorilor intregi se va face pe ba*a unei anali*e a particularitatilor procesului tehnologic( 5n general rotun'irea se va face la cea &ai apropiata valoarea intreaga superioara e0ceptia ca*urilor in care partea *eci&ala este sub 0,0-H0,+ cand se poate face apro0i&ativ spre valoarea intreaga inferioara(
$.3 CA1C2121 /+C+SA-212# '+ S.'.(.)2-# /.3.1 $ 0$,0,0 (6$6! R,0,7 )6 !$,06
3or&a de consu& annual de scule se deter&ina tinand sea&a de durabilitatea acestora (intre reascutiri), de ti&pul de lucru nor&at, de nu&arul de reascutiri posibile si de nu&arul de piese prelucrate annual( , unde K[M+,08 coeficient care tine sea&a de de distrugerile accidentale ale sculei( 3u&arul de reascutiri posibile se deter&ina, tinand sea&a de nor&ative, cu relatia: rM%?h unde % <&&= este &ari&ea stratului de &aterial al sculei ce se poate indeparta prin ascutiri, iar h este &ari&ea corespun*atoare a stratului indepartat la o reas" cutire(
3r( operatiei Scula % <&&= h <&&= $ <&in= tb <&in= calculat + %asina de + rectificat plana 2 %asina de 2 rectificat """ """" 4,8 +,08 2002 204-,24 adoptat 2042
"""
""""
+00
0,-
+,08
2002
+0,8+
++
-4
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi fara centre 1 %asina de 1 rectificat e0terior 4 %asina de 4 rectificat speciala 2 %asina - bilaterala de rectificat """" """" 4 0,4 +,08 2002 148,14 148
""""
""""
0,4
+,08
2002
+42,84 2
+41N2
+,-
0,-
10
0,2
+(08
2002
+4,4+
+-
/.3.2 $ 0$,0,0 (6$6! R,0,7 )6 )7!2587T796 !7 96R7F7$ T5 R6
Pentru dispo*itive de ba*are si fi0are, se poate considera o durabilitate de &ini&u& un an, deci necesarul se stabileste in raport cu nu&arul &asinilor" unelte si a utila'elor respective( 5n ca*ul dispo*itivelor de verificare si &asurare se poate deter&ina necesarul anual, tinand sea&a de durabilitatea suprafetei active si de nu&arul total de &asurtori, cu relatia: 3cvM 0K[ unde K[M +,08D ndM nu&arul de &asuratori ce produc u*ura suprafetei active cu + U&D iM &ari&ea u*urii acceptabile pentru verificatorul respectiv <U&=D nvM nu&arul de &asuratori efectuate pentru o piesa cu verificatorul respectivD
3r operatiei Dispo*itivul
i
calculat )doptat 2
+(rectificare ti'a 2( .ectificare de degrosare a capetelor 1( .ectificare de degrosare a fatetei 4(.oluire
%icro&etru e0terior %icri&etru e0terior
12
+0000
+,08
2002
+,--
8000
+,08
2002
0,+1
%icro&etru e0terior
+0000
+,08
2002
0,+4
%icro&etru e0terior %icro&etru
-000
+,08
2002
+,28
-( Strun'ire
+0000
+,08
2002
0,+4
-8
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi e0terior
Pentru dispo*itivele de ba*ara si fi0are necesarul se re*u&a la cate o pereche pentru fiecare &asina"unealta, adica cate o pereche pentru fiecare operatie(
!5!756G.)#5E
&.D. MARINCAS, D. ABAITANCEI.FABRICAREA SI REPARAREA AUTOVEHICULE-LOR RUTIERE , Editura didactica si pedagogica @ !ucuresti . N. BEJAN, D. IOZSA.. FABRICAREA SI REPARAREA INDUSTRIALA A AUTOVEHICULELOR-INDRUMAR DE PROIECT
-8
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
CAPITOLUL 0 Calculul costului de fabricatie al piesei
20
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
&.1Structura generala a costului de fabricatie unitar
Pentru aprecierea eficientei unui proces tehnologic, co¶tiv cu cele si&ilare e0istente, sau petru adoptarea unei variante econo&ice de proces tehnologic, in ca*l elaborarii, in paralel, a &ai &ultor variante, o&patibile din punct de vedere tehnic cu cerintele i&puse piesei, se deter&ina costul piesei sau al lotului de piese( 7a ba*a calculelor stau valorile deter&inate la cap -( .ivind consu&urile de fortae &unca, utila'ele SD9"uri si &ateriale( /alculul costului de fabricatie unitar se poate face pe artiole de calculatie, acestea fiind clasificate in doua categorii(
&.2Cheltuieli directe
/are se efectue*a in legatura cu fiecare unitate de produsD in co&ponenta lor intra: "cheltuieli cu &aterii pri&e si &atriale directe, din care se scad cheltuielile cu deseurile recuperabile /&at 5n capitolele anterioare s"a ales drept procedeu de fabricare, aducerea la cota prin rectificare( )sadar cheltuielile cu &aterii pri&e sunt repre*entate de costul pieselor fabricate: /&atM3pp0cM +0020V-00M -(0+0(000 .63 unde c este costul unei piese fabricate( "cheltuiele cu &anopera directa /&an /ostul &anoperei se deter&ina pe ba*a necesarului de forta de &unca deter&inat la capitolul 9, a salariilor orare, in functie de calificarea &uncitorilor, ca si a celor privind adaosurile procentuale la salariu ( cota de asigurari sociale casM2-F si a'utor de so&a' asM-F), stabilite prin hotarare guverna&entala(.elatia de calcul: /&anM
1 cas + as (1 + ) ( si tni )[ RON /[ piesa ] 60 100
/&anM0,018.63?piesa
&.3Cheltuieli indirecte
/are se efectuea*a pentru productie in ansa&blul sau sunt co&une &ai &ultor produseD in co&ponenta lor intra: " cheltuieli cu intretinerea si functionarea utila'ului /ifu )ceste cheltuieli cuprind: a&orti*area &i'loacelor si utila'elor sectieiD cheltuieli pentru reparatiiD cheltuieli cu energia, co&bustibilul si alte &ateriale tehnologiceD
2+
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
cheltuieli cu reparatia si intretinerea sculelor si dispo*itivelor( )ceste cheltuieli se pot deter&ina prin in&ultirea &anoperei directe cu coeficientul de repartitie a cheltuielilor de intretinere si reparatie a utila'elor, K/5# M0,40 //5# M0,400,018M0,0+-2<.63?piesa= "cheltuile generale ale sectiei (regie de sectie) .s .sM0,04-.63?<piesa= "cheltuieli generale ale intreprinderii (regie de intreprindere) .i .iM0,0+2<.63?piesa= /ostul de fabricatie unitar, /u se obtine prin insu&area acestor articole de calculatie: /uM/&atO/&anO/ifuO.sO.i<lei?<piesa= M-02.63?piesa
&."Calculul pretului piesei
Pretul productiei Pp:
= Cu (1 +
nde b repre*inta beneficiul (venitul net)al intreprinderii, e0pri&at in procente (u*ual bM2F(((+-F) Pretul de livrare Pl:
l
b ) = 577[lei / piesa ] 100
(1 +
nde $9) repre*inta ta0a pe valoare adaugata, e0pri&ata procentual ($9)M+8F) Pretul de van*are cu a&anuntul al piesei, corespun*ator prcesului tehologic proiectat:
a
TVA ) = 686,6[lei / piesa ] 100
l1
(1 +
nde ac este +-F adaosul co&ercial e0pri&at procentual(
ac ) = 789,6[lei / piesa ] 100
!5!756G.)#5E
&. N. BEJAN, D. IOZSA.. FABRICAREA SI REPARAREA INDUSTRIALA A AUTOVEHICULELOR-INDRUMAR DE PROIECT
22
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
CAPITOLUL 1 'aterial grafic
21
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
)3S)%!7 7 D53 /).E #)/E P).$E P5ES):
24
niversitatea Politehnica !ucuresti"#acultatea de $rasporturi
2-
S-ar putea să vă placă și
- Model Proiectare MenghinaDocument103 paginiModel Proiectare MenghinaadinaÎncă nu există evaluări
- Calculul Si Filmul Tehnologic Racord Tip FlansaDocument22 paginiCalculul Si Filmul Tehnologic Racord Tip FlansaZafiu AlexandruÎncă nu există evaluări
- Proiect TCMUPSDocument44 paginiProiect TCMUPSCosmin PopescuÎncă nu există evaluări
- Mecanismul de DistributieDocument20 paginiMecanismul de DistributieFlorin Manea100% (25)
- VolantDocument72 paginiVolantadrianabranetÎncă nu există evaluări
- Fabricarea Si Repararea AutovehiculelorDocument44 paginiFabricarea Si Repararea AutovehiculelorAxapolis GeorgeÎncă nu există evaluări
- Troliu de Foraj PDFDocument21 paginiTroliu de Foraj PDFcatalin_nicolae5480Încă nu există evaluări
- Fra Proiect Tema Ax Furca Fisa Film Operati Strunjire Finisare ..Desen Executie AxDocument49 paginiFra Proiect Tema Ax Furca Fisa Film Operati Strunjire Finisare ..Desen Executie AxDima Alin0% (2)
- Exemplu Proiect PPS2Document62 paginiExemplu Proiect PPS2Andrei Trocaru100% (2)
- Planificarea Traiectorilor de Miscare Al Robotilor IndustrialiDocument44 paginiPlanificarea Traiectorilor de Miscare Al Robotilor IndustrialiCostea AdrianÎncă nu există evaluări
- Metode de AsamblareDocument36 paginiMetode de AsamblarePappa Anton Florin100% (1)
- Proiect PD ModificatDocument69 paginiProiect PD ModificatDiana AndriescuÎncă nu există evaluări
- Proiect de An Tehnologia Constructiilor de MasiniDocument40 paginiProiect de An Tehnologia Constructiilor de MasiniCheloba100% (3)
- Proiect de Atestat 1Document36 paginiProiect de Atestat 1Irimia Ionel100% (2)
- Caiet Proiect Dispozitive - Exemplu de CompletareDocument20 paginiCaiet Proiect Dispozitive - Exemplu de CompletareDrD3ViL100% (1)
- Proiect CompresoareDocument17 paginiProiect CompresoareMarian SadaÎncă nu există evaluări
- Tema Sisteme Flexibile de FabricatieDocument24 paginiTema Sisteme Flexibile de Fabricatieeusuntbe100% (1)
- Piesa Flansa 6 GauriDocument24 paginiPiesa Flansa 6 GauriAlina Alina100% (1)
- Precizia Prelucrarii Mecanice A PieselorDocument28 paginiPrecizia Prelucrarii Mecanice A Pieselorgrigoremf100% (1)
- Proiect EFDocument19 paginiProiect EFCiric Mihai KaluÎncă nu există evaluări
- Sistem TehnologicDocument19 paginiSistem Tehnologictzumpy30100% (1)
- Din 1055-2 e 2007-01Document12 paginiDin 1055-2 e 2007-01Anonymous PibYPgh100% (1)
- Din 743-2 e 2008-10 PDFDocument24 paginiDin 743-2 e 2008-10 PDFYuryÎncă nu există evaluări
- ProblemeDocument9 paginiProblemeDaniela Gradisteanu0% (1)
- BPD DP Capitole123Document19 paginiBPD DP Capitole123Andrei GalateanuÎncă nu există evaluări
- Tehnologia Executie Lucrarilor de FundatieDocument6 paginiTehnologia Executie Lucrarilor de FundatieMirela StancuÎncă nu există evaluări
- Tarea 2Document1 paginăTarea 2Yosa HernándezÎncă nu există evaluări
- 21 Rezumat Teza de DoctoratDocument40 pagini21 Rezumat Teza de DoctoratAlexandru MoldovanÎncă nu există evaluări
- Cep Cu Flanse FRADocument142 paginiCep Cu Flanse FRALaurian Tomseanu100% (1)
- Tehnologii de Fabricare Si Asamblare Ale AutovehiculelorDocument72 paginiTehnologii de Fabricare Si Asamblare Ale Autovehiculelorsilv3r04Încă nu există evaluări
- Proiect Fundatii PDFDocument75 paginiProiect Fundatii PDFscorpion1954Încă nu există evaluări
- Proiect TDPRDocument28 paginiProiect TDPRAndrei PavelÎncă nu există evaluări
- Memoriu DevizeDocument7 paginiMemoriu DevizeBanacu DanielÎncă nu există evaluări
- Julean Bazele Generării Suprafețelor PDFDocument150 paginiJulean Bazele Generării Suprafețelor PDFUreche IlieÎncă nu există evaluări
- FurciDocument28 paginiFurciCristina FlorinaÎncă nu există evaluări
- Notiuni Privind Generarea Suprafetelor Prin AschiereDocument11 paginiNotiuni Privind Generarea Suprafetelor Prin AschiereRadu VasileÎncă nu există evaluări
- Fişă TehnologicăDocument3 paginiFişă TehnologicăMihai Buzatu0% (1)
- Fabricarea Produselor Din Lemn - Tehnologia Prelucr - Rii Lemnului - X - PCDocument8 paginiFabricarea Produselor Din Lemn - Tehnologia Prelucr - Rii Lemnului - X - PCNeghina FlorinÎncă nu există evaluări
- Dispozitiv de GaurireDocument25 paginiDispozitiv de GaurireBaciu Mihai-PetruÎncă nu există evaluări
- DISPOZITIVEDocument24 paginiDISPOZITIVECichirdan MihaiÎncă nu există evaluări
- Curs BagsDocument83 paginiCurs BagsStanciuIonutÎncă nu există evaluări
- Curs 12 - FinalDocument13 paginiCurs 12 - FinalRadu TorpyÎncă nu există evaluări
- Normativ np15 Proiectare SpitaleDocument143 paginiNormativ np15 Proiectare Spitalejohnny_nfs_2Încă nu există evaluări
- Proiect TCMDocument40 paginiProiect TCMdorindorin2100% (1)
- TPR TemaproiectDocument1 paginăTPR TemaproiectDraganAndreyÎncă nu există evaluări
- Curs - Dispo Continuare 0Document97 paginiCurs - Dispo Continuare 0Mihaela IosofÎncă nu există evaluări
- Cap 6Document131 paginiCap 6iringokantÎncă nu există evaluări
- Model Raport de PracticaDocument3 paginiModel Raport de PracticaTudor CostinÎncă nu există evaluări
- Influența Tipului de Ponderare La Diferite Moduri de Echipare Asupra Nivelului Sonor (N N)Document2 paginiInfluența Tipului de Ponderare La Diferite Moduri de Echipare Asupra Nivelului Sonor (N N)Tudor CostinÎncă nu există evaluări
- Regulament de ParcareDocument3 paginiRegulament de ParcareTudor CostinÎncă nu există evaluări
- Laborator Masurarea Si Analizarea Zgomotului de EvacuareDocument6 paginiLaborator Masurarea Si Analizarea Zgomotului de EvacuareTudor CostinÎncă nu există evaluări
- CapDocument31 paginiCapTudor CostinÎncă nu există evaluări
- EDMUNDO - Ghid de Redactare Al Unei Scrisori de RecomandareDocument2 paginiEDMUNDO - Ghid de Redactare Al Unei Scrisori de RecomandareTudor CostinÎncă nu există evaluări
- Capitolul 2 RevizuitDocument23 paginiCapitolul 2 RevizuitTudor CostinÎncă nu există evaluări
- Capitolul 5 DINAMICA TRACȚIUNII (Repaired)Document25 paginiCapitolul 5 DINAMICA TRACȚIUNII (Repaired)bogdanalaciÎncă nu există evaluări
- Tema LegislatieDocument7 paginiTema LegislatieTudor CostinÎncă nu există evaluări
- Alegerea Anvelopelor Și A JantelorDocument4 paginiAlegerea Anvelopelor Și A JantelorTudor CostinÎncă nu există evaluări
- CapDocument31 paginiCapTudor CostinÎncă nu există evaluări
- Standarde - Organe de Masini Vol IdDocument15 paginiStandarde - Organe de Masini Vol IdTudor CostinÎncă nu există evaluări
- Calendar Bac Sesiunea Speciala 2014Document1 paginăCalendar Bac Sesiunea Speciala 2014iIoana4nÎncă nu există evaluări
- EDMUNDO - Ghid de Redactare Al Eseului PersonalDocument6 paginiEDMUNDO - Ghid de Redactare Al Eseului PersonalDoinaVoroneanuÎncă nu există evaluări
- Caract TractiuneDocument3 paginiCaract TractiuneTudor CostinÎncă nu există evaluări
- Tema 3Document1 paginăTema 3Barbu MihailÎncă nu există evaluări
- 1Document1 pagină1Tudor CostinÎncă nu există evaluări
- !!!ghid Licenta FPSE 2012 Post Review 02Document11 pagini!!!ghid Licenta FPSE 2012 Post Review 02Tudor CostinÎncă nu există evaluări
- 02 3 Sem Reducerea FotelorDocument2 pagini02 3 Sem Reducerea FotelorBarbu MihailÎncă nu există evaluări
- CapDocument31 paginiCapTudor CostinÎncă nu există evaluări
- Leg Is LatieDocument6 paginiLeg Is LatieTudor CostinÎncă nu există evaluări
- Calcul VectorialDocument7 paginiCalcul VectorialVisan LaurentiuÎncă nu există evaluări
- Variante PMR EndDocument3 paginiVariante PMR EndTudor CostinÎncă nu există evaluări
- Poluantii Produsi de Motoarele Cu Ardere Interna Si Nocivitatea LorDocument36 paginiPoluantii Produsi de Motoarele Cu Ardere Interna Si Nocivitatea LorTudor CostinÎncă nu există evaluări
- Construcția Si Calculul BieleiDocument12 paginiConstrucția Si Calculul BieleiTudor CostinÎncă nu există evaluări
- Capitolul 5Document4 paginiCapitolul 5Tudor CostinÎncă nu există evaluări
- PMR L4 1B Tudor CostinDocument4 paginiPMR L4 1B Tudor CostinTudor CostinÎncă nu există evaluări
- Anexa7 TomaDocument1 paginăAnexa7 TomaTudor CostinÎncă nu există evaluări
- Tema LegislatieDocument7 paginiTema LegislatieTudor CostinÎncă nu există evaluări