S-ar putea să vă placă și
- Tema 10. Drapajul Materialelor TextileDocument7 paginiTema 10. Drapajul Materialelor TextileМаша МаслинковаÎncă nu există evaluări
- Fisa de Lucru Rebus - Proc - TehnDocument3 paginiFisa de Lucru Rebus - Proc - TehnAlina Jumolea100% (2)
- Clasificare CalapoadeDocument5 paginiClasificare CalapoadeSufletul EleneiÎncă nu există evaluări
- Cereri Si OptiuniDocument5 paginiCereri Si Optiuni9786756453Încă nu există evaluări
- Instalatii de MulsDocument31 paginiInstalatii de MulsBogdan PopÎncă nu există evaluări
- Proiect AtestatDocument11 paginiProiect AtestatAna Maria DumitrescuÎncă nu există evaluări
- Rugozitatea SuprafetelorDocument15 paginiRugozitatea SuprafetelorKatherineÎncă nu există evaluări
- Anexe Proiecte HG NomenclatorDocument17 paginiAnexe Proiecte HG Nomenclatorlaurentiu2012Încă nu există evaluări
- Subiecte ExamenDocument20 paginiSubiecte ExamenDorina ButucÎncă nu există evaluări
- PR - Unit.inv. m3 Schite Si Produse VestimentareDocument3 paginiPR - Unit.inv. m3 Schite Si Produse VestimentareGrozavu Marcel100% (1)
- Fisa de Observare A LectieiDocument2 paginiFisa de Observare A LectieiLinekerosÎncă nu există evaluări
- CL - Xii Tehnician HidrometeorologDocument17 paginiCL - Xii Tehnician HidrometeorologTraian CristianÎncă nu există evaluări
- Tema 4Document23 paginiTema 4Lacrimioara VerdesÎncă nu există evaluări
- Structura S ºi Proiectarea TricoturilorDocument65 paginiStructura S ºi Proiectarea TricoturilorCristinaÎncă nu există evaluări
- Unelte Manuale Folosite La Confectionarea Produselor-Fisa de DocumentareDocument8 paginiUnelte Manuale Folosite La Confectionarea Produselor-Fisa de DocumentareChita Dana StefaniaÎncă nu există evaluări
- Calculul Normei de Consum Cu Desen AutocadDocument9 paginiCalculul Normei de Consum Cu Desen AutocadMoiseenco IanaÎncă nu există evaluări
- Caracterizarea MembranelorDocument4 paginiCaracterizarea MembranelorAndreeaMadalinaMihailaÎncă nu există evaluări
- Masini Pentru Curatarea Plajelor de NisipDocument16 paginiMasini Pentru Curatarea Plajelor de NisipNeica Tudor SebastianÎncă nu există evaluări
- Domenii de Utilizare A Fibrelor TextileDocument9 paginiDomenii de Utilizare A Fibrelor TextilemarinalidiaÎncă nu există evaluări
- Invatamant Profesional Si Tehnic PDFDocument28 paginiInvatamant Profesional Si Tehnic PDFRedactia Stiri AlbaÎncă nu există evaluări
- DEPOZITAREA Si PĂSTRAREA MĂRFURILORDocument18 paginiDEPOZITAREA Si PĂSTRAREA MĂRFURILORDumitruBogdan-Constantin100% (1)
- Caracterizare MembraneDocument37 paginiCaracterizare MembraneLili FloreaÎncă nu există evaluări
- Ghid - Examen Certificare Calificare Profesionala Nivel 3 - 2014 PDFDocument36 paginiGhid - Examen Certificare Calificare Profesionala Nivel 3 - 2014 PDFalbinutza8Încă nu există evaluări
- Tema 17 Manseta Dintrun Reper C.BDocument17 paginiTema 17 Manseta Dintrun Reper C.BDaniela Ionele100% (1)
- Pregatirea Proceselor de FabricatieDocument200 paginiPregatirea Proceselor de FabricatieTheodorÎncă nu există evaluări
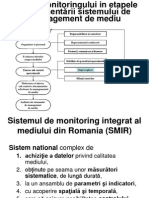
- SmirDocument12 paginiSmirIuliana BogdanÎncă nu există evaluări
- Test Cusaturi MecaniceDocument1 paginăTest Cusaturi Mecaniceth decÎncă nu există evaluări
- 4-V-Proiect Mihaela Ghenea 2019Document20 pagini4-V-Proiect Mihaela Ghenea 2019RADU100% (1)
- Lucrarea 4 - Caracteristicile Firelor TextileDocument5 paginiLucrarea 4 - Caracteristicile Firelor TextileBianca BbfÎncă nu există evaluări
- Fisa de Lucru - Materiale Si AmbalajeDocument2 paginiFisa de Lucru - Materiale Si AmbalajeEcaterina JuganaruÎncă nu există evaluări
- Plan Lectie XI C LTTVDocument7 paginiPlan Lectie XI C LTTVIdriceanu Daniela0% (1)
- Cereri Înscriere Si Fişa LichidareDocument4 paginiCereri Înscriere Si Fişa LichidareAndreea ValentinaÎncă nu există evaluări
- Capitol Materiale FiltranteDocument13 paginiCapitol Materiale FiltranteCristina Halbac Cotoara ZamfirÎncă nu există evaluări
- CDL IX Liceu SUPORT CURS MecDocument37 paginiCDL IX Liceu SUPORT CURS MecClaudia Urdea100% (1)
- Monitorizarea Proceselor de ProductieDocument52 paginiMonitorizarea Proceselor de ProductieMiruna CrăciunÎncă nu există evaluări
- Asigurarea CalitatiiDocument132 paginiAsigurarea Calitatiidorin2kÎncă nu există evaluări
- Design ProiectDocument16 paginiDesign ProiectMoroşan VeronicaÎncă nu există evaluări
- Buzunare - Anexa 1 PDFDocument13 paginiBuzunare - Anexa 1 PDFGiorgiana IlinoiuÎncă nu există evaluări
- Lectia de Predare de Noi CunostinteDocument4 paginiLectia de Predare de Noi CunostinteMarius AtanasiuÎncă nu există evaluări
- BlanaDocument3 paginiBlanaVlad CiobanuÎncă nu există evaluări
- IC-Metoda DemeritelorDocument14 paginiIC-Metoda DemeritelorIonică AlexandruÎncă nu există evaluări
- Clasificare Incaltaminte Si Chimice de Uz CasnicDocument3 paginiClasificare Incaltaminte Si Chimice de Uz CasnicNausica CorciovaÎncă nu există evaluări
- Metodologia de Certificare N2 Stagii de Practica - FinalDocument23 paginiMetodologia de Certificare N2 Stagii de Practica - FinalPislaru MioaraÎncă nu există evaluări
- PPT6 TehnologieDocument22 paginiPPT6 TehnologieDiana Tudosiciuc100% (1)
- Bazele Geometrice Ale Fotogrammetriei, CursDocument57 paginiBazele Geometrice Ale Fotogrammetriei, CursDoryna Irovan GavrilitÎncă nu există evaluări
- Tehnici MembranareDocument11 paginiTehnici MembranareDorin SaulescuÎncă nu există evaluări
- Biomimetica in TextileDocument10 paginiBiomimetica in TextileValentina FrunzeÎncă nu există evaluări
- Tehnologii de Tesere - Vol. 2Document362 paginiTehnologii de Tesere - Vol. 2m_gugeanu1Încă nu există evaluări
- Operatii Tehnologice Din Industria Textila Si PielarieDocument5 paginiOperatii Tehnologice Din Industria Textila Si PielarieAnisoara BursucÎncă nu există evaluări
- Fisa de Evaluare - Nivel 4 - 2020 - MODIFICATDocument2 paginiFisa de Evaluare - Nivel 4 - 2020 - MODIFICATMaria StanÎncă nu există evaluări
- Proba Practica - Textile 2Document4 paginiProba Practica - Textile 2Proiect Jobs Petru RaresÎncă nu există evaluări
- Tit 043 Filatura Tesatorie Finisaj Textil M 2016 Var 01 LRODocument2 paginiTit 043 Filatura Tesatorie Finisaj Textil M 2016 Var 01 LROAdelina PopescuÎncă nu există evaluări
- Intalniri Pentru Monitorizarea ProiectelorDocument3 paginiIntalniri Pentru Monitorizarea ProiectelorMunteanu SimonaÎncă nu există evaluări
- G Ghita - Proiect DecantoareDocument20 paginiG Ghita - Proiect DecantoaregeorgianaÎncă nu există evaluări
- Achihaitei Mihaela PDFDocument32 paginiAchihaitei Mihaela PDFMagdalena MacoveiÎncă nu există evaluări
- M7 Stocare Apa Rezervor SubteranDocument2 paginiM7 Stocare Apa Rezervor SubteranNicu RosuÎncă nu există evaluări
- Proiect STFDocument5 paginiProiect STFViziteu Diana-RoxanaÎncă nu există evaluări
- Curs TCTDocument194 paginiCurs TCTMiruna Andreea100% (1)
- Modul 5Document30 paginiModul 5Ana-Maria AchireiÎncă nu există evaluări
- Structura ÎncălțăminteiDocument4 paginiStructura ÎncălțăminteiMisaÎncă nu există evaluări
- Economia Producerii ConspectDocument22 paginiEconomia Producerii ConspectParascoviaCebotariÎncă nu există evaluări
- Teoria Economica - Curs de Prelegeri Autor Andrei Cojuhari Valentina Childescu. (Conspecte - MD)Document417 paginiTeoria Economica - Curs de Prelegeri Autor Andrei Cojuhari Valentina Childescu. (Conspecte - MD)Irina Vasilașcu100% (1)
- Ministerul Educaţiei Al Republicii MoldovaDocument10 paginiMinisterul Educaţiei Al Republicii MoldovaParascoviaCebotariÎncă nu există evaluări
- Suport Curs Limba EnglezaDocument60 paginiSuport Curs Limba EnglezaRaluca Maria Dragomir50% (2)
- Macroeconomie Si Politici MacroeconomiceDocument88 paginiMacroeconomie Si Politici MacroeconomiceParascoviaCebotariÎncă nu există evaluări
- I. Esenta Si Dezvoltarea Marketingului - ConceptulDocument48 paginiI. Esenta Si Dezvoltarea Marketingului - Conceptulanamariastefan88100% (2)
- Is 9001 - 2015Document3 paginiIs 9001 - 2015ParascoviaCebotariÎncă nu există evaluări
- MetrologieDocument90 paginiMetrologieParascoviaCebotari100% (1)
- Raspunsuri La Teoria EconomicaDocument47 paginiRaspunsuri La Teoria EconomicaParascoviaCebotariÎncă nu există evaluări
- Teoria Economica - Curs de Prelegeri Autor Andrei Cojuhari Valentina Childescu. (Conspecte - MD)Document417 paginiTeoria Economica - Curs de Prelegeri Autor Andrei Cojuhari Valentina Childescu. (Conspecte - MD)Irina Vasilașcu100% (1)
- Stilul Vestimetar MilitarDocument2 paginiStilul Vestimetar MilitarParascoviaCebotariÎncă nu există evaluări
- Macroeconomie Si Politici MacroeconomiceDocument88 paginiMacroeconomie Si Politici MacroeconomiceParascoviaCebotariÎncă nu există evaluări
- Macroeconomie Si Politici MacroeconomiceDocument88 paginiMacroeconomie Si Politici MacroeconomiceParascoviaCebotariÎncă nu există evaluări
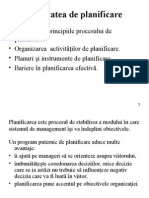
- Activitatea de PlanificareDocument22 paginiActivitatea de PlanificareParascoviaCebotariÎncă nu există evaluări
- Case de Mode EuropeneDocument3 paginiCase de Mode EuropeneParascoviaCebotariÎncă nu există evaluări
- Teoria Economica - Curs de Prelegeri Autor Andrei Cojuhari Valentina Childescu. (Conspecte - MD)Document417 paginiTeoria Economica - Curs de Prelegeri Autor Andrei Cojuhari Valentina Childescu. (Conspecte - MD)Irina Vasilașcu100% (1)
- Curs 1Document21 paginiCurs 1ParascoviaCebotariÎncă nu există evaluări
- Proiect de Diploma2Document24 paginiProiect de Diploma2ParascoviaCebotariÎncă nu există evaluări