S-ar putea să vă placă și
- Proiect JUGANU - Metode Impotriva DesfiletariiDocument29 paginiProiect JUGANU - Metode Impotriva DesfiletariiOpris Orlando Sorin100% (1)
- Asamblari Nituite PDFDocument18 paginiAsamblari Nituite PDFAndreea PetroviciÎncă nu există evaluări
- Atestat CNC 5Document26 paginiAtestat CNC 5Iulia CucuianuÎncă nu există evaluări
- NituriDocument17 paginiNituriCornelia Zaharia100% (1)
- Asamblari Cu Pene Si CaneluriDocument25 paginiAsamblari Cu Pene Si CaneluriHands-free PT CopiatÎncă nu există evaluări
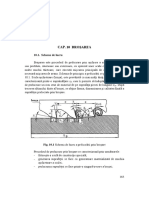
- Cap 10 - BROSAREA PDFDocument15 paginiCap 10 - BROSAREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Mijloace de Masurare Dimensiuni LiniareDocument29 paginiMijloace de Masurare Dimensiuni LiniareDrakulyciÎncă nu există evaluări
- BroșareaDocument25 paginiBroșareajulia007Încă nu există evaluări
- MU - Lab2 - Strunguri Semi Automate Si AutomateDocument7 paginiMU - Lab2 - Strunguri Semi Automate Si AutomateAnonymous BGkg6K100% (1)
- TAIEREDocument53 paginiTAIERECristi Luca0% (1)
- Asamblari Prin Presare 24Document11 paginiAsamblari Prin Presare 24Tulogdi Andrei0% (1)
- Masina de Rabotat Tip SepingDocument12 paginiMasina de Rabotat Tip SepingHelmuth DanielÎncă nu există evaluări
- Metode de Control - Metoda MicrometricăDocument2 paginiMetode de Control - Metoda Micrometricămanu ioana danielaÎncă nu există evaluări
- Lagare Cu AlunecareDocument15 paginiLagare Cu AlunecareOrzan Cornelia AlinaÎncă nu există evaluări
- Mecanisme Cu CameDocument15 paginiMecanisme Cu CameAdi ApostolÎncă nu există evaluări
- Masini-Unelte de RabotatDocument15 paginiMasini-Unelte de RabotatMonicaDanalache0% (1)
- GhidajeleDocument2 paginiGhidajeleNovac Madalina100% (2)
- Capul Divizor Si Frezarea Canalelor ElicoidaleDocument3 paginiCapul Divizor Si Frezarea Canalelor ElicoidaleStanMariusÎncă nu există evaluări
- Da-Sisteme Si Tehnologii de FabricatieDocument113 paginiDa-Sisteme Si Tehnologii de FabricatieVINTILOIU SIMONAÎncă nu există evaluări
- Asamblari Cu PrezoaneDocument10 paginiAsamblari Cu PrezoaneVulpe Alina ElenaÎncă nu există evaluări
- Masini UnelteDocument57 paginiMasini UnelteRZW R100% (1)
- Raport de PracticaDocument12 paginiRaport de PracticaSergiu Dudnic100% (1)
- L1.1 - Instrumente de Masurat Cu VernierDocument9 paginiL1.1 - Instrumente de Masurat Cu VernierAdi GrigorasÎncă nu există evaluări
- Dinamometru HidraulicDocument20 paginiDinamometru HidraulicSimion Angelica57% (7)
- PiulițaDocument16 paginiPiulițaOvidiu CoblisÎncă nu există evaluări
- Desenul de Ansamblu-Teorie Si AplicatiiDocument40 paginiDesenul de Ansamblu-Teorie Si AplicatiiTomescu Madalin100% (2)
- Masini de BrosatDocument39 paginiMasini de BrosatIoan BilcuÎncă nu există evaluări
- Comparatorul MecanicDocument2 paginiComparatorul Mecanicdaniela100% (1)
- Notarea Stării SuprafeţelorDocument9 paginiNotarea Stării SuprafeţelorDan Dumbravescu100% (2)
- WWW - Referat.ro-Sublerul Si Micrometrul11178bcd8Document4 paginiWWW - Referat.ro-Sublerul Si Micrometrul11178bcd8MGRclaushÎncă nu există evaluări
- Uzura Si Durabilitatea Sculelor Aschietoare - C6Document29 paginiUzura Si Durabilitatea Sculelor Aschietoare - C6andrapena50% (2)
- HonuireDocument13 paginiHonuiredbzcri100% (1)
- Asamblari Cu PanaDocument24 paginiAsamblari Cu PanaMonica DrăghiciÎncă nu există evaluări
- Strungul NormalDocument17 paginiStrungul Normalmacovei adrian100% (1)
- 01.interschimbabilitatea Si Precizia DimensionalaDocument36 pagini01.interschimbabilitatea Si Precizia DimensionalaBalan MihailÎncă nu există evaluări
- Cuplaje Si GhidajeDocument21 paginiCuplaje Si GhidajeGeorge Alexandru TudorescuÎncă nu există evaluări
- Asamblari Si Organe de AsamblareDocument4 paginiAsamblari Si Organe de AsamblaredanmertzÎncă nu există evaluări
- Prelucrari Neconventionale PDFDocument12 paginiPrelucrari Neconventionale PDFMitu Leonard-GabrielÎncă nu există evaluări
- Mecanismul Cu CulisăDocument2 paginiMecanismul Cu Culisămanu ioana danielaÎncă nu există evaluări
- RodareaDocument2 paginiRodareaMihai UrecheÎncă nu există evaluări
- Clasificarea AparatelorDocument8 paginiClasificarea AparatelorIlie Marius Daniel0% (1)
- Proiect de AtestatDocument12 paginiProiect de AtestatdanielpantirucÎncă nu există evaluări
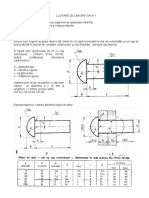
- Fisa de Lucru - NituriDocument3 paginiFisa de Lucru - NituriAlin МариусÎncă nu există evaluări
- 0 Fisa Lucru m7 As Mecanice1 As NituitaDocument2 pagini0 Fisa Lucru m7 As Mecanice1 As NituitaChichirau StefanÎncă nu există evaluări
- Tehnologia FrezăriiDocument2 paginiTehnologia FrezăriiLaslau Bianca100% (1)
- Asamblari Cu Elemente ElasticeDocument10 paginiAsamblari Cu Elemente ElasticeTomescu MadalinÎncă nu există evaluări
- AschiereaDocument30 paginiAschiereavictor_tutuianu_Încă nu există evaluări
- M2 - Utilizarea Aplicatiilor de Tip CadDocument18 paginiM2 - Utilizarea Aplicatiilor de Tip CadCoconcea Elena100% (2)
- Proiect CuplajeDocument36 paginiProiect CuplajeAlina ArmasescuÎncă nu există evaluări
- Mijloace de Masurare Pentru Lungimi Si UnghiuriDocument9 paginiMijloace de Masurare Pentru Lungimi Si UnghiuriAnonymous Hp7L2XAiwÎncă nu există evaluări
- Asamblari NedemontabileDocument35 paginiAsamblari NedemontabileAlexandra Elena100% (2)
- Întreținerea Și Exploatarea Strungului NormalDocument15 paginiÎntreținerea Și Exploatarea Strungului Normalqwerty1560Încă nu există evaluări
- CURS 17 Parametrii Geometrici Ai Pǎrţii Aşchietoare A Frezelor PDFDocument15 paginiCURS 17 Parametrii Geometrici Ai Pǎrţii Aşchietoare A Frezelor PDFCristian BujorÎncă nu există evaluări
- Defecte Asamblari Nituite, Filetate, Prin Pene Si CaneluriDocument28 paginiDefecte Asamblari Nituite, Filetate, Prin Pene Si CaneluriCasey ColeÎncă nu există evaluări
- Rabotare PanaitDocument11 paginiRabotare PanaitIulian ManeaÎncă nu există evaluări
- Cap 5 - STRUNJIREA PDFDocument29 paginiCap 5 - STRUNJIREA PDFAlexandra GrigoriuÎncă nu există evaluări
- Cap 3 - Generarea Suprafeţelor Prin StrunjireDocument28 paginiCap 3 - Generarea Suprafeţelor Prin StrunjireGabriel GherasimÎncă nu există evaluări
- TCM Laborator Op - Tehn.pe Mas. de RabotatDocument10 paginiTCM Laborator Op - Tehn.pe Mas. de RabotatIrina PădureţÎncă nu există evaluări
- L 7 Masina de Rabotat (Shaping) Si Masina de Mortezat, PrelucrariDocument9 paginiL 7 Masina de Rabotat (Shaping) Si Masina de Mortezat, PrelucrarivladalucarDÎncă nu există evaluări
- CURSURI - 4 - 5 - Generarea Suprafetelor Prin Strunjire - Filetare Pe StrungDocument23 paginiCURSURI - 4 - 5 - Generarea Suprafetelor Prin Strunjire - Filetare Pe StrungAlin TraglaÎncă nu există evaluări
- FD Caract. Coord.Document1 paginăFD Caract. Coord.Mihaela GolgojanÎncă nu există evaluări
- FD 2 M3Document1 paginăFD 2 M3Mihaela GolgojanÎncă nu există evaluări
- Ce Este Comportamentul PozitivDocument2 paginiCe Este Comportamentul PozitivMihaela GolgojanÎncă nu există evaluări
- SUPORT DE CURS Ind. AlimentarăDocument80 paginiSUPORT DE CURS Ind. AlimentarăMihaela GolgojanÎncă nu există evaluări
- M3: Elemente de ProgramareDocument1 paginăM3: Elemente de ProgramareMihaela GolgojanÎncă nu există evaluări
- 5 Fisa de Lucru1Document2 pagini5 Fisa de Lucru1Mihaela GolgojanÎncă nu există evaluări
- 2 Fisa de Lucru2Document2 pagini2 Fisa de Lucru2Mihaela GolgojanÎncă nu există evaluări
- 0 Fisa de Evaluare Asamblari FiletateDocument1 pagină0 Fisa de Evaluare Asamblari FiletateMihaela GolgojanÎncă nu există evaluări
- 1 Fisa de Lucru3Document2 pagini1 Fisa de Lucru3Mihaela GolgojanÎncă nu există evaluări
- M2: Programarea MUCNDocument1 paginăM2: Programarea MUCNMihaela Golgojan100% (1)
- SudareaDocument20 paginiSudareaMihaela GolgojanÎncă nu există evaluări
- TE Asamblari ElasticeDocument2 paginiTE Asamblari ElasticeMihaela GolgojanÎncă nu există evaluări
- Te FinalaDocument3 paginiTe FinalaMihaela GolgojanÎncă nu există evaluări
- FD Solicitari - SimpleDocument8 paginiFD Solicitari - SimpleMihaela GolgojanÎncă nu există evaluări
- Fe CaneluriDocument2 paginiFe CaneluriMihaela GolgojanÎncă nu există evaluări
- FD CuplajeDocument1 paginăFD CuplajeMihaela GolgojanÎncă nu există evaluări
- FD NituriDocument2 paginiFD NituriMihaela GolgojanÎncă nu există evaluări
- Experiențe Legate de Fenomenul de BullyingDocument1 paginăExperiențe Legate de Fenomenul de BullyingMihaela GolgojanÎncă nu există evaluări
- Editarea Desenelor Erase Oops Undo Redo UDocument5 paginiEditarea Desenelor Erase Oops Undo Redo UMihaela GolgojanÎncă nu există evaluări
- 1.recapitulare Lectie ArcuriDocument5 pagini1.recapitulare Lectie ArcuriMihaela Golgojan100% (1)
- 0 Proiect Lectie 1 SuruburiDocument3 pagini0 Proiect Lectie 1 SuruburiMihaela Golgojan100% (2)
- Asamblari MecaniceDocument15 paginiAsamblari MecaniceMihaela GolgojanÎncă nu există evaluări
- Fisa de Lucru CompresoareDocument3 paginiFisa de Lucru CompresoareMihaela GolgojanÎncă nu există evaluări
- Cotarea DesenelorDocument11 paginiCotarea DesenelorMihaela GolgojanÎncă nu există evaluări
- Desenarea Cercurilor, Arcelor de Cerc, ElipselorDocument4 paginiDesenarea Cercurilor, Arcelor de Cerc, ElipselorMihaela GolgojanÎncă nu există evaluări
- Subcapit.10.4 Angrenaje - ConiceDocument11 paginiSubcapit.10.4 Angrenaje - ConiceValentin RaduÎncă nu există evaluări
- Organe de Masini TE Sumativa1Document34 paginiOrgane de Masini TE Sumativa1Mihaela GolgojanÎncă nu există evaluări
- Fisa - de - Evaluare ArcuriDocument1 paginăFisa - de - Evaluare ArcuriMihaela Golgojan100% (1)
- Protecția Muncii CNCDocument26 paginiProtecția Muncii CNCMihaela GolgojanÎncă nu există evaluări
- Referat Mecanismul Surub-PiulitaDocument35 paginiReferat Mecanismul Surub-PiulitaMihaela Golgojan100% (2)