S-ar putea să vă placă și
- TDS MasterKure 220WB Antievaporant RO deDocument2 paginiTDS MasterKure 220WB Antievaporant RO deAdrian DargauÎncă nu există evaluări
- Prezentare Spuma PoliuretanicaDocument14 paginiPrezentare Spuma PoliuretanicaOleaAndreiSiGabrielÎncă nu există evaluări
- Teme Reabilitare ZidariiDocument8 paginiTeme Reabilitare ZidariiRyan FartedÎncă nu există evaluări
- Pereuri Din Piatra Bruta Si BetonDocument5 paginiPereuri Din Piatra Bruta Si BetonOltean AlinÎncă nu există evaluări
- 5.politici Ecologice În IndustrieDocument15 pagini5.politici Ecologice În IndustrieAlexandra MihălţeanuÎncă nu există evaluări
- TDS MasterAir 9030 Aditiv Antrenor AerDocument2 paginiTDS MasterAir 9030 Aditiv Antrenor AerDan IonelÎncă nu există evaluări
- Bet OnDocument44 paginiBet OnSilvia Seling100% (1)
- Tehnologia Lucrarilor de DemolareDocument63 paginiTehnologia Lucrarilor de DemolareBogdan WolfÎncă nu există evaluări
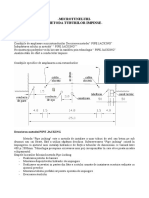
- Microtuneluri - Metoda Tuburilor ImpinseDocument9 paginiMicrotuneluri - Metoda Tuburilor ImpinsegheorgheÎncă nu există evaluări
- SR en 1097-2Document32 paginiSR en 1097-2claudiuÎncă nu există evaluări
- CS Pamant Armat Cu GeogrileDocument3 paginiCS Pamant Armat Cu Geogrilematei.MMMÎncă nu există evaluări
- Betoane Ne012-99Document252 paginiBetoane Ne012-99MirceaMariusPetcuÎncă nu există evaluări
- Caiet de Sarcini Saltea Din Balast Armata Cu Mat GeosinteticeDocument5 paginiCaiet de Sarcini Saltea Din Balast Armata Cu Mat GeosinteticeKobra ManÎncă nu există evaluări
- And 546Document31 paginiAnd 546Levente ArrosÎncă nu există evaluări
- TDS - MasterRheobuild 572 - Superplastifiant Intarzietor - RO - Ro PDFDocument2 paginiTDS - MasterRheobuild 572 - Superplastifiant Intarzietor - RO - Ro PDFCătălin ŞuteuÎncă nu există evaluări
- T. IFTIMIE, Contributii La Conceptia Si Calculul Structurilor Circulare Pentru Tunneluri FeroviaDocument287 paginiT. IFTIMIE, Contributii La Conceptia Si Calculul Structurilor Circulare Pentru Tunneluri Feroviaiahim87Încă nu există evaluări
- Subiecte Rezolvate ZidarieDocument18 paginiSubiecte Rezolvate ZidarieGina AsafteiÎncă nu există evaluări
- Curs 9Document18 paginiCurs 9Adelina GeorgianaÎncă nu există evaluări
- SR 3011-96-Cimenturi Cu Căldura de Hidratare LimitatăDocument6 paginiSR 3011-96-Cimenturi Cu Căldura de Hidratare LimitatăIoanSÎncă nu există evaluări
- Termo Si Hidroizolatii PoliuretaniceDocument15 paginiTermo Si Hidroizolatii PoliuretaniceSimionescu CristiÎncă nu există evaluări
- 1.caiet de Sarcini Ps-SemnatDocument125 pagini1.caiet de Sarcini Ps-SemnatAdinaÎncă nu există evaluări
- PAQ DrumDocument24 paginiPAQ DrumBirsan CornelÎncă nu există evaluări
- 15.lucrari HPLDocument1 pagină15.lucrari HPLAnonymous RwQ5ww9KÎncă nu există evaluări
- PO CN 01 CanalizareDocument13 paginiPO CN 01 CanalizareAdrianÎncă nu există evaluări
- C.S. - MACADAM OrdinarDocument15 paginiC.S. - MACADAM OrdinarAlexandra TreptesÎncă nu există evaluări
- Calitatea Ambalarii 1Document45 paginiCalitatea Ambalarii 1sweetvali_94Încă nu există evaluări
- PTE - Executie Fundatie Din Piatra SpartaDocument8 paginiPTE - Executie Fundatie Din Piatra SpartaLiviuBataguiÎncă nu există evaluări
- 06-CS Strat de Binder BAD22.4. - C-PDocument27 pagini06-CS Strat de Binder BAD22.4. - C-PcudelcaÎncă nu există evaluări
- C 16-79Document67 paginiC 16-79Veronica EneÎncă nu există evaluări
- Caiet de Sarcini PT Conducte de CanalizareDocument28 paginiCaiet de Sarcini PT Conducte de CanalizareNicolae BogdanÎncă nu există evaluări
- PTE 01 - TrasariDocument6 paginiPTE 01 - TrasariDoru DoruÎncă nu există evaluări
- Fisa Tehnica RollputzDocument5 paginiFisa Tehnica RollputzMB ViorelÎncă nu există evaluări
- PTE 11 Executarea Zidariilor Din Elemente ArtificialeDocument16 paginiPTE 11 Executarea Zidariilor Din Elemente ArtificialeRodica ParaschivaÎncă nu există evaluări
- Actiuni Corective CRISMARDocument13 paginiActiuni Corective CRISMARgabriela floreaÎncă nu există evaluări
- Pardoseala Epoxidica AutonivelantaDocument6 paginiPardoseala Epoxidica AutonivelantapanÎncă nu există evaluări
- Procedura Betonare La DrumuriDocument7 paginiProcedura Betonare La Drumuritrako99Încă nu există evaluări
- Pccvi Protectie AnticorozivaDocument8 paginiPccvi Protectie AnticorozivaOctavian MiclescuÎncă nu există evaluări
- Durabilitatea Elem. Si Str. de Beton Precomprimat - InCERCDocument57 paginiDurabilitatea Elem. Si Str. de Beton Precomprimat - InCERCIulian CiobotaruÎncă nu există evaluări
- INST NISTOR - PTE 002 Desfacere Sistem Rutier ExistentDocument6 paginiINST NISTOR - PTE 002 Desfacere Sistem Rutier ExistentLicitatii instnistorÎncă nu există evaluări
- CS02 - Nisip PDFDocument6 paginiCS02 - Nisip PDFLiviu SterianÎncă nu există evaluări
- Memoriu PT ACORD - MARVI COM SERVICE - Constr. Groapa de Imprumut Extrav BogataDocument23 paginiMemoriu PT ACORD - MARVI COM SERVICE - Constr. Groapa de Imprumut Extrav BogataBenko IstvanÎncă nu există evaluări
- Pte Lucrari de Placaje in ConstructiiDocument4 paginiPte Lucrari de Placaje in ConstructiiAndrei BecÎncă nu există evaluări
- Tehnologia Lucrarilor de ConstructieDocument10 paginiTehnologia Lucrarilor de ConstructieStirbul LuminitaÎncă nu există evaluări
- PTE-007 Protectii VegetativeDocument4 paginiPTE-007 Protectii VegetativeAMBIENTAL LANDÎncă nu există evaluări
- Taluzuri Protejate Cu Pereu UscatDocument3 paginiTaluzuri Protejate Cu Pereu UscatCristianTomaÎncă nu există evaluări
- Pte 02 Decapare de Trimis 16.04.2015Document6 paginiPte 02 Decapare de Trimis 16.04.2015Cosmina GhetzÎncă nu există evaluări
- Cap5.2.Procedura MagDocument14 paginiCap5.2.Procedura MagCristian DemeÎncă nu există evaluări
- PTE 10 - Turnarea BetonuluiDocument10 paginiPTE 10 - Turnarea BetonuluiDragomir IoanÎncă nu există evaluări
- 2.1 Caiet de SarciniDocument703 pagini2.1 Caiet de SarciniMaria ClaytonÎncă nu există evaluări
- Visio 751 16 Instalatii Apa - VSDDocument7 paginiVisio 751 16 Instalatii Apa - VSDBălan AncaÎncă nu există evaluări
- Binder 1Document334 paginiBinder 1Ionut Hasna100% (1)
- Material Didactic - Pamant StabilizatDocument11 paginiMaterial Didactic - Pamant StabilizatPetru TalpaÎncă nu există evaluări
- Pte04 GabioaneDocument4 paginiPte04 GabioaneSORAGMIN SRLÎncă nu există evaluări
- PTE 41 Semnalizare Rutiera Pe Timpul Executiei.1docDocument6 paginiPTE 41 Semnalizare Rutiera Pe Timpul Executiei.1docAndrei MihaiÎncă nu există evaluări
- Notificare Mediu Piste Nadlac PNRRDocument10 paginiNotificare Mediu Piste Nadlac PNRRMuresan LidiaÎncă nu există evaluări
- Programare Si OrganizareDocument9 paginiProgramare Si OrganizareAlina TÎncă nu există evaluări
- Tehnologia Lemnului, A Produselor Pe Baza de Lemn Si A MobileiDocument18 paginiTehnologia Lemnului, A Produselor Pe Baza de Lemn Si A MobileiIna AlexandraÎncă nu există evaluări
- Referat Lemn Lamelat IncleiatDocument14 paginiReferat Lemn Lamelat IncleiatIonut JohnÎncă nu există evaluări
- Curs 3 PardoseliDocument34 paginiCurs 3 PardoseliMargarit Iuliana-GabrielaÎncă nu există evaluări
- Subiecte PracticaDocument9 paginiSubiecte PracticaMadalinaBriscoiuÎncă nu există evaluări
- Calcul SuduraDocument8 paginiCalcul SuduraAlina ManeaÎncă nu există evaluări
- Calcul Vant - ExDocument1 paginăCalcul Vant - ExAlina ManeaÎncă nu există evaluări
- Calcul RezervorDocument5 paginiCalcul RezervorAlina ManeaÎncă nu există evaluări
- Calcul RezervorDocument5 paginiCalcul RezervorAlina ManeaÎncă nu există evaluări
- Calcul Vant - ExDocument2 paginiCalcul Vant - ExAlina ManeaÎncă nu există evaluări
- Curs Metal 10Document36 paginiCurs Metal 10andricssÎncă nu există evaluări
- Turnurile de RacirebunDocument31 paginiTurnurile de RacirebunAlex PantiruÎncă nu există evaluări
- Calcul Siloz - CopieDocument8 paginiCalcul Siloz - CopieAlina ManeaÎncă nu există evaluări
- Conu' Leonida Fata Cu ReactiuneaDocument7 paginiConu' Leonida Fata Cu ReactiuneaAlina ManeaÎncă nu există evaluări
- Exemplu Calcul Hala MetalicaDocument41 paginiExemplu Calcul Hala Metalicacookie_vladutz00790% (30)
- Emil Cioran - Amurgul GandurilorDocument164 paginiEmil Cioran - Amurgul GandurilorAntisocial77100% (2)
- AltchimistulDocument47 paginiAltchimistulAlina ManeaÎncă nu există evaluări
- Normativ Lemn NP005 96Document138 paginiNormativ Lemn NP005 96Ale TankyzdutzaÎncă nu există evaluări
- CR6 2013 Exemple CalculDocument35 paginiCR6 2013 Exemple Calcullaxave8817Încă nu există evaluări
- Procese Stohastice StationareDocument14 paginiProcese Stohastice StationareAlina ManeaÎncă nu există evaluări
- Conu' Leonida Fata Cu ReactiuneaDocument7 paginiConu' Leonida Fata Cu ReactiuneaAlina ManeaÎncă nu există evaluări
- University of Chicago Press Fall 2009 CatalogueDe la EverandUniversity of Chicago Press Fall 2009 CatalogueEvaluare: 5 din 5 stele5/5 (1)
- University of Chicago Press Fall 2009 Distributed TitlesDe la EverandUniversity of Chicago Press Fall 2009 Distributed TitlesEvaluare: 1 din 5 stele1/5 (1)