S-ar putea să vă placă și
- PROIECT PPF Roata Dintata ConicaDocument20 paginiPROIECT PPF Roata Dintata ConicaOlteanu SorinÎncă nu există evaluări
- Capitolul 2 Alegerea Materialului Optim Pentru Confectionarea PieseiDocument53 paginiCapitolul 2 Alegerea Materialului Optim Pentru Confectionarea PieseiCalin MihaitaÎncă nu există evaluări
- Procesul Tehnologic de PrelucrareDocument21 paginiProcesul Tehnologic de PrelucrareAmalia Eugenia DinuÎncă nu există evaluări
- Analiza de ReperDocument9 paginiAnaliza de ReperCristea BogdanÎncă nu există evaluări
- Bucsa Ghidare MatritaDocument15 paginiBucsa Ghidare MatritaGratian IoanÎncă nu există evaluări
- Proiect Marius If - BUCSADocument8 paginiProiect Marius If - BUCSAIancu AlexandruÎncă nu există evaluări
- 15 - Managementul Fabricarii ProduselorDocument140 pagini15 - Managementul Fabricarii Produselorclaudette0803Încă nu există evaluări
- Studiu Prvind Prelucrarea Prin RectificareDocument36 paginiStudiu Prvind Prelucrarea Prin Rectificareenamicul50100% (1)
- ArboriDocument34 paginiArboriMario100% (1)
- Atestat FAMILII DE PIESE. TEHNOLOGIE DE GRUP. PIESE PRISMATICEDocument19 paginiAtestat FAMILII DE PIESE. TEHNOLOGIE DE GRUP. PIESE PRISMATICEDiana Cioră100% (1)
- Carte PicosDocument30 paginiCarte PicosCristina SimuÎncă nu există evaluări
- Proiect MU2Document29 paginiProiect MU2Malina CiobanuÎncă nu există evaluări
- Dispozitiv de Gaurire PlacaDocument27 paginiDispozitiv de Gaurire PlacaCornel-Mădălin ŞtirbanÎncă nu există evaluări
- Elemente de Proiectarea ProduselorDocument170 paginiElemente de Proiectarea ProduselorFlorin KaDaJ100% (1)
- C.Popa 1Document32 paginiC.Popa 1Andrei SilitraÎncă nu există evaluări
- L4 VibronetezireDocument6 paginiL4 VibronetezireAlexandru NistorÎncă nu există evaluări
- Proiectare DispozitivelorDocument36 paginiProiectare DispozitivelorTudorLeşanÎncă nu există evaluări
- Tfcri CapacDocument11 paginiTfcri CapacAndu MihailescuÎncă nu există evaluări
- Electroeroziun Cu Fir Si Taiere Cu LaserDocument18 paginiElectroeroziun Cu Fir Si Taiere Cu LaserBettina HajnalkaÎncă nu există evaluări
- IMG Curs DispozitiveDocument118 paginiIMG Curs Dispozitiverudolf_laszlokÎncă nu există evaluări
- Proiectarea Procesului Tehnologic de Prelucrare Mecanica A Unui ArboreDocument21 paginiProiectarea Procesului Tehnologic de Prelucrare Mecanica A Unui ArboreRadu GeorgeÎncă nu există evaluări
- Proiectarea Proceselor Tehnologice de Prelucrare Mecanica Prin AschiereDocument5 paginiProiectarea Proceselor Tehnologice de Prelucrare Mecanica Prin Aschieremyke100% (1)
- Bucsa GhidareDocument5 paginiBucsa GhidareElena LascuÎncă nu există evaluări
- Curs 2 Alegerea Schemelor de BazareDocument9 paginiCurs 2 Alegerea Schemelor de BazareCosmin Lucian PetreÎncă nu există evaluări
- Frezare CubDocument132 paginiFrezare CubSergiu CotunaÎncă nu există evaluări
- Simbolizare Placute Frezare PDFDocument13 paginiSimbolizare Placute Frezare PDFb_c_p6100% (1)
- Cap 11 - RECTIFICAREA PDFDocument16 paginiCap 11 - RECTIFICAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Proiect Mecu Alexandru TDPR FinalDocument52 paginiProiect Mecu Alexandru TDPR FinalAlexandru MecuÎncă nu există evaluări
- SimaPro PDFDocument34 paginiSimaPro PDFCipri CroitorÎncă nu există evaluări
- Proiect OPDocument18 paginiProiect OPNarcisa Lotru100% (1)
- Proiect de DiplomaDocument45 paginiProiect de DiplomaGrigoreMarianAlexandruÎncă nu există evaluări
- Dispozitive de PrindereDocument6 paginiDispozitive de PrindereAndrei StefanÎncă nu există evaluări
- Asamblari Pe Contur PoligonalDocument3 paginiAsamblari Pe Contur PoligonaltonyÎncă nu există evaluări
- Caracteristicile Mecanice Ale Fontelor Recomandate Pentru Confecţionarea PiuliţelorDocument1 paginăCaracteristicile Mecanice Ale Fontelor Recomandate Pentru Confecţionarea PiuliţelorFlor3_IÎncă nu există evaluări
- FECNC TAF Rezumat2 Carean AlDocument19 paginiFECNC TAF Rezumat2 Carean AlCrisanViorelÎncă nu există evaluări
- Itinerar TehnologicDocument7 paginiItinerar TehnologicFarkas JanosÎncă nu există evaluări
- Proiect Pinion ConicDocument130 paginiProiect Pinion ConicTomescu Madalin0% (1)
- Prelucrari Mecanice 2010 MicsoratDocument16 paginiPrelucrari Mecanice 2010 MicsoratTheodora Mith100% (1)
- Laboratoare An 3-BAGSDocument46 paginiLaboratoare An 3-BAGSRaluca BirsanÎncă nu există evaluări
- UI - 5 - Tehnologia AschieriiDocument20 paginiUI - 5 - Tehnologia AschieriiPetrescu BogdanÎncă nu există evaluări
- Proiect MU - Freza UniversalaDocument16 paginiProiect MU - Freza UniversalaAlexandra PaduÎncă nu există evaluări
- Scule ComplexeDocument66 paginiScule ComplexeRaDeOnX100% (1)
- Proiect La Scule AschietoareDocument31 paginiProiect La Scule AschietoareVadim GribinetÎncă nu există evaluări
- Proiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaDocument36 paginiProiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaIonut NutzuÎncă nu există evaluări
- Tehnologii Si Sisteme de PrelucrareDocument27 paginiTehnologii Si Sisteme de Prelucrarediana_mc100% (1)
- Subiecte Rezolvate TOATE S.F.FDocument22 paginiSubiecte Rezolvate TOATE S.F.FCosmyn MantaÎncă nu există evaluări
- Curs TCM II PDFDocument404 paginiCurs TCM II PDFCorobceanu Marina100% (1)
- Proiect TCMDocument25 paginiProiect TCMAlex ApostolÎncă nu există evaluări
- Proiect PMDocument42 paginiProiect PMCristian LupuÎncă nu există evaluări
- Proiect TF Morariu AlexDocument23 paginiProiect TF Morariu AlexGheorghe Cojocari100% (1)
- Proiect TDPRDocument48 paginiProiect TDPRGabriel BodeaÎncă nu există evaluări
- Proiectarea DispozitivelorDocument26 paginiProiectarea DispozitivelorLehel BarthaÎncă nu există evaluări
- L6 Executia Unei Piese Pe YMC1050Document13 paginiL6 Executia Unei Piese Pe YMC1050bbbluciÎncă nu există evaluări
- BPD DP Capitole123Document19 paginiBPD DP Capitole123Andrei GalateanuÎncă nu există evaluări
- BPD DP CapitoleDocument20 paginiBPD DP CapitolecititorulturmentatÎncă nu există evaluări
- Precizia de PrelucrareDocument16 paginiPrecizia de PrelucrareFornade Andrei100% (1)
- Proiect TCMDocument40 paginiProiect TCMdorindorin2100% (1)
- Proiect de An Tehnologia Constructiilor de MasiniDocument40 paginiProiect de An Tehnologia Constructiilor de MasiniCheloba100% (3)
- Proiect TCMUPSDocument44 paginiProiect TCMUPSCosmin PopescuÎncă nu există evaluări
- Model Proiectare MenghinaDocument103 paginiModel Proiectare MenghinaadinaÎncă nu există evaluări
- Roboti IndustrialiDocument18 paginiRoboti Industrialitzumpy30Încă nu există evaluări
- Bancul ZileiDocument1 paginăBancul Zileitzumpy30Încă nu există evaluări
- Mierea Si CristalizareaDocument2 paginiMierea Si Cristalizareatzumpy30Încă nu există evaluări
- Bazele Raţionale Ale Unei Tehnologii A MieriiDocument3 paginiBazele Raţionale Ale Unei Tehnologii A Mieriitzumpy30Încă nu există evaluări
- ConfesiuniDocument2 paginiConfesiunitzumpy30Încă nu există evaluări
- Stil Scriere DesignDocument5 paginiStil Scriere Designtzumpy30Încă nu există evaluări
- RugozitateaDocument4 paginiRugozitateatzumpy30Încă nu există evaluări
- Sudarea În Mediu de Gaze Protectoare MigDocument32 paginiSudarea În Mediu de Gaze Protectoare Migtzumpy30Încă nu există evaluări
- Alegerea Materialelor MetaliceDocument6 paginiAlegerea Materialelor Metalicetzumpy30Încă nu există evaluări
- Corespondente Stas Din NFDocument11 paginiCorespondente Stas Din NFJaroslav CîmpanÎncă nu există evaluări
- Curs I.6 - Armaturi Pentru Betoane PDFDocument17 paginiCurs I.6 - Armaturi Pentru Betoane PDFRadu Geangus100% (1)
- DebitareaDocument11 paginiDebitareaArnold NadasÎncă nu există evaluări
- Asamblarea Elementelor MecanicaDocument23 paginiAsamblarea Elementelor Mecanicatzumpy30100% (1)
- Şlefuitul Oţelurilor InoxidabileDocument4 paginiŞlefuitul Oţelurilor Inoxidabiletzumpy30Încă nu există evaluări
- Sesiune Lucru MaterialeDocument4 paginiSesiune Lucru Materialetzumpy30Încă nu există evaluări
- Raspunsuri Licenta Constructii MetaliceDocument20 paginiRaspunsuri Licenta Constructii MetaliceMadalina CirstianÎncă nu există evaluări
- Cap.1 Masini CNCDocument25 paginiCap.1 Masini CNCSergiu RusuÎncă nu există evaluări
- Rezistenta Si Rigiditatea MaterialelorDocument57 paginiRezistenta Si Rigiditatea Materialelortzumpy30Încă nu există evaluări
- Cheltuieli IndirecteDocument2 paginiCheltuieli Indirectetzumpy30Încă nu există evaluări
- Rezistenta Si RigiditateaDocument15 paginiRezistenta Si Rigiditateatzumpy30100% (1)
- Cap.1 Masini CNCDocument25 paginiCap.1 Masini CNCSergiu RusuÎncă nu există evaluări
- Rezistenta Si RigiditateaDocument15 paginiRezistenta Si Rigiditateatzumpy30100% (1)
- Cap.1 Masini CNCDocument25 paginiCap.1 Masini CNCSergiu RusuÎncă nu există evaluări
- Masurari de Temperatura Flux de CalduraDocument16 paginiMasurari de Temperatura Flux de Calduratzumpy30Încă nu există evaluări
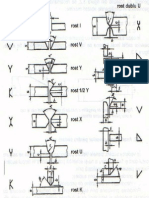
- Rosturi Sudura 3Document1 paginăRosturi Sudura 3tzumpy30Încă nu există evaluări
- Rosturi Sudura 3Document1 paginăRosturi Sudura 3tzumpy30Încă nu există evaluări
- Formular Grafic Revizii Si Reparatii PlanificateDocument2 paginiFormular Grafic Revizii Si Reparatii Planificatetzumpy30100% (8)
- Sudarea În Mediu de Gaze Protectoare MigDocument32 paginiSudarea În Mediu de Gaze Protectoare Migtzumpy30Încă nu există evaluări
- Rosturi Sudura 2Document1 paginăRosturi Sudura 2tzumpy30Încă nu există evaluări
- Intretinere Planificata A UtilajelorDocument42 paginiIntretinere Planificata A Utilajelortzumpy30Încă nu există evaluări