Documente Academic
Documente Profesional
Documente Cultură
Indrumar
Încărcat de
Voina DragosTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Indrumar
Încărcat de
Voina DragosDrepturi de autor:
Formate disponibile
TEHNOLOGII DE INJECIE N MATRI NDRUMAR PROIECTARE
ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 1/33
Universitatea POLITEHNICA Bucureti Facultatea Ingineria i Managementul Sistemelor Tehnologice CatedraTehnologia Construcilor de Maini
TEHNOLOGII DE INJECIE N MATRI ndrumar proiectare
2009
ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 2/33 TEMA PROIECTULUI S se proiecteze matria de injectat pentru produse din materiale polimer ice inginereti sau materiale compozite cu matrice polimeric ranforsate cu particule/fibre scurte tiat e, pentru: a) denumirea piesei: ............................... b) desen de execuie: .............................. c) volum de producie: .............................buc/zi d) regim de lucru: .................................schimburi/zi. Proiectul va fi compus din dou pri: A) Memoriu tehnico-economic; B) Partea grafic. A. MEMORIU TEHNICO-ECONOMIC 1. Elemente constructiv funcionale ale piesei 1.1. Schia piesei 1.2. Caracteristici ale materialului piesei 1.3. Condiii tehnice 1.4. Rolul funcional al piesei 1.5. Analiza tehnologicitii piesei 2. Analiza tehnologica a tipologiilor matrielor de injecie pentru produse din mate riale polimerice 3. Alegerea tipului de matri de injecie pentru produse din materiale polimerice 4. Alegerea tipului de main de injecie materiale polimerice
5. Proiectarea sistemului de injectare 5.1. Modul de injectare cu dimensionarea reelelor de injectare 5.2. Calculul numrului de cuiburi 5.3. Dimensionarea cuiburilor funcie de contracia materialului utilizat 5.4. Calculul deformrilor prin contracie ale piesei matriate prin injecie 5.5. Calculul de referin al plcilor de formare a matriei de injecie 5.6. Verificarea suprafeelor de nchidere ale plcilor de formare 5.7. Verificarea plcilor de formare la rigiditate 6. Proiectarea sistemului de aruncare a produsului injectat 7. Proiectarea sistemului de control al temperaturii pentru elementele componente ale matriei de injecie pentru produse din materiale polimerice 8. Proiectarea elementelor pentru conducerea i centrarea matriei de injeci e pentru produse din materiale polimerice 9. Proiectarea sistemului de ventilaie-aerisire a matriei de injecie pentr u produse din materiale polimerice 10 Alegerea materialelor corespunztoare pentru piesele componente ale mat riei de injecie pentru produse din materiale polimerice 11. Stabilirea toleranelor i ajustajelor pentru piesele componente ale ma triei de injecie pentru produse din materiale polimerice 12. Analiza economic a matriei de injecie proiectate i calculul seriei de fabricaie e conomice B) PARTEA GRAFIC 1. Desenul de execuie a produsului polimeric. 2. Desenul de ansamblu al matriei de injecie pentru produse din materiale polimeri ce. 3. Desenul de execuie al unui reper component al matriei de injecie pen tru produse din materiale polimerice ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 3/33 I. INTRODUCERE
ndrumarul Tehnologii de injecie n matri ndrumar de proiectare servete pentru aplicaii industriale cit i studenilor Facultii Ingineria i Managementul Sistemelor Tehnologice din Universitatea POLITEHNICA din Bucureti pentru elaborarea proiectului la disciplina Tehnologii de Injecie n Matri. ndrumarul cuprinde informaiile necesare rezolvrii temei de proiectare, n succesiunea logic a elaborrii proiectului. Pentru rezolvare temei de proiectare, se face o ealonare n timp a activitilor, rezolvarea fiecrei activiti fiind evaluat i apreciat n funcie de gradul de rezolvare, corectitudinea soluiilor propuse i de respectarea termenelor impuse. Planificarea activitilor de proiectare edina 1 2 3 Activiti A1,2,3,4 /B1 B2 A5;6,7/B2 A8,9,1011,12 /B2,
3 II. MEMORIU TEHNICO-ECONOMIC 1. Elemente constructiv funcionale ale piesei 1.1. Schia piesei Se execut schia piesei i se numeroteaz suprafeele cu S K (K= 1,2,...). 1.2. Caracteristici ale materialului piesei Se evideniaz caracteristicile fizico-mecanice, chimice ale materialului termoplastic sau termorigid i dup caz a elementelor de ranforsare utiliz ate pentru obinerea prin injecie n matri a piesei respective. Pentru alegerea corect a materialelor polimerice pentru realizarea unei piese injectate n matri trebuie s se in seama de factori tehnico-funcionali ai produsului i de factori tehnologici la realizare produs. 1. Factori tehnico-funcionali: durata de via a produsului injectat; configuraia piesei; calitile optice i de transparen; solicitri termice n exploatare; solicitri mecanice; solicitri de natur electric; solicitri de natur chimic; prelucrrile ulterioare la care sunt supuse piesele; costul materialului. ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 4/33 2. Factori tehnologici: uniformitatea granulelor; coninutul de ap redus n granule stabilitate termic i chimic contracii mici la piesele injectate. Caracteristicile fizico-mecanice i chimice ale materialelor polimerice s unt prezentate n anexa 2 1.3. Condiii tehnice Condiiile tehnice prescrise suprafeelor S K se prezint tabelar conform modelului de mai jos: S k Forma Dimensiuni R a Tolerane de form Rugozitate
Poziie reciproc Obs. S i - - - - - 1.4. Rolul funcional al piesei Atunci cnd nu se cunoate ansamblul din care face parte piesa se stab ilete rolul funcional posibil al piesei folosind metoda de analiz morfofuncional a suprafeelor, parcurgnd urmtoarele etape [A1]: 1. descompunerea piesei n suprafee simple; 2. numerotarea suprafeelor n sens trigonometric; 3. analizarea suprafeelor din punct de vedere al formei geometrice, pre ciziei dimensionale, de form, de poziie, rugozitii etc.; 4. ntocmirea unui graf suprafee caracteristici; 5. stabilirea rolului funcional al suprafeelor. Din punct de vedere al rolului funcional, suprafeele pot fi clasificate astfel: suprafee tehnologice - ajut la poziionarea piesei n vederea prelucrrii; suprafee funcionale caracterizate prin precizie dimensional ridicat, rugozitate mic, prescripii referitoare la forma geometric a suprafeei etc.; suprafee de asamblare caracterizate prin o anumit configuraie geometric, precizie dimensional ridicat, rugozitate mic, prescripii referitoare la poziia suprafeei n raport cu alte suprafee etc.; suprafee de legtur fac legtura ntre suprafeele funcionale i cele de asamblare. Se caracterizeaz prin: precizie dimensional sczut, rugozitate mare, fr prescripii referitoare la precizia de form i de poziie. 1.5. Analiza tehnologicitii piesei Se analizeaz i se precizeaz urmtoarele: concordana dintre caracteristicile constructive ale piesei i cele impuse de rolul funcional, posibilitatea realizrii p iesei prin matriare de injecie, etc. Elementele constructive sau condiiile tehni ce de execuie care contravin asupra tehnologicitii piesei, vor fi menionate i se vor face ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 5/33 propuneri de mbuntire a tehnologicitii piesei prin modificarea soluiilor constructive. Forma i dimensiunile pieselor injectate se concep n corelaie cu natura materialulu i, caracteristicile matriei i tipul mainii de injectat. Se recomand ca: - piesa injectat s aib o configuraie ct mai simpl; - dimensiunile i masa piesei s fie meninute la minim; - configuraia piesei s permit extragerea acesteia din matri; - s se evite muchiile ascuite. Pentru realizarea acestor condiii, se vor analiza urmtorii factori: a) Planul de separaie este planul de delimitare a pachetului mobil de cel fix. Un plan de separaie n trepte este mai dificil de realizat dect unul neted. Exist i matrie cu mai multe plane de separaie,
paralele sau perpendiculare, dar arhitectura acestor matrie este complicat. Planul de separaie se regsete pe pies, poziia sa relativ la pies fiind impus de condiia extragerii uoare a piesei din matri. n planul de separaie apar bavuri i este necesar ca, prin localizarea judicioas a planului de separaie, s se minimizeze influena bavurilor asupra funcionalitii i aspectului piesei. Fig. 1 n figura 1, poziia planului de separaie este impus de prezena suprafeei cilindrice de diametru maxim. b) Punctul de injectare determin, de asemenea, apariia pe pies a unei b avuri, ngust de aceast dat. De aceea, punctul de injectare nu se plaseaz pe suprafeele funcionale i nici pe cele care vin n contact vizual sau tactil cu utilizatorul. De obicei, punctul de injecie se plaseaz pe axa de simetrie a piesei, n partea cu o cantitate de material mai mare. Punctul de injectare trebuie poziionat astfel nct s permit umplerea complet a cuibului i fr a se nate turbulene n masa vscoas. Punctul de injectare nu trebuie s determine curgerea materialului direct spre poansoanele subiri, astfel riscnd deformarea lor. De asemenea, punctul de injecie trebuie astfel ales nct s nu determine schimbri brute de direcie ale materialului semilichid n cuibul de injecie. Aceast cerin trebuie respectat mai ales n cazul materialelor termorigide, care astfel ar ajunge s polimerizeze prematur. Punctul de injectare i zona diametral opus pe pies (zona de sudur a materialului parial rcit - fig. 2 a) sunt caracterizate de proprieti meca nice diminuate. Acest neajuns se nltur prin utilizarea mai multor puncte de i njectare pentru aceeai pies (fig. 2 b). Soluia cea mai eficient este ca injecia s se efectueze prin zona central a pieselor (fig. 2 c). ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 6/33 a b c Fig. 2 c) Grosimea pereilor este determinat de condiiile de rezisten impuse piesei n exploatare i de necesitile reologice impuse de tehnologie. Grosimea pereilor trebuie s fie constant, mai ales n cazul materialelor plastice cu tendin mare de cristalizare. Se vor evita ngrorile nejustificate ale pereilor, deoarece, n aceste zone, cantitatea de material este mai mare i, la rcire, vor aprea retasuri i goluri, cu influene negative asupra calitii piesei injectate. Se recomand urmtoarele domenii ale grosimii pereilor: g = 0,5 - 5 mm (pentru materiale nearmate); g = 0,75 - 3 mm (pentru materiale armate). n figura 3 este prezentat o pies
proiectat greit i dedesubt aceeai pies conceput corect. d) Razele de racordare r trebuie s fie r > 0,6g, unde g este grosimea peretelui racordat (fig. 3). Pentru condiii generale de exploatare, razele minime de racordare sunt n intervalul (1 - 1,5) mm. Absena razelor de racordare (fig. 4) conduce la producerea de turbulene la injectare, cu scderea semnificativ a rezistenei n zona de trecere. g Fig. 3 r Fig. 4 Fig. 5 e) Bordul superior al pieselor de mari dimensiuni are o construcie special pentru a preveni deformarea pereilor n urma contraciilor puternice la rcire. n fi gura 5 sunt prezentate cteva forme recomandate ale bordului superior. O alt soluie pentru evitarea deformrii pereilor este nervurarea acestora. ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 7/33 f) Baza pieselor injectate este supus puternic deformrii datorit contraciei la rcire. Pentru a reduce acest efect, baza primete o form lenticular sau o construcie cu treapt (fig. 6). g) Gurile din pereii piesei ridic probleme deosebite prin faptul c poansoanele care le materializeaz stnjenesc curgerea materialului semilichid n matri, iar n zona din spatele poansoanelor apar linii de sudur caracterizate de scderea rezistenei. n cazul gurilor lungi, poansoanele care le materializeaz sunt supuse deformrii i, de aceea, nlimea lor trebuie limitat. Se recomand (fig. 7): pentru gurile strpunse h s s (8 12)d s ; pentru gurile nfundate h i s (5 6)d i . n cazul materialelor plastice, i mai ales termorigide, gurile filetate nu trebuie s
aib pasul sub 1 mm. h) nclinarea pereilor piesei se recomand pentru extragerea de pe poansoane, pe care piesele se strng n urma contraciei la rcire. Unghiurile de nclinare variaz ntre 30 i 3 (fig. 8). i) Nervurile au rolul de a rigidiza piesa injectat, att pentru mrirea rezistenei mecanice n funcionare, dar i pentru a preveni deformarea piesei datorit contraciei post-injecie. Dimensiunile recomandate pentru seciunea unei nervuri sunt indicate n figura 8. Trebuie evitate acumulrile de material de la intersecia nervurilor. Exist dou soluii propuse, respectiv prevederea de guri la intersecii sau decalarea nervurilor (fig. 9). j) Inseriile din materiale metalice sunt prevzute pentru ca anumite zone ale piesei injectate s prezinte proprieti mecanice, electrice etc. diferite de ale materialului de baz. Fig. 6 h d d h Fig. 7
Fig. 8 Fig. 9 Fig. 10 30-130 g (0,5-0,8) g (2-6) g D (0,3-0,5) D d 2/5 d 2/5 d ndrumar proiectare Tehnologii de injecie n matri
2009; UPB-TCM Prof.univ.OPRAN Constantin 8/33 Construcia i plasarea inseriei n pies trebuie s previn desprinderea acesteia din pies i, de asemenea, s previn umplerea acesteia cu material plastic n caz c inseria prezint caviti. Pentru ca inseria s fie nglobat eficient n materi plastic, se recomand respectarea dimensiunilor din figura 10 i randalinar ea suprafeelor exterioare ale piesei metalice. k) Suprafeele lucioase nu se obin la injecia prin compresie sau transfer, deoarece
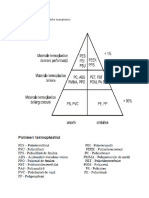
suprafeele lucioase ale matriei nu permit distribuia uniform a aerului rmas n cuib i apar defecte de suprafa. 2. Analiza tehnologica a tipologiilor matrielor de injecie materiale polimerice Funcie de tipodimensiunea piesei, volumul de producie, tipul de materia l polimeric, se analizeaz tehnologic matriele de injecie. n funcie de tipodimensiunea piesei, caracteristicile materialului de injectat, d e tipul mainii de injectat etc. exist o mare varietate constructiv de matr ie. O deosebit importan o prezint condiiile impuse pentru matriele de injectat utilizate pentru obinerea produselor din materiale polimerice, n condiii tehnico-econ omice optime, dintre care cele mai importante sunt urmtoarele: - s permit obinerea de produse injectate pentru care pierderile de material sa fie minime, cu respectarea condiiilor tehnice impuse, astfel nct, s nu produsul sa nu mai fie supus unor prelucrri suplimentare; - s corespund mainii de injectat pentru care a fost proiectat; - s permit realizarea unui numr ct mai mare de piesei fr reparaii sau nlocuiri ale elementelor active; - la realizarea matriei s se utilizeze ct mai multe componente tipizate interschimbabile; - s aib un pre ct mai sczut. 2.1. Tehnologia de injecie n matri 2.1.1. Elementele de baz privind caracterizarea tehnologiei de injecie n matri a materialelor polimerice Formarea prin injecie n matri a produselor din materiale plastice inginereti, reprezint procedeul de prelucrare prin care un material macromolecular , adus in stare vscoelastic sub aciunea cldurii, este injectat sub presiune ridicat n cavitatea unei matrie (cuibul matriei), unde are loc rcirea i solidifica rea lui. Odat cu ncercarea forei de presare, materialul rcit pstreaz forma cavitii interioare a matriei n care a fost injectat i din care, dup un anumit timp, produsul final este ndeprtat. n condiii industriale, procesul se repet n cadrul unui ciclu de injectare, care ncepe n poziia nchis a matriei i care conine urmtoarele faze mai importante: 1. alimentarea cu material (granule sau pulbere) 2. comprimarea (compactizarea) materialului ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 9/33 3. termoplastifierea materialului 4. injectarea materialului n stare topit 5. rcirea piesei injectate 6. deschiderea matriei i evacuarea piesei injectate 7. nchiderea matriei si nceperea unui nou ciclu n timpul procesului se dezvolt o serie de fore care exercit presiuni
importante asupra materialului. Dintre acestea, cinci sunt hotrtoare deter minnd nivelul calitii produsului finit: presiunea exterioar, presiunea interioar, presiune a ulterioar, presiunea de sigilare, presiunea interioar remanent. Ciclul de injectare al materialului sub forma unei topituri vscoase i r elativ omogene cuprinde urmtoarele faze: 1. nceperea injectrii prin naintarea pistonului i compactizarea materialului , cavitatea matriei fiind nc neumplut 2. creterea presiunii i umplerea cavitii matriei 3. creterea n continuare a presiunii pn la atingerea valorii maxime a acesteia 4. exercitarea presiunii ulterioare care face ca materialul plastifiat din cavitatea matriei s ramn sub presiune continu n timpul procesului de solidificare 5. nceperea solidificrii materialului i scderea presiunii o dat cu sigilare a canalelor de umplere a matriei 6. rcirea piesei injectate 7. deschiderea matriei i eliminarea din matri a piesei injectate Factorii semnificativi care permit utilizarea capacitii unui material plas tic ingineresc de a fi folosit pentru diverse aplicaii sunt: - rezistena la traciune - alungirea la rupere prin traciune - modulul de elasticitate - rezistena la oc - duritatea. Aceti factori sunt determinai nu numai de natura polimerului respectiv ci i de aciunea chimic a unor substane, radiaii, aditivi, etc. 2.1.2. Tehnologia produselor din materiale polimerice injectate n matri n timpul procesului de injecie se dezvolt o serie de fore care exercit presiuni importante asupra materialului. Dintre acestea, cinci sunt hotrto are, determinnd nivelul calitii produsului finit: 1) presiunea exterioar, reprezentnd presiunea exercitat asupra materialului termoplastifiat n cilindrul de injectare al mainii; 2) presiunea interioar, respectiv presiunea din cavitatea matriei nchise (presiunea interioar este mai mic dect cea exterioar datorit pierderilor de presiune care apar la trecerea materialului prin seciuni nguste cum sunt: duza, reeaua de injecie, pereii interiori din cuibul matriei, etc.); valori medii experimentale: A BSpolistiren-Copolimer-acrilonitril-butadien-stiren-250-350 barr, PC-policarbona t300-500 barr, PA-poliamide-250-700 barr, poliester-PBT-polibutilentereftalat -250ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 10/33 700 barr; valorile maxime sunt la materiale termoplastice semi-cristalin e cu caracteristici bune de curgere i pentru prevenirea bavurilor.
3) presiunea ulterioar, respectiv presiunea exercitat de pistonul de injectare asu pra materialului injectat n cavitatea matriei (aceast presiune compenseaz contra cia rezultat n urma rcirii materialului); 4) presiunea de sigilare definit prin presiunea exercitat asupra material ului din cavitatea matriei n momentul solidificrii materialului piesei din starea vscoelastic n stare solid (acestei presiuni i corespunde punctul de sigilare); 5) presiune interioar remanent, respectiv presiunea care acioneaz asupra pi esei injectate n momentul nceperii deschiderii matriei (dup sigilare, materialul se contract datorit rcirii i presiunea scade fr a atinge ns valoarea zero). Conform etapelor componente ciclului de injectare, la nceput presiunea interioar crete brusc, apoi dup ncetarea presiunii ulterioare, respectiv du p sigilare, scade treptat la valoarea presiunii remanente. Diferena de pre siune ntre presiunea exterioar de injectare i presiunea interioar din cavitatea matrie i depinde de proprietile materialului plastic, de temperatura de injectare, de parametrii reelei de injectare (dimensiunile duzei de injectare, canalelor de inj ectare i a cavitii piesei de injectat). Astfel, la temperaturi ridicate, vscozitatea topit urii este mai mic, cderea de presiune va fi mai mic, presiunea interioar crete , scznd presiunea de injectare necesar asigurrii aceleai presiuni interioare. Presiunea interioar d natere la o for care tinde s deschid matria n tim injectrii. Ca urmare, fora de nchidere a mainii de injectat trebuie s fie mai mare dect fora interioar, definit prin produsul dintre presiunea interioar i supr afaa cavitii matriei n planul de separaie. Cu ct vscozitatea topiturii este mai mic cu att diferena dintre fora de nchidere i fora interioar trebuie s fie mai mare. n cazul injectrii cu duza punctiform, seciunea mic prin care materialul plastic ptrunde n cavitatea matriei, provoac o supranclzire a acestuia cu scderea presiunii interioare. Ca urmare, matria se sigileaz mai repede de ct n cazul sistemelor de injectare cu duz normal. Presiunea interioar mai mic nu poate compensa contracia piesei provocat de rcirea acesteia avnd n vedere nclzirea la o temperatur mai mare a materialului datorit trecerii prin se ciunea redus a duzei punctiforme. Ca urmare, contracia piesei este mare, lucru de care trebuie s se in seama la proiectarea matriei pentru a nu se obine deformr i nedorite ale produsului. Datorit contraciei n timpul rcirii, pe suprafaa piesei pot aprea retasuri. Pentru compensarea acestora, prin aciunea presiunii ulterioare matria se mai ali menteaz cu material plastifiat. Pn la terminarea sigilrii matriei, pe durata presi unii ulterioare, presiunea exterioar de injectare trebuie s aib valoarea maxim. La injectarea pieselor cu perei groi, datorit fenomenului de apariie a retasu rilor,
trebuie s se aplice o temperatur de injectare mai mic i o presiune de injectare mai mare, concomitent cu mrirea duratei presiunii ulterioare. La injectarea piese lor cu perei subiri, trebuie s se micoreze att presiunea de injectare, ct i d rata presiunii ulterioare, deoarece n acest caz piesa se rcete mai repede, de regul mai nainte ca presiunea interioar s scad la valoarea ei minim. La deschiderea matriei, din aceast cauz apar tensiuni interne n piesele injectate, care pot provoca ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 11/33 fisurarea pieselor (n cazul materialelor termoplastice amorfe mai rigide precum PAS-polistirenul rezistent la oc) sau deformarea lor (n cazul materialelo r termoplastice semi-cristaline mai flexibile precum PE-polietilena 2.2. Trepte de proces ntregul proces de injectare poate fi cuprins n urmtoarele trepte de proces [S2]: 1. plastifierea - cuprinde, pentru masa injectat necesar unui reper, ntregul timp de reinere n maina de injectare, care are o durata de mai multe cicluri de injectare n cadrul cruia au loc mai multe rotaii i staionari ale melcului. Pentru plastifiere se definesc urmtoarele limite: - nceput: intrarea materialului plastic din plnia de alimentare n canalul melcului ; - sfrit: injectarea materialului plastic topit din spaiu de acumulare o dat cu nceputul micrii de avansare a melcului-piston la umplerea matriei. Durata procesului de plastifiere se caracterizeaz prin timpul de reinere t R . 2. umplerea matriei - cuprinde transportul materialului plastic din spaiul de acumulare al mainii de injectat n cavitatea matriei. Pentru umplerea matriei se stabilesc urmtoarele limite: - nceput: startul micrii de translaie a melcului n direcia duzei. Simulta n se sfrete treapta de proces plastifiere. - sfrit: momentul umplerii volumetrice (materialul de formare ajunge n punctul cel mai ndeprtat fa de punctul de injectare). Simultan este nceputul treptelor de compactare i rcire. Durata treptei de umplere a matriei este timpul de umplere tu al matriei. 3. compactizarea este acea parte a procesului de injectare n timpul creia n cavitatea matriei exist o presiune aproape hidrostatic care este influenat de melcul piston al mainii de injectare. Pentru compactizarea materialului se stabilesc urmtoarele stadii: - nceput: momentul umplerii volumetrice (masa de formare atinge punctul cel mai ndeprtat de la locul de injectare). Simultan se sfrete umplerea matriei, exprimat prin expirarea timpului de umplere t u i nceputul treptei de rcire; - sfrit: punctul de sigilare. Durata treptei de compactizare rezult n esen din varianta constructiv a matriei de injectare utilizata, sistemul de injectare, temperatura materialului p lastic
topit si a matriei. Ea este stabilita prin determinarea timpului de sigilare. In durata treptei de compactizare se deosebete timpul presiunii ulterioare t ul . nceputul acestui timp coincide cu cel al timpului de compactizare, ins sfritul po ate s se afle, n funcie de reglaj, nainte sau dup apariia punctului de sigilare. 4. rcirea este considerat partea procesului de rcire care are loc n matria. Din modelul structurii procesului de injectare pentru durata treptei de proces rcire, i prin aceasta i a timpului de rcire t r , se definesc urmtoarele limite: - nceput: momentul ncheierii procesului de umplere volumetric a matriei (masa de formare ajunge n punctul cel mai ndeprtat de locul de injectare din matri). Fenomenul se petrece simultan cu sfritul treptei de proces umplere matri, exprimat prin sfritul timpului de umplere t u . ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 12/33 - sfrit: nceperea procesului de deschidere a matriei simultan cu nceputul treptei de proces demulare. Timpul de rcire t r nu se poate regla direct pe mainile de injectat. n majoritatea cazurilor este reglabil un timp parial de ciclu, numit timp de staiona re, care ncepe la sfritul timpului de presiune ulterioar i se termin odat cu timpul de rcire la nceputul procesului de deschidere a matriei. 3. Alegerea tipului de main de injecie Se adopt maina de injecie pentru care se vor prezenta principalii parametrii tehnici. Pentru realizarea pieselor injectate n condiii tehnico - economice optime , o importan deosebit o are alegerea celei mai adecvate maini de injectat. Criteriul de baz n alegerea mainii de injectat trebuie s l constituie concordana ct mai bun a performanelor mainii cu caracteristicile piesei car e urmeaz a fi obinut Pentru realizarea piesei prin injecie n matri din materiale polimerice se va alege o main de injecie pentru care se vor prezenta urmtorii parametrii tehnici: Tabelul 3.1. Parametrii tehnici ai unei maini de injectat Caracteristica Valoarea U.M. Unitatea de injectare diametrul melcului [mm] raportul L/D presiunea maxima de injectare [bar] volumul teoretic de injectare [cm 3 ] viteza de rotaie a melcului [min -1
] fora de presare a duzei [kN] capacitatea de plastifiere [kg/h] rata de injectare [cm 3 /s] cursa melcului [mm] cursa duzei [mm] Unitatea de nchidere fora de nchidere a matriei [kN] fora de deschidere a matriei [kN] cursa platoului port-matri [mm] distanta ntre coloane [mm] nlimea de montare a matriei Caracteristici generale ale mainii puterea instalata [kW] dimensiuni de gabarit [mm] masa mainii [kg]
[mm]
ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 13/33 Sistem de senzori pentru protecia matriei Echipament pentru controlul presiunii
Figura 3.1 Schema de principiu a mainii de injecie 3.1. Unitatea de injectare Unitatea de injectare - servete la plastifierea materialului, introducere a acestuia sub presiune n matri i meninerea presiunii n stadiul de compresie. Duza - este ajustajul din capul cilindrului de injectare prin care materialul plastic trece din cilindru n matria de injectat. Melcul - este organul activ al mainii de injectat i este construit n mai multe variante. Melcul unei maini de injectat se compune din: cap, corp i co ada melcului. Corpul melcului se caracterizeaz prin urmtoarele mrimi [S2]: diametrul melcului D, dependent de tipul mainii; lungimea relativ Lr, se definete ca raport ntre lungimea activ L a melcului i diametrul melcului D; numrul zonelor funcionale i lungimea lor. Se disting urmtoarele zone funcionale: - zona de alimentare care are lungimea La;
- zona de tranziie care are lungimea Lt; - zona de dozare care are lungimea Ld. Unitatea de nchidere Echipament de control Echipament de comand hidraulic pentru ejectori ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 14/33 raportul de compresie r c , se definete ca raport ntre volumul cuprins n primul pas din zona de alimentare i cel cuprins n ultimul pas al zonei de pompare: r c =V i /V e =S i /Se (2.1) unde: S i seciunea la ieire; S e seciunea la intrare. geometria canalului melcului se adapteaz proprietarilor materialelor prelucrate: capul melcului are un rol important in procesul de injectare: - orienteaz materialul dozat spre centrul cilindrului de injectare; - omogenizeaz temperatura materialului topit ieit din zona de dozare a melcului; - mpiedic materialul plastic ramas n cilindru s fie antrenat n micare de rotaie la o nou curs de dozare, ceea ce ar conduce la degradarea sa termic. coada melcului este partea constructiv a melcului care se pune n legtur cu sistemele de acionare, care determina micrile melcului. Coada melcului ndeplinete mai multe funcii : - preia micarea de rotaie de la sistemul de acionare; - preia micarea de translaie de la sistemul de acionare; - servete la rezemarea melcului. Cilindrul - mpreun cu melcul cilindrul formeaz cuplul activ al mainii de injectat. El trebuie s asigure nclzirea i omogenizarea materialului, precum i generarea presiunii necesare. Plnia de alimentare - a unei maini de injectat este aezata pe cilindr ul mainii de injectat n zona gurii de alimentare a melcului. Masa mainii de injectat este un ansamblu mecanic pe care se monteaz unitatea de injectare, plnia de alimentare, aparatura de msura i control, etc. Masa mainii are ca rol principal punerea n legtur a cilindrului de injectare cu matria de injectare astfel nct materialul plastic topit din cilindru s ajung, ca urmare a presiunii de injectare, n matria de injectat.
3.2. Unitatea de nchidere - deschidere Unitatea de nchidere - deschidere a unei maini de injectat ndeplinete urmtoarele funcii: realizeaz nchiderea celor dou pri ale matriei; asigur fora de nchidere a matriei n timpul injectrii cu presiune ridicat a materialului plastic n matri; realizeaz deschiderea matriei dup solidificarea piesei n matri; asigur eliminarea piesei injectate din matri. Prile principale ale unei uniti de nchidere deschidere sunt: - sistemul de nchidere; - sistemul de reglare a cursei de nchidere; - coloanele de ghidare; - platourile de prindere; - sistemul de aruncare a piesei din matri. ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 15/33 Sistemul de nchidere poate fi un sistem cu acionare hidromecanic. La a ceste sisteme acionarea este hidraulica, iar nchiderea i deschiderea matriei se realizeaz prin elemente constructive mecanice. Aceste sisteme se aplica att la mainile mici ct i la mainile mari atunci cnd nu este necesar o cursa mare a platoului mobil. Sistemul de reglare a cursei de nchidere. La o main de injectat este s trict necesar reglarea distantei ntre platoul mobil i platoul fix ca urmare a folosirii matrielor de injectat care au nlime diferit. Coloanele de ghidare si platourile de prindere. O mare importanta asupra calitii constructive a unei maini de injectat o au coloanele de ghidare i plat ourile de prindere. Ele transmit fore de nchidere ntre platouri fiind solicitate n principal l a ntindere datorit forei de nchidere maxime. Platoul fix al mainii este aezat n partea cilindrului de injectare. n pl atou se fixeaz cele patru coloane de ghidare cu ajutorul unor piulie filetate. Platoul mobil al mainii se mic n coloanele de ghidare fiind acionat de mecanismul de nchidere. n zona centrala, platoul este prevzut cu o gaura de centrare pentru inelul parii mobile a matriei de injectat. Platoul de capt al mainii este sprijinit pe batiul mainii, pe ghidaje, pe care poate s se mite acionat de sistemul de reglare al cursei de nchidere. M icarea platoului pe coloane se face pe buce de ghidare confecionate din bronz. Sistemul de aruncare. n timpul cursei de nchidere trebuie realizat i arunca re piesei injectate din matri. Sistemul de aruncare cu acionare hidraulic pre zint o serie de avantaje: permite executarea cursei de aruncare dup deschiderea complet a matriei; permite executarea unor micri programate suplimentar; asigur funcionarea n ciclu automat a mainii de injectat. ndrumar proiectare Tehnologii de injecie n matri
2009; UPB-TCM Prof.univ.OPRAN Constantin 16/33 3.3. Batiul mainii Batiul mainii este construcia mecanic care servete ca suport subansamblurilor componente ale mainii. Batiul susine sistemul de injectar e, sistemul de nchidere, sistemul de acionare hidrostatic, bazinul de ulei, sistemul de acionare electric, sistemul de comand electric, aparatura de msur i control. 3.4. Elemente auxiliare ale mainii de injectat n arar de prile principale ale mainii de injectat, maina necesit i ale instalaii , dispozitive necesare procesului tehnologic: sistemul de prote cie, dispozitivele de prindere a matriei, dispozitive de transport i uscare a granulelo r. 4. Alegerea tipului de matri de injecie n funcie de tipodimensiunea piesei i volumul de producie se alege siste mul de amplasare a cuiburilor n matri, planul de separaie al matriei, numrul de plci cu poansoane, numrul de planuri de separaie, tipul deschiderii, modul de prindere pe maina de injectat. 5. Proiectarea sistemului de injectare n funcie de tipodimensiunea piesei i a tipului de matri se proiecteaz: modul de injectare cu dimensionarea reelelor de injectare; calculul numrului de cuiburi; dimensionarea cuiburilor funcie de contracia materialului plastic utilizat; calculul deformrilor prin contracie ale piesei matriate prin injecie; calculul de referin al plcilor de formare a matriei de injecie; verificarea suprafeelor de nchidere ale plcilor de formare; verificarea plcilor de formare la rigiditate.
5.1. Modul de injectare cu dimensionarea reelelor de injectare: n vederea unui proces optim de injecie trebuie sa se respecte urmtoarele
reguli: drumul de curgere al materialului plastic prin canalele de distribuie trebuie s fie ct mai scurt posibil; injectarea trebuie s fie echilibrat astfel nct sa nu apar fore reactive matri care ar putea determina ruperea acesteia. Dimensionarea canalelor de distribuie este influenat de anumiii factori care depind de: configuraia matriei; maina de injectat; materialul injectat; modalitatea de lucru. Cele mai cunoscute sisteme de injectare sunt: ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 17/33 - injectarea direct;
injectarea injectarea injectarea injectarea injectarea injectarea injectarea
prin canale de distribuie; punctiform; pelicular; de tip umbrel; inelar; cu canal tunel;injectarea cu canale izolate; cu canale nclzite.
Dimensionarea reelelor de injectare O importan deosebit o are dimensionarea corect a reelei de injectare, dimensionarea incorect conducnd la nerespectarea condiiilor tehnice impuse piesei. Pentru dimensionarea reelei de injectare se parcurg urmtoarele etape: Pentru determinarea diametrului D al canalului de distribuie se procedeaz astfel: se determin masa net i grosimea peretelui piesei injectate. Masa net a piesei poate fi determinat n urma modelarii tridimensionale a piesei pri n determinarea volumului acesteia. Prin nmulirea cu densitatea materialului polimeric folosit pentru realizarea piesei , se determin masa net a piesei: M= x V [Kg] (5.1)
Se multiplic masa net a piesei cu un coeficient de corecie indicat n tabelul 4.1. Tabelul 4.1. Coeficienii de corecie pentru calculul masei piesei injectate [C1]. Masa net a piesei [g] Coeficient de corecie 0,3 0,5 1,5 0,51 1,4 13 1,3 35 1,25 510 1,20 1020 1,15 2050 1,1 Peste 50 1,05 Din desenul de execuie al piesei rezult grosimea g peretelui piesei injectate. se alege diametrul duzei de injectat n raport cu masa pieselor injectate i n funcie de materialul polimeric injectat. se determin lungimea culeei de injectare. Se recomand respectarea relaiei: 9 5 d l = (5.2) unde: l reprezint lungimea culeei; ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 18/33 d diametrul ei la contactul cu piesa injectat. se alege traseul i geometria seciunii (canalelor de alimentare figura5.1):
Figura 5.1. seciuni ale canalelor de distribuie Valoarea orientativ a diametrului canalului este prezentat n tabelul 5.2.
Tabelul 5.2. Diametrul orientativ al canalului de alimentare [C1] Tipul materialului Diametrul [mm] Polistiren 1,69,5 ABS 14,759,54 Poliester 4,711,1 Poliamid 1,69,5 Policarbonat 4,759,5 PVC 3,159,52 Acetat de celuloz 4,711,1 se stabilete modul de amplasare a cuiburilor n plcile de formare ale matriei astfel nct s fie satisfcut condiia de umplere simultan cu material polimeric n timpul injectrii. Se reprezint schema modului de amplasare a cuiburilor. Se stabilesc dimensiunile digurilor conform recomandrilor prezentate n tabelul 5.3. Tabelul 5.3. Dimensiunile orientative ale digului n funcie de masa piesei [C1] Masa piesei m, [g] Diametrul digului d, [mm] Lungimea digului L, [mm] 010 0,30,5 1,5 1020 0,50,8 2 2040 0,81,2 2 40150 1,21,8 2,5 150300 1,82,5 3 300500 2,53 4
ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 19/33 5.2. Calculul numrului de cuiburi Se determin n funcie de capacitatea de injectare a mainii pent ru care se proiecteaz matria cu relaia:. m t G n = 6 . 3 (5.3) unde G = capacitatea de plastifiere real a mainii de injectat [kg/h] m = masa unei piese injectate [g] 5.3. Dimensionarea cuiburilor funcie de contracia materialului polimeric utilizat n cazul proiectrii matrielor de injectat, dimensiunile parilor active trebuie s asigure dimensiunile prescrise ale piesei injectate, dup rcirea ei comple t. Fenomenul de contracie se manifest practic prin aceea c, dimensiunile pie sei msurate dup injectare sunt mai mici dect dimensiunile corespunztoare ale parilor active (cuiburi i poansoane) ale matriei, chiar n situaia n care construcia tehnologica a matriei de injectat este corect, maina de injectare este n bun stare
de funcionare i corect reglat, iar parametrii tehnologici de injectare su nt corect stabilii i respectai ntocmai n exploatare. Notnd o dimensiune nominala h si toleranta ei , imensiunea efectiv a piesei va fi h . n mo simila , notn imensiunea nominal corespunztoare cuibului H i toleranta ei cu , dimensiunea efectiv a cuibului va fi H . Notnd C min contracia minim a piesei i C max contracia maxim a piesei rezult: (H+)-(H+)C min =h+ , max =h+ . 2 C C C min max me + = (5.5) Dup adunarea, respectiv scderea celor dou ecuaii rezult: med C h H - 1 = (5.6) ) 2 ( = min max C C H (5.7) n tabelul 5.4. sunt p ezentate valo ile cont aciei pentru tipurile uzuale de materiale termoplastice [C1]. ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 20/33 Tabelul 5.4. Valorile contraciei pentru tipurile uzuale de materiale termoplastic e (5.4) (H- )-(H- )C
Material Valoarea contraciei [%] Polistiren de uz general 0,20,6 Polistiren rezistent la oc 0,20,6 Polietilen de mare densitate 25 Polietilen de mic densitate 1,55 Polipropilen 12,5 Poliamid 6 0,61,4 Policarbonat 0,50,7 PVC 15 Acetat de celuloz 0,31 Polimetacrilat 0,20,8 5.4. Calculul de referin al plcilor de formare a matriei de injecie Calculul de rezisten al plcilor de formare ale matriei de injecie se realizeaz n funcie de forma geometric a plcilor i a cavitilor practicate n plci. u simplificarea calculelor se consider c placa de formare este dreptunghiul ar sau rotund. n mod obinuit, dimensiunile interioare i exterioare ale plcii de formare dreptunghiulare se determin constructiv i apoi, se verifica prin calcul la solicit area compus de ntindere i ncovoiere. Pentru simplificarea calculului, peretele p lcii de formare se consider ca o grind uniform ncrcata, ncastrat la capete. Se consider seciunile periculoase, respectiv seciunea I I i seciunea II II, dispuse la distante egale de colturile interioare ale plcii de formare conform figurii 5. 2. Figura 5.2. Eforturile care acioneaz asupra plcilor de formare dreptunghiulare ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 21/33 Pentru calculul rezistenei plcii de formare dreptunghiulare la solicitarea compus de ntindere i ncovoiere, se utilizeaz relaia: ] / [ + 2 = max cm daN W M S F p (5.8) unde: F fora care solicit peretele la ntindere, n daN; S aria seciunii peretelui, n cm; M max momentul de ncovoiere maxim, n daN x cm;
W modulul de rezistent, n cm 3 . Conform notaiilor din figura 5.2. se poate scrie pentru seciunea I I : 6 h W o = [cm 3 ] (5.9)
24 l h p M i max - = [daNcm] (5.10) iar pentru seciunea II II : 6 h W o = [cm 3 ] 24 l h p M i max - = [daNcm] (5.12) (5.11)
unde: p i este presiunea interioar de h nlimea plcii de formare, L distanta dintre reazeme, n l distanta dintre reazeme, n
injectare , n [daN/cm]; n [cm]; [cm]; [cm].
Rezistenele calculate trebuie s fie mai mici dect rezistena admisibil pentru oelul din care este realizat placa de formare, respectiv: ef < a
Notnd cu S t suprafaa total a plcii de formare, cu S c suprafaa total a cuibului i S i , suprafaa de nchidere, se poate scrie relaia: S t =S c +S i (5.13) De unde: S i =S t -S c [cm] (5.14) ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 22/33 Verificarea se face cu formula: S i =F i / a , (5.15) n care: S i e te uprafaa de nchidere necesar, n [cm]; a rezi tenta admi ibil a otelului, n daN/cm 2 . Suprafaa de nchidere efectiv S ie trebuie s fie mai mare dect suprafaa de nchidere necesar calculat, respectiv: Sie > Si 5.6. Verificarea plcilor de formare la rigiditate Verificarea la rigiditate se face prin calculul sgeii efective, care tre buie s fie
5.5. Verificarea
uprafeelor de nchidere ale plcilor de formare
mai mic dect sgeata admisibil. Calculul la rigiditate se face numai pentru unul din pereii plcii, n cazul plcilor de formare dreptunghiulare, i anume pent ru peretele care are lungimea cea mai mare. Sgeata se va calcula cu formula: EI 384 hL p 5 f 4 i = [cm] n care: p i presiunea de injectare, daN/cm; L distana maxim ntre reazeme, cm; E modulul de elasticitate, daN/cm; h nlimea plcii de formare, cm; I momentul de inerie, cm 4 . Momentul de inerie se calculeaz cu formula: 12 h I 3 o = [cm 4 ] Sageata efectiv calculat nu poate depi 0,02....0,06 mm. 6. Proiectarea sistemului de aruncare a piesei injectate n funcie de tipodimensiunea piesei injectate i caracteristicile mainii de injecie se alege unul din sistemele de aruncare pentru scoaterea pieselor injecta te din matri: aruncare mecanic, aruncare pneumatic, aruncare hidraulic. 6.1. Fora de aruncare Deschiderea matriei de injectat trebuie s se fac cu o fora de deschidere cat mai mic, astfel nct s se respecte relaia: ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 23/33 F
1 < F 2 Unde: F 1 fora necesar deschiderii matriei; F 2 fora de deschidere a mainii. La eliminarea piesei injectate din matri, trebuie s se respecte relaia: F A < F 2 Unde: F A fora de aruncare din matri; F 2 fora de deschidere a mainii. Pentru fora de aruncare se poate scrie urmtoarea relaie: F A =F D +F R Unde: F D fora de demulare; F R forele de friciune n sistemul matriei. Fora de demulare se calculeaz cu relaia: F D = pA Unde: p A
=N coeficientul de frecare ntre miez i piesa injectat; presiunea de contact ntre pies i miez, N/m; suprafaa de contact ntre pies i miez , m.
6.2. Tipul sistemului de aruncare Modul de rezolvare constructiv, precum i durata n timp a aruncrii au o important influent asupra calitii i economicitii piesei injectate. Soluia optim pentru aruncarea piesei injectate presupune scoaterea automat a acesteia, din matria de injectat deschis, cu ajutorul unui sistem de aruncare adecvat.
7. Proiectarea sistemului de control al temperaturii pentru elementele componente ale matriei Se va proiecta sistemul de meninere a unei temperaturi optime de luc ru a materialului plastic n piesele componente ale matriei ct i n plcile cu poansoan e de formare. Sistemul poate fi de rcire pentru obinerea de contracii mini me ale piesei injectate n zona poansoanelor de formare i de nclzire n zona de curgere a materialului. ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 24/33 7.1. Transferul de cldura material polimeric matri Materialul polimeric din cuibul matriei cedeaz n cursul unui cicl u de injectare, corpului matriei, cantitatea de cldura Q, care se calculeaz cu relaia: Q=m(i 2 -i 1 ) kcal Unde: m masa piesei injectate , kg; i 2 entalpia materialului plastic la intrarea n matri; i 1 entalpia materialului plastic la demulare. Entalpia materialului plastic se calculeaz cu relaia : i= i 2 - i 1 =c p (T Mp -T D ) [kcal/kg) Unde: c p caldura specifica a materialului plastic kcal/kgC; T Mp temperatura materialului n cuib; T D
temperatura de demulare; Cantitatea de cldura evacuat de pies este preluat prin conducie de ctre matria i transportat la mediul de temperare. Cantitatea de cldura Q se determin cu relaia: ) T - T ( S Q pT pc M o = [W] unde: M conductibi itatea termica a matriei =0,197 [W/mK] istanta canalului e tempe a e fata e sup afaa matriei ,[m] S suprafaa transversal activ a matriei ,[m] T pc temperatura medie la peretele cavitaii =433 [k] T pT temperatura medie la peretele canalului de temperare =333 [K] 7.2. Transferul de cldura ntre matri i mediul de temperare Transferul termic de la matria (mediul solid) la mediul de temperare ( mediul lichid) se face prin convecie i se poate exprima prin relaia: Q= T S T (T pT T T ) [W] Unde: T coeficientul de tr nsfer de cldura al mediului de temperare =1310 [w/mK] S T suprafaa activ a canalelor de temperare , [m] T pT - temperatura la peretele canalului de temperare, =433 [k] T T - temperatura mediului de temperare =393 [k] Coeficientul de transfer de cldura se calculeaz cu relaia: ndrumar proiectare Tehnologii de injecie n matri
2009; UPB-TCM Prof.univ.OPRAN Constantin 25/33 ] ) L d p ( 045 , 0 1 L d p 0668 , 0 65 , 3 [ d c c e c c e c T + + = o [w/mK] unde: d c diametrul canalului de temperare , [m] L c lungimea canalului de temperare, [m] Criteriul lui Peclet se calculeaz cu relaia: T T p c T e c d w p p = Unde: W T viteza fluidului n canale, m/h; 7.3. Transferul de cldura n interiorul matriei Cantitatea de cldura Q e dintre matri i mediul nconjurtor: Q E =Q C
+Q R [Wm/K 3 ] Unde: Q c pierderi de cldura prin convecie =0 Q R - pierderi de cldura prin radiatie =364,5 [Wm/K 3 ] Datorita faptului ca pierderile de cldura prin convecie sunt nesemnificat ive chiar la temperaturi ridicate ale matriei, ele pot fi neglijate, Q c =0. Transferul termic prin radiaie de la matri ctre exterior se calculeaz cu relaia: Q R =S M eC o (T Ms /100) 4 [Wm/K 3 ] Unde: S M suprafaa libera a matriei n contact cu aerul nconjurtor , [m] e coeficientul de emisie =0,52 [m] C o constanta lui Stefan-Boltzman =5,76 [W/mK 4 ] T Ms temperatura la suprafaa unei matrie =433 [K] 7.4. Determinarea timpului de rcire Pentru materialele polimerice cu grosimi s< 5 mm avem urmtoarea relaie: t r =As/4a [s] unde: A coeficient =0,61 S grosimea peretelui piesei injectate [cm]; a coeficient de difuzivitate termica =7,610 -4
[cm/s] ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 26/33 7.5. Amplasarea si dimensionarea practica a sistemelor de temperare a matriei Calculul simplificat al lungimii canalelor de rcire. Se calculeaz cantita tea de cldura cedat de o piesa injectat a matriei cu formula: ) i - i ( m t 3600 Q 1 2 T = Unde: t T durata ciclului de injectare, s; m masa piesei injectate, kg. Se neglijeaz pierderile matriei n exterior, prin convecie i radiaie. Cantita tea de cldura se consider, n acest caz, n totalitate evacuat prin circuitul d e temperare. Se scrie: Q=kS(T 2 T 1 ) Unde: S suprafaa canalelor de temperare, [m] T 2 temperatura materialului la injectare, [K] T 1 temperatura mediului de temperare, [K] k coeficient global de schimb de cldura =10,98. Coeficientul global de schimb de cldura se calculeaz cu relaia: o + o = 1 k 1 Unde: istana dintre pies i canalul de rcire , m; coeficient de convecie a fluidului, coeficientu de conductibi itate termica [W/mK] Coeficientu de convecie a fluidului se calculeaz cu formula:
= 19,37+0,27T i V T 0,95 Unde: Ti temper tur l intr re n circuitul de temper re , [K] V T debitul circuitului de temper re [kg/mh] ensitatea lichi ului e cire, kg/m 3 . Debitul se calculeaz cu formula: V T =10 -4 w [kg/mh] Se folosete viteza fluidului n canale w=2500 m/h. Lungimea canalelor se calculeaz cu formula: ) T - T ( d 1 Q l 1 2 c t o + o = - unde d c este diametrul canalului de temperare ales. ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 27/33 Amplasare sistemelor de temperare n matria. La proiectare dimensionrii i amplasrii sistemului de temperare trebuie s s e tin seama de urmtoarele principii: temperarea uniform a ntregii suprafee a cuibului matriei; amplasarea canalelor n lungul drumului de curgere al materialului plasti c n matri; numrul schimburilor de direcie al circuitului de rcire s fie ct mai mic; asigurarea etaneitii circuitelor de temperare. 8. Proiectarea elementelor pentru conducerea i centrarea matriei de injecie Se proiecteaz: sistemele de centrare i conducere exterioar ale matriei d
e injecie; sistemele de centrare i conducere interioar ale matriei de injecie . n procesul de injectare a materialelor, matriele se monteaz pe platourile de prindere ale mainii de injectat, folosind gurile practicate n plcile de prindere ale matriei de injectat, fie prin intermediul unor bride de fixare, asigura rea poziiei corecte a celor dou jumti de matri fixate pe platourile de prindere ale mainii de injectat, n raport cu capul de injectare al mainii , respectiv cu tamponul opri tor al ei, precum i centrarea perfect a celor dou jumtii de matri au o importan deosebit. Centrarea i conducerea incorect a matrielor pot provoca, n mod inevitabil, apariia unor defecte ale pieselor injectate cum ar fi: deplasri n planu l de separare, bavuri grosimi neuniforme, etc. Se poate vorbi de dou tipuri de centrr i i conduceri: exterioare i interioare. Prin centrarea exterioara se nelege poziionarea matriei de injectat n raport cu maina de injectat, iar prin centrarea i nterioar poziionarea celor dou jumti de matri i a elementelor ei. 9. Proiectarea sistemului de ventilaie-aerisire a matriei de injecie Se proiecteaz sistemul de evacuare a aerului din zona cuibului de in jecie pentru prevenirea arderii materialului injectat. n multe cazuri, dup scoaterea din matri, piesele injectate prezi nt pe suprafaa lor zone arse sau cu lipsuri de materiale. Aceste zone incomp lete i cu urme de arderi pot avea la origine cauze tehnologice sau condiii de a erisire necorespunztoare ale matriei de injectat. n cazul n care nu are nici o posibilitate de ieire din matri aerul este comprimat i supranclzit, determinnd arderea materialului. La proiectarea matrielor pentru injectarea anumitor piese este necesar s a fie luate msuri speciale pentru asigurarea aerisirii corespunztoare a cuibului. Jocul la montaj n matri a poansonului de aerisire se recomand mai mic de 0,015 mm. ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 28/33 10. Alegerea materialelor corespunztoare pentru piesele componente ale matriei de injecie Se aleg materialele corespunztoare, funcie de rolul funcional al pieselo r componente: plci de prindere; elemente de conducere i ghidare; plci port poanson; poansoane, etc. Oeluri pentru matrie - caracterizare general
Creterea cererii de matrie pentru prelucrarea materialelor plastice a determinat necesitatea obinerii unor oeluri de calitate, ce trebuie s sat isfac urmtoarele condiii: prelucrarea mecanic economic, stabilitate dimensional, posibilitate de lustruire, rezisten la compresiune, rezisten la uzur, rezist en la coroziune, conductivitate termic, posibilitatea de sudur. Toate aceste condiii impun utilizarea unei compoziii chimice adecvate, n care elementele de aliere trebuie alese i dozate pentru obinerea efectului ateptat. O privire general asupra efectului elementelor de aliere asupra proprietilor oelurilor este prezentat n tabelul urmtor: Element de aliere/ Simbol Creterea ponderii determin Scderea ponderii determin Compozi ie utilizat % Carbon/C Rezisten, rezisten termic pn la 400 0 C, rezisten electric Alungire, ductilitate, maleabilitate <1.2 Mangan/Mn Rezisten, ductilitate, maleabilitate, comportare bun la forjare i la tratament termic, rezisten la uzur, reoxidare Alungire (sczut) <8 Siliciu/Si Rezisten, comportare bun la tratament termic, rezisten electric, rezisten la oxidare Alungire (sczut) <1 Aluminiu/Al Rezisten la oxidare Fragilitate <0.5 Nichel/Ni Rezisten, ductilitate, rezisten electric, rezisten la coroziune Alungire (sczut), Proprieti magnetice <10 Crom/Cr Rezisten, comportare bun la tratament termic, rezisten la coroziune, rezisten la temperatur Alungire <20 Molibden/Mo (de obicei n combinaie cu Ni i Cr) Rezisten, rezisten la temperatur, comportare bun la tratament termic, rezisten la oc, pstrare duritate, rezisten la acid sulfuric i clorhidric, proprieti magnetice Alungire <2
Vanadiu/V Rezisten, rezisten la temperatur, rezisten la oc, de oxidare Fragilitate la tratament <2 Wolfram/W (Tungsten) Rezisten, duritate, rezisten la coroziune, proprieti magnetice Alungire <2 Cobalt/Co Rezisten , proprieti magnetice Fragilitate la tratament <2 Cupru/Cu Rezisten, rezisten la acizi Tendin de oxidare <0.5 Sulf/S Prelucrabilitate <0.5 Fosfor/P Rezisten, rezisten la temperatur, fragilitate, fragilitate la tratament <0.5
ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 29/33 Oeluri pretratate (prehardened toolsteels, quenched and tempered tool steels) Pe msur ce dimensiunile pieselor din plastic au devenit tot mai mari, utilizarea oelurilor pentru cementare au fcut ca tratamentul termic s d evin o mare problem datorit deformaiilor inerente. De asemenea, n cazul unor seri i relativ scurte, nu este eficient utilizarea unor oeluri ieite din comun. Din aceste motive, furnizorii ofer plci i profile din oeluri clite i revenite, ele urmnd a se prelucra n aceast stare, fr a necesita un tratament termic ulterior. Aceste oeluri au rezistene cuprinse ntre 1000 1400 MPa i o duritate ntre 30 33 HRC. n funcie de condiiile impuse, se poate alege un oel cu un coninut foarte sczut de sulf ( de exemplu Uddeholm pentru Impax Supreme garanteaz maxim 0,008%) , ceea ce permite lustruire i posibilitatea de texturare fotochimic sau cu un coninut de sulf ntre 0,05 0,07%, ceea ce determin o prelucrabilitate bun. Dezavantajele coninutului mare de sulf, pe lng cele menionate mai sus sunt: cromare/nichelare dificile i posibilitate la sudur. Pentru obinerea unei duriti i a unei rezistene la uzur suficiente, oelurile pretratate se cromeaz sau se nitrureaz (la tempe raturi cuprinse ntre 450-6000C). Reprezentative sunt codurile 1.2311, 1.2738 i 1 .2312 (vezi tabel), primele tipuri de oel fiind recomandate pentru caviti (lustruire bun, dar datorit lipsei sulfului din componen, prelucrabilitatea este mai dific il) iar ultimul pentru poansoane, unde nu se impune lustruire deosebit sau texturare. Oeluri pentru cementare (case-hardening steels) Sunt cele mai des utilizate oeluri (80%), innd cont de preul sczut i de proprietile bune ale acestora. Oelurile pentru cementare au un coninut sczut de
carbon (0,3%) care prin carburare ajunge la suprafa la 0,8-0,9% C, pe o adncime de 0,6-1 mm (la o carburare de cteva zile se poate ajunge pn la o adncime de 2 mm). Duritatea stratului este ntre 58-62 HRC. Oelurile de cementare pot fi lustrui te cu rezultate foarte bune, au o rezisten mare la uzur i n acelai timp pst eaz tenacitatea miezului, cu rezistena bun la oc i la oboseal. Este de menionat c, datorit temperaturii i ciclului lung de tratament, anumite modificri dimensionale nu pot fi evitate; din acest motiv trebuie prevzut o rezerv la dimensiuni i la timp pentru finisare. Oeluri pentru nitrurare (nitriding steels) n general toate oelurile ce conin crom, molibden, vanadiu i n special aluminiu pot fi nitrurate proces ce are loc n baie de sruri, n gaz, pulbere sau plasm (nitrurare ionic), la o temperatur ntre 450 i 5900C. Astfel oelul capt o duritate i o rezisten la uzur excepionale (850 1050 HV). Duritatea mare nu este la suprafa ci la cteva sutimi de milimetru n adncime, motiv pentru care dup nitrurare piesele respective trebuie rectificate sa u lustruite (cu excepia nitrurrii ionice, cnd rectificarea nu mai este necesar). Un al t avantaj al nitrurrii este eliminarea deformaiilor i a tensiunilor interne datorate ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 30/33 tratamentului termic. Oelurile pentru nitrurare sunt livrate n stare reco apt, permind o prelucrare facil. Oelurile 34CrAIMo 5 i 34CrAINi 7 (1.8550) sunt utilizate n special pentr u cilindrii i melcii de plastifiere ai mainilor de injecie.
Oeluri pentru clire (hardening steels) Aceste oeluri i datoreaz calitile martensitei, compus ce apare la rcirea rapida n ap, aer sau ulei. Viteza de rcire este determinat de mediu (ap a avnd efectul cel mai drastic), de raportul suprafa/volum al piesei de tratat i de elemen te de aliere (nichelul, manganul, cromul i siliciul permit clirea unur se ciuni mai mari). Clirea const n nclzirea pieselor la o temperatur stabilit, meninerea rcirea ntr-un mediu adecvat. Dup clire este obligatorie revenirea, care pe lng rezistena deosebit n miez i duritatea specific elimin tensiunile interne. n acest moment, productorii ofer oeluri de clire cu proprieti deosebite: stabilitate dimensional la clire, rezisten deosebit, posibilitate de lustruire i comporta re bun la electroeroziune i texturare foto-chimic. Oelul 1.2767 are o tenacit ate deosebit, fiind recomandat pentru cavitile mari i adnci, la injectarea materialelor plastice puin abrazive. Dup clire i revenire se poate atinge o duritate de 52 54 HRC. Oeluri rezistente la coroziune
La prelucrarea anumitor materiale plastice se degaj vapori de acid clorhidric, acetic sau formaldehid. Pentru evitarea oxidrii zonelor active ale matriei se utilizeaz oelurile rezistente la coroziune, cu coninut de cel puin 12% Cr (la prelucrarea PVC-ului se recomand un coninut de pn la 16-17% Crom+Molibden). Rezistena la coroziune este determinat i de calitatea prelucrrii suprafeelor. Un oel cu un coninut de 13% Cr poate oxida dac suprafeele s unt rugoase. Pe de alt parte, un coninut mare de crom poate determina formarea unor zone feritice, cu rezisten sczut. Oeluri martensitice Sunt oeluri speciale, dezvoltate iniial pentru industria aero-spaial, potrivite pentru matrie cu caviti complicate. Sunt livrate n stare recoapt, cu o re zisten de 1000 1100 MPa dar pot fi prelucrate relativ uor. Avantajul const nt r-un tratament termic simplu (nclzire la 489 4900C), astfel obinnd o rezisten e 1800 2200 MPa. Cnd prelucrarea mecanic este anterioar tratamentului, trebuie inut cont de o contracie de aproximativ 0,05 0,1% la tratament. La pr elucrarea unor materiale plastice armate trebuie aplicat un tratament de nitruare , duritatea superficial ajungnd pn la 1000HV. n tabelul urmtor vei gsi recomandri de utilizare a oelurilor pentru diferite pri ale matrielor de injecie materiale plastice: ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 31/33 Element matri Clasificare Furnizor Not Cod DIN Bler D-M-E Thyssen Uddeholm Bloc matri/Elemente standard Plci baz/Plac portpoanson/ Plac portcep/ Distanieri 1.1730 C 45W K 945 DME#1 THYRODUR 1730 UHB 11 Arunctori 1.2344 1.2210 X 40 CrMoV 5 1 115 CrV 3 W 302 K 510 1.2344 1.220 THYROTERM 2344 EFS Orvar Supreme Coloane de ghidare/
Buce de ghidare 1.7131 1.2842 16 MnCr 5 90 MnCrV 8 E 410 K 720 1.7131 THYRODUR2842 Aros Duz Cep 1.2379 1.2842 1.7131 X155 CrMo 12 1 90 MnCrV 8 16 MnCr 5 K 110 K 720 E 410 1.7131 THYRODUR 2379 THYRODUR 2842 Sverker 21 Aros Zone active matri Oeluri pretratate 1.2311 1.2312 1.2739 40 CrMnMo 7 40 CrMnMoS 8 6 40 CrNiMo 8 6 M 201 E M 200 DME#7 DME#3 DME#9 THYROPLAST 2311 THYROPLAST 2312 THYROPLAST 2738 Holdax Impax Supreme C, C
C, C, Oeluri pentru cementare 1.2162 1.2764 21 MnCr 5 X 19 NiCrMo 4 M 100 M 130 DME#4 THYROPLAST 2162 THYROPLAST 2764 Prexi C, C,C C, C, Oeluri de clire 1.2343 1.2344 1.2767 1.2080 ~X 38 CrMoV 5 1 X 40 CrMoV 5 1 X 45NiCrMo 4 X 210 Cr 12 W 300 W 320 K 600 K 100 DME#5 DME#6 THYROTERM 2343 EFS THYROTERM 2344 EFS THYRODUR 2767 THYRODUR 2080 Orvar 1 Orvar Supreme Grane 1 Sverker 1 C, C, C, C, C, C,C C Oeluri rezistente la coroziune 1.2316 1.2083 ~ X 36 CrMo 17 ~ X 40 Cr 113 M 300 M 310
DME#10 DME#11 THYROPLAST 2316 THYROPLAST 2083 Ramax S Stavax ESU C,C C C, Oeluri martensitice 1.2709 X 3 NiCoMoTi 18 9 5 THYRODUR 2709 Denumirile prezentate mai sus sunt mrci nregistrate ale companiilor: Bler, D-M-E, Thyssen i respectiv Uddeholm Legenda: nitrurat; clit; CLustruire; CPrelucrabilitate; CRezisten; CRezisten la uzur; CRezisten n miez; Tenacitate; CInox; Posibilitate de texturare (fotochimic) 10. Stabilirea toleranelor i ajustajelor pentru piesele i subansamblele componente matriei de injecie 11. Analiza economic a matriei proiectate i calculul seriei de fabricaie economice Produsul injectat dintr-un material polimeric poate fi fabricat cu matr ie de injecie mai simple sau mai complexe. Matria de injecie cu mai multe cui buri, avnd o construcie mai perfecionata asigur in mod evident condiii de fabric aie mai bune, insa necesit i cheltuieli considerabil mai mari pentru executarea lor. Punnd condiia ca valoarea cheltuielilor de pregtire a fabricaiei s fie proporionala cu mrimea seriei de fabricaie, se poate calcula seria de fa bricaie economica m e cu ajutorul relaiei de mai jos: m e = (b-a)/(k 1 -k 2 ) [buc.] , unde: a = costul matrie simple; b = costul matriei complexe k 1 = costul manoperei de injectare a produsului cu matria simpl k 2 = costul manoperei de injectare a produsului cu matria complex. ndrumar proiectare Tehnologii de injecie n matri 2009; UPB-TCM Prof.univ.OPRAN Constantin 32/33 BIBLIOGRAFIE [A1] AMZA Gheorghe, Dumitru Gabriel, Rndau Viorel; Tehnologia materialelor; Editu
ra Tehnic, Bucureti; 1999. [D1] DUMITRA Constantin; OPRAN Constantin; Prelucrarea materialelor compoz ite, ceramice i minerale; Editura Tehnic, Bucureti; 1994. [D2] DUMITRESCU Andrei.; OPRAN Constantin.; Materiale polimerice, Caracterizare, Proprietati, Prelucrare; Oficiul de informare documentar pentru industrie, cercet are, management; Bucureti, Romnia, 2002. [F1] FETECU Ctlin, Tbcaru Valentin, Felicia Stan; Prelucrarea maselor plastice prin injectare; Oficiul de informare documentar pentru industria construciilor de maini; Bucureti; Romnia, 1998. [G1] GASTROW Hans; 1992; Injection Molds-108 Proven Designs; Hanser Pub lishers, Munich; Germany. [I1] IONESCU Mircea Muscel Ianculescu; I.V.ere; E.Vas; I.Rosenthal; A.Biro ; Proiectarea matrielor pentru produse injectate din materiale plastice; Ed itura Tehnic, Bucureti; Romania, 1987. [M1] MICLU Ion; Busuioc, D.; Tancou, T.; 1975; Album de matrie pentru m ateriale plastice; Editura Tehnic, Bucureti; Romania. [1] ERE Ion; Proiectarea matrielor pentru produse injectate din materiale plastice; Editura Tehnic, Bucureti; Romnia, 1987. [S2] ERE Ion; Injectarea Materialelor Termoplastice; Editura Imprimeriei d e Vest, Oradea; Romnia, 1996;. [S3] ERE Ion; Matrie de injectat Editura Imprimeriei de Vest, Oradea; Romnia, 1999. [O1] OPRAN Constantin; NICOLAE Vasile; RACICOVSCHI Vasile; Biostructuri polimerice degrdabile in mediu natural; VASILE GOLDIS University Press; ARAD, Ro mania; ISBN 973-664-041-8 ; 2004 [R1] REES Herbert; 1995; Mold Engineering; Hanser Publishers,Munich; Germany. 11.***; 2003; HASCO; Documentaie elemente normalizate i standardizate pent ru matrie de injecie materiale polimerice; Ludenscheid Im Wiesental, Germany. 12.***; 2003; DME; Documentaie elemente normalizate i standardizate pentru matrie de injecie materiale polimerice;DME Belgium C.V.B.A.; Mechelen, Belgium..
S-ar putea să vă placă și
- Elaborarea Tehnologiei de Fabricatie Pentru Roata Dintata ConicaDocument36 paginiElaborarea Tehnologiei de Fabricatie Pentru Roata Dintata ConicaLucaLiviu100% (2)
- Proiect de Licenta Matrita MulticuibDocument62 paginiProiect de Licenta Matrita Multicuib072904846780% (5)
- Proiect TCMUPSDocument44 paginiProiect TCMUPSCosmin PopescuÎncă nu există evaluări
- Proces Tehnologic de Realizare A Unei Piese Din Clasa ArboriDocument10 paginiProces Tehnologic de Realizare A Unei Piese Din Clasa ArboriAgun0000% (1)
- Proiect TFARDocument36 paginiProiect TFARBucerzan MariusÎncă nu există evaluări
- Tim TCM Indrumar Proiectare 2010 2011 Prof Opran CDocument33 paginiTim TCM Indrumar Proiectare 2010 2011 Prof Opran CAndreea MariaÎncă nu există evaluări
- TM Proiect Camasa CilindruDocument14 paginiTM Proiect Camasa CilindruCristi Cîrîc50% (2)
- EcotehnologieDocument44 paginiEcotehnologieBotasGeorgianaÎncă nu există evaluări
- TFFA ProiectDocument30 paginiTFFA ProiectCorina Anghel100% (1)
- Tehnologia Prelucrarii Unui Disc de FranaDocument23 paginiTehnologia Prelucrarii Unui Disc de FranaSorin SorelÎncă nu există evaluări
- Surub SpecialDocument34 paginiSurub SpecialAcili Daniel100% (1)
- Proiect TFA ArboreDocument33 paginiProiect TFA ArborerusumagÎncă nu există evaluări
- IndrumarDocument40 paginiIndrumarCiobanu Constantin-DoruÎncă nu există evaluări
- TIM-Indrumar de ProiectareDocument33 paginiTIM-Indrumar de ProiectareCristi Sangeorzan67% (3)
- Injectie in Matrita - Cos RufeDocument22 paginiInjectie in Matrita - Cos RufeBeniamin ValimareanuÎncă nu există evaluări
- Injectie in Matrita - BucsaDocument26 paginiInjectie in Matrita - BucsaBeniamin ValimareanuÎncă nu există evaluări
- Injectie in Matrita - EliceDocument22 paginiInjectie in Matrita - EliceBeniamin ValimareanuÎncă nu există evaluări
- TIM Proiect TCM Prof Univ Opran C 1oct11Document2 paginiTIM Proiect TCM Prof Univ Opran C 1oct11Tanase ConstantinÎncă nu există evaluări
- Proiect PDPRDocument9 paginiProiect PDPRalexÎncă nu există evaluări
- TurnareDocument11 paginiTurnareamoskleinÎncă nu există evaluări
- Temadecasa TFPDocument11 paginiTemadecasa TFPLaura Gabriela MarinÎncă nu există evaluări
- ProiectDocument32 paginiProiectanca3450Încă nu există evaluări
- Proiect TIM TCM Prof Univ Opran C 1oct14Document2 paginiProiect TIM TCM Prof Univ Opran C 1oct14Ducan IulianÎncă nu există evaluări
- Proiect de AnDocument12 paginiProiect de AnCrafty SeedÎncă nu există evaluări
- Proiect Ecotehnologie FontaDocument43 paginiProiect Ecotehnologie FontaIonut CirjaÎncă nu există evaluări
- TDPRDocument37 paginiTDPRVulpe BogdanÎncă nu există evaluări
- 2 Proiect de DiplomaDocument112 pagini2 Proiect de Diplomavasile100% (1)
- FlanseDocument7 paginiFlanseCatalin PaneaÎncă nu există evaluări
- Proiect de Diploma 1 PDFDocument50 paginiProiect de Diploma 1 PDFRemus PalcauÎncă nu există evaluări
- Proiect de Licenta Matrita Multicuib PDFDocument62 paginiProiect de Licenta Matrita Multicuib PDFMacarie SebastianÎncă nu există evaluări
- Cap. 4. Functionarea Matritelor - FFDocument4 paginiCap. 4. Functionarea Matritelor - FFDaniel Darescu100% (1)
- Cap.1 SCDocument13 paginiCap.1 SCxTr - SilenTÎncă nu există evaluări
- Proiect TDPRDocument23 paginiProiect TDPRNastasie Mihai100% (1)
- Pana InclinataDocument12 paginiPana InclinataGeorgian ComanÎncă nu există evaluări
- Exemplu Proiect TFP - 2Document64 paginiExemplu Proiect TFP - 2Constantin Marius-CristianÎncă nu există evaluări
- Surub SpecialDocument37 paginiSurub SpecialCristian LupuÎncă nu există evaluări
- Placa Port BucsaDocument16 paginiPlaca Port BucsaSaints DaÎncă nu există evaluări
- Teste TimDocument49 paginiTeste TimRazvan AsciuÎncă nu există evaluări
- Arbore PlanetarDocument42 paginiArbore PlanetarOctavianÎncă nu există evaluări
- Yy 66Document21 paginiYy 66Ion RopaÎncă nu există evaluări
- Licenta Flansa de LegaturaDocument200 paginiLicenta Flansa de LegaturaOvidiu MarianÎncă nu există evaluări
- Tfcri CapacDocument11 paginiTfcri CapacAndu MihailescuÎncă nu există evaluări
- Procesele Tehnologice de Prelucrare MecanicaDocument29 paginiProcesele Tehnologice de Prelucrare MecanicaLuciana Murgescu100% (1)