S-ar putea să vă placă și
- Asamblarea Pieselor PDFDocument22 paginiAsamblarea Pieselor PDFAnatolie Romanciuc100% (2)
- Curs Asamblari Mecanice m7Document104 paginiCurs Asamblari Mecanice m7corina_anirocÎncă nu există evaluări
- Asamblari NedemontabileDocument35 paginiAsamblari NedemontabileAlexandra Elena100% (2)
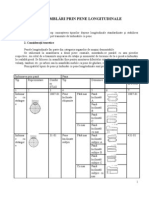
- Asamblari Prin Pene LongitudinaleDocument16 paginiAsamblari Prin Pene Longitudinalejulia007Încă nu există evaluări
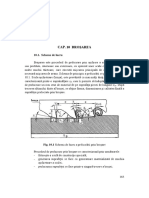
- BroșareaDocument25 paginiBroșareajulia007Încă nu există evaluări
- Tehnologia Asamblarilor Demontabile Prin FiletDocument22 paginiTehnologia Asamblarilor Demontabile Prin FiletOpris Orlando Sorin100% (1)
- Lectia 1 - M3 - Asamblari MecaniceDocument3 paginiLectia 1 - M3 - Asamblari MecaniceElena Ionela Baila100% (1)
- Noțiuni Introductive Despre Mașini - UnelteDocument16 paginiNoțiuni Introductive Despre Mașini - UnelteIonutMuresan100% (2)
- LacatuserieDocument12 paginiLacatuserieMichael Pope100% (1)
- Cuplaje Si GhidajeDocument21 paginiCuplaje Si GhidajeGeorge Alexandru TudorescuÎncă nu există evaluări
- Arbori, Osii, Pivoţi Şi FusuriDocument23 paginiArbori, Osii, Pivoţi Şi FusuriAlex Sergiu0% (1)
- Test Initial XI +barem Mecanica-1Document4 paginiTest Initial XI +barem Mecanica-1vladeni61Încă nu există evaluări
- LaminareaDocument4 paginiLaminareaMihnea1501Încă nu există evaluări
- Operatia de RabotareDocument6 paginiOperatia de Rabotarealexutza1992Încă nu există evaluări
- Test TransmisiiDocument2 paginiTest TransmisiiIoana Ioana100% (1)
- Cap 10 - BROSAREA PDFDocument15 paginiCap 10 - BROSAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- CDL Clasa A IX-A Sc. Prof. SUDORI 2019-2020Document13 paginiCDL Clasa A IX-A Sc. Prof. SUDORI 2019-2020Alin Constantin AndritoiuÎncă nu există evaluări
- Mecanisme de Transform Are A MiscariiDocument16 paginiMecanisme de Transform Are A MiscariiBarbu Constantin100% (1)
- Asamblari FiletateDocument11 paginiAsamblari FiletateadrianÎncă nu există evaluări
- Sisteme de Fabricare Cu Comandă NumericăDocument59 paginiSisteme de Fabricare Cu Comandă NumericăRZW R100% (2)
- Toleranţele Şi Ajustajele Pieselor Şi Asamblărilor FiletateDocument60 paginiToleranţele Şi Ajustajele Pieselor Şi Asamblărilor FiletateIoana AlexandraÎncă nu există evaluări
- Asamblari Prin LipireDocument7 paginiAsamblari Prin LipireAndrei Gortoescu100% (1)
- Laminarea SemifabricatelorDocument6 paginiLaminarea SemifabricatelorAnatolie Romanciuc100% (1)
- Referat Ism RulmentiDocument15 paginiReferat Ism RulmentiAndrei StefanÎncă nu există evaluări
- Masurarea Vitezelor Si TuratiilorDocument2 paginiMasurarea Vitezelor Si TuratiilorDaniel Popa50% (4)
- AschiereaDocument30 paginiAschiereavictor_tutuianu_Încă nu există evaluări
- Fișă Documentare - Găurirea MaterialelorDocument3 paginiFișă Documentare - Găurirea MaterialelorMarinela Adascalitei100% (1)
- Ezarea, Gaurirea, Filetarea Rectificarea, Rabotarea, Mortezarea 3123123 PDFDocument8 paginiEzarea, Gaurirea, Filetarea Rectificarea, Rabotarea, Mortezarea 3123123 PDFIonut BîrsuÎncă nu există evaluări
- Transmisii MecaniceDocument10 paginiTransmisii MecaniceGeorgica0% (2)
- CUPLAJELEDocument10 paginiCUPLAJELEMIHAELAÎncă nu există evaluări
- L5 Desen La Scara Cotare ARBORE Tema SolDocument4 paginiL5 Desen La Scara Cotare ARBORE Tema SolRzv RazvanÎncă nu există evaluări
- Indoirea Tevilor PDFDocument3 paginiIndoirea Tevilor PDFMarius DorobantuÎncă nu există evaluări
- NituriDocument17 paginiNituriCornelia Zaharia100% (1)
- IndoireaDocument4 paginiIndoireaDana RomanÎncă nu există evaluări
- Tehnologia de Asamblare A Mecanismelor de Transmitere A Miscarii Si Tehnologia Asamblarii Mecanismelor de Transformare A MiscariiDocument23 paginiTehnologia de Asamblare A Mecanismelor de Transmitere A Miscarii Si Tehnologia Asamblarii Mecanismelor de Transformare A MiscariiCazan Marian33% (3)
- NituireaDocument22 paginiNituireaCodrut CodrutÎncă nu există evaluări
- Ti Privind Prelucrarea Prin AschiereDocument29 paginiTi Privind Prelucrarea Prin AschiereValentin BuzduganÎncă nu există evaluări
- Prelucrare Prin GaurireDocument9 paginiPrelucrare Prin GauriremirelaÎncă nu există evaluări
- Strungul NormalDocument21 paginiStrungul NormalAndrei DanciuÎncă nu există evaluări
- Asamblari Cu Elemente ElasticeDocument6 paginiAsamblari Cu Elemente ElasticeCatalin Spk TudoracheÎncă nu există evaluări
- Tipuri de AsamblariDocument86 paginiTipuri de AsamblarinicoletaseitanÎncă nu există evaluări
- Prelucrari Prin AschiereDocument7 paginiPrelucrari Prin AschiereBrinza Catalin100% (1)
- Maşini Şi Sisteme de Producţie ReconfigurabileDocument7 paginiMaşini Şi Sisteme de Producţie Reconfigurabilemariusmarian2000100% (1)
- Materiale PT Surub-PiulitaDocument8 paginiMateriale PT Surub-PiulitaGigica100% (2)
- Motoare Pneumatice SpecialeDocument29 paginiMotoare Pneumatice SpecialeEmpos ComÎncă nu există evaluări
- Utilajul Si Tehnologia Sudarii Cu Arc ElectricDocument21 paginiUtilajul Si Tehnologia Sudarii Cu Arc ElectricAnonymous LS9nXR60Încă nu există evaluări
- Materiale Scule AschietoareDocument3 paginiMateriale Scule AschietoareMihai Arsu0% (1)
- Osii, Arbori, Fusuri, Lagare, Cuplaje PDFDocument43 paginiOsii, Arbori, Fusuri, Lagare, Cuplaje PDFSimona Florentina UrseÎncă nu există evaluări
- 10 ArcuriDocument13 pagini10 ArcuriPitaru Stefan AlexÎncă nu există evaluări
- Asamblari FiletateDocument70 paginiAsamblari FiletateAlexandra StanciuÎncă nu există evaluări
- Masini de FrezatDocument11 paginiMasini de FrezatAlvi2904100% (1)
- Metode de AsamblareDocument36 paginiMetode de AsamblarePappa Anton Florin100% (1)
- 1-2 Structura Procesului Tehnologic de AsamblareDocument5 pagini1-2 Structura Procesului Tehnologic de AsamblareAnonymous AQPH2jDÎncă nu există evaluări
- Asamblări MecaniceDocument69 paginiAsamblări MecaniceElena NitaÎncă nu există evaluări
- Metode de AsamblareDocument35 paginiMetode de AsamblareGiulieta RaileanÎncă nu există evaluări
- Curs-Asamblari Mecanice 2Document108 paginiCurs-Asamblari Mecanice 2Raluca Abrudean100% (1)
- Asamblari MecaniceDocument26 paginiAsamblari MecanicecatalinpastorelÎncă nu există evaluări
- Curs Asamblc483ri Mecanice m7Document104 paginiCurs Asamblc483ri Mecanice m7Vlad PaulÎncă nu există evaluări
- M7 Asamblari Mecanice 11 EA FiseDocument69 paginiM7 Asamblari Mecanice 11 EA FiseFlorinela Dogaru - PredoiÎncă nu există evaluări
- Asamblari MecaniceDocument11 paginiAsamblari MecaniceGeorgica0% (1)