S-ar putea să vă placă și
- Tolerante Si Control Dimensional - Curs - PaterDocument91 paginiTolerante Si Control Dimensional - Curs - PaterCătălin-Andrei ȚuguiÎncă nu există evaluări
- Tehnologia LacatuserieiDocument127 paginiTehnologia LacatuserieiVali ErmalaiÎncă nu există evaluări
- Mecanisme de Orientare Fixare 01Document10 paginiMecanisme de Orientare Fixare 01galeaioanÎncă nu există evaluări
- Curs 1 Prelucrare Prin AschiereDocument13 paginiCurs 1 Prelucrare Prin AschiereAdrian Tîrcă100% (2)
- Honuire + Vribrohonuire IDocument7 paginiHonuire + Vribrohonuire IMiorita_13Încă nu există evaluări
- Curs-2 Ingineria FabricațieiDocument21 paginiCurs-2 Ingineria FabricațieiCristian IakabÎncă nu există evaluări
- UI - 5 - Tehnologia AschieriiDocument20 paginiUI - 5 - Tehnologia AschieriiPetrescu BogdanÎncă nu există evaluări
- C.5.Tehnologia Asamblarii ArcurilorDocument5 paginiC.5.Tehnologia Asamblarii Arcurilortanase_vÎncă nu există evaluări
- Aspecte GeneraleDocument11 paginiAspecte GeneraleAdriana Cătălina MiricăÎncă nu există evaluări
- C.3.Tehnologia de Executie A Asamblarilor DemontabileDocument16 paginiC.3.Tehnologia de Executie A Asamblarilor Demontabiletanase_v100% (2)
- Cap.3-Part2 v1Document36 paginiCap.3-Part2 v1Vladut BZVÎncă nu există evaluări
- Burghie PDFDocument72 paginiBurghie PDFb_c_p6Încă nu există evaluări
- Exemplu Schema de AsamblareDocument7 paginiExemplu Schema de AsamblareCata CrisÎncă nu există evaluări
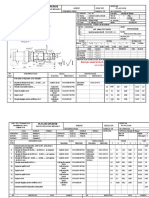
- Plan Operatii Ex CompletatDocument4 paginiPlan Operatii Ex CompletatCristianÎncă nu există evaluări
- Prelucrari Prin AschiereDocument8 paginiPrelucrari Prin Aschiereraresh18Încă nu există evaluări
- Fisa Produs KadjarDocument7 paginiFisa Produs KadjarMadMeOnceÎncă nu există evaluări
- BAGS3 StrunjireDocument17 paginiBAGS3 StrunjireGigicaÎncă nu există evaluări
- Masini de Nituit ProiectDocument33 paginiMasini de Nituit ProiectDragos SimonaÎncă nu există evaluări
- Masini UnelteDocument28 paginiMasini UnelteAbrudan LucianÎncă nu există evaluări
- APSP Baza DateDocument34 paginiAPSP Baza DateRobert GruiaÎncă nu există evaluări
- TDP - Indrumator de Proiectare - Cap 2 - 1Document22 paginiTDP - Indrumator de Proiectare - Cap 2 - 1RUN IXÎncă nu există evaluări
- Orientarea Si Fixarea Pieselor in Dispozitive de FabricareDocument12 paginiOrientarea Si Fixarea Pieselor in Dispozitive de FabricareAndy ZanÎncă nu există evaluări
- Tehnologia Fabricarii ProduselorDocument77 paginiTehnologia Fabricarii ProduselorMuadDibPaul33100% (1)
- Proiect Masini UnelteDocument15 paginiProiect Masini UnelteOncioiu CiprianÎncă nu există evaluări
- Capitolul 6. ReconditionareDocument9 paginiCapitolul 6. Reconditionarevasea04Încă nu există evaluări
- Fabricarea Pieselor de Tip AlezajDocument14 paginiFabricarea Pieselor de Tip Alezajandreinicusor1958-10% (1)
- Montarea, Intretinerea Si Detectarea Defectelor Instalatiilor PneumaticeDocument4 paginiMontarea, Intretinerea Si Detectarea Defectelor Instalatiilor PneumaticeBogdanÎncă nu există evaluări
- Prezentare Generala Aplicatii Sudare Cu Arc Electric Partea 3 - Complet 18-05-2019Document14 paginiPrezentare Generala Aplicatii Sudare Cu Arc Electric Partea 3 - Complet 18-05-2019ANAÎncă nu există evaluări
- Bucsa GhidareDocument5 paginiBucsa GhidareElena LascuÎncă nu există evaluări
- Masini-Unelte Curs3+4Document12 paginiMasini-Unelte Curs3+4Marius MădăraşÎncă nu există evaluări
- Sudura Caroserie 100000 Buc - Revizuit3Document22 paginiSudura Caroserie 100000 Buc - Revizuit3Norbert BiroÎncă nu există evaluări
- 4 - Strung Cu Comanda NumericaDocument4 pagini4 - Strung Cu Comanda NumericaCosette ScurtuÎncă nu există evaluări
- Curs 1 BAGSDocument15 paginiCurs 1 BAGSSerbanÎncă nu există evaluări
- Proiectarea Unui Dispozitiv de SuduraDocument165 paginiProiectarea Unui Dispozitiv de SuduraCristina CrisÎncă nu există evaluări
- FlexFORM - Lucrare Finala - 2012Document137 paginiFlexFORM - Lucrare Finala - 2012tanase_v100% (2)
- Tehnologia de Prelucrare Cu Electrod MasivDocument11 paginiTehnologia de Prelucrare Cu Electrod MasivherleagheorgheÎncă nu există evaluări
- Modulul VII: Asamblări MecaniceDocument26 paginiModulul VII: Asamblări MecaniceIrina YogyÎncă nu există evaluări
- Arbore IntermediarDocument44 paginiArbore Intermediarelisabeta100% (1)
- Regimuri de CalculatDocument45 paginiRegimuri de CalculatvaseaÎncă nu există evaluări
- AutoCad 2002 Generarea Suprafetelor in 3DDocument21 paginiAutoCad 2002 Generarea Suprafetelor in 3Dtanase_v100% (1)
- Freze Disc ModulDocument2 paginiFreze Disc ModulLazar Cristi100% (1)
- Proiect TF Morariu AlexDocument23 paginiProiect TF Morariu AlexGheorghe Cojocari100% (1)
- La Proiectarea DispozitivelorDocument8 paginiLa Proiectarea DispozitivelorAbrudean ClaudiuÎncă nu există evaluări
- Cuplaje DeseneDocument8 paginiCuplaje DeseneDana RomanÎncă nu există evaluări
- Frezare CubDocument132 paginiFrezare CubSergiu CotunaÎncă nu există evaluări
- Proiect TcmutdDocument48 paginiProiect TcmutdAlex M. IvanÎncă nu există evaluări
- Masini Si Utilaje Pentru ForjeDocument22 paginiMasini Si Utilaje Pentru Forjepatricia_rovinariÎncă nu există evaluări
- Fisa de Documentare - 1Document2 paginiFisa de Documentare - 1Suflea Amalia Georgiana100% (2)
- Universitatea Tehnică Gheorghe Asachi": Facultatea de Construcții de Mașini Și Management Industrial IașiDocument33 paginiUniversitatea Tehnică Gheorghe Asachi": Facultatea de Construcții de Mașini Și Management Industrial IașiPaul ZgamboiÎncă nu există evaluări
- Asamblari FiletateDocument30 paginiAsamblari FiletateRoșu CristinaÎncă nu există evaluări
- Proiect PSA 4TcmDocument30 paginiProiect PSA 4Tcmpill strigÎncă nu există evaluări
- Proiect THM - Roata ConjugataDocument42 paginiProiect THM - Roata ConjugataAlin BadalanÎncă nu există evaluări
- Cap7 PreviziuneDocument55 paginiCap7 PreviziuneHodos IoanaÎncă nu există evaluări
- L 4 Editarea Si Executia Programelor de Comanda Numerica de La Consola Comenzii FANUC 0iMCDocument4 paginiL 4 Editarea Si Executia Programelor de Comanda Numerica de La Consola Comenzii FANUC 0iMCOvidiu BocaiÎncă nu există evaluări
- Manual Utilizare - Verifone Vx510Document2 paginiManual Utilizare - Verifone Vx510alexandru_mg3Încă nu există evaluări
- SpectraDocument29 paginiSpectraandreiÎncă nu există evaluări
- Manual de Utilizare-Configurare RestWinDocument9 paginiManual de Utilizare-Configurare RestWinRomeo Iulian OdochianÎncă nu există evaluări
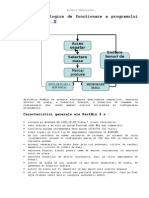
- pl7 ProDocument23 paginipl7 ProclairevanderwoodsenÎncă nu există evaluări
- Ghid FANUCDocument36 paginiGhid FANUCSenchea CristinaÎncă nu există evaluări
- TopoltDocument20 paginiTopoltAndreea TimisÎncă nu există evaluări
- Piulite Canelate DIN935Document3 paginiPiulite Canelate DIN935bbbluciÎncă nu există evaluări
- Ghid de Strangere Controlata PDFDocument1 paginăGhid de Strangere Controlata PDFSorin MarinaÎncă nu există evaluări
- Despre Cer - Locatia AcestuiaDocument2 paginiDespre Cer - Locatia AcestuiabbbluciÎncă nu există evaluări
- Despre SenzualitateDocument1 paginăDespre SenzualitatebbbluciÎncă nu există evaluări
- Cap 2Document29 paginiCap 2Georgiana StateÎncă nu există evaluări
- Despre Rasplata DivinaDocument2 paginiDespre Rasplata DivinabbbluciÎncă nu există evaluări
- L6 Executia Unei Piese Pe YMC1050Document13 paginiL6 Executia Unei Piese Pe YMC1050bbbluciÎncă nu există evaluări
- Tabel Conversie Din Toli in MM Pentru TeavaDocument1 paginăTabel Conversie Din Toli in MM Pentru Teavabbbluci73% (33)
- Cap1 Dinamica AutovehiculelorDocument18 paginiCap1 Dinamica AutovehiculelorIonut Valentin VladÎncă nu există evaluări
- Despre PurificareDocument2 paginiDespre PurificarebbbluciÎncă nu există evaluări
- Despre Sursa LucrurilorDocument1 paginăDespre Sursa LucrurilorbbbluciÎncă nu există evaluări
- Despre SmerenieDocument2 paginiDespre SmereniebbbluciÎncă nu există evaluări
- Despre RabdareDocument1 paginăDespre RabdarebbbluciÎncă nu există evaluări
- Despre RevelatiiDocument1 paginăDespre RevelatiibbbluciÎncă nu există evaluări
- Despre PrefacatorieDocument1 paginăDespre PrefacatoriebbbluciÎncă nu există evaluări
- Despre PurificareDocument2 paginiDespre PurificarebbbluciÎncă nu există evaluări
- Despre Mania Lui DumnezeuDocument1 paginăDespre Mania Lui DumnezeubbbluciÎncă nu există evaluări
- Despre Progresul Spiritual - Nasterea in SpiritDocument3 paginiDespre Progresul Spiritual - Nasterea in SpiritbbbluciÎncă nu există evaluări
- Despre Lumea de DincoloDocument1 paginăDespre Lumea de DincolobbbluciÎncă nu există evaluări
- Despre Judecarea AproapeluiDocument1 paginăDespre Judecarea AproapeluibbbluciÎncă nu există evaluări
- Despre IncapatanareDocument1 paginăDespre IncapatanarebbbluciÎncă nu există evaluări
- Despre IntermediariDocument1 paginăDespre IntermediaribbbluciÎncă nu există evaluări
- Despre FricaDocument1 paginăDespre FricabbbluciÎncă nu există evaluări
- Despre IntelepciuneDocument2 paginiDespre IntelepciunebbbluciÎncă nu există evaluări
- Despre Griji Si PreocupariDocument1 paginăDespre Griji Si PreocuparibbbluciÎncă nu există evaluări
- Despre Fapte - Tentatii - Suferinta CrestinilorDocument4 paginiDespre Fapte - Tentatii - Suferinta CrestinilorbbbluciÎncă nu există evaluări
- Despre Iertarea PacatelorDocument1 paginăDespre Iertarea PacatelorbbbluciÎncă nu există evaluări
- Despre GelozieDocument1 paginăDespre GeloziebbbluciÎncă nu există evaluări
- Despre Frica de DivinitateDocument2 paginiDespre Frica de DivinitatebbbluciÎncă nu există evaluări