S-ar putea să vă placă și
- Prelucrari Prin AschiereDocument8 paginiPrelucrari Prin Aschiereraresh18Încă nu există evaluări
- Parametri de AschiereDocument24 paginiParametri de AschierenitaÎncă nu există evaluări
- FR EzareaDocument25 paginiFR Ezareaeu si atatÎncă nu există evaluări
- StrungulDocument15 paginiStrungulIrina CebotarencoÎncă nu există evaluări
- Noțiuni Introductive Despre Mașini - UnelteDocument16 paginiNoțiuni Introductive Despre Mașini - UnelteIonutMuresan100% (2)
- EZAREADocument14 paginiEZAREAIon Ropa100% (1)
- Procedee de AschiereDocument57 paginiProcedee de AschiereCosmin IrimiaÎncă nu există evaluări
- Proiect Mupa Masini de FrezatDocument12 paginiProiect Mupa Masini de FrezatMarius CojocaruÎncă nu există evaluări
- Proiect MU - Freza UniversalaDocument16 paginiProiect MU - Freza UniversalaAlexandra PaduÎncă nu există evaluări
- Cap 8 - FREZAREA PDFDocument27 paginiCap 8 - FREZAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Maşini de GăuritDocument3 paginiMaşini de GăuritFometescu OctavianÎncă nu există evaluări
- Curs 7 Si 8 - MortezareaDocument14 paginiCurs 7 Si 8 - MortezareaBecheru IonutÎncă nu există evaluări
- Curs 8-ROTI DINTATE - PpsDocument19 paginiCurs 8-ROTI DINTATE - PpsBucur Tiberiu Mihai100% (1)
- Strunguri NormaleDocument4 paginiStrunguri NormaleRadu SiposÎncă nu există evaluări
- Proiect Transmisie MecanicaDocument40 paginiProiect Transmisie MecanicaMarius NegrilaÎncă nu există evaluări
- Proiectare DispozitivelorDocument36 paginiProiectare DispozitivelorTudorLeşanÎncă nu există evaluări
- Masini de RectificatDocument18 paginiMasini de RectificatGenes Cristinel50% (2)
- DISPOZITIVEDocument24 paginiDISPOZITIVECichirdan MihaiÎncă nu există evaluări
- Curs 9 Si 10 - RabotareaDocument13 paginiCurs 9 Si 10 - RabotareaBecheru IonutÎncă nu există evaluări
- Mortez AreDocument6 paginiMortez AreAlexandra Elena Ilinca100% (1)
- Studiu Prvind Prelucrarea Prin RectificareDocument36 paginiStudiu Prvind Prelucrarea Prin Rectificareenamicul50100% (1)
- Tehnologii - Neconventionale - Tabacaru ValeriuDocument125 paginiTehnologii - Neconventionale - Tabacaru ValeriuBogatu Marian100% (1)
- Tehnologia GăuririiDocument19 paginiTehnologia GăuririiCorina NastaÎncă nu există evaluări
- Stunjirea Pe Masini Unelte Cu Comanda NumericaDocument33 paginiStunjirea Pe Masini Unelte Cu Comanda NumericaElenaIstrate100% (1)
- Danturarea Rotilor DintateDocument50 paginiDanturarea Rotilor DintateEmoke JozsaÎncă nu există evaluări
- Strunjirea ConicaDocument22 paginiStrunjirea ConicaSelma PKÎncă nu există evaluări
- Curs 5Document23 paginiCurs 5Ionescu Edward100% (1)
- Strung UriDocument27 paginiStrung UriNicolaeÎncă nu există evaluări
- Maşina de Frezat VerticalăDocument4 paginiMaşina de Frezat VerticalăiliesclaudiuÎncă nu există evaluări
- Aleger MaterialuluiDocument42 paginiAleger MaterialuluiLaci PopÎncă nu există evaluări
- Centre de PrelucrareDocument89 paginiCentre de PrelucrareIzaa CryzzaÎncă nu există evaluări
- Angrenajelor Cu Roti Dințate Cilindrice, Cu Exemplificarea Pe o Cutie de VitezeDocument28 paginiAngrenajelor Cu Roti Dințate Cilindrice, Cu Exemplificarea Pe o Cutie de VitezePopoviciu AlinÎncă nu există evaluări
- Frezare CubDocument132 paginiFrezare CubSergiu CotunaÎncă nu există evaluări
- Fișă Documentare - Găurirea MaterialelorDocument3 paginiFișă Documentare - Găurirea MaterialelorMarinela Adascalitei100% (1)
- Arbore in TrepteDocument7 paginiArbore in Treptedumitru gabrielaÎncă nu există evaluări
- Linii AutomateDocument16 paginiLinii AutomateRosca IonÎncă nu există evaluări
- Transmisie Mecanica Cu Reductor Si Curele Trapezoidale Inguste Lucian DragosDocument60 paginiTransmisie Mecanica Cu Reductor Si Curele Trapezoidale Inguste Lucian DragosLucian Dragos100% (1)
- Curs Enegetica Deformare Plastica II PDFDocument21 paginiCurs Enegetica Deformare Plastica II PDFMatei AndreeaÎncă nu există evaluări
- Prelucrari Mecanice 2010 MicsoratDocument16 paginiPrelucrari Mecanice 2010 MicsoratTheodora Mith100% (1)
- Masini Unelte IIDocument45 paginiMasini Unelte IIsfantu84100% (1)
- Operatia de FiletareDocument4 paginiOperatia de FiletareAndrei ManeaÎncă nu există evaluări
- Rigla SinusDocument12 paginiRigla Sinussalam2oo9100% (1)
- Coroana Dintata - TextDocument54 paginiCoroana Dintata - TextStefan TauruÎncă nu există evaluări
- Cutit Roata.Document40 paginiCutit Roata.Crafty Seed67% (3)
- BI FrezareDocument23 paginiBI FrezareCristi DraghiciÎncă nu există evaluări
- FrezareDocument15 paginiFrezareAlexandra Elena Ilinca100% (1)
- Noțiuni Generale Despre Mașinile Cu Comandă NumericăDocument2 paginiNoțiuni Generale Despre Mașinile Cu Comandă Numericădragos100% (1)
- Prelucrarea Prin StrunjireDocument23 paginiPrelucrarea Prin StrunjireCircusÎncă nu există evaluări
- Proiect Om2 ...Document26 paginiProiect Om2 ...Tataru VasileÎncă nu există evaluări
- Masini-Unelte Curs8Document11 paginiMasini-Unelte Curs8Marius MădăraşÎncă nu există evaluări
- UI - 5 - Tehnologia AschieriiDocument20 paginiUI - 5 - Tehnologia AschieriiPetrescu BogdanÎncă nu există evaluări
- 210 Fisa 10 - Cutia de VitezeDocument1 pagină210 Fisa 10 - Cutia de VitezeCasey SimpsonÎncă nu există evaluări
- Mecanicaxi Bazele Aschierii Si Generarii SuprafetelorDocument35 paginiMecanicaxi Bazele Aschierii Si Generarii SuprafetelorIon TomitaÎncă nu există evaluări
- Prelucrarea Metalelor Prin AschiereDocument10 paginiPrelucrarea Metalelor Prin Aschieresimona1966100% (3)
- TRASNITUDocument17 paginiTRASNITUGabi CiobanuÎncă nu există evaluări
- Strunjirea: Strunjirea Reprezinta Procedeul de Prelucrare Prin Aschiere, Cu Cea MaiDocument11 paginiStrunjirea: Strunjirea Reprezinta Procedeul de Prelucrare Prin Aschiere, Cu Cea MaiDorin SavaÎncă nu există evaluări
- WWW - Referat.ro-Prelucrari Prin AschiereDocument7 paginiWWW - Referat.ro-Prelucrari Prin AschiereBrinza CatalinÎncă nu există evaluări
- Tehnologia de Fabricare A Arborelui Unei Masini Electrice Tehno3Document7 paginiTehnologia de Fabricare A Arborelui Unei Masini Electrice Tehno3Alex CatararuÎncă nu există evaluări
- Tehnologie CNCDocument48 paginiTehnologie CNCStaicu Vasile100% (1)
- Proiect!!!! (Elementele Regimului de Aschiere La Strunjire)Document19 paginiProiect!!!! (Elementele Regimului de Aschiere La Strunjire)MarianÎncă nu există evaluări
- Ciclul Real de Functionare Al Motorului Cu Aprindere Prin Scanteie in Patru TimpiDocument3 paginiCiclul Real de Functionare Al Motorului Cu Aprindere Prin Scanteie in Patru TimpiIonut Bîrsu0% (1)
- Regulament Admitere2014 1Document19 paginiRegulament Admitere2014 1Alexandra PrefacÎncă nu există evaluări
- Determinarea Si Masurarea Uzurii Motoarelor Cu Ardere InternaDocument20 paginiDeterminarea Si Masurarea Uzurii Motoarelor Cu Ardere InternaIonut Bîrsu0% (1)
- Genul EpicDocument6 paginiGenul EpicIonut BîrsuÎncă nu există evaluări
- Fizica 2015bDocument2 paginiFizica 2015bIonut BîrsuÎncă nu există evaluări
- Document 145 Întreţinerea, Defecte in Expl. Si Repararea Organelor Fixe Si Mobile Ale MotoruluiDocument14 paginiDocument 145 Întreţinerea, Defecte in Expl. Si Repararea Organelor Fixe Si Mobile Ale MotoruluiIonut Bîrsu50% (4)
- Didactica Disciplinelor Tehnice PDFDocument306 paginiDidactica Disciplinelor Tehnice PDFRus Angela100% (2)
- Document 39 - Actionarea Electrica A Masinilor UnelteDocument10 paginiDocument 39 - Actionarea Electrica A Masinilor UnelteIonut BîrsuÎncă nu există evaluări
- T10 GaurireaDocument27 paginiT10 GaurireaIonut Bîrsu100% (2)
- Cerere de Inscriere La Concursul de Ocupare A Posturilor Didactice - Sesiunea 2015 PDFDocument3 paginiCerere de Inscriere La Concursul de Ocupare A Posturilor Didactice - Sesiunea 2015 PDFsaileadrianÎncă nu există evaluări
- Big BangDocument3 paginiBig BangIonut BîrsuÎncă nu există evaluări
- DOCUMENT 8 Documentele Tehnologice Necesare Proiectării Procesului de AsamblareDocument3 paginiDOCUMENT 8 Documentele Tehnologice Necesare Proiectării Procesului de AsamblareIonut BîrsuÎncă nu există evaluări
- Descrierea Sarcinilor Si A Principalelor ActivitatiDocument2 paginiDescrierea Sarcinilor Si A Principalelor ActivitatiIonut BîrsuÎncă nu există evaluări
- Varianta Teza 2Document0 paginiVarianta Teza 2Paula Maria BudaÎncă nu există evaluări
- DOCUMENT 3 - Procesul TehnologicDocument8 paginiDOCUMENT 3 - Procesul TehnologicIonut BîrsuÎncă nu există evaluări
- Manual CAVDocument27 paginiManual CAVIonut BîrsuÎncă nu există evaluări
- Planificarea Si Organizarea Productiei - M. DobreDocument92 paginiPlanificarea Si Organizarea Productiei - M. DobreIonut BîrsuÎncă nu există evaluări
- Rulmenti-Montaje Cu RulmentiDocument27 paginiRulmenti-Montaje Cu RulmentiIonut BîrsuÎncă nu există evaluări
- Document - Sisteme de Reglare AutomataDocument13 paginiDocument - Sisteme de Reglare AutomataIonut BîrsuÎncă nu există evaluări
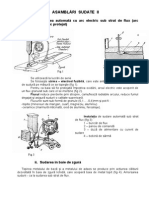
- Asamblari SudateDocument7 paginiAsamblari SudateIonut BîrsuÎncă nu există evaluări
- Sisteme de Reglare Automata IIDocument70 paginiSisteme de Reglare Automata IIIonut BîrsuÎncă nu există evaluări
- Barnutsergiu, Hegedushoria (Aliaje)Document43 paginiBarnutsergiu, Hegedushoria (Aliaje)Ionut BîrsuÎncă nu există evaluări
- Portofoliu-Asamblari NituiteDocument9 paginiPortofoliu-Asamblari NituiteIonut BîrsuÎncă nu există evaluări
- Ghid InterviuDocument15 paginiGhid InterviuIonut BîrsuÎncă nu există evaluări
- Tort SarlotaDocument2 paginiTort SarlotaIonut BîrsuÎncă nu există evaluări
- Curs DPWDocument293 paginiCurs DPWIonut BîrsuÎncă nu există evaluări
- Tehnologii de Realizare A Operatiilor de LacatuserieDocument14 paginiTehnologii de Realizare A Operatiilor de LacatuserieIonut Bîrsu100% (2)
- Tehnici de Masurare Si M HoreangaDocument74 paginiTehnici de Masurare Si M HoreangaSpiridusa20Încă nu există evaluări
- Organizarea Secţiilor, Atelierelor, Locurilor de MuncaDocument5 paginiOrganizarea Secţiilor, Atelierelor, Locurilor de MuncaIonut BîrsuÎncă nu există evaluări