S-ar putea să vă placă și
- Sigurante FuzibileDocument12 paginiSigurante FuzibileRares CretuÎncă nu există evaluări
- Referat Sigurante FuzivileDocument11 paginiReferat Sigurante FuzivileCretu ClaudiuÎncă nu există evaluări
- Siguranta Fuzibila: Diaconu Alexandru EM3Document14 paginiSiguranta Fuzibila: Diaconu Alexandru EM3Zap CocarÎncă nu există evaluări
- Sigurante FuzibileDocument10 paginiSigurante FuzibileAdrian BeldimanÎncă nu există evaluări
- Aparate de ProtecţieDocument9 paginiAparate de ProtecţieIleana Badea100% (1)
- Lectie Modul V Aparate de ProtectieDocument10 paginiLectie Modul V Aparate de ProtectieBrett AndersonÎncă nu există evaluări
- 2 TransformatorulDocument10 pagini2 TransformatorulClaudiu DragomirÎncă nu există evaluări
- Siguranţe FuzibileDocument16 paginiSiguranţe FuzibileMarius BejuÎncă nu există evaluări
- SI2-Siguranta FuzibilaDocument21 paginiSI2-Siguranta FuzibilaGabriel Cealicu100% (1)
- Motorul AsincronDocument18 paginiMotorul AsincronDim04Încă nu există evaluări
- Aparate Electrice de Protectie Si ReglajDocument18 paginiAparate Electrice de Protectie Si ReglajNeagoe CristianÎncă nu există evaluări
- DisjunctoareDocument8 paginiDisjunctoareSimona NeaguÎncă nu există evaluări
- Studiul Statiilor Electrice de Tip GIS (Gas Insulated Switchgear)Document120 paginiStudiul Statiilor Electrice de Tip GIS (Gas Insulated Switchgear)Alin BaletchiÎncă nu există evaluări
- Linii Electrice SubteraneDocument5 paginiLinii Electrice SubteraneCătălina StoicaÎncă nu există evaluări
- SiguranteDocument6 paginiSiguranteMădălina Alexandra100% (1)
- Aprate Electrice de Medie Si Inalta TensiuneDocument4 paginiAprate Electrice de Medie Si Inalta TensiuneDragos Andrei MunteanuÎncă nu există evaluări
- ReleeDocument4 paginiReleeiulian_b100% (2)
- Masuri de Protectia Muncii La Utilizarea Instalatiilor Si Echipamentelor ElectriceDocument5 paginiMasuri de Protectia Muncii La Utilizarea Instalatiilor Si Echipamentelor ElectriceZeus78Încă nu există evaluări
- Probe Şi ÎncercăriDocument15 paginiProbe Şi Încercărianinoiu_mihail100% (1)
- Repararea Si Montarea Transformatoarelor de PutereDocument32 paginiRepararea Si Montarea Transformatoarelor de PutereDima BenzariÎncă nu există evaluări
- Proiect Sigurante FuzibileDocument27 paginiProiect Sigurante FuzibileLaura Vaught100% (3)
- Masina AsincronaDocument9 paginiMasina AsincronaCameliaMrnÎncă nu există evaluări
- Clasificarea-Cablurilor ElectriceDocument5 paginiClasificarea-Cablurilor ElectriceAndrei EsanuÎncă nu există evaluări
- Conexiuni ElectriceDocument6 paginiConexiuni ElectriceLilianaÎncă nu există evaluări
- Teste Rezolvate EE. 2 CompleteDocument26 paginiTeste Rezolvate EE. 2 CompleteStrimbeanu AndreiÎncă nu există evaluări
- APARATE de Medie Si Inalta TensiuneDocument31 paginiAPARATE de Medie Si Inalta TensiuneVasiloiu Cosmin100% (1)
- ContactoareDocument18 paginiContactoareLaurentiu OchirosiÎncă nu există evaluări
- Instalatie de Iluminat Cu Senzor de MiscareDocument20 paginiInstalatie de Iluminat Cu Senzor de MiscareOvyOviÎncă nu există evaluări
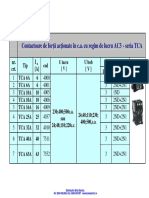
- Contactoare TCA Fisa TehnicaDocument4 paginiContactoare TCA Fisa TehnicaIonut ArdeleanÎncă nu există evaluări
- Proiect Atestat - A Defectelor Circuitelor Pentru Reglarea Vitezei Motoarelor de Curent ContinuuDocument29 paginiProiect Atestat - A Defectelor Circuitelor Pentru Reglarea Vitezei Motoarelor de Curent ContinuuMaximilian AgrippaÎncă nu există evaluări
- Pornirea Motoarelor AsincroneDocument6 paginiPornirea Motoarelor AsincroneStefan RaduÎncă nu există evaluări
- Subiect XII Electric Electrotehnic Electromecanic On Tehnologii Slatina 2022Document4 paginiSubiect XII Electric Electrotehnic Electromecanic On Tehnologii Slatina 2022Radu DelaAfumatiÎncă nu există evaluări
- Instalaţie Electrică de Iluminat Cu Variator de TensiuneDocument25 paginiInstalaţie Electrică de Iluminat Cu Variator de TensiuneI'm noob0% (1)
- Masurarea Puterii Si A Energiei Electrice in Curent Alternativ TrifazatDocument20 paginiMasurarea Puterii Si A Energiei Electrice in Curent Alternativ TrifazatMary GligorÎncă nu există evaluări
- MansoaneDocument3 paginiMansoaneandreiÎncă nu există evaluări
- Carte Tehnica MotoareDocument18 paginiCarte Tehnica MotoareIonica GaneaÎncă nu există evaluări
- Capitol 3 Linii Electrice de Inalta TensiuneDocument37 paginiCapitol 3 Linii Electrice de Inalta Tensiuneurs11100% (1)
- 04-Linii Electrice SubteraneDocument25 pagini04-Linii Electrice Subteraneurs11Încă nu există evaluări
- Arcul Electric in Curent AlternativDocument12 paginiArcul Electric in Curent AlternativRoxana Stefania100% (1)
- Linii Electrice AerieneDocument4 paginiLinii Electrice AerieneAndrei CozmaÎncă nu există evaluări
- Încalzirea Prin InductieDocument8 paginiÎncalzirea Prin Inductiegavrilonescu33Încă nu există evaluări
- 1311 Strategie Retea Linii DirectoareDocument32 pagini1311 Strategie Retea Linii Directoaremishuleo2Încă nu există evaluări
- Cunostinte Minimale in Curent ElectricDocument15 paginiCunostinte Minimale in Curent ElectricRadu Andrei Daniel100% (1)
- Relee Si DeclansatoareDocument9 paginiRelee Si DeclansatoareCătălin MănăilăÎncă nu există evaluări
- 00 Suport de Curs m2Document40 pagini00 Suport de Curs m2arc10Încă nu există evaluări
- Masini Electrice (Referat)Document53 paginiMasini Electrice (Referat)Burian ValentinÎncă nu există evaluări
- Transformatorul ElectricDocument146 paginiTransformatorul ElectricAdn Adina100% (1)
- Masurarea Rezistentei ElectriceDocument4 paginiMasurarea Rezistentei ElectriceClaudia Elena100% (1)
- Automate ProgramabileDocument48 paginiAutomate ProgramabileDan DumbravescuÎncă nu există evaluări
- Anclansarea Automata A Rezervei AarDocument2 paginiAnclansarea Automata A Rezervei AarAnonymous CX10iTupÎncă nu există evaluări
- Separatoare Inalta TensiuneDocument8 paginiSeparatoare Inalta TensiuneSergiu StafieÎncă nu există evaluări
- Masina de Curent ContinuuDocument26 paginiMasina de Curent ContinuuIulian SavuÎncă nu există evaluări
- Proiect AutomatizariDocument21 paginiProiect AutomatizarisighenceabÎncă nu există evaluări
- ProiectDocument42 paginiProiectDragos AndreiÎncă nu există evaluări
- Dimensionarea Instalatiilor Electrice de FortaDocument42 paginiDimensionarea Instalatiilor Electrice de FortaFlaviu TomuțaÎncă nu există evaluări
- Memoriu Tehnic Cutie de SelectivitateDocument8 paginiMemoriu Tehnic Cutie de SelectivitatePinga FlorinÎncă nu există evaluări
- Siguranţe Fuzibile Şi AutomateDocument6 paginiSiguranţe Fuzibile Şi AutomateEmilian Diaconu100% (2)
- 12 BMP-MDocument10 pagini12 BMP-MRomeo GaborÎncă nu există evaluări
- Aparate de Protectie - EC - 2Document13 paginiAparate de Protectie - EC - 2Calinescu TudorÎncă nu există evaluări
- Sigurante de Medie Si InaltaDocument12 paginiSigurante de Medie Si InaltaGHEORGHE PANAINTEÎncă nu există evaluări
- Prez Lectie FixareDocument7 paginiPrez Lectie FixareNeagoeDanielÎncă nu există evaluări
- Lucrari de Intretinere in Instalatii ElectromecaniceDocument26 paginiLucrari de Intretinere in Instalatii ElectromecaniceNeagoeDaniel0% (1)
- POPESCU Uzarea-Si-Tipuri-De-Uzura-Ce-Apar-In-Functionarea-Masinilor-Utilajelor-Si-InstalatiilorDocument23 paginiPOPESCU Uzarea-Si-Tipuri-De-Uzura-Ce-Apar-In-Functionarea-Masinilor-Utilajelor-Si-InstalatiilorNeagoeDanielÎncă nu există evaluări
- Militaru Mihai Radu - Senzori Si TraductoareDocument14 paginiMilitaru Mihai Radu - Senzori Si TraductoareNeagoeDanielÎncă nu există evaluări
- Maria Organizarea Ungerii Unei MaşiniDocument21 paginiMaria Organizarea Ungerii Unei MaşiniNeagoeDanielÎncă nu există evaluări
- Fisa de Lucru FracturiDocument2 paginiFisa de Lucru FracturiNeagoeDanielÎncă nu există evaluări
- Anexa 2 Certificat de Pregatire PracticaDocument3 paginiAnexa 2 Certificat de Pregatire PracticaNeagoeDanielÎncă nu există evaluări
- Lectie de Pricepri Si DeprinderiDocument3 paginiLectie de Pricepri Si DeprinderiNeagoeDanielÎncă nu există evaluări
- Firma de Exerciţiu Reprezintă o Metodă Interactivă de Învăţare Pentru Dezvoltarea Spiritului AntreprenorialDocument5 paginiFirma de Exerciţiu Reprezintă o Metodă Interactivă de Învăţare Pentru Dezvoltarea Spiritului AntreprenorialNeagoeDanielÎncă nu există evaluări
- Garda MOSDocument2 paginiGarda MOSNeagoeDanielÎncă nu există evaluări
- Grafic Tura NecompletatDocument3 paginiGrafic Tura NecompletatNeagoeDaniel67% (15)
- Oameni Diferiti Sanse Egale PDFDocument34 paginiOameni Diferiti Sanse Egale PDFNeagoeDanielÎncă nu există evaluări