Documente Academic
Documente Profesional
Documente Cultură
CUM56
Încărcat de
Palaghiu MarianDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
CUM56
Încărcat de
Palaghiu MarianDrepturi de autor:
Formate disponibile
165
5. SISTEME TEHNOLOGICE PENTRU SORTAREA,
CONTROLUL I OMOGENIZAREA PRODUSELOR MCINATE
5.1 SISTEME TEHNOLOGICE DE SORTARE
Sortarea reprezint un proces de mprire a amestecului rezultat din mcinare n fraciuni de produse care
se ncadreaz dimensional ntre anumite limite de granulaie. n tehnologia morritului se folosete conceptul de
sortare pentru faza de mprire a griurilor i dunsturilor de la roturi n fraciuni cuprinse ntre anumite limite de
granulaie, dei procesul de mcini se compune n realitate din cicluri care includ faze de mrunire i sortare
(resortare), pn la obinerea parametrilor prestabilii pentru calitatea finii.
ezult, c aceast denumire utilizat n practic pentru sortare, caracteriznd de fapt faza tehnologic a
sortrii griurilor, definete o faz tehnologica intermediar de accentuare a procesului de sortare.
!tila"ele de separare a amestecurilor mcinate au la baza principiile de separare prin cernere (dup
mrime), sau pneumatic (pe baza diferenei de caracteristici aerodinamice).
5.1.1 Utilaje pet!" #$!ta!ea p!i %e!e!e
#rincipiul acestui procedeu i principalele tipuri de site normalizate au fost prezentate in capitolul $.%, de
aceast dat, sortarea a&nd loc prin site cu orificii de form ptrata, scopul fiind att de obinere a finii ca
produs finit, ct i de separare pe fraciuni i tipuri de granulaie a fraciunilor intermediare. Schema tehnologic
de sortare (dispunere a sitelor n raport cu flu'ul de material), este condiionat de urmtoarele criterii(
%. )apacitatea ma'im de producie a utila"ului*
+. !zura redus a suprafeelor cerntoare n timpul procesului*
$. ,raseu ct mai scurt al amestecului i fraciunilor n interiorul utila"ului, dup trasee putndu-se &orbi
de urmtoarele tipuri de cerneri(
a) cernerea succesi& a cernutului peste .n. site, rezultnd .n/%. fraciuni din care .n. fraciuni din
refuzuri i o fraciune din cernut, &arianta permind realizarea unei capacitai de producie mrite, n condiia c
ultimele fraciuni sunt cernute (trecute), prin toate sitele anterioare*
b) cernerea succesi& a refuzurilor peste .n. site, rezultnd .n/%. fraciuni din care .n. fraciuni din
cernuturi i o fraciune din refuz, &arianta a&nd a&anta"ul obinerii produsului finit la fiecare sit, dar
deza&anta"ul unei reduceri a capacitii de producie a utila"ului i uzrii mai rapide a suprafeelor sitelor
cerntoare, deoarece produsele mari nu sunt eliminate ca refuzuri dect dup ce trec pe suprafaa celor trei site*
c) cernerea combinat, cnd se preiau a&anta"ele &ariantelor anterioare. Spre e'emplificare, n figura 0.%
sunt prezentate, corespunztor notaiilor (a),b),c)), schemele tehnologice de sortare pentru un utila" cu trei site, iar
n figura 0.+ pentru cazul sitelor plane, sunt prezentate schemele de descrcare a sitelor pentru alimentarea
succesi& (0.+ a), respecti& alimentarea paralel (0.+b), &ariantele pentru care se opteaz practic fiind
determinate de cantitatea de produse supus mcinrii i sortrii, de numrul de rame cu site i de felul
produselor.
Sortarea pe baza principiului diferenei de mrime prin cernere se face n mori n dou &ariante de utila"e
specializate(
- #itele plae, care au ca rezultat sortarea pe grupe mari a produselor pro&enite de la mcinare*
- &a'iile (e )!i#, care sorteaz fin grupa grisurilor, grup ce conine particule foarte diferite ca
dimensiuni, fcnd necesar o nou separare dup granulozitate.
1ei sunt de tipuri constructi&e diferite, mainile de gris funcioneaz pe acelai principiu, neschimbat de
mai bine de un secol, de la prezentarea primei maini de gris de ctre 2dmund 3a )roi' n %450.
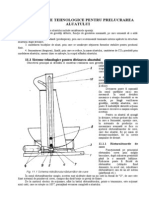
6aina de gris (figura 0.$), se compune dintr-un sistem de site %, prin care se face cernerea grisurilor
(aezate pe unul sau mai multe rnduri de site, dispuse consecuti& cresctor pe acelai rnd), un mecanism de
acionare a batiului sitelor +, o tremie colectoare a grisurilor sortate $, o gur de e&acuare a refuzurilor 0 i un
sistem de alimentare cu un mecanism de dozare n strat uniform 7. #e lng acest sistem de sortare mecanic,
e'ist i un sistem de separare pneumatic, care e'trage particulele uoare 5, ntr-un curent de aer generat de
&entilatorul 8.
)ele mai folosite, actualmente, sunt mainile cu un rnd de site , dar mai moderne sunt &ariantele
constructi&e cu dou sau trei rnduri de site.
n procesul de lucru amestecul de grisuri intrat n main prin sistemul de alimentare i dozare este debitat
pe prima sit n strat uniform ca grosime i pe ntreaga lime de lucru a sitei.
166
167
1atorit micrii de du-te-&ino a batiului sitelor i uoarei nclinri a acestora, produsele nainteaz pe
suprafaa cerntoare, particulele grele trecnd prin orificiile de dimensiuni superioare, cele uoare fiind antrenate
de aer i separate n sistemul de separare pneumatic. 9ceast separare, la unele &ariante constructi&e de maini de
gris, se poate face n dou trepte, mai nti ntr-o camera de detent (particule uoare), i apoi ntr-un filtru de
purificare (particule e'trem de uoare).
Tabelul 5.1 Corelaia ntre ncrcarea sitelor i granulaia particulelor
De"&i!ea G!i#"!i G!i#"!i G!i#"!i D"#t"!i
p!$("#"l"i &a!i &ijl$%ii &i%i a#p!e
:ncaracatura %4;-+5; %$;-%<; <;-%7; 8;-<;
specif.=>g?cm?+7h@
Fig. 5.1 Scheme tehnologice pentru sortarea cu trei site
168
Aactorii care influeneaz procesul de lucru al mainilor de gris sunt n principal legai de tipul constructi&
al mainilor i de tipul produselor ce se prelucreaz, dup cum urmeaz(
- tipul produselor
supuse prelucrrii, mai ales
sub aspectul repartiiei
granulometrice, la dimensiuni
apropiate ale particulelor
sortarea fiind mai uoar, iar
la un coninut ridicat al finii
n gris, sortarea este mai
dificil datorit naintrii
greoaie a finii pe suprafaa
sitelor i mpiedicrii trecerii
acesteia prin orificii de ctre
curentul de aer*
- uniformitatea stratului
de material (reglat prin
ntinderea corespunztoare i
nclinarea sitei), determin
aciunea uniform a curentului
de aer, grosimea optim a
stratului de material c
opt
=$*%;@ mm, &aloarea ma'im
fiind pentru prima sit i
minim pentru ultima sit*
- ncrcarea specific a
sitelor, e'primat prin
cantitatea prelucrat pe fiecare
centimetru lime de sit n +7
h, este corelat la &alori
optime, n concordan cu
mrimea granulelor (tabelul
0.%)*
- consumul
specific de aer
B, e'primat
prin cantitatea
de aer =m
$
@, ce
trece printr-un
m
+
de sit n
unitatea de timp, determin, la &alori ridicate, o scdere a coninutului de cenu dar i a cantitii
de grisuri trecut prin orificiile sitelor.
- )orelaia ntre debitul necesar de aer pentru maina de gris dubl cu limea sitei de 70; mm i
mrimea grisurilor este dat n tabelul 0.+.
Tabelul 5.2 Corelaia ntre cantitatea de aer necesar i mrimea granulelor
De"&i!ea G!i#"!i G!i#"!i G!i#"!i D"#t"!i
p!$("#"l"i &a!i &ijl$%ii &i%i a#p!e
)antitatea de aer 8;-<; 00-50 7;-70 $ ;-$0
necesara =m
$
?min@
Fig. 5.2 Scheme tehnologice pentru sortarea cu sita plan cu
trei site (variante)
169
- #erierea sitelor, determin e&itarea nfundrii acestora i a trecerii grisurilor n totalitate n refuz.
- #entru prentmpinarea blocrii periilor este necesara nclinarea parului in sens in&ers fata de sensul
de circulaie, iar sistemul de ghida" sa nu prezinte puncte proeminente sau nco&oieri.
5.1.* Si#te&e te+$l$)i%e pet!" #$!ta!ea pe"&ati%a
Sistemele de acest tip au
la baz dou principii de
separare(
- separarea dup masa
specific a particulei i &iteza
de plutire a acesteia*
- separarea dup
mrimea particulei.
Cperaia tehnologic
poart denumirea de .cernere
prin pneumosite., aplicarea ei
fiind posibil n morile dotate
cu instalaii pneumatice
(transport, desprfuire etc.),
realizri notabile a&nd firmele
.oncaglia. (:talia) i .Duhler.
(Eermania).
2ficiena tehnologic a
operaiei este n primul rnd
condiionat de parametri
minimali ai curentului de aer(
- umiditatea normal*
- &iteza n conduct s
fie de cel puin dou ori mai
mare dect &iteza de plutire a
celei mai grele particule care
trebuie s a"ung n interiorul
pneumositei (optim pentru
mciniuri %5-%4 m?s)*
- raportul gra&imetric ntre cantitatea de produs i aer s nu fie mai mare dect + (optim pentru mcini
%,+-+).
Fig. 5.4 Schema tehnologic a pneumoseparatorului
Fig. 5.3 Schema tehnologic a mainii de gris
170
n procesul de lucru (figura 0.7), particulele amestecului +, transportate pneumatic, a"ung n interiorul
pneumositei n camera de destindere %, prin gura de intrare a produsului 7, trecnd de la seciunea redus a
conductei 7 la &olumul mare al camerei de destindere.
1atorit &itezei imprimate pe conduct (%;-%+ m?s), particulele nu cad, ci sunt proiectate pe suprafaa sitei
$.
3a ciocnirea cu sita are loc o separare dup dimensiuni a particulelor care au aceeai greutate n curentul
de aer (aceeai portan).
ntruct o parte din particule rmn aderente pe sit (tra, mai ales), pentru asigurarea continuitii
transportului i separrii, este necesar ca o parte din orificii s rmn libere pentru ca aerul s poat trece prin
ele.
#ractic, acest fenomen de ntreptrundere a scoaterii particulelor din orificiile sitei cu transportul
pneumatic datorat curentului de aer, se face att de repede nct nu se distinge ntreruperea ntre trecerea prin
orificii i aducerea altora pentru a fi trecute.
2'perimental, pentru optimizarea acestor procese s-a stabilit nclinarea sitelor la un unghi de 70
C
fa de
orizontal. 1up trecerea forata prin orificiile sitei particulele de fin au tendina de depunere datorit scderii
presiunii, frnarii la trecerea prin orificiile sitei i mririi suprafeei conductei de aspiraie din faa sitei. #entru ca
&iteza i implicit fora aerului s creasc, partea din fa a pneumositei este pre&zut cu un sistem de "aluzele 4,
cu deschideri diferite (mai mici la partea superioar i mai mari la partea inferioar, unde particulele mai grele au
tendina de depunere).
1up trecerea prin "aluzele, fina este e&acuat printr-o gur de e&acuare 8, spre un ciclon de decantare,
de unde fina depus este e&acuat printr-o ecluz la transportoarele de colectare i amestec.
#articulele refuz sit 5, cad singure sau sunt ndeprtate cu a"utorul unui mecanism de periere <, ntr-o
gur de e&acuare refuz sit 0, de unde sunt e&acuate tot cu a"utorul unei ecluze, procesul de lucru putnd fi
urmrit printr-un &izor plasat pe tubul de e&acuare.
1eoarece particulele de refuz (tr), antreneaz cu ele i particulele de fin aderente, pe suprafaa
granulelor refuzate, prin masa de refuzuri, circul, n contracurent, un curent slab de aer capabil s antreneze
particulele de fin prin orificiile sitei, diminundu-se pna la zero pierderile de fin n tr.
6ecanismul de periere este alctuit din patru perii montate pe un lan Eal a crui &itez liniar este de ;,$
m?s, o &itez mai mic fa&oriznd aglomerarea particulelor pe suprafaa sitei, iar o &itez mai mare ndeprteaz
de pe sit i particulele ce urmeaz s treac prin orificiile sitei.
n ce pri&ete suprafaa sitei, s-au stabilit e'perimental dimensiunile optime 70;'$0; mm, % m
+
de sit
putnd cerne circa %;.;;; >g?+7h, fa de circa %$;; >g?+7h pentru % m
+
de sit n cazul sitelor plane.
5.* SISTEME TEHNOLOGICE PENTRU CONTROLUL I
OMOGENIZAREA PRODUSELOR ,INITE
5.*.1 Si#te&e te+$l$)i%e pet!" %$t!$l"l -aiii
1in cele prezentate anterior, ar rezulta ca fraciunile de faina rezultate din procesul de macini la pasa"ele
de cernere pot fi considerate produs finit la ni&elul tuturor e'igentelor calitati&e. :n realitate, de multe ori, se
constata abateri de la condiiile de calitate (impurificarea cu alte fraciuni (grisuri, dunsturi, tarata etc.), datorita
unor site rupte sau ptrunderea forata a acestora prin site datorita incarcarii neuniforme), care pot fi nlturate
printr-o noua cernere numita si control. Cperaia este obligatorie la obinerea oricror tipuri de faina, iar in cazul
fainii albe se recomanda precauii deosebite.
!tila"ele folosite pentru operaia de control a fainii sunt stabilite funcie de impuritile ce trebuiesc
eliminate, dup cum urmeaz(
%. %$t!$l"l %" #ite, de regula site plane, pentru eliminarea taratei, a grisurilor si a altor categorii de
produse. 3a aceste site plane toate ramele, cu e'cepia celor receptoare, sunt pentru faina si deoarece ncrctura
specific este mult mai mare dect la sitele de mcini, sitele sunt mai rare, produsul intra pe mai multe rame
simultan, iar controlul se face pe 7-5 site dintr-un pasa". efuzul obinut se diri"eaz in funcie de coninut la o
noua prelucrare*
+. %$t!$l"l %" &a)e.i, realizeaz ndeprtarea unor particule feroase mcinate, de dimensiuni
comparabile cu particule de faina, prin utilizarea unor aparate magnetice, instalate dup controlul fainii cu site.
#entru o buna separare, stratul de faina, la trecerea peste cmpul magnetic, trebuie sa fie foarte subire
(mai mic de $-7 mm), iar ndeprtarea particulelor reinute sa se fac de +-$ ori pe schimb si numai cu "etul de
faina oprit*
$. %$t!$l"l %" et$lete!"l, realizeaz distrugerea insectelor in toate formele (ou, lar&a, nimfa sau adult),
cu a"utorul unei maini denumite entoleter, in principiu o centrifuga cu rotorul la o turaie de $;;; rot?min, n
171
care faina primete o &iteze tangeniala foarte mare (mai mare de 4; m?s) si prin lo&ire de pereii interiori ai
mainii insectele se distrug. 1ei este mai eficace, combaterea insectelor cu substane chimice se aplica numai in
cazurile cnd normele de calitate ulterioara a fainii permit acest lucru*
7. %$t!$l"l %" &a)e.i al ta!atel$!, este asemntor cu cel aplicat fainii si se aplica taratelor, care dei
sunt considerate produs secundar al mcinrii, au o mare &aloare fura"era, in ultimul timp, fiind folosite si in
fabricaia unei game largi de produse de panificaie si paste finoase.
5.*.* Si#te&e te+$l$)i%e pet!" $&$)ei/a!ea -aiii
#rocesul de mcinare fiind un proces spaial i temporar, indicatorii de calitate ai finii difer att de la
pasa" la pasa", sit la sit, dar i la aceeai sit n momente diferite.
#entru a mri lotul (cantitatea) de fin pentru care indicatorii de calitate sunt aceiai (fapt ce uureaz
stabilirea i stabilitatea regimurilor tehnologice pentru prelucrarea ulterioar a finii), se practic omogenizarea
finii n dou etape(
- omogenizarea finii curente, colectate de la toate sitele plane simultan, realizat n moar, cu
transportoare elicoidale, procesul desfurndu-se treptat (omogenizarea primei fraciuni cu a doua, apoi prima
cu a doua i a treia s.a.m.d.), pentru fiecare tip de fin (alb, neagr, semialb, special), e'istnd cte un
transportor elicoidal*
- omogenizarea n
celule de amestec (figura
0.0), cnd fina ce se
produce 8, transportat
de melcul 5, se amestec
cu fina produs anterior
%, n celulele de amestec
$, echipate cu sistem de
alimentare (melc
distribuitor +, ele&ator 7),
de amestecare (melc de
amestec 0) sau de
ambalare n saci 4.
Se atrage atenia
asupra gradului ridicat de
pericol din celulele de
amestec, planeul de
deasupra celulelor de
amestec trebuind s fie
din materiale uoare,
fi'ate slab, pentru
e&entualitatea ca n caz de
e'plozie s nu fie distrus
celula sau ntreaga cldire
a morii.
0. ELEMENTE DE TEORIA I CALCULUL STRUCTURILOR
PRODUCTI1E DIN MORRIT
Fig. 5.5 Schema tehnologic pentru omogenizarea n celule de
amestec
172
0.1. GENERALIT2I
#roiectarea unei structuri producti&e de morrit presupune proiectarea iniial a logisticii fabricaiei cu
urmtoarele etape(
%.Stabilirea ansamblului sistemului logistic, astfel nct, s se asigure desfurarea operati&, bine corelat
calitati& i cantitati& a flu'urilor materiale de la productorii primari de materii prime pn la consumatorii
colecti&i i indi&iduali*
+. Stabilirea sistemului de uniti de fabricaie, astfel nct, s se asigure prelucrarea complet, la timp i
de calitate a materiilor prime, concomitent cu obinerea unor produse de nalt calitate, la ni&eluri ridicate de
economicitate, sistemul de producie a&nd largi posibiliti de adaptare a fabricaiei la nnoirile sortimentale,
tehnologice i de dotare*
$. )orelarea structurilor de producie cu sistemul de depozitare a materiilor prime i produselor alimentare,
cu sistemul de uniti de distribuire a produselor la consumatori i cu sistemul de transport i informaional
e'istent n zona de amplasare a unitii producti&e.
Aiecare dintre aceste direcii presupune aciuni concrete, proprii, de mar>eting, cum ar fi(
- pstrarea calitii pn la consumator*
- organizarea unor aciuni promoionale, de educaie a consumatorului*
- etalarea atrgtoare a mrfii i &nzarea prin procedee care reduc efortul de achiziionare a mrfii
alimentare*
- constituirea de stocuri de rezer& pentru cazul unor dereglri accidentale ale proceselor de producie sau
n apro&izionare.
#entru o structur de morrit problemele principale sunt legate de stabilirea diagramelor tehnologice,
definite ca reprezentri grafice ale tuturor operaiilor de prelucrare, a utila"elor i instalaiilor dintr-o moar i
calculul consumurilor energetice. ,ranspunerea sub form grafic a flu'ului tehnologic de transformare a grului
n fin necesit cunotine teoretice i practice legate de caracteristicile materiilor prime i fraciunilor rezultate
din procesul de mcini, de posibilitile de combinare a acestora pentru obinerea anumitor produse i de
pregtirea teoretic i e'periena celui care proiecteaz diagrama.
0.* CRITERII DE STA3ILIRE A DIAGRAMEI DE MCINI
%) Capa%itatea (e p!$("%.ie a &$!ii, determinat pe de o parte de baza de materii prime, iar pe de alt
parte de cerinele pieii, n strns concordan cu posibilitile materiale ale in&estitorului. 1e regul, morile de
capacitate mic trebuie s aib o diagram mai simpl i pe msura creterii capacitaii de producie se dez&olt
i diagrama respecti&. 9cest fapt este "ustificat mai ales de raiuni economice, utila"ele de capacitate mic
neacoperind n condiii economice ntreaga palet a operaiilor tehnologice dintr-o diagram complet.
1in acest moti&, dei prezint a&anta"ul simplitii constructi&e, diagramele pentru capacitai mici de
producie au marele deza&anta" al unui grad de e'tracie redus de fin din gru (5;-50 F), f de 40-48 F
pentru fina neagr, 84-4+ F pentru fina semialb sau 8+-84 F pentru fina alb n cazul morilor de capacitai
mai mari.
n plus, tot n cazul morilor mici nu se poate produce ntreaga gam sortimental, dect n condiii de
dotare costisitoare i cu consumuri energetice specifice mari.
+) 4#"'i!ile -i/i%$5&e%ai%e ale %e!ealel$!,prezint o importan deosebit dup cum urmeaz(
- dac sticlozitatea grului este 7;-5; F (gru comun), pentru mciniul nalt rotuirea se &a face n 5-8
cicluri (mcinare-sortare), cu &aluri cu t&lugi riflai, riflurile a&nd suma unghiurilor / G<;-%;;
C
, numrul
riflurilor 7,0-%+ %?cm, n poziia spate?spate. Ainalizarea rotuirii se &a face cu +-7 dislocatoare.
#rodusele rezultate din faza de rotuire se ncadreaz n urmtoarele procente medii( grisuri i dunsturi 8;-
80 F, fin 4-%; F i tr %0 F. Sortarea suplimentar a grisurilor i dunsturilor se &a face n +-7 operaii
paralele, iar curirea i sortarea pe 5-%0 maini de gris. 1esfacerea grisurilor mari i mi"locii se realizeaz n +-5
cicluri, primele trei desfac grisurile curate, iar ultimele trei grisuri cu n&eli pro&enit din refuzurile de la
mcintoare.
6cinarea grisurilor mici i a dunsturilor se produce n 4-%+ cicluri de mcinare-sortare, unele diagrame
mergnd pn la %7-%0 cicluri, finalizarea mcinrii realizndu-se cu +-$ dislocatoare.
n cazul mciniului semiinalt, rotuirea se realizeaz n 0-5 cicluri, iar la cel scurt n +-7 cicluri.
iflurile mai ascuite (4;-<;
C
), iar poziia lor combinat (ti?ti, ti?spate, spate?ti sau spate?spate).
Sortarea suplimentar a grisurilor se face n %-+ operaii, iar curirea i sortarea pe maini de gris se face
pe %-0 maini.
1esfacerea grisurilor este i ea redus la %-$ cicluri, iar mcinarea grisurilor mici i a dunsturilor se face n
7-4 cicluri pentru mciniul semiinalt i +-$ cicluri pentru mciniul scurt. 3a mciniul semiinalt finalizarea se
173
poate face cu %-+ dislocatoare.
- dac sticlozitatea grului este ;-7; F (gru moale), diagrama de mcini cuprinde, n principiu, aceleai
faze tehnologice ca i la grul comun, dar trebuie inut cont de faptul c miezul finos se transform n fin cu
particule fine inc din faza de rotuire, produsele intermediare fiind n procent mai redus, fapt ce determin
restrngerea fazelor de sortare, desfacere i curare a grisurilor, micorndu-se n mod corespunztor i faza de
mcinare.
)antitatea de grisuri de la rotuire este numai de 0;-5; F, iar fina de %0-+; F. Ainalizarea rotuirii se
face n $-7 dislocatoare, din rotuire rezultnd nc de la primul ciclu produse al cror &olum este mai mare dect
la mciniul grului comun, din acest moti& fiecare ciclu de rotuire este mai larg dimensionat, iar t&lugii
alimentatori sunt pre&zui de la rotul ::: cu profil riflat (dinat). 1in cauza micorrii cantitii de grisuri care
trebuie mcinat, raportul dintre mcinare i rotuire se reduce de la %,+0 la %.
- dac sticlozitatea grului este 4;-%;; F (gru tare, dur), suprafaa t&lugilor de la roturi este
pre&zut cu rifluri al cror unghi total / G4;-%;;
C
, poziia fiind ntotdeauna ti?ti. )antitatea de grisuri
rezultate este foarte mare (80-4; F), din acest moti& fazele de sortare, desfacere i curire sunt larg
dimensionate. )urirea grisurilor poate fi considerat dubl, deoarece aproape toate grisurile trecute prin faza de
desfacere sunt recurite.
1iagramele pentru gru tare pre&d, n general, obinerea finii grifice pentru paste, de aceea, multe grisuri
i dunsturi nu mai merg la mcinat ci se e'trag nc de la mainile de gris, ceea ce face ca faza de mcinare s
de&in foarte restrnsa, dez&oltndu-se n schimb faza de desfacere.
$) Tip"l &6%ii'"l"i, dat de repetarea ciclului mcinare-sortare. !zual, prin faza tehnologic de mcini
se nelege o anumit etap din procesul de transformare a grului i produselor intermediare n fin.
n baza acestora, dup numrul de cicluri de mcinare-sortare se poate &orbi de mcini plat (dac
obinerea fainii are loc ntr-un singur ciclu de mcinare-sortare), mcini scurt (seminalt) (repetarea ciclului de
mcinare-sortare de +-4 ori, mcini mediu (4-%7 cicluri), respecti& mcini lung (nalt) (%7-$; cicluri).
6ciniurile repetate (scurt, mediu, nalt), cuprind mai multe faze, dup cum urmeaz(
a) !$t"i!ea, definit ca faza tehnologic prin care se urmrete fragmentarea bobului de gru n particule
de dimensiuni &ariate i detaarea endospermului de n&eli, caracteristica rotuirii fiind dispersia accentuat a
granulozitii, dispersie ce scade cu repetarea rotuirii. #rodusele pro&enite din rotuire poart denumirea de
produse intermediare i sunt prezentate n tab. 5.% cu principalele caracteristici.
b) S$!ta!ea )!i#"!il$! 'i a ("#t"!il$!, efectuat cu site plane ale cror pasa"e se numesc #$!ti!e,
operaie prin care se mrete numrul de fraciuni, se elimin o parte din fin i din tra coninut i se face o
mai bun pregtire pentru operaiile &iitoare.
n unele mori, n care se folosesc pentru cernere site ptrate cu un numr mare de rame (%4, +;, +7, +5), nu
se mai folosesc pasa"e de sortare, operaia efectundu-se de nsui pasa"ul de cernere al sortului respecti&.
c) C"!6.i!ea )!i#"!il$!, constituie faza tehnologic n care cea mai mare parte a produselor intermediare
sunt pregtite pentru a fi transformate n fin de calitate superioar.
Tab.6.1 Principalele caracteristici ale produselor intermediare
1enumirea
produsului
1imensiunea
granulei =um@
Hr. sitei prin
care trece
Hr. sitei prin
care nu trece
Irot mare
Irot mic
Eri mare
Eri mi"lociu
Eri mic
1unst aspru
1unst fin
Ain
$0;;-++7;
++7;-%+7;
%+7;-580
580-7<0
7<0-$40
$40-+80
+80-%%;
-
0
%;
%4
$+
77
00
J
J:::
%;
%4
$+
77
00
J
J:::
KJ:
:n aceasta faz, din grisurile rezultate din fazele anterioare se elimin i diri"eaz n alte puncte fina i
n&eliurile sub form de particule independente, concomitent cu di&izarea masei de gris n grupe de granulaii
apropiate, fapt ce uureaz prelucrarea ulterioar a acestora. ,ot n urma acestei faze se fabric i grisurile
pentru consum prin diri"area la mainile de gris a celor mai bune fraciuni i supunerea lor unei duble sau triple
curiri, fie pe maini cu un rnd de site, fie pe maini cu dou sau trei rnduri de site, n &ariante mai moderne,
cnd grisurile pro&in de la rotul :: (deoarece sunt de cea mai bun calitate).
d) De#-a%e!ea )!i#"!il$!, este o faz tehnologic intermediar, prin care, de pe unele grisuri mari i
mi"locii, ce pro&in din prile periferice ale endospermului, se ndeprteaz prile de n&eli (tegument), aderente.
#ractic, se face printr-o aciune uoar a t&lugilor netezi asupra granulelor de gris, pe baza diferenei de
174
rezisten ce e'ista ntre granula de gris pro&enit din endosperm i n&eliul rupt din bob odat cu fragmentul de
endosperm, prile pro&enite din endosperm fragmentndu-se, formnd grisuri mici i dunsturi, iar cele ce pro&in
din tegument rmn, n ma"oritate, la dimensiunile iniiale, procesul fiind nsoit i de apariia unei mici cantiti
de fin.
Hoile fraciuni rezultate din desfacere sunt separate apoi dup mrime prin cernere, faza putnd fi ulterior
dez&oltat la %-4 operaii repetate. 9ceast operaie permite obinerea unei fini de calitate cu un coninut de
cenu redus (;,$0-;,0 F).
e) M6%ia!ea )!i#"!il$! &i%i 'i a ("#t"!il$!, constituie faza tehnologic de mcini n care se produce
transformarea total a acestora n fin i a n&eliurilor n tr. 6cinarea se efectueaz cu &aluri cu t&lugi
netezi, aciunea suprafeei t&lugilor fiind datorat presrii produselor ntre t&lugi i mai puin frecrii dintre
t&lugi i produse, &iteza diferenial a t&lugilor fiind foarte redus (%(%,+-%,0). #resiunea e'ercitat de
t&lugi este n relaie de proporionalitate direct cu tria (duritatea), materiei prime.
Jalorile mari ale presiunii t&lugilor mresc ns cantitatea de granule de amidon deteriorate i
micoreaz granulaia finii. ,otodat, apare pericolul formrii unor aglomerri de fin sub form de plcue
numite fulgi, cu dimensiuni ale suprafeei cuprinse ntre +-$; mm
+
.
1ac fulgii nu sunt destrmai nainte de a a"unge la site acetia sunt eliminai n refuz, mrind pierderile
de fin i consumul energetic suplimentar. n ansamblu, formarea fulgilor de dimensiuni mari i n proporie
ridicat are loc n urmtoarele cazuri(
- strngerea e'cesi& a &alurilor*
- umiditatea produselor peste %0,0 F*
- suprafaa t&lugilor cu macroneregulariti (abateri de la cilindricitate), aprute de la polizare*
- cuitele dispoziti&elor de rzuire de la t&lugi lipsesc sau funcioneaz defectuos datorit reglrii
incorecte*
- funcionarea necorespunztoare a rcirii i aerisirii t&lugilor i a produselor.
1in aceste moti&e se recomand folosirea detaoarelor la toate pasa"ele de mcinare. 1eoarece n aceast
faz se obine cea mai mare parte a finii e'trase (8;-80 F), de importan deosebit este reglarea regimului de
mcinare optim, condiionat de urmtoarele criterii(
-t&lugii mcintori s aib suprafaa mat (nu lucioas)*
-abateri minime (conform proiectului), de la paralelismul t&lugilor*
-uniformitate ridicat a distribuirii produselor ntre t&lugi*
-reglarea regimului de mcinare la &aloarea optim (nici strns, nici larg), astfel nct, s se obin
procentul ma'im de fin, fr nclzirea acesteia i fr formarea unui numr e'cesi& de plcue (fulgi).
f) M6%ia!ea !e-"/"!il$! (e la &a'iile (e )!i#, n pasa"e asemntoare cu desfctoarele.
g) Sepa!a!ea )e!&eil$!, efectuat n scopul mririi timpului de conser&are al finii sau utilizrii
ulterioare a germenilor ca materie prim pentru alte procese ulterioare, faz ce presupune o desfacere ntr-un
pasa" n care t&lugii &alului au suprafee netede i &iteze egale (raportul %(%).
h) p!el"%!a!ea p!$("#el$! (e la -ilt!e, faz prin care se urmrete diri"area la un pasa" de cerenere, unde
se separ fina de tr, a particuleleor colectate la filtrele de aer.
i) Re%"!e!a!ea p!$("#el$! (i a7ala'e 89-"(6!i:, prin care, n cazul e&entualelor nfundri, produsele
rezultate se &or reintroduce n circuitul tehnologic, n acelai loc cu locul de colectare.
1in cele prezentate pn acum, rezult c n cazul unor capaciti mici de producie se &a folosi mciniul
scurt (n sistemul gospodaresc chiar mciniul plat, mai ales la folosirea morilor cu pietre, ciocane sau &aluri
simple monopasa" sau bipasa" combinat (pasa" neted / pasa" rifluit)), iar n cazul unor capaciti mari, mciniul
nalt sau seminalt.
7) Tip"l (e "tilaje, prin performanele acestora, indicate n documentaia tehnic de nsoire (prospecte,
cri tehnice, documentaie scris complet etc.), are un rol important la ntocmirea diagramelor tehnologice. C
problem actual, specific n omnia, i nu numai, este de a se combina ntr-o structur de producie utila"e
clasice (mai &echi cu parametri tehnologici i tehnici mai slabi), cu utila"e moderne, superperformante, n scopul
realizarii unei structuri producti&e simple i suple, producti& i economic, fiabil i cu parametri deosebii de
calitate ai produselor, n condiiile unui efort in&estiional minim.
0) Tip"l (e p!$("#, ce urmeaz a fi realizat influeneaz alctuirea diagramei dup cum urmeaz(
a) dac se urmrete fabricarea de fin neagr ca sortiment unic, din diagram pot lipsi sortirele, mainile
de gris i desfctoarele, iar rotuirea i mcinarea se pot face ntr-un numr de pasa"e egale (+-7 de fiecare
parte)*
b) la fabricarea finii semialbe diagrama &a fi mai dez&oltat incluznd fazele clasice de mcini-rotuire,
sortare, curirea i desfacerea grisurilor i mcinare. 1ez&oltarea fazelor este de ni&el mediu, fiind &orba de un
mcini seminalt*
c) la obinerea finii albe ca sortiment unic n e'tracie de 80-40 F se organizeaz fazele ntr-un mcini
nalt*
175
d) n cazul fabricrii mai multor sortimente simultan, se ntocmete o diagram dez&oltat, compus din
mai multe diagrame pariale, care se ntreptrund, departa"area tipurilor de fin fcndu-se pe baza coninutului
de cenua i a culorii.
5) I(i%at$!ii (e %alitate ai p!$("#el$!, impui de beneficiar (pia), sunt determinai n mare parte, de
dez&oltarea fazelor tehnologice, mrimea orificiilor sitelor de cernere i de conducerea practic a procesului de
mcini.
8) G!a("l (e e;t!a%.ie, influeneaz n sens direct proporional dez&oltarea fazelor tehnologice. 1e
e'emplu, dac e'tracia total de fin este de 8+-80 F, numrul treptelor de rotuire este de 7 sau 0, iar dac
e'tracia total, indiferent de numrul de sortimente e'trase, este de 84-4+ F, numrul treptelor de rotuire crete
la 5-8. Similar numrul treptelor de mcinare crete de la 4-%; n primul caz, la %+-%7 n al doilea caz.
0.< DETERMINAREA PARAMETRILOR GLO3ALI PRINCIPALI
AI STRUCTURILOR PRODUCTI1E DIN MORRIT
0.<.1 Cal%"l"l l")i&ii t$tale a t676l")il$! 'i 7al."!il$! (e &6%ia!e e%e#a!e
#entru determinarea lungimii totale necesare a t&lugilor se introduce o mrime caracteristic numit
%a!%a!e 89%6!%6t"!a: #pe%i-i%6 a 7al."!il$! =
7
, =>g?cmL+7h@, ale crei &alori se aleg funcie de tipul
mciniului i capacitatea morii, dup cum urmeaz(
-la mori de mare capacitate i mcini nalt
M
&
G$0-0; >g?cmL+7h*
-la mori de capacitate mic cu mcini nalt sau seminalt M
&
G%0-+; >g?cmL+7h.
n aceste cazuri l")i&ea t$tal6 a t676l")il$! L
t
, se determin, funcie de capacitatea de lucru a morii B,
din relaia(
3
t
G B ? M
&
, =cm@ (5.%)
#entru a stabili "&6!"l (e 7al."!i e%e#a!e N
&
, n funcie de lungimea unui &al ntreg +Ll
&
, se foloseste
urmatoarea relatie(
H
&
G 3
t
? +Ll
&
, =buc@ (5.+)
1ac numrul de &aluri calculat este fracionar, se aleg utila"e cu limi mai mici, de cele mai multe ori
lsndu-se acoperitor o lime de rezer&. n practic, de cele mai multe ori, este necesar folosirea unor &aluri
de lungimi diferite ale t&lugilor, corespunztoare fazelor tehnologice difereniate de mcini.
0.<.* Cal%"l"l #"p!a-e.ei (e %e!e!e
Ii n acest caz se pornete tot de la %6!%6t"!a #pe%i-i%6 a #itel$! =
#
, i capacitatea de producie a morii
B.
ncrctura specific pentru sitele plane are urmtoarele &alori(
-mori de capacitate mare i mcini nalt
M
s
G 4;;-%0;; >g?m
+
L+7h*
-mori de capacitate mic i mcini nalt
M
s
G $;;-0;; >g?m
+
L+7h.
n plus, ncrctura specific este, n mare msur influenat i de tipul utila"ului, dup cum urmeaz(
-site plane S# 4%+ i S# 5%+, 4;;-<;;>g?m
+
L+7h*
-site plane gigant, %;;;-%+;; >g?m
+
L+7h*
-site plane ptrate S## 5+5, %$;;-%7;; >g?m
+
L+7h*
-site plane ptrate S## 7+5, %$;;-%7;; >g?m
+
L+7h*
-site plane ptrate S## 7+;, %$0;-%70; >g?m
+
L+7h*
-site plane ptrate S## 5+;, %$0;-%70; >g?m
+
L+7h.
S"p!a-a.a t$tal6 (e %e!e!e, S
t
, dat de relaia(
S
t
G B ? M
s
, =m
+
@, (5.$)
iar "&6!"l (e #ite plae N
s
, se determin funcie de suprafaa unei site s
sita
, din relaia(
H
s
G S
t
? s
sita
, =buc@. (5.7)
176
n cazul folosirii n structura producti& a mainilor de gris, n mod analog, l6.i&ea t$tal6 e%e#a!6 L
g
, se
determin funcie de ncrcarea specific medie M
gmed
, din relaia(
3
g
G B ? M
gmed
, =cm@, (5.0)
numrul necesar de maini de gris H
mg
, calculndu-se funcie de limea unei site duble de gris +Ll
mg
(
H
mg
G 3
g
? +Ll
mg
, =buc@ (5.5)
0.<.< Di&e#i$a!ea -a/el$! te+$l$)i%e
1imensionarea fazelor tehnologice ine cont, n primul rnd, de tipul mciniului ales, numrul de utila"e
stabilit pentru fiecare operaie, innd seama de cantitatea de produse ce trebuie prelucrat i masa &olumetric a
acestora. Daza de referin pentru toate operaiile care alctuiesc fazele de mcini o constituie dimensionarea
primului rot, care este, n acest caz, o unitate de baz i se noteaz cu cifra %, celelalte operaii a&nd un indice
mai mare, mai mic sau egal.
Tab.6.2 Valori medii ale ncrcrii pe treptele de rotuire
,repte de rotuire Srot
:
Srot
::
Srot
:::
Srot
:J
Srot
J
Srot
J:
Srot
J::
ncrctura
=>g?cm?+7h@
5;;-
%;;;
7;;- 50;
$;;- 0;;
+0;- 7;;
%80- $;;
%0; +;;
%0;- +;;
n tabelul 5.+ sunt prezentate &alorile medii ale ncrcturii funcie de treptele de rotuire, iar n tabelul 5.$
sunt date &alorile coeficienilor de repartizare a treptelor de prelucrare a grului la intocmirea diagramelor de
mcinare.
Spre e'emplu, pentru o moar ce prelucreaz %+; t gru n +7 h, la care, n medie, ncrctura pentru
rotul : este 00;-5;; >g?cm?+7h, lungimea necesar pentru srotul : &a fi(
1*>>>> ? 0>> @ *>> %&,
deci rotul : &a fi format dintr-un &al dublu de %;;; mm (adic dou perechi de t&lugi cu lungimea de
%;;; mm i diametrul la &aloarea uzual de +0; mm). 1imensionarea rotului ::: se face aplicnd coeficienii din
tabelul 5.$, pentru mciniul nalt, adic(
* A 1,5 @ < &,
Se poate spune c rotul :: &a fi format dintr-un &al dublu i nc un pasa" ("umatate din alt &al dublu).
n mod analog se dimensioneaz i celelalte operaii, fazele tehnologice din procesul de mcini, trecndu-
se apoi la ntocmirea propriu-zis a diagramelor tehnologice de mcini proprii.
0.<.B E;e&ple (e (ia)!a&e (e &6%ii'
#entru nelegerea i deschiderea posibilitilor de aplicare a problemelor prezentate n acest capitol i n
aceast lucrare, se prezint n continuare e'emple de diagrame tehnologice de mcini pentru capaciti de
producie diferite ale unor mori pentru fin alb tip 00; (coninutul de cenu ma'imum ;,5;; F). n figura 5.%
se prezint diagrama tehnologic pentru fin tip 00;, e'tracie direct 8+ F, pentru capaciti de pro-ducie de
+0 t?h. ,abelul 5.7 prezint datele cu pri&ire la &alurile i sitele plane incluse n diagram.
1atorit diagramei tehnologice aplicate, cea mai mare parte a endospermului bobului de gru este
transformat n fin alb, coninutul de n&eli n fin fiind foarte redus.
Tabelul 6.3. Valorile coeicienilor a de rotul 1
,reapta de
prelucrare
Jaloarea coeficientilor fata de srotul :
6acinis mediu 6acinis lung
Jalt Sita plana Jalt Sita plana
Srot :
Srot ::
Srot :::
Srot :J
Srot J
Srot J:
Srot J::
%,; %,; %,; %,;
%,$ %,+ %,0 %,0
%,$ %,+ %,7 %,0
%,$ %,; ;,< %,;
;,< ;,4 ;,4 ;,4
;,4 ;,4 ;,5 ;,$
- - ;,$ ;,$
177
1islocator
#erie
Sortir %
Sortir +
Sortir $
1esfacator %
1esfacator +
1esfacator $
1esfacator 7
1esfacator 0
1esfacator 5
1esfacator 8
6acinator %
6acinator +
6acinator $
6acinator 7
6acinator 0
6acinator 5
6acinator 8
6acinator 4
6acinator <
6acinator %;
6acinator %%
6acinator %+
#asa" filtre
#asa" transport
pneumatic
- ;,0 - ;,0
- ;,$ - ;,$
- ;,0 - ;,5
- ;,0 - ;,4
- ;,$ - ;,$
;,4 ;,4 ;,8 ;,4
;,4 ;,4 ;,8 ;,4
;,7 ;,0 ;,7 ;,5
;,7 ;,0 ;,7 ;,5
;,7 ;,7 ;,7 ;,0
;,7 ;,7 ;,$ ;,7
- - ;,+ ;,7
;,4 ;,4 ;,5 ;,4
;,4 ;,4 ;,8 %,;
;,4 ;,4 ;,0 ;,4
;,8 ;,8 ;,0 ;,4
;,7 ;,0 ;,0 ;,4
;,0 ;,5 ;,7 ;,5
;,7 ;,0 ;,7 ;,5
;,7 ;,0 ;,7 ;,5
;,7 ;,0 ;,$ ;,5
;,7 ;,0 ;,$ ;,0
- - ;,$ ;,0
- - ;,7 ;,0
- ;,0 - ;,0
- ;,0 - ;,0
Tabelul 6.! "etalii pri#ind #alurile i t#lugii pentru diagrama morii de 25 t$%
#asa"ul Hum.
pasa"
1imensiunea
Jalt l'd
=mm@
iflu ?
cm
:ncli-
nare
=F@
!ngh.
N?O
=
C
@
#ozitia
rifluri
Hr.
compart
sita
Supr.
Sita plan
=m
+
@
Sr. :
Sr. ::
Sr. :::
Sr. :J
Sr. J
Sr. J:
1esfacat.capete
Sortir
1-%
1-+
6-%
6-+
6-$
6-7
6-0
6-5
6-8
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
4;;'++;
%;;;'+0;
%;;;'+0;
4;;'++;
5;;'++;
5;;'++;
5;;'++;
-
4;;'++;
4;;'++;
4;;'++;
4;;'++;
4;;'++;
4;;'++;
5;;'++;
5;;'++;
5;;'++;
0
5
8
8
4
<
%;
-
-
-
-
-
-
-
-
-
-
4
4
<
%;
%%
%+
%;
-
-
-
-
-
-
-
-
-
-
$;?5;
$;?5;
$;?50
$0?50
$0?50
7;?8;
$;?50
-
-
-
-
-
-
-
-
-
-
s?s
s?s
s?s
s?s
s?s
s?s
s?s
-
-
-
-
-
-
-
-
-
-
+
+
+
%
%
%
%
%
%
%
%
%
%
%
%
%
%
7,7
7,7
7,7
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
178
n fig. 5.+ se prezint o diagram pentru fin alb tip 00;, e'tracie direct 80 F, pentru mori de 0; t?h,
care includ, de fapt, fazele tehnologice specifice mciniului nalt, ciclul de mcinare-sortare fiind repetat de %4
ori, tabelul 5.0 prezentnd datele cu pri&ire la &aluri i site plane.
Fig. !.1 "iagram de mcini pentru o moar de 25 t#h$ e%trac&ie direct '2($
)in tip 55*
179
n
tabelele din acest capitol s-au folosit urmtoarele prescurtri( Sr. 6-rot mare* Sr. m-rot mic*
1-desfctor* 6-mcintor
1up ntocmirea diagramelor tehnologice se trece la stabilirea amplasamentului utila"elor, a repartizrii
propriu-zise a structurii de producie, a modului de acionare (centralizat sau indi&idual) i la calculul
consumurilor energetice i de putere.
Fig. !.2 "iagram de mcini pentru o moar de 5* t#h$ e%trac&ie direct '5($ )in
tip 55*
180
Tabelul 6.5 Parametri #alurilor i caracteristicile t#lugilor pentru o moar de 5& t$%
#asa"ul Hum.
pasa"
1imensiunea
Jalt l'd =mm@
ifluri ?
cm
:nclinare
=F@
!ngh.
N?O, =
C
@
#ozitia
rifl
Hr. com
part sita
Supr.sita
#lan, =m
+
@
Sr. :
Sr. ::6
Sr. ::m
Sr. :::6
Sr. :::m
Sr. :J6
Sr. :Jm
Sr. J
Sr. J:
Sortir %
Sortir +
Sortir $
1-%
1-+
1-$
1-7
6-%
6-+
6-$
6-7
6-0
6-5
6-8
6-4
6-<
9spiraie
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
%
-
%;;;'+0;
4;;'++;
5;;'++;
4;;'++;
5;;'++;
5;;'++;
5;;'++;
4;;'++;
5;;'++;
-
-
-
5;;'++;
5;;'++;
5;;'++;
5;;'++;
%;;;'+0;
4;;'++;
4;;'++;
4;;'++;
5;;'++;
5;;'++;
5;;'++;
5;;'++;
5;;'++;
-
7
7
5
5
8
8
4
4
<
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
4
4
4
4
<
%;
%;
%%
%+
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
$;?5;
$;?5;
$;?5;
$;?50
$0?50
$0?50
$0?50
7;?8;
7;?8;
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
s?s
s?s
s?s
s?s
s?s
s?s
s?s
s?s
s?s
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
+
+
%
+
%
%
%
%
%
%
%
%
%
%
%
%
+
+
+
%
%
%
%
%
%
%
7,7
7,7
+,+
7,7
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
+,+
7,7
7,7
7,7
+,+
+,+
+,+
+,+
+,+
+,+
+,+
0.<.5 Dete!&ia!ea %$#"&"!il$! ee!)eti%e ale #t!"%t"!ii (e &$!a!it
)onsumul de energie n morile i silozurile de cereale &ariaz n limite largi, funcie de mai muli factori(
- sistemul de acionare al morii (indi&idual, central, mi't etc.,)*
- tehnologia mciniurilor adoptat (mcini plat, seminalt sau nalt), tehnologie determinat de numrul i
calitatea sortimentelor de finuri rezultate i de utila"ele ce compun structura producti& specific*
- utila"ele ce compun structura producti& respecti&*
- mi"loacele folosite pentru transportul intern*
- dimensionarea corect a structurii producti&e n ansamblu i a elementelor componente ale acesteia*
- respectarea msurilor de mentenan indicate n crile tehnice ale elementelor i ansamblului structurii
producti&e*
- gradul de mecanizare i automatizare al morii*
- modul de conducere a procesului tehnologic*
- capacitatea de producie a morii*
- calitatea materiei prime*
- amplasarea elementelor structurii producti&e* etc.
1eoarece este cunoscut faptul ca ntr-o moar &alurile consum apro'. 0; F din totalul puterii necesare,
&a trebui acordat o atenie deosebit, mai ales n e'ploatare, regimurilor de lucru i regla"elor pentru aceste
utila"e.
#entru determinarea consumurilor specifice energetice se procedeaz la stabilirea simultan pentru fiecare
grup de utila"e a puterilor i a debitelor de material.
#entru comparaie n tabelul 5.%; sunt prezentate &alorile unor consumuri de energie n conditii specifice
de capaciti de producie i de organizare intern a flu'urilor de productie.
Tabelul 6.1& Consumuri energetice uncie de capaciti i organi'area lu(urilor
181
Capa%itatea T!a#p$!t"l ite! al p!$("#el$! C$#"& (e OC#e!7a.ii
(e p!$(. C"!6.6t$!ie M$a!6 ee!)ie
Dt?+E Me%. Pe"&ati% Me%. Pe"&ati% DFG+?tE
+0-$; - da - da 58 ac. idi&idual a !,
0;-%;; - da - da 5+ ac. pe grupe a !,
%;;-%0; - da - da 80 idem.
%0;-+;; da - da - 78 ac. pe grupe mari a !,
%0;-+;; da - - da 04,0 idem.
++;-+0; da - da - 00 ac. pe grupe mici a !,
++;-+0; - da - da 4$ ac indi&id.si grad
ridicat de
automatizare
peste $;; da - da - 0$ ac. pe grupe mari a !,
0.B EHEMPLE DE STRUCTURI PRODUCTI1E DE MORRIT
Sistemele de morrit folosite actualmente reprezint, n fapt structuri producti&e asamblate cu tehnologii
de morrit adec&ate adic sisteme tehnologice, de cele mai multe ori integrate cu componente de afacere
(mar>eting, depozite, reele de distribuie) sau chiar cu sisteme de panificaie care preiau i influeneaz producia
de fin, respecti&e sisteme pentru producia agricol a materiilor prime cerealiere i sisteme de precurire,
depozitare i condiionare.
Structurile producti&e din morrit sunt adaptate unui ansamblu de criterii, aa cum s-a prezentat n acest
capitol. 1e regul, prezentarea succint a numelui acestora este fcut n raport cu capacitatea de lucru i gradul
de e'tracie al fraciunii principale.
0.B.1 E;e&pl"l "ei &$!i (e %apa%itate &i%6
#entru sistemele
producti&e cu caracter
gospodresc sau local,
dez&oltate pentru a
deser&i ; arie restrns
de beneficiari se
prezint cazul unei
mori de 7;; >g?h din
producia S.).
2lectrotimi S.9.
,imioara.
6oara de gru
este destinat
mcinrii grului n
&ederea obinerii
di&erselor sortimente
de fin pentru
panificaie i patiserie,
cu scopul deser&irii
unor colecti&iti
restrnse n regim de
prestare sau unor
fabrici de capacitate
mic.
6oara de gru
6EJ2 7;; este
alcatuit dintr-o serie
de utila"e specifice
instalaiilor de morrit legate ntre ele ntr-un flu' tehnologic care realizeaz curirea grului, mcinarea
boabelor i cernerea n &ederea separrii fraciunilor. Sistemul constituie o moar de capacitate mica, ce
realizeaz mcinarea grului i cernerea fraciunilor n flu' scurtat, cu dou &aluri cu cte trei pasa"e,
respecti& cu o sit plan cu dou compartimente.
n figura 5.$ se prezint schema de amplasament i spaiul necesar pentru instalarea unei astfel de in&estiii,
Fig. !.3 Schema de amplasament a morii +,-. 4**
182
semnificatia indicaiilor cifrelor fiind urmtoarea( %- buncr alimentare gru* +- e&acuare impuriti mari din
curitor* $- e&acuare impuriti albe din curitor*7- e&acuare praf din curitor* 0- e&acuare fin + din sit*
5- e&acuare tre % din sit*8- e&acuare grisuri din sit* 4- e&acuare fin % din sit* <- e&acuare tre + din
sit.
#entru cazul n care grul care intr la mcinare are mai multe corpuri strine dect se admite, s-a
pre&zut o instalaie de precurire ce se poate li&ra optional, la cererea beneficiarilor.
6oara este alcatuit, din urmtoarele utila"e i instalatii tehnologice (n ordinea flu'ului tehnologic)(
- buncr de alimentare,
- modul de curire,
- instalaie de umezire gru,
- buncr de ateptare,
- instalaie de transport pneumatic curtorie,
- deco"itor combinat,
- &al dublu,
- sit suspendat,
- instalaie de transport pneumatic mcinare,
- cadru,
- instalaie electric.
n figura 5.$ se prezint schema flu'ului tehnologic pentru aceast moar i priele componente
principale asociate concepiei modulare generale a morii.
Fig. !.4 Schema )lu%ului tehnologic al morii +,- 4**
183
Ca!a%te!i#ti%ile te+i%e 'i -"%.i$ale principale ale morii sunt(
Ca!a%te!i#ti%i )ee!ale (
-)apacitatea de producie pentru gru de panificaie 7;; >g?h
-Eradul total de e'tracie min 5+F
-Humarul sorturilor de fin +
-6odul de transport al fraciunilor pneumatic
-#uterea instalat $+,$0 >P
-,ensiunea?frec&ena de alimentare $4; J? 0; Qz
-1imensiuni de gabarit(
-lungimea R4;;; mm
-limea R$80; mm
-nlimea R0;;; mm
-6asa neta informati& R0;;; Sg
M$("l"l (e %"!6.i!eI
-)apacitatea de producie cca. 5;; Sg?h
-Selectoarele(
-numr de site pe un selector +
-limea sitelor 75; mm
-frec&ena oscilailor 7%0 min
-%
-amplitudinea oscilailor %7 mm
-acionare (comun) m.e ;,80SP?%;;; min
-%
-antrenare + curele S#T %;80
-Sita
-tipul sitei esatur 2ure>a
-diametru $0; mm
-lungime 4;; mm
-otor(
-tipul rotorului cu bttoare
-nr. bttoarelor 7
-turaia 4;; min
-%
-acionare m.e +,+SP?%0;; min
-%
-antrenare + curele S#9 %7;;
I#tala.ia (e "&e/i!e a )!J"l"i
-)apacitatea de producie cca. 5;; Sg?h
-1ebit ap pentru umectare 0-+7 l?h
-1iametru rotor-amestector +7; mm
-,uraie rotor-amestector 7% min
-%
-9cionare (amestecator /+ ecluze) motoreductor iG$;70; mm
%,% SP ?%0;; min
-%
-9ntrenare lant 4D
1al."!i (e &6%ia!e
-Humr de &aluri +
-)apacitatea de mcinare pe un &al 7;; Sg?h
-Humr de perechi de t&lugi pe un &al $
-1imensiuni t&lugi %+;L70; mm
-9cionare + motoare 0,0 SP?%;;; min
-%
-9ntrenare ta&alugi $ curele S#D ++7;
-9ntrenare alimentator rotuire $ cureel S#9 %;;;
-9ntrenare alimentator mcinare $ curele S#9 %+;;
Sita pla6
-Humr de compartimente +
-Humr rame pe compartimente %+
-Suprafaa util %5,+ m
+
-9cionare m. e. $SP?%;;; min
-%
-9ntrenare $ curele S#9 %$;;
I#tala.ia (e t!a#p$!t pe"&ati% %"!6.6t$!ie 'i &6%ia!e
-1iametrul conductelor de transport U5$,0L$,0 mm
-)iclonete decantare gru i rot %
-buci 7
184
-diametru $;; mm
-)iclonete decantare mciniuri
-buci $
-diametru ++; mm
-)iclon decantare impuriti
-buci %
-diametru 7;; mm
-Jentilator centrifugal
-buci +
-tipul J%7% 05;1
-debitul de aer +;;; m
$
?h
-presiunea 08+ mm Q
+
C
-acionare m.e 0,0SP?$;;; min
-%
-2cluzele de e&acuare produse
-buci 8
-diametru %;; mm
-diametrul rotorului %5; mm
-acionare -
#entru ecluzele 2% i 2+- motoreductor iG$;* %,%SP?%0;; min
-%
#entru ecluzele 2$,27,20,25 si 28. motoreductoare iG$;* ;,00SP?%0;; min
-%
I#tala.ia (e p!e%"!6.i!e a )!J"l"i
- #roducti&itate (gru cu masa hectolitric 80 >g?hl ) %;;; >g?h
- Humarul fraciunilor rezultate $
- 1iametrul ? lungime manta trior U5;;?%;;; mm
- ,uraie manta trior $4 min
-%
- 1iametrul ? lungime manta e'terioar curior U5;;?%%+0mm
- ,uraie manta interioar curitor $4 min
-%
- 1iametrul ? lungime manta interioar curitor U$;;?%%;;mm
- ,uraie manta e'terioar curitor 75 min
-%
- 9cionare - motoreductor iG$;* ;,00SP?%;;; min
-%
- 9ntrenare lan %;9
Descrierea constructiv-funcional a subansamblurilor principale este prezentat n continuare, cu
e&idenierea aspectelor eseniale.
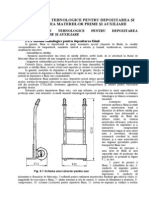
a) 3"%6!"l (e ali&eta!e, este ansamblul prin care grul se introduce n flu'ul tehnologic al morii.
9re forma unei plnii cu perei din tabl, nclinai, ce se spri"in pe patru picioare din cornier. 3a
partea superioar a buncrului este pre&azut o mpletitur din srm fi'at de o ram pentru reinerea
corpurilor strine de dimensiuni foarte mari (paie, sfori, srme etc) coninute de gru, iar la cea inferioar se
afl un orificiu ce se poate nchide cu un iber, prin care grul cade n primitorul transportului pneumatic.
b) M$("l"l (e %"!6.i!e, este o grupare de trei utila"e cu a"utorul crora se elimin impuritile
minerale i organice care intr la mcinare.
#entru utilizarea cderii gra&itaionale a produsului i a impuritilor eliminate din acesta, cele trei
utila"e sunt amplasate pe &ertical pe un cadru metalic realizat din profile laminate sudate. n ordinea
parcurgerii de ctre produsul de curat, acestea sunt( selector superior, deco"itor cu palete, selector inferior.
)electorul superior, are rolul de a elimina din masa de gru corpurile strine, )S ,att de dimensiuni
mari, ct i de dimensiuni mai mici dect bobul de gru. Crganele acti&e ale selectorului constau din dou site
suprapuse (dar nclinate n sensuri opuse) e'ecutate din tabl perforat cu guri alungite de dimensiuni
diferite, montate ntr-o carcas suspendat cu patru tirani din fibr de sticl de cadrul metalic al modulului
de curire. )arcasa se afl n micare oscilant, fiind acionat cu un arbore cu e'centric de la un motor
electric prin intermediul unei transmisii cu curele trapezoidale. Selectorul este pre&azut cu orificii pentru(
- alimentare cu produs*
- e&acuarea impuritilor mari, care ies ca refuz al sitei superioare*
- e&acuarea impuritilor mici, care ies cernut al sitei inferioare*
- e&acuarea produsului curat, care se obine ca refuz al sitei inferioare*
- aspiraia prafului.
ntruct ntregul ansamblu este n micare oscilant ,toate legaturile e'terioare sunt fle'ibile.
"eco*itoru l are rolul de a ndeparta praful i microorganismele de pe suprafaa boabelor de gru, n
special cele din nulet, barbi i parial n&eliul superficial al acestora (pericarpul). 2fectul tehnologic se
obine prin frecarea i lo&irea boabelor de suprafaa unei mantale confecionate din mpletitur de srm de
tip 2ure>a. 1eco"itorul este pre&zut cu o plnie pentru intrarea produsului care cade din selectorul superior
185
i un "gheab de e&acuare a grului deco"it, iar impuritile desprinse de pe boabele de gru sunt aspirate
printr-un orificiu aflat la partea inferioar a deco"itorului.
)electorul inerior elimin din masa de boabe de gru sprturile i alte corpuri strine de dimensiuni
mici. n principiu, construcia este asemntoare cu cea a selectorului superior, cu deosebirea ca sitele de
cernere au acelai perfora" i sunt parcurse succesi& de masa de gru astfel nct produsul util se obine ca
refuz, iar impuritile care trec prin guri se e&acueaz separat pentru cele dou pri ale sitei, iar in final se
colecteaz mpreun cu impuritile mici de la selectorul superior ntr-un recipient comun.
%: I#tala.ia (e "&e/i!e a )!Jl"i, realizeaz umectarea boabelor de gru prin stropirea cu ap
pul&erizat.
:nstalaia este alcatuit din urmtoarele pri(
- transportorul amestector*
- grupul de acionare al amestectorului*
- circuitul de alimentare cu ap*
- circuitul de insuflare a aerului pentru pul&erizarea apei.
Cperaia tehnologic de umectare a boabelor de gru este deosebit de important n pregtirea grului
pentru mcinare, deoarece de ea depinde, n mare msur gradul de e'tracie a finii.
(: 3"%6!"l (e a'tepta!e, are dou compartimente n care se acumuleaz grul i este inut la odihn
timp de 0V4 ore, pentru ca apa s ptrund treptat n n&eliul bobului. n acest fel, coa"a de&ine mai
elastic, nu se sfrm la mcinare i se separ uor la cernere. Duncrul este format dintr-un cadru sudat din
profile laminate, care constitue structura de rezisten pe care se fi'eaz cu uruburi pereii de lemn stratificat
ce alcatuiesc cele doua compartimente ,de form paralelipedic ,pentru depozitarea grului.
#artea inferioar a fiecrui compartiment este pre&zut cu un iber pentru dozarea debitului de gru
trimis la mcinare. Aiecare compartiment are dou ferestre pentru controlul &izual al cantitii de gru i un
dispoziti& pentru spargerea e&entualului pod ce se poate forma. #artea superioar a buncrului este acoperit
cu plci de lemn aezate pe o reea de profile laminate sudate ntre ele.
e: I#tala.ia (e t!a#p$!t pe"&ati% 9 %"!6.6t$!ie, ndeplinete dou funciuni principale(
transportul grului pe &ertical, ntre utila"ele din curtorie i aspiraia utila"elor care alctuiesc modulul de
curire.
#entru transportul pneumatic al grului de la buncrul de alimentare la modulul de curire i de la
modul la instalaia de umezire, instalaia conine(
- dou primitoare de produse, un primitor cu dou orificii de intrare pentru preluarea grului, fie de la
buncrul de alimentare, fie de la instalaia de precurire a grului (li&rat opional), iar cellalt primitor
pentru preluarea grului de la modulul de curire*
- dou conducte din ea&a tras pentru transportul grului n amestec cu aerul*
- dou ciclonete de separare a produsului transportat, respecti& al grului, care iese pe la partea
inferioar, n timp ce aerul este aspirat pe la partea superioar, prin nite &al&e de reglare a debitului*
- dou ecluze rotati&e montate sub ciclonetele de separare a produselor, pentru transferal acestora n
modulul de curire, respecti& instalaia de umezire* ambele fiind acionate de la motoreductorul de antrenare
a rotorului transportorului amestector. 1ebitul de aer necesar pentru transportul pneumatic i pentru
aspiraie este furnizat de la un &entilator centrifugal cu acionare direct, amplasat pe un suport prin
intermediul unor elemente elastice. 6agistrala de aspiraie a instalaiei de transport pneumatic face legtura
ntre ciclonul de separarre a impuritilor si aspiratia &entilatorului. #e conducta de aspiraie n &entilator este
montat o clapet de reglare a debitului de aer aspirat.
nainte de ieirea n atmosfer aerul refulat de &entilator trece printr-un filtru cu saci pentru reinerea
prafului fin care nu s-a decantat n ciclon. :nstalaia de transport pneumatic mai cuprinde o serie de supori
pentru fi'area sau spri"inirea conductelor metalice de transport sau de aspiraie de construciile metalice ale
morii.
-: De%$jit$!"l %$&Ciat, este utila"ul n care se realizeaz a doua treapt de deco"ire a grului
umectat, prin care se desprinde nc o parte din n&eliul boabelor i se obine un praf de natur organic,
denumit tr de curtorie. #e lng deco"ire, n deco"itorul combinat se face i o periere a grului.
1eco"itorul este pre&zut cu o plnie de alimenatare n care curge grul umectat, un "geab de e&acuare prin
care grul deco"it i periat cade n &alul de rotuire amplasat dedesubt i un orificiu cu a'a orizontal pentru
aspiraia fragmentelor de coa" i a prafului organic care s-au desprins de pe boabe i au trecut prin sit.
): 1al."l ("Cl", este utila"ul n care se realizeaz sfrmarea i mrunirea boabelor de gru n
particule de diferite dimensiuni, din care, prin cernere, remcinare i din nou cernere, se obine fina i tra.
Cperaia se realizeaz n dou &aluri, unul pentru rotuire i celalalt pentru mcinare. )onstrucia
&alurilor este asemntoare, diferenele pro&enind, n principal, din aezarea n oglind i din rifluirea
diferit a t&lugilor. 9mbele &aluri sunt fi'ate pe un cadru metalic comun ce se spri"in pe fundaia din
beton, prin intermediul unor elemente elatice.
186
Jalul se compune din(
-batiul, realizat n construcie sudat, este fi'at cu uruburi pe cadrul metalic, pre&zut cu o u de
&izitare pe partea frontal. n pereii de tabl groas laterali s-au practicat decupri pentru montarea lagrelor
t&lugilor, care se nchid cu capace. n interiorul batiului sunt o serie de perei de tabl pentru conducerea
produsului de mcinat ntre perechile de t&lugi.
-tavalugii rifluii sunt n numr de ase, grupai n trei pasa"e dispuse n cascad n interiorul batiului.
Aiecare pereche de t&lugi este format dintr-un t&lug fi', care se rotete doar n "urul proprie a'e i unul
mobil care se poate i apropia sau deprta de cel fi'. !n sistem de prghii permite apropierea t&lugilor
mobili de cei fici la pornire (cuplarea t&lugilor), reglarea distanei ntre t&lugi pentru fiecare pasa" n
parte, decuplarea automat a t&lugilor, atunci cnd se ntrerupe alimentarea cu gru i &arierea forei de
apsare pentru mcinare. ,&lugii se spri"in pe lagre cu rulmeni oscilani cu bile i buca de strngere,
fi'ate n locauri speciale practicate pe batiu. Aiercare t&lug este format dintr-un corp de oel aliat
$<6o)r9l%0, nitrurat n mediu gazos pe suprafaa cilindric e'terioar, pentru a-i asigura o rezisten la
uzur i o durat de funcionare ct mai mare, a&nd la capete dou fusuri din oel aliat 7+6o)r%% fi'ate
prin fretare. )aracteristicele riflurilor t&lugilor pentru cele dou &aluri sunt prezentate in tabelul 5.%%.
Tabelull 6.11 Caracteristicile rilurilor t#lugilor pentru moara +,V- !&&
T676l")"l N!.Ri-l"!i ?
%&
U)+i"l
p!$-il"l"i
8-a.6 ? #pate:
I%lia!ea
!i-l"!il$! -a.6
(e )ee!at$a!e
Val de rotuire
Ai' superior 8 0;W ? 8;W 0W $;X
6obil superior < 0;W ? 8;W 0W $;X
Ai' mi"lociu < 0;W ? 8;W 0W $;X
6obil mi"lociu %; 0;W ? 8;W 0W $;X
Ai' inferior %; 0;W ? 8;W 0W $;X
6i"lociu inferior %+ 0;W ? 8;W 0W $;X
Valul mcinare
Ai' superior %7 0;W ? 8;W 0W $;X
6obil superior %7 0;W ? 8;W 0W $;X
Ai' mi"lociu %5 ;.50 0W $;X
6obil mi"lociu %7 0;W ? 8;W 0W $;X
Ai' inferior %5 ;.50 0W $;X
6i"lociu inferior %5 0;W ? 8;W 0W $;X
-periIe de curire a suprafeei t&lugilor de produsul mcinat care ader au firele din material
plastic stabilizat antistatic. #erile sunt monate n batiu, n nite supori care permit apropierea sau departarea
lor de t&lug.
-alimentatorul, montat pe batiul &allui, are rolul de a asigura dozarea uniform a produsului la
intrarea n &al, pe toat lungimea t&lugilor. n partea superioar se afl orificiul de intrare al produsului .
!nul dintre pereii corpului alimentatorului este transparent, fiind e'ecutat din fle'iglas, pentru a se
urmri dozarea materialului n timpul funcionrii.
-plnia de alimentare, din material transparent, se montez pe alimentatorul &alului. 9re o form
tronconic, iar la partea superioar este montat o ram cu magnei permaneni pentru reinerea corpurilor
feroase din produs.
-plnia de evacuare a produsului mcinat din &al se fi'eaz de partea inferioar a batiului, astfel
nct s fie poziionat n
interiorul cadrului metalic comun
celor dou &aluri i are rolul de a
diri"a produsul spre gura
primitorului de produs de la
instalaia de transport pneumatic
a mciniurilor.
Acionarea tvlugilor i
a a'ului canelat de la dozatoarele
fiecrui &al se face de la un
motor electric amplasat n cadrul
metalic, pe care se fi'eaz
&alurile, prin intermediul
'iCe!
Fig. !.5 Sistem de regalare a de/itului de produs
187
curelelor trapezoidale i a roilor dinate.
Erul pregtit pentru mcinare cade n &alul de rotuire prin rama cu magnei permaneni care rein
corpurile feromagnetice din masa de gru.
6agneii se cur periodic de corpurile reinute. 9propierea t&lugilor mobili de cei fici din pasa"ele
pentru mcinarea
grului se face
manual, debitul de
gru se regleaz prin
rotirea clapetei
rotati&e de dozare a
alimentatorului, astfel
nct s nu se
depeasc puterea
nominal a motoarelor
electrice de acionare a
t&lugilor.
Jalturile dispun
de dou sisteme de
reglare, unul pentru
reglarea cantitii de
produs .debitului/ ce
intr la mcinare
(figura 5.0), iar cellalt pentru reglarea distanei dintre t#lugi (figura 5.5).
#rodusul minat este transportat la sita plan, aceasta a&nd dou flu'uri separate de cernere, fiecare
flu' parcurgnd cte %+ site.
n primul flu' de cernere se introduce rotul rezultat din primul &al i se separ prin cernere tra,
fina de calitatea a :: Ya i grisurile, care intr la mcinare, n al doilea flu' de cernere se introduce mciniul
rezultat din &alul de mcinare i se obine prin cernere fina de calitatea a : Ya, tre i grisuri.
+: Sita pla6, realizeaz cernerea produselor mcinate n dou compartimente, fiecare compartiment
a&nd %+ rame cu site i dou rame fr site (oarbe).
)onstrucia sitei asigur cernerea i diri"area fraciunilor, corelat cu flu'ul diagramei, fie la
remcinare, fie la saci. n acest scop pachetele de rame sunt suspendate cu ti"e din fibr de sticla de un cadru
metalic, fi'at pe fundaie cu uruburi, care susine i gurile de sac pentru colectarea fraciunilor cernute. Sita
este acionat de un motor electric care, printr-o transmisie cu curele trapezoidale antreneaz un mecanism cu
contragreuti montate e'centric, aflat ntre cele dou perechi de rame. n felul acesta se obine o micare
circular alternati& a ntregului ansamblu suspendat de cadru.
Fig. !.! Sistem de regalare a distan&ei ntre tvlugi
188
i: I#tala.ia (e t!a#p$!t pe"&ati% pet!" &6%ia!e, ndeplinete dou funciuni( pe de o parte
transportul grului de la buncrele de ateptare la deco"itotul combinat i a fractiunilor mcinate ntre &aluri
i compartimentele sitelor, iar pe de alta parte, aspiraia deco"itorului combinat. )onstructi& este asemntor
cu cea de transport pneumatic din curtorie i cuprinde(
- patru primitoare de produse, unul pentru preluarea grului de la buncrul de ateptare, dou pentru
mciniurile de la &aluri i unul pentru grisurilede la sit*
- patru conducte pentru transportul produselor*
- cinci ciclonete de separare a produselor transportate*
- cinci &izoare pentru urmrirea curgerii produselor*
- cinci ecluze rotati&e, montate sub cicloanele de decantare*
9erul necesar pentru transportul pneumatic i pentru aspiraie este furnizat de un &entilator centrifugal
cu acionare direct, amplasat pe cadrul morii. 6agistrala de aspiraie a instalaiei de transport pneumatic
face legtura ntre ciclonul de decantare a impuritilor i gura de aspiraie a &entilatorului. #e conducta de
intrare n &entilator este montat o clapet de reglare a debitului de aer aspirat.)icloanele de decantare a
produselor sunt legate la magistrala de aspiraie cu tuburi fle'ibile din material plastic. nainte de a iei n
atmosfer, aerul refulat de &entilator trece printr-un filtru cu saci filtrani pentru reinerea prafului fin.
:nstalaia mai cuprinde i o serie de supori pentru fi'area sau spri"inirea conductelor de transport sau de
aspiraie, astfel nct acestea s nu &ibreze n timpul funcionrii.
j) Ca(!"l &$!ii, este un ansamblu sudat din profile laminate amplasat ntre buncrul de ateptare i
sita, a&nd patru picioare cu care se fi'eaz pe fundaie. 3a partea superioar se afl o serie de grinzi pentru
fi'area deco"itorului combinat i o platform mrginit de balustrade.
F: I#tala.ia ele%t!i%6, asigur controlul pornirii i funcionrii motoarelor electrice de acionare n
funcie de cerinele procesului tehnologic de mcinare.
:nstalaia electric a morii 6EJ2-7;; este compus din (
-cutia de comand*
-clopot cu motor liniar*
-cablurile de legtur de la cutia de comand la motoare i clopot*
-conductoarele circuitelor de protecie*
Fig. !.' "iagrama de cernere pe sita plan
189
9parata"ul din cutia de comand realizeaz alimentarea, protecia, acionarea, comanda i
semnalizarea funcionrii echipamentelor morii. 6oara se conecteaz la reeaua electric prin acionarea
comutatorului cu came B. 9cest lucru este pus n e&iden de lampa de semnalizare Q;.
1esene scheme electrice
,ransformatorul de comand ,, prote"at la scurtcircuit prin intermediul siguranelor fuzibile A$%VA$7
alimenteaz circuitele de comand.
n acelai timp, din secundarul transformatorului, prin intermediul unei puni redresoare J este
alimentat, prin intermediul contactorului S%+, clopotul cu motor liniar Q++.
6otoarele morii funcioneaz independent. 2le se pornesc de la butoanele de comand cu lamp
(funcionarea fiind semnalizat de lamp) S+?Q+* S7?Q7* S5?Q5* S4?Q4* S%;?Q%;* S%+?Q%+* S%7?Q%7*
S%5?Q%5* S%4?Q%4* S+;?Q+; i se opresc prin acionarea butoanelor de comand( S%,S$,S0.S8,S<,S%%,
S%$,S%0,S%8,S%<,S+%.
Sensul de rotaie al motorul de la &al rot 67 se poate alege cu a"utorul comutatorului cu came S;.
n cazul funcionrii motorului 67, trecerea prin poziia de zero a comutatorului S; duce la oprirea
acestuia.
:ndifferent de sensul ales, pornirea motorului se face numai de la butonul de comand cu lamp S4?Q4.
)urentul absorbit de motoarele de la &aluri 67 i 60 este msurat cu a"utorul transformatoarelor T% i T+
i afiat de ampermetrele #
&s
i #
&m
. Iocul de curent din momentul pornirii motoarelor este eliminat prin "ocul
contactelor modulelor electronice temporizatoare S%$ i S%7. 1eclanarea unuia din cele %; relee termice
A%;%-A%%;, datorit suprasarcinii motorului respecti&, duce la oprirea motorului. 9cest lucru pune n
funciune i un sistem de a&ertizare optic i acustic. ntreruperea semnalizrii acustice se face prin
acionarea butonului S+%. Semnalizarea optic se nltur numai dup ce releul termic este readus la starea
iniial. 9cest lucru determin reanclaarea sistemului de semnalizare acustic.
Cpional la structura prezentat pn acum, pentru situaiile unui gru mburuienat sau a folosirii unor
utila"e de recolatat incorect reglate sau cu grad ridicat de uzur fizic sau moral, se recomand
achiziionarea i montarea la structura de baz a unui modul opional de precurire.
M$("l"l $p.i$al (e p!e%"!6.i!e, se compune dintr-un curitor cilindric i un trior, montate ntr-un
cadru metalic sudat din ea& dreptunghiular i fi'at pe fundaia din beton. Erul care trebuie curat nainte
de a intra n flu'ul morii trece succesi& prin cele dou utila"e.
)uritorul cilindric, care elimin din masa de gru impuritile de dimensiuni mari i cu form
alungit, are ca organe de lucru dou site cilindrice concentrice rotati&e, e'ecutate din tabl perforat cu
orificii alungite. Sita interioar are orificii mai mari decat cea e'terioar. #entru deplasarea produsului s-au
pe&zut spire melcate. Sitele sunt fi'ate pe un arbore ce se spri"in pe lagre cu rulmeni. )uritorul este
pre&zut la un capt cu o plnie de introducere a produsului ntre cele dou site, iar la cellalt capt se afl
gurile de e&acuare a produsului curat i a impuritilor mari. ,ot la partea inferioar se afl plnia de
colectare a impuritilor mici, cu o gur de ieire n mi"loc. #rodusul curat se obine ca refuz al sitei
e'terioare, impuritile mari ca refuz al sitei interioare, iar cele mici ca un cernut al sitei e'terioare.
)ilindrul trior elimin din masa de boabe corpurile strine care au forma apro'imati& sferic, n
special neghina i boabele de gru sparte. 2ste alctuit din urmtoarele pri principale ( un tambur rotati&
spri"init pe lagre cu rulmeni, pre&zut cu manta cu al&eole n interiorul cruia cade grul ce iese din
curitorul cilindric, o cu&a cu poziie reglabil, n care cad particulele reinute de al&eole i un melc pentru
e&acuarea acestora. 3a un capt al triorului se afl gura de alimentare cu produs, iar la celalalt, gurile de
ieire a produsului curat i a impuritilor. #entru deplasarea produsului a'ial, n lungul mantalei, n
e'teriorul cu&ei s-au sudat spire de melc. )alitatea operaiei de triorare este determinat de mrimea
al&eolelor mantalei, de poziia cu&ei i de turaia tamburului. 9cionarea celor dou utila"e care alcatuiesc
instalaia de precurire a grului este comun de la un motoreductor, prin intermediul unor transmisi cu
lanuri nchise de o apratoare.
0.B.* E;e&pl" (e %al%"l al "ei #t!"%t"!i (e &$!6!it
190
0.B.*.1. Ale)e!ea (ia)!a&ei te+$l$)i%e (e &a%ii#
1eoarece in procesul de sfrmare a bobului de gru se pot obine particule de diferite mrimi, fiecare
faz de sfrmare este urmat imediat de o faz de sortare prin cernere.
#rin cernere se obtin cate&a grupe de particule care in functie de marimea lor ,sunt diri"ate separate
pentru prelucrare ,cu e'ceptia fractiuni de faina care se trimite la depozit.
Fig. !.0 1raseul )rac&iunilor n compartimentul de cernere a rotului
191
n figurile 5.4 i 5.< sunt prezentate traseele fractiunilor prin cele doua compartimente ale sitei, ceea a
srotului si ceea a macinisului. 6arimea ochirilor sitei este simbolizata printr-o cifra. :n cazul sitelor pentru
tarata (desen %7), numarul sitei &ariaza intre +;V5;, cu cat cifra este mai mare sita este mai fina. Sitele
pentru faina se simbolizeaza cu cifre de la 5V%+,cifra fiind urmata de un K pentru calitate e'tra KK pentru
calitate dublu e'tra si KKK pentru calitate triplu e'tra. Si in acest caz sitele simbolizate cu cifre mai mari
sunt mai fine si bineinteles sitele pentru faina sunt mai fine decat cele pentru tarate sau grisuri.
0.B.*.* Di&e#i$a!ea #i#te&"l"i (e &6%ia!e
Sistemul de mcinare este alctuit dintr-un &al dublu n care se realizeaz desprinderea i sfrmarea
tegumentului boabelor de gru i mrunirea acestora n particule de diferite dimensiuni din care, prin cernere,
remcinare i din nou cernere se obine fin i tre.
)onstrucia corpurilor &alului este asemntoare, diferenele pro&enind, n principal, din aezarea n
oglind i din rifluirea diferit a t&lugilor.
0.B.*.*.1 Cal%"l"l p!i%ipalel$! ele&ete ale t676l")"l"iI
Fig. !.2 1raseele )rac&iunilor n compartimentul de cernere a mciniului
Fig. !. 1raseul prin sit pentru compartimentul de cernere a mciniului
192
1 Clculul numrului de riluri, reprezint numarul de muchii e'istente pe un centimetru liniar masurat
pe circumferina t&lugului.
Humrul de rifluri crete de la 7V0, n prima treapt, pn la %7V%5, n ultima treapt.
Humrul de rifluri se determin prin similitudine, fincie de diagrama de mcini aleas, sortimentele
de produse, gradul de e'tracie pe fiecare din acestea, calitatea medie a grnelor din zona de e'ploatare a
morii etc.
#entru cazul morii de gru 6EJ2 7;;, numrul ales pentru riflurile t&lugilor este prezentat n
tabelul 5.%%
2 Proilul rilurilor .#entru soluia constructi& aleas, t&lugii &or fi rifluii cu deschiderea riflurilor
N/OZ<;
o
,ceea ce nseamn c riflul este deschis, unde(
N G unghiul format ntre raz i tiul sau muchia riflului*
O G unghiul format ntre raz i spatele riflului.
3. Calculul sculelor olosite pentru reali'area rilurilor
ifluirea t&lugilor, se realizeaz pe maini speciale de rifluit, cu a"utorul unui cuit cu &rful
confecionat dintr-un oel special, fi'aat prin laminare (pastila Pidia).
#entru realizarea rifluiri se parcurg doua etape(
- degroarea, cnd se realizeaz +?$ din nule *
- finisare ,cnd se realizeaz %?$ din nule.
!nghiul de inclinare a riflurilor se calculeaz din relaia(
9
: %;;
3
,=
o
@
!nde [9\ distana unei e'tremiti a riflului faa de generatoare, msurat pe lungimea cilindrului i 3
lungimea generatoarelor, (figura 7.7).
Se urmrete rifluirea unui t&lug cu diametru de %+; mm, la care unghiurile riflului trebuie s fie
N/O Z $;
o
/5;
o
.
!nghiurile pentru cele dou cuite se &or calcula dup cum urmeaz(
-pentru cuitul : , se calculeaz mai nti unghiul de adaos
%
d
sin '
r
unde(
d - distana dintre &erticala din centrul t&lugului i cea din &rful cuitului.
r - raza circumferinei t&lugului.
!nghiul cuitului : &a fi suma celor dou unghiuri(
K
%1
@ KL;
1
,
unde
N - unghiul de fa (de tiere), al riflului dorit*
'
%
- unghiul format ntre &erticala dus din centrul circumferinei i dreapta dus din &rful cuitului n
acelai centru*
! Vite'a de rotatie a ta#alugilor
3
J
S
J
Z%
unde(
J
- &iteza periferic a t&lugului rapid =m?s@
J
3
- &iteza periferic a t&lugului lent =m?s@
S - &iteza diferenial.
Jiteza t&lugului rapid fa de cel lent face ca ntretierile s fie ct mai dese. #ractic, J
este de +,0
ori mai mare decat J
3
, J
G7V7,0 m?s, respecti& SG%,+0V%,0.
)unoscnd una dintre &iteze i raportul lor, se poate calcula cealalt &itez. Jiteza liniar a t&lugilor
este &iteza cu care se rotete t&lugul rapid, antrennd i t&lugul lent.
0.B.*.*.* Cal%"l"l pa!a&et!il$! ali&etat$!"l"i
9limentatorul, montat pe batiul &alului, are rolul de a asigura dozarea i repartizarea uniform a
produsului la intrarea n &al, pe toat lungimea t&lugilor. 2ste format dintr-un corp cu doi perei nclinai,
n care se monteaz, la partea inferioar, un a' canelat pentru antrenarea materialului i o clapet rotati& de
193
dozare (numit iber), solidar cu o manet pentru acionare manual. n peretele superior se afl orificiul de
intrare al produsului.
n figura 5.%%este prezentat, n mod schematic, procesul de lucru al unui alimentator cu suprafaa
cilindric e'terioar rifluit.
S-au folosit urmtoarele notaii(
3 - lungimea cilindrului, =mm@*
- raza e'terioar a cilindrului,
=mm@*
9 - aria seciuni riflurilor, =mm
+
@*
;
&
- &iteza periferic a
riflurilor*
f - coeficientul de frecare*
p - coeficientul de umplere al
seciuni i a canalelor longitudinale ale
cilindrului*
z - numrul de rifluri*
B
t
- producti&itatea teoretic a
alimentatorului*
S - deschiderea iberului, =mm@.
n punctele 9 i D din figura 5.%%,
&itezele flu'ului de material &or fi(
9
J f * respecti&, 1
3
@>M
Jiteaza medie &a fi(
s
m '
;
%
J J dS
S
_
,
#entru determinarea funciei &itezei se consider c aceasta rezult din dou componente(
- o component datorat antrenrii prin frecare a materialului, J
%m
*
-o component datorat cderii libere a materialului, J
+m
*
)alculul se supune urmtoarei succesiuni(
+ n + $,%7 %+;
%+,05
5; 5;
$
;
J %+,05 +8,0 %; ;,$70
=m?s@
%m ;
+ +
J J ;,$70 ;, +$;
$ $
=m?s@.
( )
+m % ;
+
J a + g h cos J
$
+ =m?s@.
unde
a
%
G ;,<, - coeficient de pondere a cderii
g G <,4% =m?s
+
@, acceleraia gra&itaional con&enional
h G 7;; =mm@, nlimea de cdere a materialului
O G $;
o
, unghiul de nclinare fa de orizontal al planului seciunii de trecere a boabelor la alimentare.
( )
;
+m
+
J ;,< + <,4% ;, 7 cos$; ;,$70 %, 54
$
+ =m?s@
9adar, cantitatea de material ce parcurge seciunea de trecere n unitatea de timp &a fi suma
cantitilor antrenate prin frecare, cdere i, n plus, antrenate n riflurile cilindrului de alimentare(
( )
t %m +m ;
n
B S 3 p J J p 3 9 z g
5;
1
+ +
1
]
( )
8
%+;
%; ;, 70; % ;, +$ %, 54 % ;, 70; <; %; %, + %; ;, ;<4
5;
1
+ +
1
]
=>g?s@
Fig. !.11 Schema de calcul a alimentatorului
194
1ac se introduce un coefficient de siguran >
u
,atunci n calculele practice de proiectare se &a utiliza
relaia(
t u
B B > $07 %,%$ 7;;,% =>g?h@
unde(
n - turatia alimentatorului, n G %+; =rot?min@
g
;
G greutatea unitii de &olum a materialului mcinat, g
;
G %,+ =g?cm
$
@
>
u
G
%,%... %,+
0.B.*.< Cal%"l"l #i 7e!i-i%a!ea 7alt"l"i
0.B.*.<.1 Cal%"l"l -$!tel$! taiet$a!e #i &$&etel$! i%$7$iet$a!e
#entru nceput se calculeaz ncrcarea pe t&lug, pornindu-se de la condiia de asigurare a
acapacitii de producie, considerndu-se utila"ul ncrcat la puterea motorului electric de acionare
#e baza diagramei de ncrcare din figura 5.%+ se fac calculelele de rezisten corespunztoare.
1in condiia de echilibru a momentelor nco&oietoare n raport cu punctul C, se obine(
;
6 ;
M
)onsiderndu-se ncrcarea uniform distribuit, pG80 =H?mm@ * pGp
%
Gp
+,
ecuaia de momente de&ine(
$ + %
%;;
J 5;; %;; p 0;; %;; p 0;; ;
+
_
+
,
+ %
$
%;;
%;; p 0;; p 0;; %;;
+
J 80;
5;;
_
+ +
,
=H@*
Se obin pentru reaciuni &alorile
1
>
@1
<
@N5> DNE
Jariaia momentului nco&oietor pentru poriunile corespunztoare &a fi(
Fig. !.12 "iagramele de ncrcare a tvlugilor
195
(;-%)
' ;
'
6 J ' p '
+
*
pt!. ;@> , M
>
@>
'G%;; ,
+
% ;
%;;
6 J %;; p $80;;;
+
=H
mm@
(%-+) ( )
% ; ;
%;;
6 J %;; ' p %;; ' J 0;; p
+
_
+ +
,
%
%;;
6 p %;; $80;;;
+
=H
mm@
+
%;;
6 p %;; $80;;;
+
=H
mm@
Jariaia forei tietoare &a fi(
(;-%) ( )
' ;
, J p ' %;; p p ' p %;; '
;
, p %;; 80;; =H@
T
1
@ > DNE
)alculul diametrului necesar d
nec
, din dimensionarea la nco&oiere
$
$
$
z nec
a a
%;;
80 %;; $+
6 d $+ 6
+
P d +8, 5<
$+ $,%7 %4;
=mm@
unde
a
G %4; 6#a, funcie de materialul din care este confecionat arborele*
nec
d +8, 5< =mm@ ,se alege constructi& U G $+ =mm@
)alculul modulului de rezisten n seciunea cu canal de pan
d
ef
G$+ =mm@
( ) ( )
+ +
$ $
t
b h d h %0 5 $+ 5
d $,%7 $+
P ++55,$5
$+ +d $+ + $+
=mm@
t
80 %;; %;;
6
+
%50, 75
P ++55,$5
=6#a@ ]
a
%4; =6#a@
Jerificarea la solicitarea compus de nco&oiere cu for tietoare
1iagrama de
ncrcare este
prezentat n figura
5.%$, de unde se
calculeaz &alorile
tensiunii normale,
respecti&
tangeniale,
conform relaiilor
urmtoare(
Fig. !.13 "iagrama de ncrcare la solicitare compus
196
$ $
z
80 %;; %;;
$+
6 6
+
%%5, 50
d P $,%7 $+
$+
=6#a@
ma' $
7 , 7 80;;
%+, 7+
$,%7 $+ $ 9 $
7
=6#a@ *
$
d
9 4;$,4
7
=mm
+
@
+ + + +
ech
7 %%5,05 7 %+, 7+ %%<,%8 + +
=6#a@
Jerificarea la oboseal n seciunea de trecere de la U$0 la U7;
m
%
%
c
S
*
unde(
S
^
G%,<
^
-%
G$;; =6#a@ pentru
1 7;
%,%7
d $0
_
^
G;,50 dG$0 =mm@
`
^
G;,<0 (nitrurare)
ma' min
m
;
+
+
ma' min
am ma'
+
*
ma' $
z
6 $80;;;
4<, ;4
$,%7 $0 P
$+
=6#a@
%
c %,%+
%,< 4<, ;4
;, 50 ;,<0 $;;
Z% c %
.
0.B.*.<.* 1e!i-i%a!ea ("!aCilit6.ii !"l&e.il$!
1in considerente constructi&e au fost alei pentru lagrele t&lugilor rulmenii ++$$+>/9Q +$$+
a&and(
) G %%4;;; =daH@
1urabilitatea(
$,$
$,$
%
%;;;;;; ) %;;;;;; %%4;;;
3
5; n 5; +<$ %5$0
_
_
,
,
Z+;;;; ore
0.B.*.<.< U)e!ea !"l&e.il$!
)antitatea de unsoare necesar la ungerea lagrului(
g
n +<$
;,$;8
n <0;
197
unde(
n G +<$ =rot?min@ - turaia n regim de lucru*
n
g
G <0; =rot?min@ - turaia limit la ungerea cu unsoare.
- spaiul liber n caracasa rulmentului se umple cu unsoare n proporie %?$*
- timpul de ungere ( ,G7;;; ore G 5 luni pentru o funcionare n trei schimburi*
)antitatea de unsoare necesar la ungere (
E 1 D K 5; $; ;, ;;$ 0, 7 =g@
1 G 5; =mm@ Y diametrul e'terior al rulmentului*
D G $; =mm@ Y limea rulmentului*
K G ;,;;$ Y factor de corecie.
0.B.*.<.B Cal%"l"l a#a&Cl6!ii p!e#ate a %$!p"l"i %ili(!i% %" -"#"!ile t676l")il$!
n tehnologia de fabricaie a ansamblului t&lug, acesta se obine prin fretareacorpului cilindric al
t&lugului pe fusurile cu arbori (dou pentru ambele capete, prelucrarea fiind la acelai diametru de fretare
sau un singur fus prelucrat la dou diametre diferite de fretare), dup fretare a&nd loc prelucrarea cotelor de
asamblare a rulmenilor .
1atele de pornire(
-diametrul e'terior al t&luguluiVVVVd
+
G%+; =mm@
-diametrul arboreluiVVVVVVVVV.d
a
G0; =mm@
-lungime de presareVVVVVVVVV..lG80 =mm@
dac diametrul arborelui ,d
a
G0; =mm@ diametrul aleza"ului n butuc &a fi, d
b
, relaie din
care se
poate calcula apoi, cota de a"ustare, '(
( ) ( )
b a
0;, ;5 0; ;, 5
d d % 0; % ' ' ;, ;%+
0; 0;
=mm@
( ) ( )
b a
d d % 0; % ;, ;%+ 7<,<7
=mm@*
cum(
SGd
a
-d
b
G0; - 7<,<7G;,;5 =mm@G5; =am@*
pentru U0; Q8?S5,
S
min
G+4 =am@, S
ma'
G7$ =am@*
binnd cont de neregularitile e'istente la prelucrarea e'terioar a arborelui, respecti& interioar a
butucului, apar urmtoarele restricii pentru neregulariti la rectificarea fin(
a ma'
G% =am@
b ma'
G%,$ =am@ ( )
n
S %, + % %,$ $ + =am@
9stfel, strngerea efecti& &a fi(
S
ef min
G+4 Y $G+0 =am@ G;,;+0 =mm@
S
ef ma'
G7$ Y $G7; =am@ G;,;7; =mm@.
#resiunea suprafeei de contact se calculeaz astfel(
a b
a
a b
S
p
) )
d
2 2
_
+
,
*
unde(
+ + + +
a %
a %
+ + + +
a %
d d 0; ;
) ;,$ ;, 8
d d 0; ;
+ +
*
+ + + +
+ a
b +
+ + + +
+ a
d d %+; 0;
) ;,$ %, 8+
d d %+; 0;
+ +
+ +
*
5 5
a b
a b
) ) ;, 8 %, 8+
%; %,%0+ %;
2 2 +,% +,%
_
+ +
,
=daH?cm
+
@*
ezult &alorile e'treme(
198
ef min
min
5
a b
a
a b
S ;, ;+0
p 7$7, ;+
0; %,%0+ %;
) )
d
2 2
_
+
,
=daH?cm
+
@
ef ma'
ma'
5
a b
a
a b
S ;, ;7;
p 5<7, 77
0; %,%0+ %;
) )
d
2 2
_
+
,
=daH?cm
+
@
unde(
p G presiunea pe suprafaa de contact dintre aleza" i arbore.
d
a
G diametrul arboreluiG0; =mm@
d
+
G diametrul t&luguluiG%+; =mm@
d G diametrul ansamblrii
a G a
%
G a
+
G ;,$ (pentru oel) Y coeficientul lui #oisson*
2
a
G 2
b
G modulele de elasticitate ale materialului cuplului de a"ustare (pentru arbore i respecti&
aleza") G+,%
%;
$
=daH?cm
+
@
#resiunile critice sunt date de relaiile(
+ + +
+ %
cra ca
+ +
+
% d d % %+; ;
p 50;; $+0;
+ d + %+;
=daH?cm
+
@
+ + +
+ a
crb cb
+ +
+
% d d % %+; 0;
p 0<;; +7$8,4
+ d + %+;
=daH?cm
+
@
2fortul unitar ma'im din butuc, radial i tangenial &a fi(
^
ma'
G -p
ma'
G-5<7,77 =daH?cm
+
@ ] ^
a
*
+ + + +
+ a
,ma' ma'
+ + + +
+ a
d d %+; 0;
p 5<7, 7 <45,%5
d d %+; 0;
+ +
=daH?cm
+
@ ]^
c butuc
6omentul de frecare minim, care se opune rotirii pieselor(
+ +
$ $
a
f f min
d 0;
6 l p %; ;, ;4 $,%7 80 7$7 %; %;++%
+ +
daH?cm
Aora de presare minim a a'ului (
+ +
pmin p a ma'
A d l p %; ;,% $,%7 0; 80 5<7, 7 %; 4%88
=daH@
0.B.*.B Dete!&ia!ea p!i%ipalel$! %a!a%te!i#ti%i te+i%e 'i te+$l$)i%e
0.B.*.B.1 Dete!&ia!ea %apa%it6.ii (e p!$("%.ie
a) )apacitatea de producie a morii, este influenat de lungimea total a t&lugilor (3
t
) i de
ncrcarea medie specific pe t&lug (M), adic (
( ) ( )
( )
t
3 cm M >g? cm? +7h
B
+7 h
=>g?h@*
3ungimea total a t&lugilor pentru ase pasa"e de 70 cm, &a fi 3
t
G5
70G+8; =cm@
ncrcarea specific se alege din tabele. Jalorile uzuale corespunztoare sunt cuprinse n inter&alul
MG$0V70 =>g?cm?+7h@ * de unde se alege MG$5
ezult(
+8; $5
B 7;0
+7
=>g?h@ 7;; =>g?h@
b) )apacitatea utila"elor de curire, trebuie s fie cu cel puin +;F mai mare, adica cca. 5;; >g?h.
Jalorile capacitilor de curatire sunt indicate in capitolul referitor la caracteristici tehnice i
funcionale.
c) )apacitatea de cernere a sitei plane, este dat de suprafaa total a sitei (S
t
) i ncrcarea medie
199
specific a sitei plane (M
s
), adic (
( ) ( )
( )
+ +
t s
sita
S m M >g? m ? +7h
%5, + 0;;
B $7;
+7 h +7
=>g?h@,
adic cca. 50F din grul intrat.
d) !mectarea grului, se face ntr-o singur treapt, cu aparat automat de udat. )antitatea ma'im
necesar udrii este (
%;; a
K B %
%;; b
,
=l?h@*
unde (
a G %7F - umiditatea iniial a grului
b G %0,0F - umiditatea ma'im admis dup umectare
%;; %7
K 5;; % %;, 8
%;; %0,0
_
,
=l?h@*
de unde rezult c pentru +7h sunt necesari +5; l, aadar capacitatea rezer&orului trebuie s fie cca.
$;; l.
0.B.*.B.* Cal%"l"l p"te!ii e%e#a!e a%.i$6!ii t676l")il$!
1 3 J
H ;, 8$5
S
_
,
DOGEM
unde (
1 G diametrul t&lugilor G ;,%+ =m@
3 G lungimea acti& a t&lugilor G ;,70 =m@
J G &iteza t&lugului rapid G 7,0 =m?s@
G coeficient pasa" sit G 0;;V84;
S G coeficient sit G %,+0V+,0
G coeficient pasa" G 7V8
c G coeficient mcinare G 7
a) Irotuire
s%
;,%+ ;, 70 7,0 84;
H 7 ;, 8$5 %,<4
+,0 7
_
,
=Sd@
s+
;,%+ ;, 70 7,0 5+;
H 7 ;, 8$5 %, 8;
+,0 7
_
,
=Sd@
s$
;,%+ ;, 70 7,0 0;;
H 7 ;, 8$5 %,0;
+,0 7
_
,
=Sd@
N
t$tal #!$t"i!e
@ Ni @ 1,PQL 1,NL 1,5@5,1Q DOGE, ale) N@5,5 DOGE
b) 6cinare
m%
;,%+ ;, 70 $, + 50;
H 7 ;, 8$5 %,0
%, +0 8
_
,
=Sd@
m+
;,%+ ;, 70 $, + 5;;
H 7 ;, 8$5 %, 70
%, +0 8
_
,
=Sd@
m$
;,%+ ;, 70 $, + 00;
H 7 ;, 8$5 %, 7
%, +0 8
_
,
=Sd@
200
N
t$tal &a%ia!e
@Ni @ 1,5L1,B5L1,B@B,<5 DOGE , ale) N@5,5 DOGE
0.B.*.B.< Cal%"l"l (ia&et!el$! !e.elel$! (e t!a#p$!t
a) )onducte rot
m
E
d ;,%$$
n & 5;
=m@ ,
unde(
d G diametrul conductei, =m@
E
m
G cantitatea de produs ce se transport, =>g@h@
n G coeficient de amestec, =>g?m
$
aer@
& G &iteza aerului n conduct, =m?s@.
s%
0;;
d ;,%$$ ;, ;08
+, + +; 5;
=m@, se alege d
s%
G5; =mm@
s+
7;;
d ;,%$$ ;, ;0%
+, + +; 5;
=m@, se alege d
s+
G07 =mm@
s$
$;;
d ;,%$$ ;, ;74
+, + %< 5;
=m@, se alege d
s$
G0; =mm@.
b) )onducte mcinare
m%
+;;
d ;,%$$ ;, ;77
%, 5 %4 5;
=m@, se alege d
m%
G75 =mm@
m+
%;;
d ;,%$$ ;, ;$7
%,0 %8 5;
=m@, se alege d
m+
G$5 =mm@
m$
8;
d ;,%$$ ;, ;+4
%,0 %8 5;
=m@, se alege d
m$
G $; =mm@.
*.B.B Cal%"l"l (eCit"l"i (e ae! e%e#a!
m
E
B
n 5;
=m
$
?min@,
unde(
E
m
G cantitatea transportat, =>g?h@
G masa specific a aerului,
n G coeficientul de amestec
a: DeCit"l (e ae! e%e#a! pet!" t!a#p$!t"l p!$("#"l"i la #$!ta!eI
%
0;;
M $,%0
%, + +, + 5;
=m
$
?min@
+
7;;
M +,0+
%, + +, + 5;
=m
$
?min@
$
$;;
M +, ;4
%, + + 5;
=m
$
?min@
C: DeCit"l (e ae! e%e#a! pet!" t!a#p$!t"l p!$("#"l"i la &6%ia!e
7
+;;
M %, 8$
%, + %, 5 5;
=m
$
?min@
201
0
%;;
M ;,<+
%, + %,0 5;
=m
$
?min@
5
4;
M ;, 87
%, + %,0 5;
=m
$
?min@
1ebitul de aer intrat n instalaie,
R@=
1
L =
*
L =
<
L =
B
L =
5
L =
0
@ 11,1B D&
<
?&iE.
#entru acoperirea pierderilor,debitul de aer calculat se ma"oreaza cu +;F BGB
real
G%%,%7
%,+G%$,$5 =m
$
?min@ %7 =m
$
?min@.
0.B.*.B.5 Cal%"l"l pa!a&et!il$! (e p!$("%.ie
Aondul de timp, e'primat n zile pe un an, este de $;; zile, cealalt parte fiind duminici, sarbatori
legale i zile pentru re&izii.
)antitatea de gru ce se poate prelucra ntr-un an &a fi(
( ) ( ) ( )
7;; >g? h +7 h <;;; >g? zi
( ) ( ) ( )
< t ? +7h $;; zile +8;; t , gru mcinat.
3a aceasta &a corespunde o cantitate estimat de corpuri strine, )S(
( ) ( )
$F c.s +8;; 4% t
,C,93G+84% (t) grau brut*
1at fiind specificul morii, de a lucra i n regim prestator pentru populaie (cca. $;F), restul fondului
de timp (8;F) &a lucra n regim comercial, rezult urmtoarea repartiie(
( ) ( ) ( )
< t ? +7 h $;F $;; 4%; t , gru mcinat prestator la populaie
( ) ( ) ( )
< t ? +7 h 8;F $;; %4<; t , gru mcinat n regim propriu, comercial.
ezultatele estimate dup prelucrare(
a) n regim prestator Y pentru a se mcina n regim prestator 4%; =t@, productorii trebuie s aduc
<;8,+ =t@.
( ) ( )
<;8 t %+F %;4,4 t uium.
b) n regim comercial (
( ) ( )
%4<; t 50F %++4,0 t , fin.
( ) ( )
%4<; t $0F 55%,0 t , tr.
( ) ( )
%++4,0 t %, + %78$, 5 t ,pine?an cca. 7 =t?+7ore@ pine.
Pentru o uncionare optim se recomand respecatea urmtoarelor prescripii i recomandri.
nainte de alimentarea morii, se pornesc motoarele de acionare ale tuturor utila"elor tehnologice.
1up cum se poate obser&a din schema general a morii, grul care intr la mcinare poate fi introdus
n flu'ul tehnologic al morii n dou moduri(
- prin buncrul de alimentare, n care se de&erseaz grul din sac sau dintr-un mi"loc de transport
mecanic de unde cade n primitorul de produse al transportului pneumatic* debitul se regleaz cu iberul de
sub buncr*
- direct prin primitorul de produse, n cazul utilizarii instalaiei de precurire*
Erul este preluat de transportul pneumatic i introdus n modulul de curire, trecnd succesi& prin
selectorul superior, deco"itor i selectorul inferior, iar impuritile de diferite mrimi sunt colectate n
recipiente amplasate lng modul. :mpuritile uoare aspirate din cele trei utila"e se decanteaz n ciclon de
unde, prin mane&rarea periodic a celor dou ibere de sub acesta, sunt golite ntr-un sac.
n mod normal, iberul superior este deschis, iar cel inferior este inchis, astfel nct impuritile se
acumuleaz pe acesta din urm.
#entru golire se inchide iberul superior, pentru a se pre&eni intrarea aerului fals n sistemul de
transport pneumatic i se deschide cel inferior.
Erul curat este transferat pneumatic la instalaia de umezire. #este grul care cade din ecluz n
transportorul amestecator se pul&erizeaz ap cu a"utorul aerului prele&at de la refularea &entilatorului.
)antitatea de ap necesar umectrii se stabilete n funcie de umiditatea iniial a grului i se
202
regleaz manual de la robinetul cu ac.
,ot manual se regleaz i debitul de aer necesar obinerii unei pul&erizri ct mai bune.
n cazul n care, in mod &oluntar sau accidental, se ntrerupe alimentarea cu gru, traductorul de
pro'imitate, montat pe conducta de curgere a grului n trasportorul amestector, comand nchiderea
&entilului electromagnetic pentru oprirea apei i semnalizeaz acustic i optic mane&ra.
1ac ni&elul apei n bazin scade sub o anumit limit, aceasta este semnalizat acustic i optic de
traductorul fi'at pe peretele bazinului.
n transportor grul este amestecat, astfel nct, toate boabele sa &in n contact cu apa, apoi grul
umectat cade n buncrul de ateptare, unde rmne la odihna timp de 0..4 ore. ntruct buncrul are dou
compartimente, n timp ce grul dintr-un compartiment este trimis la mcinare, n cellat compartiment, care
are iberul de golire inchis, se acumuleaz grul proaspt umectat. n felul acesta, secia de curtorie poate
funciona independent de cea de mcinare. 1in buncrul de ateptare, dup trecerea timpului de odihn, grul
este trimis la deco"itorul combinat. #rimitorul de produs de sub buncar este rabatabil, putnd fi amplasat sub
oricare din compartimentele buncarului. n deco"itor are loc o nou deco"ire a boabelor, mpreun cu o
periere. )o"ile i praful organic desprinse de pe boabele de gru sunt aspirate, decantate i colectate
mpreun cu trele de la sit.
Erul pregtit pentru mcinare cade n &alul de rotuire prin rama cu magnei permaneni care rein
corpurile feromagnetice din masa de gru. 6agneii se cur periodic de corpurile strine reinute.
9propierea t&lugilor mobili de cei fici, pentru mcinarea grului, se face manual, debitul de gru se
regleaz prin rotirea clapetei rotati&e de reglare a dozrii alimentatorului, astfel nct s nu se depeasc
puterea nominal a motoarelor electrice de acionare a t&lugilor.
)urentul absorbit din reea de motoarele electrice se poate citi pe un ampermetru montat pe tabloul
electric. 1ac grul este dozat uniform de alimentator, acesta trece succesi& prin cele trei perechi de t&lugi,
iar mcintura cade n plnia de e&acuare, de unde este preluat de un primitor de produs i introdus n sita
plan. n cazul n care alimentarea cu gru este ntrerupt, t&lugii se ndeprteaz automat pentru a se e&ita
pericolul atingerilor reciproce accidentale.
#rin cernere din compartimentul numrul % al sitei se obin trei fraciuni( fin A+ (grific), rot i
tre. Irotul este trimis la remcinare n cel de-al doilea &alt, mpreun cu refuzul ultimelor dou rame cu
site ale compartimentului numrul + (dunst). #rin cernerea mciniului rezultat de la al doilea &al n
compartimentul numrul + al sitei, se obin patru fraciuni( fina A% (alb), fina A+ (grific), dunst i tre.
)ele dou sorturi de fin i trele sunt colectate n saci. )onstrucia sitei permite unirea celor dou
sorturi de fin ntr-unul singur, n rama de amestec.
Cpional, se poate colecta la saci i dunstul, pentru a fi utilizat ca gris alimentar. 9erul aspirat de
&entilatoare din ciclonete i ciclonul de decantare, este refulat n filtrele cu saci care rein praful fin. #rin
scuturarea sacilor, praful cade n cutia inferioar a filtrului, de unde este e&acuat periodic conform unui
program de ntreinere.
#entru realizarea unui amestec aer-produs ct mai corect i pentru decantarea eficient a produselor, se
regleaz, pentru fiecare fir de transport, iberele primitoarelor de produse i &al&ele ciclonetelor.
S-ar putea să vă placă și
- CUM3 BDocument45 paginiCUM3 BAlina CirsteaÎncă nu există evaluări
- SoiaDocument16 paginiSoiaPalaghiu MarianÎncă nu există evaluări
- CUM11Document14 paginiCUM11godea_petreÎncă nu există evaluări
- MarketingDocument5 paginiMarketingPalaghiu MarianÎncă nu există evaluări
- Ulei 0102 ADocument12 paginiUlei 0102 AIoana NicolaeÎncă nu există evaluări
- ManagementDocument6 paginiManagementPalaghiu MarianÎncă nu există evaluări
- CUM7Document32 paginiCUM7Palaghiu MarianÎncă nu există evaluări
- Cum 8Document5 paginiCum 8Cristina Si Tibi TamasÎncă nu există evaluări
- Ulei 0202 A 2Document10 paginiUlei 0202 A 2Dobre AdrianÎncă nu există evaluări
- CUM9Document11 paginiCUM9Palaghiu MarianÎncă nu există evaluări
- CUM12Document15 paginiCUM12Palaghiu MarianÎncă nu există evaluări
- Proiect Utilaje .Document46 paginiProiect Utilaje .Irinel ArchipÎncă nu există evaluări
- PanificatieDocument63 paginiPanificatieDobre AdrianÎncă nu există evaluări
- CUrs 10Document16 paginiCUrs 10godea_petreÎncă nu există evaluări
- MarianDocument30 paginiMarianPalaghiu MarianÎncă nu există evaluări
- Metode de Stabilire A Preturilor Produselor Agroalimentare in Alimentatia Publica Si Agroturism Stroie DorinDocument36 paginiMetode de Stabilire A Preturilor Produselor Agroalimentare in Alimentatia Publica Si Agroturism Stroie DorinPalaghiu MarianÎncă nu există evaluări
- CUM4 ADocument18 paginiCUM4 APalaghiu MarianÎncă nu există evaluări
- RazvanDocument42 paginiRazvanPalaghiu MarianÎncă nu există evaluări
- Bursele de Marfuri in RomaniaDocument52 paginiBursele de Marfuri in RomaniaPalaghiu Marian100% (1)
- Instructiuni Pentru Eleborarea PreviziunilorDocument5 paginiInstructiuni Pentru Eleborarea Previziunilorgabyb67Încă nu există evaluări
- Analiza Diagnostic A Societatii SC Morarit-Panificatie Baneasa SADocument48 paginiAnaliza Diagnostic A Societatii SC Morarit-Panificatie Baneasa SAPalaghiu MarianÎncă nu există evaluări
- Balasei Iulian Proiect UtilajeDocument41 paginiBalasei Iulian Proiect UtilajePalaghiu MarianÎncă nu există evaluări
- MarianDocument30 paginiMarianPalaghiu MarianÎncă nu există evaluări
- Anexa 2 - STUDIUL de FEZABILITATE Noiembrie 2012Document16 paginiAnexa 2 - STUDIUL de FEZABILITATE Noiembrie 2012Palaghiu MarianÎncă nu există evaluări
- Contractele BursiereDocument12 paginiContractele BursiereAndreea IoanaÎncă nu există evaluări
- BURSEDocument84 paginiBURSEPalaghiu MarianÎncă nu există evaluări
- Duceac IonutDocument81 paginiDuceac IonutPalaghiu MarianÎncă nu există evaluări
- Re Prezent AntiDocument6 paginiRe Prezent AntiPalaghiu MarianÎncă nu există evaluări
- Tudor ArgheziDocument7 paginiTudor ArgheziPalaghiu MarianÎncă nu există evaluări