Documente Academic
Documente Profesional
Documente Cultură
04 Alegerea Materialelor
Încărcat de
Cosmin Burcea-BlendeaTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
04 Alegerea Materialelor
Încărcat de
Cosmin Burcea-BlendeaDrepturi de autor:
Formate disponibile
UNIVERSITATEA TRANSILVANIA BRAOV
FACULTATEA DE INGINERIE TEHNOLOGIC
I MANAGEMENT INDUSTRIAL
INGINERIE ECONOMIC INDUSTRIAL - ID
VLADIMIR MRSCU KLEIN
ICHIM IZABELLA
ALEGEREA MATERIALELOR
ANUL III
1
Introducere
Cursul intitulat Materiale Industriale i propune s ofere cunotinele de baz
necesare activitilor legate de asigurarea bazei materiale n industrie, baz material ce are o
importan de prim ordin, att n prezent ct i n perspectiv. n prezent, n perspectiva pe
termen scurt i mediu, accentul este pus pe realizarea unor produse cu consumuri specifice de
materiale i energie ct mai reduse, pe nlocuirea materialelor scumpe sau deficitare,
extinderea recuperrii materialelor i recondiionarea pieselor uzate, iar n perspectiva pe
termen lung accentul cade pe producerea i utilizarea unor materiale noi, neconvenionale.
Actualmente, n industrie se utilizeaz o gam larg de materiale, o parte dintre acestea fcnd
obiectul cursului.
Obiectivele cursului
Cursul intitulat Materiale Industriale, are ca obiectiv principal mbogirea
cunotinelor din sfera disciplinelor de specialitate, ale studenilor Programului de
studii Inginerie Economic Industrial, forma de nvmnt ID. n acest sens, la
sfritul acestui curs, studenii vor fi capabili s:
identifice principalele grupe de materiale utilizate n industrie i s descrie
principalele proprieti i domenii de utilizare ale acestora;
descrie modalitatea de alegere raional a unui material pentru un anumit
produs;
descrie principalele grupe de materiale utilizate n industrie pentru diverse
produse i principalele tratamente recomandate.
Cerine preliminare
Pentru nsuirea corespunztoare a noiunilor din cadrul cursului, este
necesar ca n prealabil s fie parcurs disciplina: Studiul i tehnologia
materialelor.
Structura cursului
Cursul de Materiale Industriale este structurat n trei module, astfel: primul
modul cuprinde apte uniti de nvare, al doilea modul cuprinde trei uniti de
nvare iar ultimul modul cuprinde patru uniti de nvare. La rndul su,
fiecare unitate de nvare cuprinde: obiective, aspecte teoretice privind tematica
unitii de nvare respective, exemple, teste de evaluare sau autoevaluare.
Durata medie de studiu individual
Parcurgerea de ctre studeni a unitilor de nvare ale cursului de
Materiale Industriale (att aspectele teoretice ct i rezolvarea testelor de
evaluare sau autoevaluare) se poate face n 2 ore pentru fiecare unitate.
Evaluarea
La sfritul semestrului, fiecare student va fi evaluat printr-un un test gril,
ce va conine ntrebri teoretice din materia prezentat n cadrul acestui material,
test ce va deine o pondere de 50% n nota final i un test clasic din tematica
activitii aplicative aplicate ce va deine o pondere de 50% n nota final.
2
Chestionar evaluare prerechizite
1. Principalul element de aliere al materialelor feroase este:
a) siliciul c) oxigenul
b) carbonul
2. La oeluri, odat cu creterea coninutului n carbon, valorile caracteristicilor
mecanice se modific astfel:
a) se micoreaz c) se mresc
b) rmn constante
3. Alamele sunt aliaje:
a) Cu-Sn c) Cu-Al
b) Cu-Zn
4. Rezistena la rupere a unui material este o proprietate:
a) mecanic c) chimic
b) fizic
5. ntre material i tratamentul termic exist o l egtur:
a) strns c) slab
b) nu exist legtur
6. Utilizarea semifabricatelor turnate se recomand la producia:
a) de serie mare c) de unicate
b) de serie mic
7. ntre proprietile unui material i structura sa exist o l egtur:
a) slab c) strns
b) nu exist legtur
8. Proprietatea cea mai important a materialelor pentru confecionarea
arcurilor este:
a) duritate ridicat c) rigiditate
b) limit de elasticitate ridicat
9. Materialul pentru executarea unei roi dinate se alege n funcie de:
a) solicitrile danturii c) limea butucului
b) diametrul exterior
10. Pentru o producie de serie mare a unor batiuri executate din font se
utilizeaz urmtorul procedeu tehnologic:
a) sudare c) forjare
b) turnare
3
Cuprins
Modulul 1. Materiale. Clasificare, proprieti, utilizare ................................ ........ 7
M1.1. Introducere ................................ ................................ ................................ .................... 7
M1.2. Obiectivele modului ................................ ................................ ................................ ...... 7
M1.3. Competene conferite ................................ ................................ ................................ ... 7
Unitatea de nvare M1.U1. Materiale feroase ................................ ................................ . 8
M1.U1.1. Introducere ................................ ................................ ................................ .......... 8
M1.U1.2. Obiectivele unitii de nvare................................ ................................ ........... 8
M1.U1.3. Oeluri ................................ ................................ ................................ ................. 9
M1.U1.3.1. Oeluri carbon de uz general ................................ ................................ .... 10
M1.U1.3.2. Oeluri carbon cu calitate i aliate ................................ ............................ 10
M1.U1.3.3. Oeluri turnate n piese ................................ ................................ ............. 12
M1.U1.3.4. Oeluri cu nalt rezisten mecanic, sudabile ................................ ........ 14
M1.U1.3.5. Oeluri pentru automate ................................ ................................ ........... 14
M1.U1.3.6. Oeluri microaliate i de nlocuire ................................ ........................... 15
M1.U1.4. Fonte ................................ ................................ ................................ ................ 16
M1.U1.4.1. Fonte albe ................................ ................................ ................................ . 16
M1.U1.4.2. Fonte cenuii cu grafit lamelar ................................ ................................ . 17
M1.U1.4.3. Fonte modificate ................................ ................................ ...................... 17
M1.U1.4.4. Fonte maleabile ................................ ................................ ........................ 18
M1.U1.4.5. Fonte aliate ................................ ................................ ............................... 18
M1.U1.5. Rezumat ................................ ................................ ................................ ........... 19
M1.U1.6. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 19
Unitatea de nvare M1.U2. Materiale neferoase ................................ .............................. 21
M1.U2.1. Introducere ................................ ................................ ................................ ........ 21
M1.U2.2. Obiectivele unitii de nvare................................ ................................ ......... 21
M1.U2.3. Metale i aliaje uoare ................................ ................................ ...................... 22
M1.U2.3.1. Aluminiu i aliaje de aluminiu ................................ ................................ . 22
M1.U2.3.2. Aliaje de magneziu ................................ ................................ .................. 24
M1.U2.4. Cupru i aliaje de cupru ................................ ................................ .................... 25
M1.U2.4.1. Alame ................................ ................................ ................................ ....... 25
M1.U2.4.2. Bronzuri ................................ ................................ ................................ ... 26
M1.U2.5. Zinc i aliajele de zinc ................................ ................................ ..................... 29
M1.U2.6. Rezumat ................................ ................................ ................................ ........... 29
M1.U2.7. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 30
Unitatea de nvare M1.U3. Materiale sinterizate i materiale compozite ..................... 31
M1.U3.1. Introducere ................................ ................................ ................................ ....... 31
M1.U3.2. Obiectivele unitii de nvare................................ ................................ ......... 31
M1.U3.3. Materiale sinterizate ................................ ................................ ........................ 32
M1.U3.4. Rezumat ................................ ................................ ................................ ........... 41
M1.U3.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 42
M1.U3.6. Materiale compozite ................................ ................................ ......................... 42
M1.U3.6.1. Materiale compozite armate cu fibre ................................ ........................ 43
M1.U3.6.2. Materiale compozite disperse ................................ ................................ ... 47
M1.U3.6.3. Materiale compozite stratificate................................ ................................ 47
M1.U3.7. Rezumat ................................ ................................ ................................ ........... 47
M1.U3.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 48
Unitatea de nvare M1.U4. Materiale plastice i adezivi ................................ ................ 49
4
M1.U4.1. Introducere ................................ ................................ ................................ ....... 49
M1.U4.2. Obiectivele unitii de nvare................................ ................................ ......... 49
M1.U4.3. Materiale plastice ................................ ................................ ............................. 50
M1.U4.3.1. Materiale plastice termoplaste ................................ ................................ .. 50
M1.U4.3.2. Materiale plastice termorigide ................................ ................................ . 54
M1.U4.4. Rezumat ................................ ................................ ................................ ........... 55
M1.U4.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 56
M1.U4.6. Adezivi................................ ................................ ................................ .............. 56
M1.U4.6.1. Adezivi vegetali ................................ ................................ ........................ 56
M1.U4.6.2. Adezivi animali ................................ ................................ ......................... 57
M1.U4.6.3. Adezivi minerali ................................ ................................ ....................... 57
M1.U4.6.4. Elastomeri ................................ ................................ ................................ . 57
M1.U4.6.5. Adezivi termoplastici ................................ ................................ ................ 57
M1.U4.6.6. Adezivi termorigizi ................................ ................................ ................... 58
M1.U4.7. Rezumat ................................ ................................ ................................ ........... 59
M1.U4.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 59
Unitatea de nvare M1.U5. Materiale rezistente la uzare i materiale
rezistente la coroziune ................................ ................................ ................................ ........... 60
M1.U5.1. Introducere ................................ ................................ ................................ ....... 60
M1.U5.2. Obiectivele unitii de nvare................................ ................................ ......... 60
M1.U5.3. Materiale rezistente la uzare ................................ ................................ ............ 61
M1.U5.3.1. Materiale antifriciune................................ ................................ ............... 66
M1.U5.3.2. Materiale de friciune................................ ................................ ................ 68
M1.U5.4. Rezumat ................................ ................................ ................................ ........... 71
M1.U5.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 71
M1.U5.6. Materiale rezistente la coroziune ................................ ................................ ...... 72
M1.U5.6.1. Coroziunea metalelor i ali ajelor ................................ .............................. 72
M1.U5.6.2. Metode de protecie mpotriva coroziunii ................................ ................. 73
M1.U5.6.3. Materiale anticorozive ................................ ................................ .............. 78
M1.U5.7. Rezumat ................................ ................................ ................................ ........... 81
M1.U5.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 81
Unitatea de nvare M1.U6. Materiale rezistente la temperaturi nalte i
materiale rezistente la temperaturi joase ................................ ................................ ............ 82
M1.U6.1. Introducere ................................ ................................ ................................ ....... 82
M1.U6.2. Obiectivele unitii de nvare................................ ................................ ......... 82
M1.U6.3. Materiale rezistente la temperaturi nalte ................................ ........................ 83
M1.U6.3.1. Materiale cu stabilitate chimic ridicat la temperaturi nalte .................. 83
M1.U6.3.2. Materiale cu rezisten mecanic ridicat la temperaturi nalte................ 85
M1.U6.4. Rezumat ................................ ................................ ................................ ........... 86
M1.U6.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 87
M1.U6.6. Materiale rezistente la temperaturi joase ................................ .......................... 87
M1.U6.6.1. Oeluri criogenice ................................ ................................ ..................... 87
M1.U6.6.2. Fonte criogenice................................ ................................ ........................ 88
M1.U6.6.3. Aliaje de aluminiu................................ ................................ ..................... 88
M1.U6.6.4. Aliaje de cupru ................................ ................................ ......................... 88
M1.U6.6.5. Aliaje de nichel, titan i cobalt ................................ ................................ . 88
M1.U6.7. Rezumat ................................ ................................ ................................ ........... 89
M1.U6.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 89
Unitatea de nvare M1.U7. Materiale electrotehnice i materiale cu memoria
formei ................................ ................................ ................................ ................................ ...... 90
5
M1.U7.1. Introducere ................................ ................................ ................................ ....... 90
M1.U7.2. Obiectivele unitii de nvare................................ ................................ ......... 90
M1.U7.3. Materiale electrotehnice ................................ ................................ ................... 91
M1.U7.3.1. Materiale pentru conductori electrici ................................ ........................ 91
M1.U7.3.2. Materiale pentru contacte electrice ................................ ........................... 92
M1.U7.3.3. Materiale cu rezistivitate electric ridicat ................................ .............. 93
M1.U7.4. Rezumat ................................ ................................ ................................ ........... 93
M1.U7.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 94
M1.U7.6. Materiale cu memoria formei ................................ ................................ ........... 95
M1.U7.6.1. Aspecte generale ................................ ................................ ....................... 95
M1.U7.6.2. Descrierea principalelor fenomene de memoria formei ........................... 95
M1.U7.7. Rezumat ................................ ................................ ................................ ........... 99
M1.U7.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 99
M1.4. TEST DE AUTOEVALUARE ................................ ................................ ................... 99
Modulul 2. Alegerea materialelor ................................ ................................ .............. 101
M2.1. Introducere ................................ ................................ ................................ ................ 101
M2.2. Obiectivele modului ................................ ................................ ................................ .. 101
M2.3. Competene conferite ................................ ................................ ............................... 101
Unitatea de nvare M2.U8. Aspecte generale privind alegerea materialelor .............. 102
M2.U8.1. Introducere................................ ................................ ................................ ...... 102
M2.U8.2. Obiectivele unitii de nvare ................................ ................................ ....... 102
M2.U8.3. Aspecte generale privind alegerea materialelor................................ .............. 102
M2.U8.3.1. Criterii utilizate la alegerea raional a materialelor ............................... 104
M2.U8.4. Rezumat ................................ ................................ ................................ ......... 115
M2.U8.5. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 115
Unitatea de nvare M2.U9. Influena materialului i a tratamentului termic asupra
formei pieselor ................................ ................................ ................................ ...................... 116
M2.U9.1. Introducere ................................ ................................ ................................ ..... 116
M2.U9.2. Obiectivele unitii de nvare................................ ................................ ....... 116
M2.U9.3. Influena materialului i a tratamentului termic asupra formei piese lor......... 116
M2.U9.3.1. Dependena funcionalitate - form - solicitri ................................ ....... 116
M2.U9.3.2. Dependena proprieti structur................................ .......................... 117
M2.U9.3.3. Dependena material-tehnologie de fabricaie ................................ ........ 118
M2.U9.3.4. Criterii tehnico-economice ................................ ................................ ..... 120
M2.U9.4. Rezumat ................................ ................................ ................................ ......... 121
M2.U9.5. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 121
Unitatea de nvare M2.U10. Alegerea semifabricatelor ................................ ................ 122
M2.U10.1. Introducere ................................ ................................ ................................ ... 122
M2.U10.2. Obiectivele unitii de nvare................................ ................................ ..... 122
M2.U10.3. Alegerea semifabricatelor ................................ ................................ ............ 122
M2.U10.3.1. Semifabricate turnate ................................ ................................ ............ 123
M2.U10.3.2. Semifabricate forjate i matriate la cald ................................ .............. 123
M2.U10.3.3. Semifabricate matriate la rece ................................ ............................. 123
M2.U10.3.4. Semifabricate laminate ................................ ................................ ......... 123
M2.U10.3.5. Semifabricate sudate ................................ ................................ ............. 124
M2.U10.3.6. Alte semifabricate ................................ ................................ ................. 124
M2.U10.4. Rezumat ................................ ................................ ................................ ....... 125
M2.U10.5. TEST DE EVALUARE A CUNOTINELOR ................................ ......... 125
M2.4. TEST DE AUTOEVALUARE ................................ ................................ ................ 125
6
Modulul 3. Materiale i tratamente pentru diverse produse ............................ 127
M3.1.Introducere ................................ ................................ ................................ ................. 127
M3.2.Obiectivele modului ................................ ................................ ................................ ... 127
M3.3.Competee conferite ................................ ................................ ................................ .. 127
Unitatea de nvare M3.U11. Materiale i tratamente pentru scule ............................. 128
M3.U11.1. Introducere................................ ................................ ................................ .... 128
M3.U11.2. Obiectivele unitii de nvare ................................ ................................ ..... 128
M3.U11.3. Materiale i tratamente pentru scule ................................ ............................. 128
M3.U11.3.1. Scule pentru achiere ................................ ................................ ........... 129
M3.U11.3.2. Scule pentru deformare plastic la rece i ti ere ................................ .. 133
M3.U11.3.3. Scule pentru deformare plastic la cald ................................ ............... 134
M3.U11.4. Rezumat ................................ ................................ ................................ ....... 135
M3.U11.5. TEST DE EVALUARE A CUNOTINELOR ................................ ......... 135
Unitatea de nvare M3.U12. Materiale i tratamente pentru lagre i
roi dinate ................................ ................................ ................................ .......................... 136
M3.U12.1. Introducere ................................ ................................ ................................ ... 136
M3.U12.2. Obiectivele unitii de nvare................................ ................................ ..... 136
M3.U12.3. Materiale i tratamente pentru lagre ................................ .......................... 137
M3.U12.3.1. Lagre cu rostogolire ................................ ................................ ............ 137
M3.U12.3.2. Lagre cu alunecare ................................ ................................ ............. 140
M3.U12.4. Rezumat ................................ ................................ ................................ ....... 142
M3.U12.5. TEST DE EVALUARE A CUNOTINELOR ................................ ......... 143
M3.U12.6. Materiale i tratamente pentru roi dinate................................ .................... 144
M3.U12.7. Rezumat ................................ ................................ ................................ ....... 149
M3.U12.8. TEST DE EVALUARE A CUNOTINELOR ................................ ......... 150
Unitatea de nvare M3.U13. Materiale i tratamente pentru arcuri i ghidaje .......... 151
M3.U13.1. Introducere ................................ ................................ ................................ ... 151
M3.U13.2. Obiectivele unitii de nvare................................ ................................ ..... 151
M3.U13.3. Materiale i tratamente pentru arcuri ................................ ............................ 152
M3.U13.4. Rezumat ................................ ................................ ................................ ....... 153
M3.U13.5. TEST DE EVALUARE A CUNOTINELOR ................................ ......... 153
M3.U13.6. Materiale i tratamente pentru ghidaje ................................ ......................... 154
M3.U13.6.1. Ghidaje cu alunecare................................ ................................ ............. 154
M3.U13.6.2. Ghidaje cu rostogolire ................................ ................................ ........... 156
M3.U13.7. Rezumat ................................ ................................ ................................ ....... 156
M3.U13.8. TEST DE EVALUARE A CUNOTINELOR ................................ ......... 156
Unitatea de nvare M3.U14. Materiale i tratamente pentru batiuri i carcase,
arbori i axe ................................ ................................ ................................ ......................... 157
M3.U14.1. Introducere ................................ ................................ ................................ ... 157
M3.U14.2. Obiectivele unitii de nvare................................ ................................ ..... 157
M3.U14.3. Materiale i tratamente pentru batiuri i carcase ................................ .......... 158
M3.U14.4. Rezumat ................................ ................................ ................................ ....... 161
M3.U14.5. TEST DE EVALUARE A CUNOTINELOR ................................ ......... 161
M3.U14.6. Materiale i tratamente pentru arbori i axe ................................ ................. 161
M3.U14.7. Rezumat ................................ ................................ ................................ ....... 163
M3.U14.8. TEST DE EVALUARE A CUNOTINELOR ................................ ......... 164
M3.4. TEST DE AUTOEVALUARE ................................ ................................ ................ 164
Bibliografie ................................ ................................ ................................ ......................... 166
7
Modulul 1. Materiale. Clasificare, proprieti, utilizare
Cuprins
M1.1. Introducere ................................ ................................ ................................ .................. 7
M1.2. Obiectivele modului ................................ ................................ ................................ .... 7
M1.3. Competene conferite ................................ ................................ ................................ . 7
M1.U.1. Materiale feroase ................................ ................................ ................................ .... 8
M1.U.2. Materiale neferoase ................................ ................................ .............................. 21
M1.U.3. Materiale sinterizate i materiale compozite ................................ ........................ 31
M1.U.4. Materiale plastice i adezivi ................................ ................................ ................. 49
M1.U.5. Materiale rezistente la uzare i materiale rezistente la coroziune ....................... 60
M1.U.6. Materiale rezistente la temperaturi nalte i materiale rezistente la
temperaturi joase ................................ ................................ ................................ .. 82
M1.U.7. Materiale electrotehnice i materiale cu memoria formei ................................ .... 90
M1.4. TEST DE AUTOEVALUARE ................................ ................................ ................. 99
M1.1. Introducere
Exigenele crescnde ale industriei impun elaborarea i utilizarea unei game
extrem de divers de materiale care s asigure fiabilitatea produselor n timpul
exploatrii. n prezent, accentul este pus pe realizarea unor produse cu consumuri
specifice de materiale i energie ct mai reduse, pe nlocuirea materialelor
scumpe sau deficitare, extinderea recuperrii materialelor i recondiionarea
pieselor uzate.
M1.2. Obiectivele modului
Obiectivele modulului constau n prezentarea principalelor grupe de
materiale utilizate n mod curent n industrie, n general, i n industria
constructoare de maini, n special. Sunt prezentate, pentru nceput, o serie de
grupe de materiale caracterizate prin structur, compoziie, proprieti,
comportare etc. specifice, dup cum urmeaz: materiale feroase, materiale
neferoase, materiale sinterizate, materiale compozite, materiale plastice, adezivi.
Sunt prezentate, apoi, materiale caracterizate printr-o proprietate specific care le
face s fie utilizate cu predilecie ntr-un anumit domeniu i anume: materiale
rezistente la uzare, materiale rezistente la coroziune, materiale rezistente la
temperaturi nalte, materiale rezistente la temperaturi joase, materiale
electrotehnice, materiale cu memoria formei. Pentru grupele de materiale de mai
sus sunt prezentate principalele clasificri, proprieti i domenii de utilizare.
M1.3. Competene conferite
La sfritul acestui modul studenii vor fi capabili s identifice principalele
grupe de materiale utilizate n industrie i s descrie proprietile caracteristice i
domenii de utilizare ale acestora.
8
Unitatea de nvare M1.U1. Materiale Feroase
Cuprins
M1.U1.1. Introducere ................................ ................................ ................................ ............ 8
M1.U1.2. Obiectivele unitii de nvare ................................ ................................ ............. 8
M1.U1.3. Oeluri................................ ................................ ................................ .................... 9
M1.U1.3.1. Oeluri carbon de uz general ................................ ................................ ........ 10
M1.U1.3.2. Oeluri carbon cu calitate i aliate ................................ .............................. 10
M1.U1.3.3. Oeluri turnate n piese ................................ ................................ ............... 12
M1.U1.3.4. Oeluri cu nalt rezisten mecanic, sudabile ................................ .......... 14
M1.U1.3.5. Oeluri pentru automate ................................ ................................ .............. 14
M1.U1.3.6. Oeluri microaliate i de nlocuire ................................ .............................. 15
M1.U1.4. Fonte ................................ ................................ ................................ ................... 16
M1.U1.4.1. Fonte albe ................................ ................................ ................................ ... 16
M1.U1.4.2. Fonte cenuii cu grafit lamelar ................................ ................................ ... 17
M1.U1.4.3. Fonte modificate ................................ ................................ ......................... 17
M1.U1.4.4. Fonte maleabile ................................ ................................ ........................... 18
M1.U1.4.5. Fonte aliate ................................ ................................ ................................ . 18
M1.U1.5. Rezumat ................................ ................................ ................................ .............. 19
M1.U1.6. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 19
M1.U1.1. Introducere
Aliajele fierului sunt cele mai ntrebuinate materiale metalice, att n
industrie, n general, ct i n construcia de maini, n special. Aceasta se
datoreaz, ntre altele, i preului de cost relativ sczut. Proprietile mecanice ale
materialelor feroase pot fi modificate n limite largi, n mai mare msur dect n
cazul altor materiale. De asemenea, materialele feroase pot fi prelucrate aproape
prin toate metodele tehnologice cunoscute i, n mare msur, pot fi refolosite. In
funcie de coninutul de carbon se deosebesc dou categorii mari de materiale
feroase: aliaje de Fe cu pn la 1,52,11 % carbon - oelurile i pn la 4,56,67
% carbon - fontele.
M1.U1.2. Obiectivele unitii de nvare
Aceast unitate de nvare i propune ca obiectiv principal prezentarea
materialelor feroase, insistndu-se pe proprietile i simbolizarea acestora.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
clasifice materialele feroase dup anumite criterii i s explice principiul care
st la baza simbolizrii acestora;
identifice principalele proprieti ale materialelor feroase i s descrie influena
elementelor de aliere asupra acestora;
prezinte domeniile de utilizare ale materialelor feroase.
Durata de parcurgere a primei uniti de nvare este de 2 ore.
9
M1.U1.3. Oeluri
Datorit multitudinilor proprietilor care se cer n diferite ramuri industriale, gama
calitilor de oeluri a ajuns s fie foarte larg, cuprinznd un foarte mare numr de mrci.
Clasificarea este necesar, att pentru clarificarea proprietilor i destinaiilor diferitelor
categorii de oeluri, ct i pentru a nelege principiul care st la baza simbolizrii mrcilor de
oeluri. n funcie de scopul urmrit, mrcile de oel pot fi clasificate dup criterii diferite,
cum sunt: compoziia chimic, domeniul de utilizare, structura etc.
Clasificarea oelurilor n funcie de compoziia lor chimic poate fi fcut astfel:
oeluri nealiate sau oeluri carbon: - cu destinaie general;
cu destinaie precizat (pt. arcuri, pt. automate etc.);
oeluri aliate: - slab aliate;
- mediu aliate - cu destinaie general;
- cu destinaie precizat;
- nalt aliate.
Clasificarea n funcie de domeniul de utilizare poate fi fcut n modul urmtor:
oeluri pentru construcia de maini: - de cementare (conin pn la 0,25 % C);
- de mbuntire (conin 0,250,65 % C);
oeluri de scule (conin 0,651,5 % C).
Clasificarea n funcie de structur poate fi fcut dup cum urmeaz:
oeluri hipoeutectoide (00,77 % C);
oeluri eutectoide (0,77 % C);
oeluri hipereutectoide (peste 0,77% C).
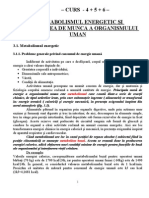
n general, proprietile oelurilor sunt influenate de coninutul de carbon, deci de
variaia cantitativ a constituenilor lor structurali. Caracteristicile lor de rezisten mecanic
cresc, iar cele de plasticitate scad cu creterea coninutului de carbon (figura M1.U1.1.).
Fig. M1.U1.1. Influena coninutului de carbon asupra proprietilor mecanice
ale oelurilor n stare normalizat
10
M1.U1.3.1. Oeluri carbon de uz general
Acestea sunt oeluri cu coninut de carbon pn la 0,6 %, nealiate sau slab aliate cu Mn
(OL 44) sau cu Mn, Si i V (OL 52), disponibile sub form de semifabricate deformate plastic
la cald (laminate, forjate etc.). Ele sunt utilizabile n mod curent netratate termic (eventual
normalizate), pentru piese solicitate static la temperaturi cuprinse ntre 40
0
C i +300
0
C.
Oelurile carbon de uz general au larg utilizare fiind ieftine dar i pentru c, n general, nu
mai necesit deformare plastic la cald, au bun deformabilitate la rece i o bun sudabilitate.
Dup garaniile date la livrare se disting patru clase de calitate:
clasa 1 - cu garanii privind compoziia chimic, caracteristicile mecanice la traciune i
ndoirea la rece;
clasa 2 - cu garanii suplimentare privind reziliena (KCU) la 20
0
C;
clasa 3 - cu garanii suplimentare privind energia la rupere (KV) la 0
0
C;
clasa 4 - cu garanii suplimentare privind energia la rupere la 20
0
C.
Se simbolizeaz cu grupul de litere OL (oel laminat) urmat de un grup de cifre
care indic rezistena la rupere Rm (daN/mm
2
).
M1.U1.3.2. Oeluri carbon cu calitate i aliate
Primele sunt oeluri nealitate cu compoziie i proprieti mecanice garantate (STAS
880-80) utilizate - tratate termic sau termochimic - pentru piese mai puternic solicitate
mecanic.
n funcie de caracteristicile prescrise pot fi: - oeluri de calitate propriu-zise;
- oeluri de calitate superioare.
n funcie de tratamentul termic pot fi: - oeluri pentru cementare;
- oeluri pentru mbuntire.
Oelurile carbon de calitate se simbolizeaz cu grupul de litere OLC (oel laminat
de calitate), urmat de un grup de cifre care indic coninutul mediu de carbon exprimat
n sutimi de procent.
Oelul carbon de calitate OLC 45 are un coninut mediu de carbon de:
a) 45 % c) 0,45 %
b) 4,5 %
Oelurile aliate se simbolizeaz prin litere i cifre, dup cum urmeaz: primul
grup de cifre indic coninutul n carbon n sutimi de procent, urmeaz simbolurile
elementelor de aliere; cifrele care urmeaz dup fiecare element indic concentraia
acestuia n zecimi de procent iar dac nu urmeaz cifre concentraia acestuia este
aproximativ 1 %. Elementul principal de aliere, care se gsete n cantitatea ce a mai
mare, se trece ultimul n irul acestor simboluri.
M1.U1.3.2.1. Oeluri pentru cementare
Cementarea conduce la obinerea unor suprafee dure, rezistente la uzare i chiar la
oboseal. Cel mai convenabil i ieftin tratament termic ulterior este clirea direct de la
temperatura de carburare (n sruri sau gaze carburante). n cele mai multe cazuri ns, piesele
se rcesc lent de la temperatura normal de carburare pn la cea normal, n structur
rezultnd gruni fini. Apoi se face o clire, simpl sau dubl, urmat de revenire joas, pentru
detensionare.
11
Exemple
n construcia de maini se utilizeaz OLC 10 pentru clichei, furci, pene de
ghidare, role pentru lanuri; OLC 15 pentru uruburi de micare, piulie, prghii,
pene de ghidare; 15Cr08 pentru arbori cu came, buce, roi dinate, melci;
13CrNi30 sau 16CrMn12 pentru roi dinate, arbori, pene.
1. n funcie de simbolizare, se vor determina care sunt elementele de aliere din
oelurile urmtoare (calitativ i cantitativ): 15Cr08; 13CrNi30; 50VCr11;
35MnSi12; 35Mn16; 40BCr10.
2. Se vor determina, pentru aceste oeluri, principalele caracteristici datorate
elementelor de aliere (caracteristici mecanice i caracteristici tehnologice).
3. Oelul aliat 13CrNi30 are un coninut mediu de carbon de:
a) 13 % c) 30 %
b) 0,13 %
M1.U1.3.2.2. Oeluri pentru mbuntire
n vederea obinerii concomitente a unor rezistene i tenaciti ridicate, aceste oeluri
sunt supuse unei cliri urmat de o revenire nalt (mbuntire).
n funcie de compoziia lor chimic, oelurile de mbuntire sunt pot fi de cinci
tipuri: nealiate (OLC 25, OLC 35, OLC 45, OLC 55, OLC 60); aliate cu Mn; aliate cu Cr;
aliate cu Cr - Mo; aliate cu Ni-Cr-Mo.
La oelurile nealiate, rezistena dup mbuntire crete odat cu coninutul de carbon.
Prezena manganului mbuntete i mai mult clibilitatea, ridicnd i stabilitatea dup
revenire. Nichelul mrete tenacitatea oelurilor. Pn la C < 0,3 % aceste oeluri se sudeaz
bine, dar condiionat, necesitnd prenclzire i recoacere dup sudarea prin topire.
Achiabilitatea cea mai favorabil o au cele nealiate pn la 0,45 % C precum i cele de tipul
35Mn16. Pentru toate celelalte este recomandabil o recoacere prealabil de nmuiere.
n industrie, n funcie de tratamentul termic pot fi: - oeluri pentru cementare;
- oeluri pentru mbuntire.
-
Exemple
O grup aparte a oelurilor pentru mbuntire o formeaz cele pentru nitrurare,
care conin elemente de aliere ca Al, Cr, Mo i V. Ele sunt achiabile att dup
recoacerea de nmuiere, ct i n stare mbuntit. Din aceste oeluri se execut,
de exemplu, arborii principali ai mainilor-unelte. O alt grup aparte a oelurilor
pentru mbuntire o constituie cele pentru piese mari (cu dimensiuni peste 100
mm) forjate. Ele sunt elaborate ngrijit (dezoxidate n vid), lipsite de hidrogen i
incluziuni nemetalice.
n tabelul M1.U1.1. se prezint caracteristicile mecanice ale oelurilor carbon de
calitate i aliate folosite n construcia de maini.
12
Tabelul M1.U1.1. Caracteristici mecanice ale oelurilor carbon de calitate i aliate
folosite n construcia de maini
Caracteristici mecanice Nr.
de
ord
Marca de
oel
Stare
material /
4
epruvet
[mm]
Limita de
curgere
[N/mm
2
]
Rezist. la
rupere
[N/mm
2
]
Alung.
A5
[%]
Reziliena
KCU/2
[J/cm
2
]
a) Oeluri carbon de calitate (STAS 880-80)
1. OL 10 Cr / 30 290 490640 16 89
2. OL 15 Cr / 30 350 590780 14 78
3. OL 20 Cr / 16 310 490630 20 -
4. OL 25 Cr / 16 360 540690 19 108
5. OL 35 Cr / 16 420 620760 17 70
6. OL 45 Cr / 16 480 690840 14 60
7. OL 55 Cr / 16 540 780930 12 -
8. OL 60 Cr / 16 570 830980 11 -
b) Oeluri aliate (STAS 791-80)
9. 15Cr08 Cr/ 30 410 690880 11 78
10. 18MnCr10 Cr/ 30 540 7901080 10 69
11. 21MoMnCr12 Cr/ 30 740 9801270 10 59
12. 18MoCrNi13 Cr/ 30 690 9301220 9 78
13. 13CrNi30 Cr/ 30 640 8801170 10 78
14. 20MoNi35 Cr/ 30 690 9301220 11 78
15. 21TiMnCr12 Cr/ 30 78 10301320 9 69
16. 28TiMnCr12 Cr/ 30 980 12301320 8 59
17. 35Mn16 CR/ 16 510 740930 12 59
18. 40Cr10 CR/ 16 790 9801180 10 39
19. 40BCr10 CR/ 16 740 8801080 11 69
20. 33MoCr11 CR/ 16 780 9801180 12 69
21. 41MoCr11 CR/ 16 880 10801270 10 59
22. 50VCr11 CR/ 16 880 10801270 9 59
23. 34MnCrNi15 CR/ 16 980 11801370 9 59
24. 30MoCrNi20 CR/ 16 1030 12301420 9 59
25. 38MoCrA109 CR/ 16 790 9801180 10 59
26. 41CrNi12 CR/ 16 830 9801180 11 69
27. 35MnSi12 CR/ 16 740 9301130 14 39
Notaii: Cr - clit i revenit la temperatur joas, CR- clit i revenit la temperatur nalt
M1.U1.3.3. Oeluri turnate n piese
Din punct de vedere tehnologic i economic este mai avantajos ca piesele cu
configuraie complicat crora li se cer rezisten i tenacitate s fie executate nu prin forjare
sau sudare, ci prin turnare din oeluri adecvate. n pofida proprietilor n general sczute de
turnare i a sensibilitii pronunate la rcire, actualmente, destul de numeroase oeluri
nealiate (OT 40OT 70, STAS 600-82) sau aliate (T20Mn14, T35MoCrNi08 etc., STAS
13
1773-82) se elaboreaz i se utilizeaz pentru obinerea pieselor turnate. Datorit granulaiei
mai grosolane i prezenei defectelor de turnare, oelurile turnate, comparativ cu cele laminate
au rezistena, plasticitatea i tenacitatea inferioare celor n direcia laminrii i uor superioare
celor perpendiculare pe direcia laminrii. Rezistenele la oboseal, la temperaturi nalte i la
uzare sunt, de asemenea, sensibil inferioare celor ale oelurilor laminate.
Exemple
Domeniile de utilizare ale oelurilor turnate n piese sunt: roi pentru cabluri i
lanuri, roi dinate, carcase, corpuri de pompe, arbori cotii, flane etc.
Se simbolizeaz cu grupul de litere OT (oel turnat) urmat de un grup de cifre
care indic rezistena minim la rupere Rm (N/mm
2
).
n tabelul M1.U1.2. se prezint caracteristicile mecanice ale oelului carbon turnat n
piese, dup tratamentul termic de normalizare.
Oelurile pentru turntorie se utilizeaz pentru producerea unor piese:
a) cu greutate redus c) cu form complex
b) cu rezisten mecanic ridicat
Tabelul M1.U1.2. Caracteristici mecanice ale oelurilor carbon turnate n piese
Grupa Marca
oelului
Rezistena
la rupere
la traciune
Rm
[N/mm
2
]
Limita de
curgere
Rp o,2,
[N/mm
2
]
Alungirea
la rupere
A5
[%]
Reziliena
KCU
[J/cm
2
]
Duritatea
Brinell
HB (inf.)
OT 400 390 - 20 - 110
OT 450 440 - 18 - 124
OT 500 490 - 15 - 138
OT 550 540 - 12 - 153
OT 600 590 - 10 - 169
1
OT 700 690 - 6 - 179
OT 400 390 200 25 - 110
OT 450 440 240 22 - 124
OT 500 490 270 18 - 138
OT 550 540 310 15 - 153
OT 600 590 340 12 - 169
2
OT 700 690 410 10 - 179
OT 400 390 200 25 50 110
OT 450 440 240 22 40 124
OT 500 490 270 18 35 138
OT 550 540 310 15 30 153
3
OT 600 590 340 12 25 169
14
M1.U1.3.4. Oeluri cu nalt rezisten mecanic, sudabile
Acestea sunt oeluri slab aliate cu Mn, Si, Mo, Cr, Ni (max.2 % fiecare i sub 5 % n
total) cu structur austenic fin i rezistena la rupere ridicat (Rm = 60220 daN/ mm
2
).
Ele sunt de dou tipuri:
oeluri "non QT" (laminate la cald sau normalizate) a cror rezisten ridicat se
datoreaz elementelor de aliere; ele se pot deforma la cald i suda bine, fr pericol de
fisurare;
oeluri "QT" a cror rezisten foarte ridicat se datoreaz att elementelor de aliere
ct i unui tratament termic de mbuntire, necesar n urma scderii proprietilor mecanice
dup deformarea la cald sau sudare.
Pe de alt parte, aceste oeluri se mpart frecvent n trei grupe:
I - cu rezisten ridicat: Rm > 50 daN/ mm
2
i Rp > 31 daN/ mm
2
;
II - suprarezistente: Rm = 7090 daN/ mm
2
i Rp = 6080 daN/ mm
2
;
III - ultrarezistente: Rm = 140200 daN/ mm
2
i Rp = 120180 daN/ mm
2
.
Din aceast categorie fac parte oeluri ca: OL 52.3, OCS 52OCS58, 15Cr08, R 58,
20Mn10, OLT 65.
Exemple
Oelurile cu nalt rezisten i gsesc o utilizare din ce n ce mai larg n
construcii aeronavale i spaiale, dar sunt utilizate i n industrie pentru piese
puternic solicitate sau expuse la presiuni mari: arbori de antrenare a rotorului
principal, rezervoarele cilindrilor sub presiune, elemente ale cutiilor de viteze,
angrenaje, pistoanele preselor pentru extrudat aliaje neferoase etc.
M1.U1.3.5. Oeluri pentru automate
ntruct prelucrarea prin achiere pe maini-unelte automate este caracteristic pieselor
mici, de serie foarte mare, n acest scop se utilizeaz preponderent oeluri nealiate, de
cementare sau mbuntire cu 0,100,45 % C care conin - n vederea obinerii unei achieri
mai uoare cu viteze mari - i S (0,10,3 %) i P (0,040,15 %). Sulful formeaz cu Mn
incluziuni de sulfuri, care ntrerup continuitatea masei metalice, asigurnd formarea unor
achii frmicioase, scurte.
Prezena fosforului are efecte de fragilizare, mrind caracterul casant al achiilor i
conduce, de asemenea, la obinerea unor suprafee netede, de calitate superioar. De
asemenea, se utilizeaz oeluri pentru automate aliate i cu alte elemente, spre exemplu cu
0,150,30 % Pb care are i un efect lubrifiant, mrind durabilitatea sculelor achietoare de
pn la patru ori. Rezultate i mai bune se obin la achierea oelurilor cu adaosuri de Te, Se,
Bi sau Pb-Te, care permit mrirea vitezei de achiere cu peste 40 %. Oelurile pentru automate
pot fi supuse acelorai tratamente termice ca i oelurile cu compoziii chimice similare, dar
cu coninuturi sczute n S i P.
Se simbolizeaz cu grupul de litere AUT urmat de un grup de cifre care indic
coninutul mediu de carbon exprimat n sutimi de procent.
n tabelul M1.U1.3. se prezint caracteristicile mecanice ale oelurilor pentru automate
(STAS 1350-80).
15
Oelul pentru automate AUT 12 se caracterizeaz prin:
a) achiabilitate ridicat c) turnabilitate ridicat
b) sudabilitate ridicat
Tabelul M1.U1.3. Caracteristici mecanice ale oelurilor pentru automate
Caracteristici mecanice Duritatea
Brinell
HB
Marca
de oel
Starea
materialului Limita de
curgere
[N/mm
2
]
Rezistena
la rupere
[N/mm
2
]
Alungirea
A
[%] N R
AUT 12 L 220 410560 22 - 160
AUT 20 L 250 450600 20 - 168
AUT 30 L - 510660 15 - 183
AUT 40M L - 590740 14 - 207
Notaii: L - laminat la cald; N - normalizat; R revenit
M1.U1.3.6. Oeluri microaliate i de nlocuire
Aceste materiale sunt oeluri microaliate cu anumite elemente n proporii foarte mici
(sutimi sau miimi de %) care micoreaz granulaia i mbuntesc clibilitatea. Astfel,
oelurile microaliate cu V (0,010,03%), clite i revenite nalt, au duritatea, rezistena la
rupere Rm i rezistena la curgere Rp mult superioare acelorai oeluri fr V. Prezena unui
adaos de 0,001% B (n 40BCr10) confer aceeai clibilitate ca i 1,3 % Ni + 3,1% Cr +
0,04% Mo, economisindu-se astfel elemente de aliere scumpe, deficitare i mbuntindu-se
concomitent proprietile mecanice. Alierea cu mai multe elemente n proporii mici
influeneaz proprietile oelurilor ntr-o msur mai mare dect alierea cu un singur element
n cantiti mari.
S ne reamintim...
n general, proprietile oelurilor sunt influenate de coninutul de carbon:
caracteristicile lor de rezisten mecanic cresc, iar cele de plasticitate scad
cu creterea coninutului de carbon.
Oelurile carbon de uz general sunt oeluri cu coninut de carbon pn la
0,6%, nealiate, disponibile sub form de semifabricate deformate plastic la
cald (laminate, forjate etc.), utilizabile n mod curent netratate termic.
Oelurile carbon cu calitate sunt oeluri nealitate cu compoziie i proprieti
mecanice garantate (STAS 880-80) utilizate - tratate termic sau termochimic
- pentru piese mai puternic solicitate mecanic.
Oelurile aliate, datorit elementelor de aliere din compoziia lor, sunt mai
scumpe dar au proprieti, mai ales mecanice, mai ridicate.
Din punct de vedere tehnologic i economic este mai avantajos ca piesele cu
configuraie complicat crora li se cer rezisten i tenacitate s fie
executate nu prin forjare sau sudare, ci prin turnare din oeluri adecvate.
16
M1.U1.4. Fonte
Fontele sunt aliaje fier - carbon al cror coninut de carbon, depind 1,7 %, este
frecvent cuprins ntre 2,23,8 % i care mai conin elemente nsoitoare (Si, Mn, P, S) i
elemente de aliere. Aceste aliaje au, n general, foarte slabe proprieti plastice (forjabilitatea)
i sudabilitate redus, rezistena mecanic mai mic dect a oelurilor, dar turnabilitate bun
(temperatur de topire mai sczut, fluiditate mare, interval de solidificare i implicit tendin
de segregare reduse, contracie mic la solidificare - pn la max.2 %), precum i capacitate
de amortizare a vibraiilor.
Clasificarea fontelor se poate face dup sistemul de cristalizare, n modul urmtor:
fonte albe;
fonte cenuii (de turntorie).
Clasificarea fontelor de turntorie se poate face dup cum urmeaz:
dup coninutul n carbon echivalent CE, care s e determin cu relaia:
CE = C
tot
+1/3 (Si + P) + 0,4 S (M1.U1.1.)
- fonte hipoeutectice: CE < 4,26 %;
- fonte eutectice: CE = 4,26 %;
- fonte hipereutectice: CE > 4,26 %.
dup forma grafitului:
- fonte cu grafit lamelar;
- fonte cu grafit nodular (fonte modificate);
- fonte cu grafit n cuiburi (fonte maleabile).
dup modul de aliere:
- fonte nealiate (conin Fe i C, dar i Si, Mn, P, S, n cantiti mici);
- fonte aliate (conin i Cr, Ni, Cu, Al, Mo etc .):
- slab aliate (suma elementelor de aliere sub 4 %);
- mediu aliate (suma elementelor de aliere 410 %);
- bogat aliate (suma elementelor de aliere peste 10 %).
M1.U1.4.1. Fonte albe
Datorit duritii foarte ridicate a cementitei (750 HB) i ledeburitei (700 HB), fontele
albe sunt aliaje foarte dure, dar i foarte fragile. Ca urmare a acestor proprieti, precum i a
dificultilor de prelucrare care rezult, fontele albe au o utilizare limitat n industrie.
Exemple
Un domeniu de utilizare a fontei albe n industrie l prezint piesele turnate,
supuse ulterior operaiei de maleabilizare, prin care se obin n final piese din
font maleabil. Un alt exemplu de utilizare l constituie folosirea fontelor albe
perlitice pentru executarea corpurilor de mcinare din morile de ciment.
O utilizare ceva mai larg o au aa numitele fonte cu crust dur. n aceste fonte,
datorit vitezelor de rcire diferite n miez i la suprafa, se obin structuri diferite. n miez se
obine structur de font cenuie, iar la suprafa se obine un strat de 1230 mm cu structur
de font alb.
Din font cu crust dur se toarn piese care lucreaz n condiii de frecare foarte
intens cum sunt: cilindrii de laminor pentru siderurgie, calandrii pentru industria chimic i a
17
hrtiei, tvlugii pentru mori, rolele pentru industria siderurgic, roile de vagoane, axele cu
came pentru motoare cu ardere intern etc.
M1.U1.4.2. Fonte cenuii cu grafit lamelar
Aceste fonte conin ntre 2,8 % i 3,6 % C, precum i Si, Mn, P, S. Prezena unor
coninuturi mai mici de C
total
confer fontelor cenuii proprieti mecanice mai bune (figura
M1.U1.2). Dintre elementele nsoitoare, prezena unor cantiti mai mari de Si micoreaz
proprietile mecanice ale acestor aliaje (figura M1.U1.3).
Fonta cenuie feritic, avnd o mas metalic feritic moale i plastic, va prezenta o
rezisten mai redus (Rm = 120 N/ mm
2
). Fonta cenuie feritico-perlitic, avnd n structur
alturi de ferit i constituentul mai dur i mai rezistent, perlita, va poseda o rezisten i o
duritate ceva mai ridicate (Rm =120180 N/mm2). Fonta cenuie perlitic se remarc printr-
o rezisten i mai bun (Rm = 240 N/ mm2). Fonta cenuie perlito-cementitic posed o
duritate i mai ridicat i n special o rezisten la uzare superioar. Fontele cenuii au cea
mai bun capacitate de amortizare a vibraiilor.
Fig. M1.U1.2. Influena coninutului de Fig. M1.U1.3. Influena coninutului de
carbon asupra proprietilor mecanice siliciu asupra proprietilor mecanice
Simbolizarea fontelor cenuii se face cu grupul de litere Fc (font cenuie) urmat
de un grup de cifre care indic rezistena minim la rupere prin traciune Rm (N/mm
2
).
M1.U1.4.3. Fonte modificate
Fontele de calitate superioar sunt obinute prin modificare - introducerea unei cantiti
mici de substane (modificatori), care formnd particule insolubile n topitur, servesc ca
centre de cristalizare, conducnd la formarea unui grafit fin, unifo rm dispersat.
n funcie de forma i distribuia grafitului n masa de baz, fontele modificate pot fi:
cu grafit lamelar rotunjit;
cu grafit vermicular;
cu grafit nodular.
Fontele cu grafit nodular au proprieti superioare tuturor fontelor, fiind simil are cu
cele ale oelurilor. Modulul de elasticitate este ridicat (16.500 - 18.500 daN/mm
2
),
achiabilitatea este foarte bun, recomandndu-se pentru piese care reclam rezisten
(ndeosebi la solicitri dinamice) i plasticitate mai ridicate dect cele ale fontelor cu grafit
lamelar.
Simbolizarea fontelor cu grafit nodular se face cu grupul de litere Fgn (font cu
grafit nodular) urmat de un grup de cifre care indic rezistena minim la rupere prin
18
traciune Rm (N/mm
2
).
M1.U1.4.4. Fonte maleabile
Acestea sunt fonte superioare, obinute prin grafitizarea celor albe turnate n piese,
printr-un tratament termic caracteristic recoacere de maleabilizare. Forma mai convenabil
a grafitului (grafit n cuiburi), obinut n fontele maleabile, face ca acestea s posede
caracteristici mecanice superioare fontelor cenuii.
Simbolizarea fontelor maleabile se face astfel: F font; m maleabil; a alb; n
neagr; p perlitic, iar cifrele adugate simbolului reprezint rezistena la rupere prin
traciune, exprimat n [N/mm
2
].
n funcie de modul cum se realizeaz rcirea n timpul maleabilizrii se pot obine
structuri diferite ale masei metalice de baz, astfel nct fontele maleabile pot fi:
fonte maleabile albe;
fonte maleabile negre;
fonte maleabile perlitice.
Achiabilitatea fontelor maleabile albe este similar celei a oelurilor turnate, iar a
celor maleabile negre, mai bun. Sudabilitatea fontelor maleabile albe cu grosimi g s 6 mm
este corespunztoare, dar cele negre se sudeaz dificil. Datorit proprietilor superioare i a
preului de cost inferior, fontele maleabile negre sunt mai des utilizate n industrie dect cele
albe. Utilizarea fontelor maleabile este ngrdit de grosimea limitat a pereilor pieselor
(max.2530 mm), iar a celor negre, parial i de duritatea redus care mpiedic folosirea lor
pentru piese rezistente la uzare. n general, ele se recomand pentru confecionarea pieselor
turnate mici, n forme complicate, cu perei subiri, cu bun rezisten, oarecare tenacitate i
rezisten la ocuri.
n simbolul fontei maleabile Fma 400, numrul 400 reprezint:
a) duritatea c) limita de curgere
b) rezistena la rupere prin
traciune
M1.U1.4.5. Fonte aliate
Acestea sunt fonte cenuii, albe sau maleabile care datorit prezenei unor elemente de
aliere ca: peste 0,3 % Ni, Cr, Cu sau W, peste 0,1 % Mo, V sau Ti, mai mult de 2 % Mn i 4
% Si, posed caracteristici mecanice mbuntite, inclusiv rezisten la uzare i la temperaturi
nalte (fontele slab i mediu aliate) sau rezisten ridicat la coroziune (fontele bogat aliate).
n funcie de structur i de proprieti, fontele slab i mediu aliate (pentru utilizri
diverse i nu speciale) se mpart n:
fonte cenuii perlitice, cu Ni, Cr, Cu, Mo, V etc. n diferite combinaii (Ni-V-Mo, Mo-
Cr, Cu-Cr-V); cele coninnd Ni, Cr, Mo, Cu, au Rm = 3540 daN/mm
2
i rezisten bun la
uzare i oxidare; sunt utilizate pentru principalele piese turnate ale motoarelor cu ardere
intern i compresoarelor;
fonte cenuii aciculare (bainito-martensitice), cu Ni i Mo sau Ni i W, prin a cror
dozare n funcie i de viteza de rcire, se pot obine direct din turnare - eventual prin
tratamente termice ulterioare - structuri cu separri fine de grafit lamelar sau nodular i
implicit proprieti ridicate (Rm = 4070 daN/mm2, HB = 300400, A = 0,50,85 %).
19
S ne reamintim...
Fontele au, n general, foarte slabe propriet i plastice (forjabilitatea) i
sudabilitate redus, rezistena mecanic mai mic dect a oelurilor, dar
turnabilitate bun (temperatura de topire mai sczut, fluiditate mare, interval de
solidificare i implicit tendin de segregare reduse, contracie mic la
solidificare pn la max.2%), precum i capacitate de amortizare a vibraiilor.
Prezena cromului ntr-o font aliat determin:
a) mbuntirea achiabilitii c) mbuntirea rezistenei
la coroziune
b) nrutirea comportrii la
temperaturi ridicate
M1.U1.6. Rezumat
Gama calitilor de oeluri a ajuns s fie foarte larg, cuprinznd un foarte
mare numr de mrci.
Mrcile de oel pot fi clasificate dup criterii diferite, cum sunt: compoziia
chimic, domeniul de utilizare, structura etc.
n general, proprietile oelurilor sunt influenate de coninutul de carbon,
deci de variaia cantitativ a constituenilor lor structurali.
Principalele proprieti sunt: rezisten mecanic i duritate ridicate, rezilien
mare, limit de curgere cu valori acceptabile, prelucrabilitate bun prin
achiere, deformare plastic etc.,
n funcie de tratamentul termic pot fi: oeluri pentru cementare, respectiv
oeluri pentru mbuntire.
Fontele sunt aliaje fier - carbon al cror coninut de carbon, depind 1,7 %,
este frecvent cuprins ntre 2,23,8 % i care mai conin elemente nsoitoare
(Si, Mn, P, S) i elemente de aliere.
Ele au, n general, foarte slabe proprieti plastice, rezistena mecanic mai
mic dect a oelurilor, dar turnabilitate bun, precum i capacitate de
amortizare a vibraiilor.
Dintre fontele nealiate, cele cu grafit nodular au proprieti superioare tuturor
fontelor, fiind similare cu cele ale oelurilor.
M1.U1.6. TEST DE EVALUARE A CUNOTINELOR
1. Principalul element de aliere al materialelor feroase este:
a) siliciul c) oxigenul
b) carbonul
20
2. Oelurile de cementare conin:
a) peste 0,5 % C c) sub 0,25 % C
b) ntre 0,8 i 1,2 % C
3. Oelurile pentru mbuntire conin:
a) peste 0,25 % C c) ntre 0,1 i 0,3 % C
b) peste 1,8 % C
4. La oeluri, odat cu creterea coninutului n carbon, valorile caracteristicilor
mecanice se modific astfel:
a) se micoreaz c) se mresc
b) rmn constante
5. Oelurile carbon de uz general sunt:
a) aliate cu crom c) aliate cu mangan
b) nealiate
6. Fontele albe sunt utilizate:
a) frecvent c) rar
b) foarte frecvent
7. Fontele modificate conin grafit sub form:
a) lamelar c) n cuiburi
b) nodular
8. Costul cel mai ridicat l au fontele:
a) modificate c) cenuii
b) maleabile
21
Unitatea de nvare M1.U2. Materiale neferoase
Cuprins
M1.U2.1. Introducere ................................ ................................ ................................ .......... 21
M1.U2.2. Obiectivele unitii de nvare ................................ ................................ ........... 21
M1.U2.3. Metale i aliaje uoare ................................ ................................ ......................... 22
M1.U2.3.1. Aluminiu i aliaje de aluminiu ................................ ................................ .....22
M1.U2.3.2. Aliaje de magneziu ................................ ................................ ..................... 24
M1.U2.4. Cupru i aliaje de cupru................................ ................................ ....................... 25
M1.U2.4.1. Alame ................................ ................................ ................................ .......... 25
M1.U2.4.2. Bronzuri ................................ ................................ ................................ ...... 26
M1.U2.5. Zinc i aliajele de zinc ................................ ................................ ........................ 29
M1.U2.6. Rezumat ................................ ................................ ................................ .............. 29
M1.U2.7. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 30
M1.U2.1. Introducere
Materialele neferoase, alturi de cele feroase, sunt utilizate ntr-o proporie
mare n industrie, datorit proprietilor specifice pe care acestea le ofer.
Materialele neferoase cele mai utilizate n industrie pot fi clasificate astfel:
metale i aliaje uoare (aluminiu i aliajele sale, magneziu i aliajele sale);
cupru i aliajele sale;
zinc i aliajele sale.
M1.U2.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate grupele de materiale neferoase
mai des ntlnite, insistndu-se asupra principalelor proprieti care le
caracterizeaz.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
identifice materialele neferoase cele mai utilizate n industria constructoare de
maini;
clasifice aceste materiale dup anumite criterii i s prezinte principalele
proprieti ale acestora;
prezinte influena compoziiei chimice, a modului de prelucrare i a
tratamentelor termice asupra proprietilor materialelor neferoase.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
Materialele neferoase cele mai utilizate n industria constructoare de maini pot fi
clasificate astfel:
metale i aliaje uoare;
cupru i aliaje de cupru;
zinc i aliaje de zinc.
22
M1.U2.3. Metale i aliaje uoare
M1.U2.3.1. Aluminiu i aliaje de aluminiu
Aluminiul, datorit proprietilor sale - ndeosebi tehnologice (plasticitate la cald i la
rece, turnabilitate) - precum i mai ales raportului favorabil dintre caracteristicile mecanice
(susceptibile la mbuntiri substaniale prin tratamente mecanice sau termice) i greutatea
specific mic ( = 2,7 g/cm
3
), are - n special sub form de aliaje - o larg ntrebuinare n
industrie. Se utilizeaz cu precdere pentru piese n micare rapid, reclamnd inerie mic,
diferite carcase, recipieni pentru depozitat i transportat etc. Conductivitatea termic relativ
ridicat a aluminiului (0,52cal/cms
o
C) i confer utilizabilitate pentru piese crora li se cere o
vitez maxim de transport de cldur (pistoane de motor, schimbtoare de cldur etc.).
Conductivitatea electric ridicat (37m/Omm
2
, cca. 62 % din cea a cuprului raportnd la
volum i 190 % raportnd la greutate), asigur utilizarea aluminiului i n industria
electrotehnic.
Proprietile mecanice ale aluminiului tehnic primar, coninnd 9899,8% Al,
destinat a fi prelucrat prin turnare i deformare plastic la cald sau la rece, sunt prezentate n
tabelul M1.U2.1.
Tabelul M1.U2.1. Proprieti ale aluminiului primar
Starea materialului
Deformat la rece
Proprieti
mecanice Turnat Laminat
Nerecopt Recopt
Rm, [daN/mm
2
] 912 79 1525 811
Rpo,2, [daN/mm
2
] - - 1224 58
A, [%] 2518 3525 73 4032
HB 2432 2415 4055 1525
Proprietile sunt substanial influenate de cantitatea impuritilor (n special Fe i Si,
care mresc fragilitatea) i de starea structural. Tratamentele mecanice, respectiv ecruisarea
pn la o anumit limit, dubleaz rezistena mecanic Rm, limita de elasticitatea i duritatea,
dar provoac o fragilitate inacceptabil.
Aluminiul este rezistent la coroziune n aer, ap dulce, ntr-o serie de acizi. La
temperatur normal este inalterabil datorit formrii unei pelicule compacte i aderente de
oxid (netoxic pentru organismul uman).
Exemple
Aluminiul este utilizat n industria alimentar (vase, recipieni, folii), iar aliajele
lui n industria chimic, a petrolului etc. n construcia de maini, n afar de
repere puin solicitate, se utilizeaz de obicei aliajele de Al cu Cu, Mg, Zn, Mn, Si,
Ni, Fe, elemente care, avnd solubilitate limitat i variabil n Al, conduc la
mbuntirea att a proprietilor mecanice ct i a celor tehnologice, fcnd
oportun aplicarea tratamentelor termice.
Aliajele de aluminiu pot fi binare (Al - Cu, Al - Mg, Al - Mn, Al - Fe, Al - Ni) sau
complexe. Cele folosite n construcia de maini sunt aliaje hipoeutectice, deci cu un coninut
redus al elementului de aliere. Aliajele de aluminiu se clasific n urmtoarele categorii: aliaje
23
deformabile i aliaje pentru turntorie; aliaje care nu se durific prin tratament termic i aliaje
care se durific prin tratament termic.
Aliajele deformabile de aluminiu au o utilizare foarte larg, preponderent fa de
cele turnabile, datorit uoarei lor prelucrabiliti n special la cald, prin laminare, matriare,
ambutisare etc. Aliajele care nu se durific prin tratament termic (aliaje Al - Mn cu 1,01,6
% Mn) sunt utilizate pentru piese prelucrate prin ambutisare. Manganul mbuntete
rezistena mecanic i la coroziune, micoreaz temperatura de recristalizare i conduce la o
structur fin la piesele ecruisate i recoapte. Aliajele Al - Mg - Mn (cu 17% Mg i
0,10,6% Mn) sunt caracterizate printr-o greutate specific inferioar, prin rezisten
mecanic mai mare i o achiabilitate mai ridicat; sunt deformabile la rece, chiar i dup
ecruisare. Sunt utilizate sub form de profile, table, benzi, pentru rezervoare, caroserii etc.
Aliajele de aluminiu care se durific prin tratament termic (Duraluminuri slab, mediu sau
bogat aliate) conin i Cu, Mg, Mn, Si, Zn. Duraluminul se deformeaz plastic, n general, la
temperatura de 440480
o
C. Prezint proprieti mecanice bune (Rm = 420500 N/mm
2
, HB
= 150), dar o rezisten redus la coroziune, ceea ce impune placarea cu aluminiu.
Achiabilitatea acestor aliaje este foarte bun, mai ales n cazul prezenei unor adaosuri de
13 % Pb sau Bi.
Exemple
Dintre numeroasele utilizri ale Duraluminiului trebuie menionate: suprastructuri
de aeronave i autovehicule, elice, piese pentru maini de birou.
Aliajele de aluminiu pentru turntorie sunt aliajele Al-Si, Al-Cu, Al-Mg, Al-Zn
precum i polinare. Coninutul de elemente de aliere este mai ridicat dect la aliajele
deformabile, conducnd la apariia unei cantiti de eutectic care confer fluiditate,
compactitate i rezisten la tensiunile de contracie dup turnare. Aliajele de Al pentru
turntorie pot fi sau nu durificate prin tratamente termice, n funcie de natura i cal itatea
componentelor; efectul durificrii este mai sczut dect la aliajele deformabile, efect ce scade
pe msura creterii cantitii de eutectic. Aceste aliaje sunt standardizate prin STAS 201/1 -
77 - aliaje turnate n blocuri i STAS 201/2 - 80 - aliaje turnate n piese.
Aliajele binare Al-Si (Siluminuri), cel mai frecvent cu 10-13 % Si, nu se durific prin
tratament termic, au foarte bune proprieti de turnare, sudabilitate bun cu flacr,
oxiacetilenic, dar caracteristici mecanice sczute (Rm=15N/mm
2
, A=4%).
Cnd sunt necesare rezisten (tenacitate) i stabilitate la coroziune mari, sunt utilizabile
aliajele Al-Si (410%Si) sau Al-Cu (812%Cu), de obicei ns polinare (Al-Si-Mg, Al-Si-
Cu). Aceste aliaje sunt tratabile (prin clire) mbuntindu-li-se astfel proprietile, chiar dac
ntr-o msur mult mai mic dect aliajele deformabile. Ele se recomand pentru carcase de
cutii de viteze, trenuri de aterizare, aparate electrice (ATSi7Mg), pistoane (ATSi6Cu4,
ATSi10Cu3Mg), carcase, corpuri (ATSi5Cu3).
Exemple
Siluminurile sunt indicate pentru turnarea de piese cu perei subiri i configuraie
complicat, mai puin solicitate sau lucrnd n mediu coroziv (corpuri de pompe,
rcitoare, fitinguri, blocuri motor, cartere, c hiuloase etc.).
24
Aliajele binare Al-Cu sunt mai puin utilizate pentru c se toarn relativ greu prin
procedeele clasice i au tendin de fisurare la solidificare. n schimb, se trateaz termic foarte
bine, asigurnd rezistene relativ ridicate (Rm=35 daN/mm
2
) i se prelucreaz bine prin
achiere, motive pentru care sunt ntrebuinate n construcii deosebite, n industria aviatic
pentru construcia de pistoane i chiuloase de motor (ATCu4Ni2Mg2).
Aliajele binare Al-Mg sunt cele mai uoare aliaje de Al, cu rezistena mecanic destul
de ridicat, foarte bun rezisten la coroziune i achiabilitate excelent. Dei se elaboreaz
mai greu (avnd oxidabilitate mare) i au turnabilitate sczut, ele se preteaz la
confecionarea unei game de piese important e n industria aeronaval, chimic etc.
Aliajele Al-Zn, ntotdeauna aliate i cu Mg, Si sau Cu, au rezisten mecanic i la
coroziune reduse, sunt ceva mai grele, ns se elaboreaz uor i se toarn bine.
M1.U2.3.2. Aliaje de magneziu
Magneziul are cea mai mic greutate specific ( = 1,75 g/cm
3
) dintre toate metalele
utilizate n construcia de maini, dar rezistena i plasticitatea lui sunt reduse (turnat Rm s 10
daN/mm
2
, A=2 %, iar laminat, extrudat Rm = 1820 daN/mm
2
, A=5%). Cldura sa specific
este mic, conductivitatea electric mare i rezistena la coroziune foarte sczut; se topete la
650
o
C. Se folosete cu precdere la elaborarea aliajelor pentru turntorie sau deformabile
(laminabile). Aliajele de Mg sunt foarte uoare ( < 2 g/cm
3
), au o rezisten mecanic
suficient (Rm = 30 daN/mm
2
) i o bun rezisten la coroziune. Modulul lor de elasticitate
este sczut (E = 40005000 daN/mm
2
) i depinde de sarcin, piesele suferind n exploatare
deformri elastice relativ pronunate. Au rezisten la oboseal mai redus (dup cca.10
6
cicluri) dect aliajele de aluminiu.
Prelucrabilitatea lor prin deformare plastic la rece este sczut. Achiabilitatea acestor
aliaje este mai bun dect a oricror altora utilizate n construcia de maini. Sudabilitatea
aliajelor de Mg este satisfctoare, dar ele prezint tendina de fisurare la cald, motiv pentru
care n cazul pieselor mai mari se impune prenclzirea.
Aliajele laminabile au fie bune proprieti mecanice (aliajele Mg-Al-Zn, Mg-Zn-Cr),
fie rezisten la coroziune ridicat (aliajele Mg-Mn). Se utilizeaz sub form de profile sau
table pentru piese diverse.
Aliajele pentru turntorie au un coninut mai mare de elemente de aliere, care
conduc la obinerea de eutectic, mbuntind astfel turnabilitatea. Astfel aliajele Mg - Al -
Zn, dei au proprieti de turnare mai slabe, sunt ntrebuinate cu bune rezultate datorit
proprietilor mecanice ridicate i ndeosebi bunei rezistene la oc (rezilien ridicat).
Aliajele Mg - Mn (avnd Rm=2026daN/mm
2
, A=125% i 4050HB), posednd i
sudabilitate bun, sunt recomandate ndeosebi n cazurile n care este necesar stabilitate la
coroziune (pentru rezervoare, recipieni). Aliajele Mg - Zr sunt mult mai utilizate datorit
comportrii lor bune la oc i la fluaj (pn la temperaturi de 350
o
C, fa de 150
o
C, maxim
admisibil pentru celelalte aliaje).
Exemple
Aliajele pentru turntorie sunt utilizate pe scar larg n construcii aeronavale
(elice, trenuri de aterizare), pentru alte construcii foarte uoare, corpuri de pompe,
cartere - motor, aparate foto - optice i de birou etc.
25
S ne reamintim...
Magneziul are cea mai mic greutate dintre toate metalele utilizate n construcia de
maini, dar rezistena i plasticitatea lui sunt reduse. Cldura sa specific este mic,
conductivitatea electric mare i rezistena la coroziune foarte sczut; se topete la
650
o
C. Se folosete cu precdere la elaborarea aliajelor pentru turntorie sau
deformabile (laminabile).
M1.U2.4. Cupru i aliaje de cupru
Cuprul are importante caracteristici tehnice: plasticitatea bun la cald (la 700950
o
C)
i la rece, foarte ridicat conductivitate electric i termic, rezisten la coroziune (n aer i
gaze uscate, ap, vapori de ap supranclzii, unii acizi anorganici). Aceste proprieti
mecanice, mai bune dect ale aluminiului, sunt totui prea sczute, cuprul fiind utilizat n
construcia de maini numai sub form de aliaje (alame, bronzuri).
M1.U2.4.1. Alame
Alamele utilizate practic sunt aliajele cuprului cu pn la 45% Zn, avnd proprieti
mecanice i tehnologice suficient de ridicate, superioare celor ale cuprului, precum i o bun
stabilitate la coroziune. Diagrama parial a sistemului Cu-Zn, menionnd i unele date
asupra utilizrii i prelucrabilitii diferitelor alame, se prezint n figura M1.U2.1.
Fig. M1.U2.1 Sistemul Cu-Zn de interes practic
Alamele se pot clasifica dup mai multe criterii:
dup numrul de faze: monofazice i bifazice;
dup compoziie: obinuite (Cu+Zn) i speciale (Cu+Zn+elemente de aliere);
dup modul de prelucrare:pentru deformare plastic i pentru turntorie.
Alamele obinuite - sunt aliaje ale sistemului binar Cu-Zn, avnd doar elemente
nsoitoare.
26
Alamele speciale - conin i unele elemente de aliere (Sn, Mn, Al, Ni, Fe), care
mbuntesc unele caracteristici: Sn - max. 4% - mrete rezistena la rupere, la coroziune i
densitate; Mn - max. 4% - mrete rezistena la rupere, la coroziune i elasticitatea; Al - max.
4% - mrete rezistena la rupere, limita de curgere, densitatea, rezistena la coroziune, ns
determin creterea fragilitii; Ni - max.14% - mrete rezistena la rupere, elasticitatea,
alungirea, refractaritatea i rezistena la coroziune; Fe - max.3,5% - provoac finisarea
structurii, mrete tenacitatea i achiabilitatea. Dac coninutul de cupru depete 80%
aliajele se numesc TOMBAC-uri, materiale (sub form de table, benzi) foarte maleabile,
care ns se prelucreaz mai greu prin achiere. Alamele deformabile (tabelul M1.U2.2)
sunt prelucrate sub form de profile, table, benzi, evi, srme i bare destinate pieselor
prelucrate prin achiere.
Exemple
Alamele deformabile se utilizeaz pentru piese ca: uruburi (CuZn36 ...
CuZn43Pb2), buce, lagre achiate pe strunguri automate (CuZn36Pb1...
CuZn39Pb3), scaune de ventile, fusuri, inele i colivii de rulmeni (CuZn40Mn).
Tabelul M1.U2.2. Aliaje cupru - zinc (alame) deformabile
Grupa Mrci Cu [%] Grupa Mrci Cu [%]
Aliaje cupru-
zinc fr
plumb
Cu Zn 5
Cu Zn 10
Cu Zn 15
Cu Zn 20
Cu Zn 28
Cu Zn 30
Cu Zn 36
Cu Zn 37
Cu Zn 40
9496
8991
8486
7981
7173
68,571,5
6365
62 64
5962
Aliaje
cupru
zinc
speciale
Cu Zn 28 Sn 1
Cu Zn 31 Si
Cu Zn 36 Pb
Cu Zn 36 Al Mn Fe
Cu Zn 38 Pb 2 Mn 2
Cu Zn 39 Mn 1,5 Al
Cu Zn 39 Al4Mn3Fe
Cu Zn 39 Ni 3
Cu Zn 40 Mn 3,5
7073
6670
6365
5862
5760
5660
6063
5761
5358
Aliaje cupru
zinc cu
plumb
Cu Zn 36 Pb 1
Cu Zn 39 Pb 1
Cu Zn 39 Pb 2
Cu Zn 39 Pb 3
Cu Zn 40 Pb 0,8
Cu Zn 40 Pb 1
Cu Zn 43 Pb 2
6164
5760
5760
5759
5961
5961,5
5457
Alamele pentru turntorie se toarn de obicei n cochilie, n amestecuri de formare i
mai rar sub presiune.
S ne reamintim...
Alamele utilizate practic sunt aliajele cuprului cu pn la 45% Zn, avnd proprieti
mecanice i tehnologice suficient de ridicate, superioare celor ale cuprului, precum
i o bun stabilitate la coroziune.
M1.U2.4.2. Bronzuri
Aliajele cuprului cu o serie de elemente ca: Sn, Al, Pb, Si, Mn, Be, Ni .a. poart
numele de bronzuri. Aliajele Cu-Sn se numesc bronzuri obinuite, iar cele cu celelalte
elemente se numesc bronzuri speciale.
27
M1.U2.4.2.1. Bronzuri cu staniu
Interes tehnic prezint aliajele de Cu cu max. 25-30 % Sn, procentaj peste care devin
dure i fragile. Ele au n general proprieti mecanice bune, rezisten mare la coroziune
(mediu ambiant, abur uscat i umed, ap dulce i srat, gaze uscate etc.), turnabilitate i
laminabilitate bune. Bronzurile cu Sn se prelucreaz prin turnare (cel mai bine dintre toate
bronzurile) sau prin deformare plastic.
Bronzurile pentru turntorie, STAS 197/1-80, turnate n blocuri i STAS 197/2-76,
turnate n piese, conin 1014 % Sn, unele mrci fiind aliate cu Ni, Zn, Pb. Ele au o foarte
bun rezisten la uzare i la coroziune.
Bronzurile deformabile, STAS 96-76, conin 19 % Sn. n funcie de gradul de
ecruisare ele pot fi moi, semitari sau tari (arcuitoare).
M1.U2.4.2.2. Bronzuri cu aluminiu
Importan tehnic prezint aliajele de Cu cu max.1012 % Al. Ele au proprieti
mecanice net superioare celor cu Sn, bune proprieti tehnologice (mai ales turnabilitate),
rezisten foarte ridicat la coroziune. Bronzurile cu Al se prelucreaz fie prin turnare, fie prin
deformare plastic.
Bronzurile pentru turntorie conin 915 % Al, fiind ns n general complex aliate
(conin i Fe, Mn, Ni)
Brozurile deformabile sunt materiale sub form de bare, benzi, profile, evi (STAS
203-80), cu pn la 11 % Al, destinate prelucrrilor prin deformare plastic la rece - n urma
creia, prin ecruisare rezistena lor cret e mult - sau prin deformare plastic la cald.
Ele se utilizeaz pentru confecionarea de piese presate (scaune de supape, glisiere, tije
de pistoane), roi dinate, buce, flane etc.
M1.U2.4.2.3. Bronzuri cu plumb
Prezentnd un interval extrem de mare de solidificare (peste 700
o
C), o greutate
specific diferit a componenilor i insolubilitate a acestora, aliajul manifest o segregaie
puternic, ceea ce impune condiii speciale de turnare. Segregaia se combate prin adugare de
12% Ni i rcire forat. Aliajele Cu - Pb (de exemplu CuPb25, STAS 1512-75) au o
rezisten mecanic sczut (Rm=6 daN/ mm
2
), motiv pentru care la confecionarea lagrelor
- n general pentru presiuni mari i viteze reduse - se toarn de obicei sub form de straturi
subiri (0,40,7mm) ntr-o carcas din oel. Matricea bogat n Cu asigur duritate ridicat,
rezisten i conductivitate termic, iar granulele de Pb (insolubile) confer proprieti de
alunecare.
M1.U2.4.2.4. Bronzuri cu siliciu
Interes practic prezint aliajele Cu - Si la care coninutul de Si nu depete 45%,
deoarece peste acest procent scade plasticitatea. Aceste aliaje au nalt plasticitate la rece i la
cald, bune proprieti de turnare, nalte caracteristici mecanice i antifriciune, se sudeaz i se
lipesc foarte bine, sunt nemagnetice, i pstreaz n mare msur caracteristicile mecanice la
temperaturi joase, au bun rezisten la coroziune, n ap dulce, ap de mare, gaze uscate.
Exemple
Bronzurile cu siliciu se utilizeaz pentru piese obinute prin turnare de precizie
(buce, cuzinei) sau pentru elaborarea de srme, bare, table obinute prin
28
laminare, din care se execut piese diverse (uruburi, cleme, componente de
motoare aviatice etc.)
M1.U2.4.2.5. Bronzuri cu mangan
Acestea conin de obicei 515% Mn aflat n soluie cu Cu, au nalt plasticititate, i
pstreaz rezistena mecanic ridicat i la temperaturi mai nalte (pn la 400500
o
C), sunt
rezistente la coroziune.
Exemple
Bronzurile cu mangan se utilizeaz pentru confecionarea de armturi, ventile,
conducte pentru aburi. Un aliaj cu 20% Mn, 20% Ni, restul Cu, dup ecruisare i
mbtrnire, are Rm = 130 daN/mm
2
, A = 3% i 350450 HB, fiind foarte indicat
pentru arcuri exploatate la temperaturi nalte, organe de maini puternic solicitate
(roi dinate cilindrice, elicoidale, rulmeni cu bile, uruburi etc.).
M1.U2.4.2.6. Bronzuri cu beriliu
Acestea sunt aliaje de Cu cu 22,7% Be, bifazice, care se preteaz foarte bine
tratamentului termic de durificare prin precipitare. n urma acestuia, ele ajung la caracteristici
mecanice foarte ridicate i anume pn la Rm = 150 daN/mm
2
, A = 23% i 350450HB,
iar n cazul i a unor adaosuri de 0,20,5% Ni, pn la Rm = 180 daN/mm
2
i duritate
500HB. n stare clit aceste bronzuri sunt plastice (A=3035%), se prelucreaz uor prin
presare i achiere, au sudabilitate corespunztoare i bun rezisten la coroziune.
Exemple
Datorit caracteristicilor mecanice foarte ridicate (Rm, duritate, limita de
elasticitate constant pn la 300
o
C, rezistena la oboseal de ~220 daN/mm
2
la
10
6
cicluri - superioar tuturor aliajelor de Cu avnd proprieti de arcuire,
rezisten la uzare), precum i ca urmare a stabilitii lor la coroziune, aceste
materiale sunt utilizabile pentru confecionarea arcurilor speciale (membrane,
diafragme), a pieselor de maini (de ex. pompe) puternic solicitate, inclusiv la
ocuri i la coroziune, a instrumentelor de precizie, uneltelor i sculelor
antiexplozive (prin lovire nu produc scntei).
M1.U2.4.2.7. Bronzuri cu nichel
Aceste aliaje se caracterizeaz printr-o rezisten bun la rupere, elasticitate ridicat, o
foarte bun alungire, maleabilitate i rezisten la coroziune. Aliajele utilizate curent n
tehnic sunt: aliaje cu 20% Ni - foarte plastice, rezistente la coroziune i temperaturi nalte;
aliaje cu 25% Ni - aliaje pentru monede, de culoare alb; aliaje cu 32% Ni (Nichelina) i
4045% Ni (Constantanul), cu rezistivitate electric mare, folosite ca rezistene n
electrotehnic. Aliajele Cu-Ni-Zn (4065% Cu, 1025% Ni, 2030% Zn), cunoscute sub
denumirea de alpaca, se caracterizeaz prin rezisten mare la coroziune, plasticitate foarte
bun, putndu-se prelucra prin deformare la rece i la cald, dar i prin turnare.
Exemple
Aceste aliaje (de ex. CuNi18Zn20, CuNi15Zn22) sunt utilizate pentru piese de
aparate i instrumente de msur, rezistene electrice, ceasornicrie, obiecte de
art, tacmuri etc.
29
M1.U2.5. Zinc i aliaje de zinc
Zincul are ca principal caracteristic stabilitatea chimic foarte ridicat n atmosfera
ambiant i n ap, ca urmare a formrii unei pelicule de oxid, protectoare. Totodat, el se
toarn foarte bine, se poate lamina uor n table, benzi, srme (avnd astfel Rm = 1216
daN/mm
2
, A = 3540 % i duritatea 3535 HB), se poate suda i lipi. Se utilizeaz ca strat
de protecie a unor produse din oel, ca anozi pentru elemente galvanice, la fabricarea ZnO i
la elaborarea aliajelor. Principalele elemente de aliere sunt Al i Cu, existnd att aliaje de Zn
pentru turntorie, ct i deformabile. Rezistena la oboseal a aliajelor de Zn este de 79
daN/mm
2
la 20x10
6
cicluri. Fiind susceptibile la fluaj chiar la temperatura normal, ele sunt
utilizabile doar la temperaturi cuprinse ntre 080
o
C.
Studiindu-se materialele prezentate n aceast unitate de nvare, se vor alege
cele potrivite pentru executarea urmtoarelor piese:
roat dinat mediu solicitat din punct de vedere mecanic, elaborat prin
turnare, cu rezisten la uzare i la coroziune;
lagr cu alunecare (cuzinet), funcionnd la turaii ridicate i presiuni
sczute, elaborat prin turnare, cu rezisten la uzare i la coroziune;
carcas pentru cutie de viteze, cu greutate redus, mediu solicitat mecanic
pn la temperaturi de 280
0
C, cu greutate redus;
rezervor pentru avion, cu greutate redus, mediu solicitat din punct de
vedere mecanic la temperaturi de -25
0
C...+120
0
C, rezistent la coroziune, elaborat
prin deformare plastic la rece (ambutisare).
M1.U2.6. Rezumat
Aluminiul i aliajele sale precum i magneziul i aliajele sale, datorit
greutii specifice reduse, fac parte din grupa materialelor uoare. Aliajele de
aluminiu pot fi prelucrate prin turnare sau deformare plastic, avnd o
rezisten mecanic bun, rezisten la coroziune ridicat, etc.
Aliajele de magneziu sunt foarte uoare, au o rezisten mecanic suficient i
o bun rezisten la coroziune, au conductivitate electric mare i se
prelucreaz foarte bine prin achiere.
Cuprul are importante caracteristici tehnice: plasticitatea bun la cald i la
rece, foarte ridicat conductivitate electric i termic, precum i rezisten la
coroziune. Alamele sunt aliajele cuprului cu pn la 45 % Zn, avnd
proprieti mecanice i tehnologice suficient de ridicate, superioare celor ale
cuprului, precum i o bun rezisten la coroziune. Aliajele cuprului cu o serie
de elemente ca: Sn, Al, Pb, Si, Mn, Be, Ni .a. poart numele de bronzuri.
Aliajele Cu-Sn se numesc bronzuri obinuite, iar cele cu celelalte elemente se
numesc bronzuri speciale.
Zincul este foarte rezistent la coroziune, se toarn foarte bine, se poate lamina
uor n table, benzi, srme, se poate suda i lipi. Datorit excelentei
turnabiliti, aliajele de Zn sunt dintre puinele aliaje grele folosite ca
materiale cu larg utilizare, solicitate preponderent mecanic, n construcia de
maini.
30
M1.U2.7. TEST DE EVALUARE A CUNOTINELOR
1. Siluminurile sunt:
2. Achiabilitatea duraluminiului este:
a) sczut c) foarte bun
b) bun
3. Alamele sunt aliaje:
a) Cu-Sn c) Cu-Al
b) Cu-Zn
4. Bronzurile sunt aliaje:
a) Cu-Al c) Cu-Sn
b) Cu-Mg
5. Cele mai uoare aliaje de aluminiu sunt:
a) aliajele binare Al-Mg c) aliajele binare Al-Zn
b) aliajele binare Al-Cu
6. Ce aliaj este cunoscut sub denumirea de alpaca:
a) Cu-Ni-Zn c) Mg-Cu-Zn
b) Cu-Al-Mg
7. Principalele elemente de aliere ale zincului sunt:
a) Al i Cu c) Mg i Cu
b) Al i Mg
a) aliaje binare Al-Si c) aliaje binare Si-Cu
b) aliaje binare Al-Cu
31
Unitatea de nvare M1.U3. Materiale sinterizate i materiale compozite
Cuprins
M1.U3.1. Introducere ................................ ................................ ................................ ......... 31
M1.U3.2. Obiectivele unitii de nvare ................................ ................................ ........... 31
M1.U3.3. Materiale sinterizate ................................ ................................ ........................... 32
M1.U3.4. Rezumat ................................ ................................ ................................ .............. 41
M1.U3.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 42
M1.U3.6. Materiale compozite ................................ ................................ ............................ 42
M1.U3.6.1. Materiale compozite armate cu fibre ................................ ......................... 43
M1.U3.6.2. Materiale compozite disperse ................................ ................................ .... 47
M1.U3.6.2. Materiale compozite stratificate ................................ ................................ 47
M1.U3.7. Rezumat ................................ ................................ ................................ .............. 47
M1.U3.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 48
M1.U3.1. Introducere
Materialele sinterizate se obin prin procedeele metalurgiei pulberilor, care
dau posibilitatea de a se asocia ntre ele metale foarte diferite sau alte tipuri de
materiale. Astfel, materialele sinterizate au proprieti deosebite fa de celelalte
materiale i utilizarea lor n construcia de maini este ntr -o continu cretere.
Materialele compozite sunt materiale cu proprieti anizotrope, formate din
mai multe componente, a cror organizare i elaborare permit folosirea
caracteristicilor celor mai bune ale componentelor, astfel nct materialul rezultat
s posede proprieti finale generale, superioare componentelor din care este
alctuit.
M1.U3.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate principalele proprieti i
domeniile de utilizare ale materialelor sinterizate precum i proprietile
principale, structura, organizarea intern i domeniile de utilizare ale materialelor
compozite.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
descrie procesul tehnologic de obinere a pieselor sinterizate;
prezinte avantajele i dezavantajele metalurgiei pulberilor;
prezinte proprietile pieselor sinterizate i s descrie particularitile
tehnologiei de obinere a pieselor din pulberi astfel nct s se evite apariia
defectelor i uzura prematur;
identifice domeniile de utilizare ale pieselor din pulberi metalice;
prezinte principalele proprieti ale materialelor compozite;
descrie structura materialelor compozite;
prezinte rolul matricei i s clasifice materialele de ranforsare utilizate;
identifice domeniile de utilizare ale pieselor din materiale compozite.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
32
M1.U3.1. Materiale sinterizate
Se obin prin procedeele metalurgiei pulberilor (figura M1.U3.1.), care dau
posibilitatea de a se asocia metale foarte diferite ntre ele sau metale i mat eriale ceramice.
Fig. M1.U3.1. Procedeul metalurgiei pulberilor
Procesul tehnologic de fabricaie a produselor sinterizate este fundamental deosebit de
tehnologia metalurgiei clasice, unde semifabricatele obinute prin turnarea metalelor i
aliajelor topite, sunt prelucrate prin laminare, forjare, matriare i achiere complex pe maini
- unelte, ajungnd astfel pn la piesele finite printr-un numr mare de operaii, costisitoare i
de lung durat.
Prin metalurgia pulberilor, piesele sunt obinute fr ca metalele i aliajele s treac
prin faza topit, se obin direct formele, dimensiunile i calitatea cerute, se realizeaz
economii de timp i manoper, gradul de utilizare a metalelor este aproape 100 %, iar
pierderile energetice se reduc cu aproape 15 %.
Piesele obinute prin sinterizare au o compoziie precis i uniform, cu o mare
constan a proprietilor. Pot fi obinute materiale i produse metalice care nu pot fi elaborate
prin procedeele clasice, cum sunt wolframul i alte metale greu fuzibile, pseudoaliajele
wolfram-cupru i wolfram-cupru-argint (pentru contacte electrice sinterizate), materialele
poroase pentru filtre i lagre autolubrifiante etc.
innd cont de costul actual nc ridicat al pulberilor, al matrielor i de dificultile
privind lucrul n medii gazoase, fabricaia este economic numai la numr mare de piese
33
sinterizate (peste 10.000 buc.). De asemenea, ea este limitat de configuraia i dimensiunile
reperelor (seciuni maxime de cca.150200 cm
2
), realizabile la formare (presare) cu presele
de putere obinuit.
Rezistena materialelor sinterizate feroase este comparabil cu cea a fontelor cenuii,
metalelor uoare i aliajelor lor (Al, Mg) sau a oelurilor carbon (nealiate) i depinde n
principal de porozitate. Aceasta intervine att ca un factor de micorare a seciunii efective ct
i ca un concentrator de tensiune, diminund n deosebi alungirea i reziliena pieselor
sinterizate, care prezint astfel, n general, accentuat fragilitate. Piesele mai puin solicitate i
fr pretenii mari de precizie, cu densitate pn la 6,56,8 g/cm
3
, se obin prin simpla
presare i sinterizare. Pentru obinerea pieselor cu poroziti sub 10 % (densiti peste 6,87
g/cm
3
), respectiv de mare rezisten i precizie, se aplic procedeul dublei presri i
sinterizri, al impregnrii, calibrarea etc. Rezistena pieselor sinterizate mai poate fi ridicat i
printr-o serie de elemente de aliere - ndeosebi C (0,41 %), Cu, Ni (ambele sub 5 %), Mo,
Cr etc. - precum i prin tratamente.
Numeroase oeluri sinterizate, nealiate sau aliate (din pulberi prealiate sau amestecuri
de componente), cnd li se cer foarte nalt rezisten i duritate, nu ns i ductilitate, sunt
utilizate tratate termic.
n funcie de domeniul de utilizare i de scopul urmrit, la materialele sinterizate pot fi
uor realizate proprieti specifice i noi asocieri ale acestora:
proprietatea de autolubrifiere, nsoit de un coeficient de frecare redus i de o
funcionare silenioas la materialele antifriciune;
un coeficient de frecare mare, rezisten bun la uzare i o conductivitate termic
foarte bun la materialele de friciune;
o duritate i o rezisten la uzare deosebit de mari (chiar la temperaturi foarte
ridicate) la aliajele dure sinterizate din construcia sculelor;
o rezistivitate electric mic, o rezisten la coroziune foarte bun la materialele de
contacte electrice etc.
La unele produse, dup operaia de sinterizare se mai aplic una sau dou operaii
complementare cu scopul de a mbunti unele proprieti ale materialului sinterizat:
calibrare, care const ntr-o presare n matrie de calibrare; se aplic atunci cnd se
cere o precizie dimensional foarte mare;
mbibare cu lubrifiani lichizi a pieselor sinterizate poroase; se aplic n special
pentru obinerea proprietii de autolubrifiere a lagrelor;
achiere, utilizat numai la produse unicat sau de serie mic din dou motive:
preul de cost crete, iar calitatea suprafeei i porozitatea sunt influenate negativ. Se
recomand folosirea sculelor din aliaje dure sinterizate, din policristale de diamant sintetic
(pentru materiale neferoase) sau din policristale de nitrur cubic de bor (pentru materiale
feroase). Se recomand de asemenea, viteze de achiere mari (80300 m/min) i avansuri
mici (sub 0,03 mm/rot). Se va face rcirea cu aer comprimat i nu cu lichide de rcire, care
pot ptrunde n porii materialului prelucrat. Rectificarea suprafeelor pieselor sinterizate nu se
recomand deoarece granulele dure abrazive intr n porii produsului sinterizat.
tratamente termice: n principiu se pot aplica toate tipurile de tratamente termice i
termochimice cunoscute, care sunt compatibile cu compoziia i structura iniial a aliajului
sinterizat.
34
infiltrare cu metale sau aliaje topite; permite obinerea unor produse cu o
porozitate minim (compactitatea putnd fi majorat pn la 98,9%) i proprieti mecanice
deosebit de bune.
Domeniile de utilizare ale materialelor sinterizate sunt foarte largi, n concordan cu
proprietile deosebite care au fost prezentate anterior. Dintre numeroasele domenii de
utilizare, se prezint n continuare cteva exemple de materiale i grupe de produse obinute
prin sinterizare.
Cuzinei poroi autolubrifiani
Dintre produsele poroase sinterizate, cele mai importante i foarte larg utilizate sunt
cuzineii autolubrifiani, fabricai pe baz de pulberi de fier sau bronz. Prin impregnarea cu
ulei a porilor, care pot ajunge pn la 30 % din volumul piesei, se asigur caracteristici
funcionale deosebit de bune: un coeficient de frecare redus, o rezisten bun la uzare i
tendin mic la gripare, o ntreinere foarte uoar, o funcionare silenioas i o nsemnat
economie de lubrifiant. n timpul funcionrii lagrului, o parte din uleiul acumulat n porii
bucei autolubrifiante ajunge ntre suprafeele de alunecare i acolo asigur o ungere foarte
bun. Astfel, aceste lagre pot lucra fr nici o ungere suplimentar mii de ore, respectiv o
perioad de mai muli ani. Cuzineii poroi sinterizai, fiind ieftini i putnd lucra ani de zile
fr nici o supraveghere sau ntreinere, chiar i n medii cu impuriti, au reuit s nlocuiasc
n multe domenii rulmenii scumpi i mult mai sensibili (figura M1.U3.2.)
Fig. M1.U3.2. Soluii constructive pentru cuzinei poroi autolubrifiani
1 - buc sinterizat mbibat n ulei; 2 - inel de psl mbibat n ulei
Valoarea coeficientului de frecare la aceste lagre este n limitele 0,04 ... 0,1. La
condiii mai grele de ncrcare trebuie asigurat i aici o ungere suplimentar, iar dac sunt i
solicitri termice mai deosebite, se adaug un lubrifiant solid (grafit, MoS2 etc.). Materialele
sinterizate obinuite, cu baza de fier, au o porozitate de 18...30 % i conin 0,5...1,5 % grafit i
3...12 % cupru. Cele pe baz de cupru sunt bronzuri sinterizate cu circa 1 % grafit.
Exemple
Dintre domeniile mai importante de utilizare se amintesc: lagre mai puin
ncrcate ale automobilelor, avioanelor, mainilor - unelte i ale mainilor agricole;
lagrele mainilor textile i ale industriei alimentare, ale motoarelor electrice de
mic putere, ale mainilor de birou i aparatelor de mecanic fin, precum i toate
lagrele magnetofoanelor, casetofoanelor, picupurilor, mainilor de splat rufe,
usctoarelor de pr, ale altor aparate i maini cu larg utilizare.
35
S ne reamintim...
Materialele sinterizate se obin prin procedeele metalurgiei pulberilor.
pot fi uor realizate proprieti specifice i noi asocieri ale acestora;
piesele au o compoziie precis i uniform, cu o mare constan a
proprietilor;
pot fi obinute materiale i produse metalice care nu pot fi elaborate prin
procedeele clasice;
piesele sunt obinute fr ca metalele i aliajele s treac prin faza topit;
rezistena materialelor sinterizate feroase este comparabil cu cea a fontelor
cenuii, metalelor uoare i aliajelor lor.
1. Utilizndu-se informaiile prezentate anterior se vor alege dintr-un numr de
piese prezentate acelea care au fost realizate prin tehnologia pulberilor.
Nr. crt. Mrimea seriei de fabricaie, buc/an] Masa net, [kg]
Fig.1 10000 0,4
Fig.2 500 2
Fig.3 1000 0,4
2. Pentru urmtoarele repere se va modifica forma constructiv astfel nct
acestea s se poat realiza prin tehnologia pulberilor i se va preciza dac
celelalte condiii tehnice sunt conforme cu tehnologia pulberilor:
Fig. 1
Fig. 2
Fig. 3
36
Filtre i electrozi poroi sinterizai
Filtrele sunt produsele sinterizate de mare porozitate, utilizate pentru filtrarea
diferitelor lichide i gaze, ca plci repartitoare pentru paturi fluidizate i n transportul
pneumatic, precum i ca plci opritoare de flacr i de explozii n instalaiile de sudare i n
alte domenii. Ele au o porozitate fin i uniform, reglabil dup dorin ntre limite foarte
largi (25...50 %) prin modificarea tehnologiei de fabricaie, prezint avantajele unei rezistene
mecanice foarte bune, a unei rezistene la temperaturi ridicate, iar dac sunt fabricate din
metale i aliaje adecvate, se asigur i o rezisten corespunztoare la coroziune. De obicei
sunt fabricate din pulberi de bronz cu granule sferice, iar pentru utilizri deosebite, di n pulberi
de oel, de oel inoxidabil, monel, nichel, wolfram, molibden etc. n ultimul timp au fost
utilizate i pulberi cu forma granulelor neregulat sau din fibre metalice, realizndu-se
poroziti de 70 % i chiar mai mari, n detrimentul rezistenei mecanice i a uniformitii
porilor.
Electrozii poroi au devenit de nenlocuit n fabricarea bateriilor de acumulatoare i a
pilelor electrice moderne. Sunt fabricai sub form de plci subiri, cu grosimea, de obicei, sub
1 mm. Natura pulberilor metalice utilizate depinde de compoziia electrolitului, cele mai
folosite fiind pulberile de nichel i de argint cu granulaia de ordinul a 2...10 m. Aceti
electrozi metalici pot avea o porozitate foarte mare, pn la 70 %.
Piese feroase i neferoase sinterizate, pentru maini
O mare varietate de piese de rezisten pentru construcia de maini i aparate sunt
fabricate din pulberi metalice, fiind urmrit alegerea corespunztoare a parametrilor de
fabricaie, reducerea la minimum a porozitii, pentru asigurarea unor proprieti mecanice
ridicate. n primul rnd la aceste produse sinterizate se aplic metode de mbuntire a
preciziei i a rezistenei mecanice (utilizarea unor pulberi de calitate superioar, optimizarea
tuturor parametrilor de presare i de sinterizare, dubl presare, calibrare, aliere, tratamente
termice, infiltrare cu alt metal topit etc.), deschiznd largi i noi domenii de utilizare n special
materialelor sinterizate feroase.
n figura M1.U3.3. se dau comparativ cteva exemple de forme raionale i
tehnologice, n raport cu soluii greite i netehnologice.
Exemple
Cei mai mari consumatori de piese sinterizate sunt industria de automobile (peste
50%), industria pentru utilajele electrocasnice (20%) i de maini de birou (10%).
Fabricarea acestor piese este deosebit de rentabil dac ele nu au dimensiuni prea
mari (masa lor fiind n majoritatea cazurilor sub 1 kg i numai rareori peste 2 kg)
i se cer ntr-un numr ct mai mare, de ordinul zecilor i sutelor de mii sau chiar
al milioanelor de buci pe an. Piesele tipice sunt: buce, came, prghii, came cu
sector dinat, roi dinate cilindrice i conice, roi de lan, palete, pistoane i
segmeni de pistoane pentru motoare i compresoare, etc.
Materiale de friciune din pulberi metalice
Utilizate la discurile frnelor i ambreiajelor moderne, de mare capacitate i cu volum
(gabarit) ct mai redus, materialele de friciune sinterizate asigur un coeficient de frecare
ridicat, o bun conductivitate termic, o rezisten mare la uzare, un coeficient mic de dilatare
i suport temperaturi foarte nalte, ceea ce garanteaz obinerea unor rezultate deosebit de
37
bune i constante n exploatare. Aceste materiale complexe, cu baza de fier, cupru sau bronz,
conin pn la 35% componeni nemetalici (grafit, SiO2, Al2O3, carbur de siliciu, azbest
etc.). Porozitatea dup sinterizare este de 12...20 %, iar coeficientul de frecare variaz ntre
0,15...0,50 la o frecare uscat. Stratul de friciune se aplic pe suportul de t abl de oel,
grosimea stratului sinterizat de friciune fiind mic, de 0,25...2 mm pentru lamelele
ambreiajelor electromagnetice i frnelor de avion i de 2...8 mm pentru autovehicule terestre.
Se mai folosesc i materiale de friciune pe baz de cermei, de tipul oxizilor, asociai cu Cr,
Mo i Ni.
Fig. M1.U3.3. Piese sinterizate pentru maini
Aliaje dure sinterizate i plcue mineraloceramice
Aceste materiale, fabricate de obicei din granule de carbur de wolfram i de titan,
aglomerate de ctre cobaltul introdus ca liant la sinterizare, avnd o duritate deosebit de mare,
o rezisten foarte mare la uzare i suportnd fr deteriorare temperaturi deosebi t de ridicate,
chiar peste 1000
o
C, se utilizeaz pe scar larg la armarea sculelor achietoare (figura
M1.U3.4.), a sapelor de foraj, la fabricarea matrielor de presare sau de deformare plastic, la
fabricarea tanelor de mare productivitate, a filierelor de trefilare (figura M1.U3.5.), duzelor
n instalaiile de sablaj, la fabricarea balanelor, a instrumentelor de msur i control i n
multe alte domenii.
Datorit pstrrii duritii mari i a capacitii de achiere chiar la temperaturi foarte
nalte, sculele achietoare armate cu plcue din aliaje dure sinterizate sunt net superioare
celor din oel carbon, oel rapid sau aliat i permit realizarea unor viteze de achiere deosebit
de mari, productivitatea prelucrrilor prin achiere crescnd foarte mult. Totodat au devenit
38
astfel prelucrabile prin achiere o serie de materiale foarte dure. Cu creterea coninutului de
cobalt scade duritatea i se mrete rezistena la rupere la ncovoiere i tenacitatea, proprieti
cerute la materialele de armare (cptuire) a matrielor i a sculelor de lovire.
Marele avantaj al acestor plcue achietoare mineraloceramice este c i pstreaz
mai bine duritatea i proprietile mecanice la temperaturi foarte ridicate de 1000...1100
o
C
comparativ cu aliajele dure sinterizate pe baz de carburi, dar au o rezisten la ncovoiere mai
mic. Din acest motiv cer o fixare pe corpul de oel al cuitului realizat cu mare grij i
alegerea unei soluii constructive a sculei care s garanteze n timpul achierii apariia
solicitrilor mai mult la compresiune i ct mai puin la ncovoiere (figura M1.U3.4.).
Fig. M1.U3.4. Scul achietoare cu plcu
mineralo-ceramic
1- corp cuit
2- bol excentric
3- suport plcu
4- plcu mineralo-ceramic
amovibil
Fig. M1.U3. 5.Filier de trefilare din aliaj dur
sinterizat, presat n carcas de oel
Scule diamantate sau cu nitrur cubic de bor
Dintre toate materialele cunoscute, diamantul are duritatea cea mai mare, dar este i cel
mai scump, indiferent dac este natural sau artificial. Sculele diamantate pentru condiii de
lucru uoare se pot fabrica prin nglobarea granulelor de diamant n liani organici, rini
sintetice, cauciuc dur etc.
Sculele diamantate fabricate cu liant metalic sau de aliaje dure sinterizate au o
comportare excepional de bun i n cele mai severe condiii de exploatare, ca de exemplu n
procesele de foraj de mare adncime i n roci foarte dure, de tiere a marmurei, a pietrelor,
rocilor i materialelor ceramice, de prelucrare prin rectificare i lefuire a acestor materiale
dure, precum i a aliajelor metalice foarte dure i a aliajelor dure sinterizate pe baz de
carburi.
La sculele diamantate sinterizate, n vederea asigurrii proprietilor de ansamblu ct
mai bune, granulele de diamant trebuie prinse ntr-o mas de baz care s satisfac
urmtoarele condiii: s nu se uzeze prea repede, s nu permit smulgerea granulelor de
diamant nainte ca acestea s-i piard capacitatea de achiere; s nu colmateze suprafaa de
lucru; s aib un coeficient de dilatare egal sau ct mai apropiat de cel al diamantului. Se pot
folosi n acest scop aliaje sinterizate pe baz de cupru, de fier sau wolfram i molibden, dar
condiiilor de mai nainte le rspund n cea mai mare msur aliajele dure sinterizate pe baz
de carbur de wolfram, respectiv de titan, cu liant de cobalt sau de nichel.
39
Exemple
Pentru discurile de rectificat i de lefuit, respectiv de lustruit, se poate folosi, de
exemplu, un amestec de pulbere de aliaj dur cu o compoziie de 70% carbur de W
i 20% pulbere de Ni, la care se mai adaug 10% pulbere de diamant cu granulaia
de 10...60 m urmat de o omogenizare ngrijit. Amestecul se preseaz i apoi se
sinterizeaz ntre 1400...1550
o
C, sau se aplic tehnologia presrii la cald n matrie
de grafit la presiuni apropiate de 0,1 KN/cm
2
i la temperaturi de 1100...1200
o
C,
cu o durat foarte scurt de meninere, de 20...40s.
Folosirea diamantului sau a nitrurii cubice de bor sub form de monocristale este
limitat, datorit dimensiunilor reduse ale acestora; ea este economic doar la confecionarea
sculelor abrazive. Pentru realizarea i a altor tipuri de scule achietoare se folosesc materiale
extradure care au la baz diamantul sau nitrura cubic de bor (NCB), dar sub form de
policristale, proprietile acestora fiind apropiate de cele ale cristalelor.
a) Policristalele pe baz de diamant folosesc diamantul natural sau artificial sub
form de granule cu mrimi de ordinul 0,10,02 mm, fie sinterizate ntr-o mas de liant
metalic (cobalt), fie sinterizate sub forma unui strat de 0,50,7 mm pe un suport de
amestecuri de carburi metalice sau chiar sinterizat sub form de pastile (figura M1.U3.6.).
Fig. M1.U3.6.Sinterizarea plcuelor din policristale de diamant
Sinterizarea se face la presiuni de ordinul a 7x10
3
Mpa i temperaturi de ordinul a
20002300
o
C. Comparativ cu diamantul natural, plcuele din policristale de diamant au o
duritate sporit, datorit, n special, compactitii muchiei achietoare, care provine din efectul
combinat al structurii omogene a stratului de policristal i al rezistenei suportului de carbur
metalic sinterizat.
b) Policristalele pe baz de nitrur cubic de bor (NCB) au la baz cristale cubice
ale nitrurii cubice de bor i se realizeaz prin sinteza industrial a nitrurii de bor hexagonale
folosind diveri catalizatori metalici. Condiiile de sinterizare sunt asemntoare ca i n cazul
celor pe baz de diamant.
Proprietatea de a fi inerte fa de materialele cu coninut de carbon i fier, la
temperaturi de pn la 10001400
o
C le fac foarte utile, n special la prelucrarea materialelor
cu grad sczut de prelucrabilitatea. De asemenea, cercetrile au demonstrat rezistena ridicat
a policristalelor de NCB la ocuri termice.
Materiale refractare sinterizate
Aceste materiale, utilizate n tehnica modern pe o scar din ce n ce mai larg sub
form de srme, table, piese tanate i ambutisate, respectiv piese fasonate, trebuie s
satisfac o serie de condiii dintre cele mai grele: s aib o temperatur de topire ct mai
ridicat; s-i pstreze proprietile mecanice bune, sau cel puin acceptabile, i la temperaturi
40
chiar foarte nalte; s prezinte o stabilitate bun la recristalizare, respectiv s aib temperatura
de recristalizare la valori ct mai ridicate; s prezinte o bun rezisten la oxidare n cazul
temperaturilor de regim foarte ridicate; s prezinte o limit de fluaj ridicat chiar la
temperaturi deosebit de ridicate; s suporte bine ocurile termice; s aib, pe ct posibil, o
densitate mai mic, mai ales dac aceste produse sunt folosite n construcia de avioane,
rachete sau de nave cosmice.
Materialele care satisfac aceste cerine severe, pot fi grupate n trei categorii:
a) metale greu fuzibile ca W, Mo, Ta, Nb etc., precum i aliajele acestora;
b) materiale refractare pe baz de carburi, boruri, nitruri, siliciuri i ali compui cu
temperatura de topire foarte nalt;
c) materiale pe baz de oxizi metalici greu fuzibili i liani metalici, cunoscui sub
denumirea de cermei (Al2O3-Fe, Al2O3Ni, Al2O3-Cr, Al2O3+Cr2O3-Mo, Al2O3-W,
Al2O3-Al i altele).
Exemple
Materialele refractare, rezistente la temperaturi foarte nalte, stau la baza
fabricrii unei serii ntregi de produse i piese care ocup poziii cheie n
numeroase domenii ale tehnicii i tehnologiei moderne, cum sunt: filamentele,
grilele, anozii i catozii din becuri, lmpi cu mercur, lmpi cu vapori de sodiu,
tuburi fluorescente, tuburi electronice, tuburi pentru raze X etc; elementele de
nclzire a cuptoarelor speciale pentru temperaturi foarte ridicate; duzele de
ejectare a gazelor fierbini n motoarele cu reacie i sistemele de propulsie a
rachetelor, respectiv navelor cosmice; paletele de turbine rezistente la gaze cu
foarte nalte presiuni i temperaturi etc.
Contacte electrice i perii colectoare din pulberi
Cea mai mare parte a materialelor pentru contactele electrice se fabric prin procedeele
metalurgiei pulberilor. Folosind metodele clasice de topire i turnare este practic imposibil
realizarea unei serii de astfel de materiale, deoarece componentele respective nu se aliaz
ntre ele. Din amestecurile potrivite ale componentelor sub form de pulbere, prin presare i
sinterizare se pot realiza, n schimb, relativ uor combinaii i pseudoaliaje ntre metale i
metaloizi, respectiv oxizi, cum sunt materialele pe baz de Cu-grafit, bronz-grafit, W-Cu, W-
Ag, Mo-Ag, W-Re, Ag-Ni, Ag-CdO etc. Aceste combinaii satisfac simultan i n mare
msur att cerinele unei mari conductiviti electrice i termice, ct i cerinele unei mari
rezistene la deteriorare prin eroziune electric i coroziune. Elaborarea acestor materiale i
produse se poate realiza pe dou ci: prin amestecarea pulberilor corespunztoare i ntr-o
proporie optim, urmat de o presare i o sinterizare, sau prin sinterizarea unui semifabricat
poros din componentul metalic greu fuzibil i umplerea ulterioar prin impregnare a porilor
acestuia cu componentul uor fuzibil, aflat n stare topit.
a) Contactele electrice de rupere, care servesc la deschiderea i nchiderea periodic
a circuitelor electrice, asociaz proprietile caracteristice i favorabile ale wolframului
(eroziune minim, duritate mare, transport redus de material de la un contact la altul, tendin
redus la sudare, rezisten foarte bun la uzare etc.), cu cele ale argintului sau cuprului
(conductivitate electric i termic ridicat, oxidare lent etc.).
Contactele Ag-Ni, care fac parte tot din grupa pseudoaliajelor, sunt fabricate prin
presarea amestecului corespunztor de pulberi n form de bare, care dup sinterizare sunt
41
prelucrate mai departe fie prin forjare rotativ i trefilare, fie prin extrudare urmat de trefilri
succesive, pentru a obine srme cu diametrele cuprinse ntre 1...5 mm.
Contactele Ag-CdO, folosite pe o scar deosebit de larg au proprieti deosebit de
favorabile. Oxidul de cadmiu foarte dispersat n material, mrete rezistena la eroziune
electric, micoreaz mult tendina de sudare a contactelor i favorizeaz stingerea rapid a
arcului electric la deschiderea circuitului.
b) Contacte electrice glisante, la care prile n contact alunec una peste alta, trebuie
s aib o bun rezisten la coroziune i eroziune electric, rezisten mare la uzare, rezisten
la aciunea distrugtoare a arcului electric, conductivitate electric i termic ct mai bun,
tendin redus de a produce scntei i un coeficient mic de frecare. Materialele sinterizate
metal-grafit au un coninut de 5...7 % grafit, 0...10 % Sn, 0...12 % Zn, 0...10 % Pb i restul
cupru electrolitic de mare puritate. Mrirea cantitii de grafit i a adaosului de Pb
amelioreaz condiiile de alunecare.
Exemple
Pentru periile glisante pe firul de cale al troleibuzelor pot fi folosite cu succes
materiale sinterizate din 95 % pulbere de fier i 5 % grafit, cu o porozitate final
de 25...30 %, care apoi se umplu prin infiltrare cu sulf topit.
Materiale magnetice sinterizate
Prin metalurgia pulberilor se pot elabora toate tipurile de materiale magnetice,
tehnologia prezentnd o serie de avantaje importante: utilizarea unor pulberi de mare puritate
i cu o granulaie foarte fin, respectarea precis a compoziiei prescrise optime, realizarea la
produs a unei structuri foarte fine i omogene, obinnd totodat i proprieti mecanice i
tehnologice bune.
a) Materiale magnetice moi sunt fabricate din pulberi fine de fier de mare puritate,
sau din amestecuri de pulberi de Fe-Ni, Fe-Si, Al-Si-Fe i altele, obinnd aliaje de diferite
compoziii.
b) Materiale magnetice dure au, n general, o structur eterogen, fazele magnetice
fin dispersate aflndu-se ntr-o matrice nemagnetic. Cele mai rspndite aliaje cu mare for
coercitiv pentru magnei permaneni au un coninut ridicat de Ni i Co, fcnd parte din
sistemele Fe-Al-Ni (numite "Alni") i Fe-Al-Ni-Co (numite "Alnico"). Mai nou au o
importan din ce n ce mai mare materialele magnetice pe baz de cobalt i pmnturi rare
(de exemplu cu samariu, SmCo5), avnd o energie magnetic pe unitate de mas i unitatea de
pre mult mai ridicat fa de alte aliaje magnetice. Astfel a devenit posibil o miniaturizare
avansat a micromotoarelor, instrumentelor de msurare, calculatoarelor i a altor produse
electrotehnice i electronice.
Alte produse sinterizate: Materiale compozite armate cu fibre de mare rezisten,
prezint proprieti fizice i mecanice deosebit de bune, oeluri rapide de nalt performan
etc.
M1.U3.4. Rezumat
Piesele sinterizate sunt obinute fr ca metalele i aliajele s treac prin faza
topit, se obin direct formele, dimensiunile i calitatea cerute, se realizeaz
economii de timp i manoper, gradul de utilizare a metalelor este aproape 100
%, iar pierderile energetice se reduc cu aproape 15 %.
42
Piesele sinterizate au o compoziie precis i uniform, cu o mare constan a
proprietilor; pot fi obinute materiale i produse metalice care nu pot fi
elaborate prin procedeele clasice.
Rezistena materialelor sinterizate feroase este comparabil cu cea a fontelor
cenuii, metalelor uoare i aliajelor lor (Al, Mg) sau a oelurilor carbon
(nealiate) i depinde n principal de porozitate.
La unele produse, dup operaia de sinterizare se mai aplic una sau dou
operaii complementare cu scopul de a mbunti unele proprieti ale
materialului sinterizat: calibrarea, impregnarea cu lubrifiani lichizi, achierea,
tratarea termic etc.
M1.U3.5. TEST DE EVALUARE A CUNOTINELOR
1. Pentru obinerea pieselor din materiale sinterizate trebuie parcurse:
2. Gradul de utilizare a materialului la obinerea pieselor sinterizate este:
3. Numrul de piese produse prin sinterizare se recomand s fie:
4. Rezistena mecanic a pieselor sinterizate este comparabil cu:
5. Operaia complementar de calibrare se aplic pieselor sinterizat e pentru:
M1.U3.6. Materiale compozite
Materialele compozite sunt materiale cu proprieti anizotrope, formate din mai multe
componente, a cror organizare i elaborare permit folosirea caracteristicilor celor mai bune
ale componentelor, astfel nct materialul rezultat s posede proprieti finale generale,
superioare componentelor din care este alctuit.
Principalele proprieti ale materialelor compozite sunt:
densitate mic n raport cu metalele (compozitele din rini epoxidice armate cu
fibre de Si, B i C au densitate sub 2 g/cm
3
);
a) 4 etape tehnologice c) 8 etape tehnologice
b) 3 etape tehnologice
a) 50% c) peste 98%
b) 80%
a) mare c) mic
b) foarte mic
a) rezistena oelurilor aliate c) rezistena fontelor cenuii
b) rezistena materialelor polimerice
a) creterea rugozitii c) micorarea porozitii
b) creterea preciziei
43
rezisten sporit la traciune, la oc i abraziune (de exemplu, n tabelul M1.U3.1.
se prezint comparativ cinci materiale i lungimea la care se rupe o bar cu seciunea de 1
cm2 sub greutatea proprie);
Tabelul M1.U3.1. Compararea rezistenei la rupere pentru unele materiale
Materialul Oel Titan Aluminiu Sticl Fibre de carbon
Lungimea, [km] 5,44 15,6 19,95 24,6 78,8
coeficient de dilatare foarte mic n comparaie cu metalele;
durabilitate mare n funcionare (n aceleai condiii de funcionare, 1 kg de kevlar
nlocuiete 5 kg de oel la o durat de funcionare echivalent);
capacitate mare de amortizare a vibraiilor (de circa 3 ori mai mare dect Al);-
siguran mare n funcionare (ruperea unei fibre dintr-o pies fabricat din materiale
compozite nu constituie amors de rupere imediat a piesei);
rezisten ndelungat la ageni atmosferici (oxidare, coroziune etc.);
stabilitate chimic i termic la temperaturi nalte (fibrele de kevlar, teflon, hyfil
pn la 500 0C iar fibrele ceramice de tip SiC, S3N4 i Al2O3 pn la 14000C);
n procesul de elaborare nu solicit instalaii complexe i consumuri energetice
mari n comparaie cu materialele metalice.
Un material compozit este alctuit din matrice i materialul de ranforsare.
Matricea constituie n general liantul n care sunt impregnate materialele de
ranforsare. Rolul su este de a prelua i a transmite solicitrile materialului de ranforsare i a
constitui mpreun cu acestea elementele de rezisten ale compozitului.
Materialul de ranforsare este alctuit din fibre sau particule diverse (oxizi, nitruri,
carburi, boruri etc.). Deci dup arhitectura lor intern, materi alele compozite se pot clasifica
astfel:
- materiale compozite armate cu fibre (figura M1.U3.10., a);
- materiale compozite disperse (figura M1.U3.10., b);
- materiale compozite stratificate (figura M1.U3.10., c).
Fig. M1.U3.10. Materiale compozite
M1.U3.6.1. Materialele compozite armate cu fibre
Matricea are rolul de a lega fibrele ntr-un tot unitar, de a le proteja mpotriva aciunii
factorilor externi agresivi i de a asigura o serie de proprieti fizico chimice. n funcie de
natura materialului, ea poate fi metalic, ceramic sau polimeric.
Matricea metalic este realizat dintr-un aliaj cu baz de Ni sau Co, mbuntit prin
aliere cu W, Mo, V, Al, Zr sau B, sau din metale pure ca Al, Ti, Ni, W, Mo etc.
44
Matricea ceramic este realizat din Cr2O3 sau sticl. Avantajul acestui tip de matrice
l constituie compatibilitatea fizic i chimic ridicat cu fibrele la temperatur nalt.
Matricea polimeric este constituit din materiale termoplaste sau materiale
termorigide. Dintre materialele termoplaste sunt mai des utilizate polietilena, polipropilena,
ABS-ul (acrilonitril butadien-stiren), policarbonaii, poliamidele, PTFE-ul (politetrafluo-
retilena), iar dintre materialele termorigide, rinile epoxidice.
Fibrele interioare au rolul de a prelua sarcinile mecanice la care este supus material ul,
acionnd ca o barier n calea deplasrii dislocaiilor. Cele mai utilizate sunt fibrele metalice,
ceramice, de carbon, de sticl, de bor, mixte etc.
Fibrele de carbon folosite la armarea materialelor plastice sunt obinute prin piroliz
controlat, urmat de o orientare preferenial a cristalelor prin tratamente termice i mecanice
simultane, din unele materiale organice (celuloz, fibre acrilonitrilice sau acrilice, reziduuri de
la distilarea gudroanelor etc.). Conin 8095 % carbon i se remarc printr-o excelent
inerie chimic i suprafa activ, printr-o stabilitate la temperaturi ridicate i printr-o mare
rezisten la abraziune. Au o densitate mic (1,41,8 g/cm
3
) i o conductivitate electric
mare, cea termic fiind mic.
Valoarea remarcabil a caracteristicilor mecanice pe care le au crete pe msur ce
temperatura n exploatare crete, deosebindu-se net de alte materiale folosite la armare.
Sunt compatibile cu foarte multe materiale elastice, neafectndu-le ntrirea. Raportul
rezisten / greutate este excepional de bun. Ele confer materialelor pe care le armeaz o
rezisten la abraziune mai mare ca n cazul armrii cu fibre de sticl, dar i un coeficient de
frecare mai mic. Dac n materialul plastic se introduc i unii ageni de umplere (grafit sau
pulbere de bronz), rezistena la uzur poate fi apreciabil mrit.
Filamentele scurte de carbon sunt folosite unite n fire (grosime 0,151,00 mm,
numr de filamente 72010000). esturile realizate cu aceste fibre sunt uni sau, mai rar,
bidirecionale (n sensul urzelii), au 1030 fire/cm
2
, se remarc prin unele caracteristici
mecanice excepionale (modul de elasticitate i rezisten la forfecare mari, contracie mic i
alungire mediocr).
Fibrele metalice folosite (la fibrele lungi diametrul 0,00050,25 mm, la fibrele cu o
lungime mai mic de 25 mm diametre sub 0,005 mm) sunt realizate din oeluri cu coninut
redus de carbon i unele materiale cu 35% Co+ 5 % Ni + 25% Mo, din molibden, wolfram,
aluminiu sau cupru electrolitic.
Exemple
Avnd n vedere proprietile deosebite ale materialelor compozite, acestea se
utilizeaz n numeroase domenii:
domeniul construciei de maini (lagre - figura M1.U3.7., rotoare de
compresoare centrifugale, palete de ventilatoare, biele, scule achietoare, scule
pentru deformri la rece sau la cald etc.);
domeniul aerospaial (structuri de aeronave - figura M1.U3.8., componente
ale motoarelor funcionnd n regim termic ridicat, sisteme de frnare etc.);
domeniul transportului naval ( structuri pentru ambarcaiuni sportive i nave
uoare, elemente puternic solicitate ale motoarelor etc.);
domeniul transportului rutier (caroserii pentru autovehicule, sistemul de
alimentare cu combustibil, panoul de comand - figura M1.U3.9., sistemul de
frnare etc.);
45
domeniul electronicii i electrotehnicii (componente pasive piese diverse
pentru imprimante, conductoare, conectoare, componente active capsule pentru
circuite integrate etc.);
domeniul medical (proteze) , casnic etc.
Fig. M1.U3.7. Lagre (bronz+grafit)
Fig. M1.U3.8. Profiluri pt. suprastructuri
(poliester+fibre de sticla)
Fig. M1.U3.9. Panou de bord Ford Explorer (termoplaste+fibre de sticl)
Prezentai principalele proprieti ale materialelor compozite.
Materialele plastice armate cu fibre metalice au o densitate mare i un raport rezisten
mecanic/greutate mediocru. Fibrele de bumbac se folosesc ca atare sau sub form de
estur, obinndu-se mriri remarcabile ale rezilienei. Fibrele poliamidice au o bun
rezisten la abraziune, solveni organici i acizi slabi, sensibilitate la acizii puternici, modul
de elasticitate mic. Fibrele poliesterice sunt similare cu cele poliamidice, dar au un modul
de elasticitate mai mic i o sensibilitate mare la medii alcaline. Comportamentul mecanic al
acestui tip de materiale compozite unidirecionale se prezint n diagrama din figura
M1.U3.11.
Rezistena la rupere R
C
i modulul de elasticitate E
C
ale compozitului pot fi calculate
utiliznd relaiile:
R
C
= V
f
R
f
+ V
m
E
m
c
f
, (M1.U3.1.)
E
C
= V
f
E
f
+ V
m
E
m
, (M1.U3.2.)
n care : V - % din volum; c - alungirea la rupere; indicii c, f, m indic materialul
compozit, fibra, respectiv matricea.
n mod obinuit materialele compozite durificate cu fibre se realizeaz prin metode i
procedee tehnologice indirecte (fibrele i matricea se fabric independent i se supun apoi
46
Fig. M1.U3.11. Curba tensiune deformaie a unui compozit unidirecional
agregrii sub form de material compozit), cum ar fi:
- lipirea simpl: fibrele se aliniaz i se dispun n straturi alternante cu matricea, dup
care se supun unui proces de agregare prin lipire (realizat n mod obinuit prin nclzirea i
ntrirea prin polimerizare a matricei), aceast metod fiind utilizat frecvent pentru realizarea
compozitelor cu fibre de sticl sau de carbon i matricea din rini sintet ice
- infiltrarea: fibrele se aliniaz n direcia de armare dorit, materialul matricei este
adus n stare topit, se infiltreaz ntre fibre (sub vid sau sub presiunea unui gaz inert) i prin
solidificare determin formarea compozitului, aceast metod permind fabricarea
materialelor compozite cu matrice metalic i fibre ceramice (de exemplu, compozitele cu
fibre de safir n matrice de argint); o variant a acestei metode o reprezint depunerea pe
fibrele aliniate n direcia de armare dorit a materialului matricei, topit sub form de picturi
fine cu ajutorul unui jet de plasm;
- depunerea electrolitic a matricei n jurul fibrelor: fibrele se aliniaz n direcia de
armare dorit, dup care se depune electrolitic ntre ele materialul matricei, care se poate
supune ulterior i unor operaii de prelucrare prin deformare plastic la cald pentru mrirea
fraciei volumice a fibrelor n materialul compozit, cu aceast tehnologie fiind realizate, de
exemplu, compozitele cu fibre de carbon i matrice de nichel (la care metoda infiltrrii nu d
rezultate bune, deoarece nichelul topit atac i deterioreaz fibrele de carbon) i compozitele
cu fibre de oel i matrice de nichel.
S ne reamintim...
Materialele compozite sunt materiale cu proprieti anizotrope, formate din mai
multe componente, a cror organizare i elaborare permit folosirea
caracteristicilor celor mai bune ale componentelor, astfel nct materialul rezultat
s posede proprieti finale generale, superioare componentelor din care este
alctuit.
47
M1.U3.6.2. Materiale compozite disperse
La aceste materiale, matricea este armat cu particule, dispersate uniform n masa
materialului. Matricea are rolul de a prelua sarcinile mecanice, iar particulele disperse au
rolul de a se mpotrivi propagrii dislocaiilor, ridicnd astfel proprietile mecanice ale
matricei. Matricea poate fi i n acest caz metalic, ceramic sau polimeric, iar particulele
disperse pot fi oxizi (Al2O3, Cr2O3, MgO, SiO2, ZrO2), carburi (SiC, TiC), boruri (Cr3B2,
TiB2, ZrB2), siliciuri (MoSi2), nitruri (TiN, Si3N4) etc.
Exemple
Compozitul pe baz de siliciu (materialul de ranforsare) i cordierit (pulberi de
MgO, Al2O3, i SiO2 matricea) se caracterizeaz printr-o conductivitate
termic sczut, rezisten mecanic nalt i stabilitate nalt la oxidare,
compozitul pe baz de rin epoxidic i rin poliesteric (matricea) i ferit
(materialul de ranforsare) se caracterizeaz prin rigiditate ridicat, caracteristici
mecanice de amortizare i stabilitate chimic bune etc.
Prezentai metodele i procedeele tehnologice indirecte prin care se realizeaz, n
mod obinuit, materialele compozite durificate cu fibre.
M1.U3.6.3. Materiale compozite stratificate
Sunt obinute prin aplicarea, la suprafaa materialului de baz, a unui strat din alt
material. Aplicarea acestui strat din alt material cu proprieti diferite de cele ale materialului
de baz se realizeaz cel mai des prin turnare, sudare sau laminare. Principalul avantaj al
acestor materiale este de ordin economic i de ordin calitativ, deoarece prin utilizarea lor se
economisesc importante cantiti de materiale scumpe sau deficitare, mbuntindu-se, n
acelai timp, calitile produselor i mrindu-se durata lor de funcionare n condiiile unor
performane ridicate.
Exemple
Cteva exemple de asemenea materiale compozite sunt: duraluminiul, cu
rezisten ridicat la rupere, placat cu aluminiu pur, cu rezisten ridicat la
coroziune; oeluri carbon, ieftine, placate cu oeluri de scule cu duritate
ridicat i rezisten la uzare sau cu oeluri inoxidabile rezistente la coroziune;
n afar de materialele compozite bicomponente, prezentate mai sus, se utilizeaz i
compozite tricomponente (tip sandwich). De exemplu, pentru mpiedicarea difuziunii
carbonului dintr-un oel n altul, se poate interpune prin placare un strat de nichel, care nu
permite difuziunea prin el a carbonului. Tot un material tip sandwich este prezentat n
figura M1.U3.12. El este alctuit din dou plci subiri din metal (de exemplu aluminiu, titan
sau oel), ntre care se gsete o structur tip fagure, din material mai dur (duraluminiu sau
aliaj de titan), rezultnd un material compozit deosebit de rezistent i rigid.
M1.U3.7. Rezumat
Principalele proprieti ale materialelor compozite sunt: densitate mic n
raport cu metalele, rezisten sporit la traciune, la oc i abraziune, coeficient
48
de dilatare foarte mic n comparaie cu metalele, durabilitate mare n
funcionare, capacitate mare de amortizare a vibraiilor, siguran mare n
funcionare, rezisten ndelungat la ageni atmosferici, stabilitate chimic i
termic la temperaturi nalte. Un material compozit este alctuit din matrice i
materialul de ranforsare.
Matricea constituie n general liantul n care sunt impregnate materialele de
ranforsare. Rolul su este de a prelua i a transmite solicitrile materialului de
ranforsare i a constitui mpreun cu acestea elementele de rezisten ale
compozitului. Materialul de ranforsare este alctuit din fibre sau particule
diverse (oxizi, nitruri, carburi, boruri etc.).
Fig.M1.U3.12. Material compozit tip
sandwich
M1.U3.8. TEST DE EVALUARE A CUNOTINELOR
1. Materialele compozite au proprieti:
2. Sigurana n funcionare a materialelor compozite este:
a) mic c) mare
b) medie
3. Proprietile materialelor compozite, comparate cu proprietile
componentelor lor, sunt:
a) inferioare c) superioare
b) egale
4. Fibrele din compoziia unui material compozit au rol:
a) anticoroziv c) asigura rezistena mecanic
b) estetic
5. Matricea unui material compozit are rol:
a) de a se mpotrivi deplasrii
dislocaiilor
c) de a reduce costul produsului
b) de a asigura rezistena la coroziune
a) anizotrope c) izostatice
b) izotrope
49
Unitatea de nvare M1.U4. Materiale plastice i adezivi
Cuprins
M1.U4.1. Introducere ................................ ................................ ................................ ......... 49
M1.U4.2. Obiectivele unitii de nvare ................................ ................................ ........... 49
M1.U4.3. Materiale plastice ................................ ................................ ............................... 50
M1.U4.3.1. Materiale plastice termoplaste ................................ ................................ ... 50
M1.U4.3.2. Materiale plastice termorigide ................................ ................................ .. 54
M1.U4.4. Rezumat ................................ ................................ ................................ .............. 55
M1.U4.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 56
M1.U4.6. Adezivi ................................ ................................ ................................ ................ 56
M1.U4.6.1. Adezivi vegetali ................................ ................................ ......................... 56
M1.U4.6.2. Adezivi animali................................ ................................ .......................... 57
M1.U4.6.3. Adezivi minerali ................................ ................................ ........................ 57
M1.U4.6.4. Elastomeri ................................ ................................ ................................ .. 57
M1.U4.6.5. Adezivi termoplastici ................................ ................................ ................. 57
M1.U4.6.6. Adezivi termorigizi ................................ ................................ .................... 58
M1.U4.7. Rezumat ................................ ................................ ................................ .............. 59
M1.U4.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 59
M1.U4.1. Introducere
Prin mase plastice se neleg de obicei produsele sintetice macromoleculare,
care pot lua forma dorit folosindu-se proprietatea comun plasticitatea.
Principalele proprieti sunt: greutate specific redus, rezisten la ncovoiere,
ntindere i compresiune bune, stabilitate chimic remarcabil fa de majoritatea
mediilor agresive, coeficient de dilatare specific mare, porozitate reglabil,
prelucrabilitate simpl, conductivitate electric nul i conductivitate termic
mic, aspect estetic, cost sczut.
Adezivii sunt materiale care asigur stabilirea unor legturi ntre diferitele
pri sau elemente ale unor piese din materiale de acelai fel sau din materiale
diferite, avnd n componen urmtoarele elemente: materiale de baz, cu
proprieti de liani, solveni, care au rolul de a influena gradul de vscozitate al
adezivului, materiale de umplutur, care contribuie la mbuntirea proprietilor
fizico-mecanice, micornd contracia i dilatarea termic i catalizatori, care au
rolul de a accelera procesul de solidificare a adezivului.
M1.U4.2. Obiectivele unitii de nvare
n aceast unitate de nvare este realizat o prezentare general a
produselor sintetice macromoleculare, denumite materiale plastice. Sunt
prezentate att materialele termoplaste, ct i cele termorigide, evideniindu-se
proprietile i domeniile principale de utilizare. De asemenea, este realizat o
prezentare a principalelor tipuri de adezivi, insistndu-se asupra proprietilor
specifice ale acestora.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
clasifice materialele plastice i s descrie calitile deosebite ale acestora;
prezinte principalele grupe de materiale plastice i domeniile de utilizare
recomandate;
prezinte caracteristicile specifice ale adezivilor;
50
descrie cteva recomandri privind alegerea unor adezivi sintetici.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
M1.U4.3. Materiale plastice
Prin mase plastice se neleg de obicei produsele sintetice macromoleculare, care pot
lua forma dorit folosindu-se proprietatea comun plasticitatea. Indiferent de categoria n
care se ncadreaz, masele plastice au cteva caracteristici generale prezentate n continuare:
greutate specific redus, n general sub 1,8 g/cm
3
, datorit faptului c elementele
componente (n principal H i C) au masa atomic redus;
rezisten la ncovoiere, ntindere i compresiune bune;
stabilitate chimic remarcabil fa de majoritatea mediilor agresive;
coeficient de dilatare specific mare datorit legturilor Van der Waals (legturi
slabe) dintre catene i conformaiei acestora;
sunt inflamabile (n marea majoritate a cazurilor) i au stabilitate termic redus
datorit faptului c sunt substane organice; din acelai motiv pot fi degradate de
microorganisme (biodegradabilitate);
porozitate reglabil (structur cu pori nchii sau deschii);
prelucrabilitate simpl;
conductivitate electric nul i conductivitate termic mic;
proprietile lor sunt afectate de radiaiile din spectrul vizibil, de ultraviolete i de
radiaiile ionizante care pot rupe legturile dintre catene i/sau dintre monomeri modificnd
astfel structura iniial prin reducerea gradului de polimerizare;
aspect estetic (produse colorate n mas, translucide sau transparente);
factorii fizico-chimici (temperatur, radiaii, prezena oxigenului i ozonului,
umiditatea etc.) acioneaz conjugat, ceea ce are ca efect mbtrnirea materialului, ce se
manifest la nivel macroscopic prin apariia unor fisuri, schimbri de culoare, nrutirea
proprietilor dielectrice (scad valorile rezistivitii i permitivitii electrice), reducerea
proprietilor de rezisten mecanic, de plasticitate i de elasticitate;
cost sczut.
Pentru evidenierea calitilor deosebite ale maselor plastice, n tabelul M1.U4.1. se
prezint, comparativ, cteva proprieti ale unor metale frecvent utilizate n tehnic i ale unui
termoplast (NYLON 66).
Clasificarea materialelor plastice dup comportarea la nclzire se poate face astfel:
materiale plastice termoplaste - supuse nclzirii, pot fi prelucrate prin diferite
procedee. Produsele pot fi supuse la numeroase topiri sau nmuieri ulterioare, fr a suferi
transformri chimice.
materiale plastice termorigide - se nmoaie prin nclzire, putnd fi prelucrate, iar
apoi se ntresc ireversibil, deoarece moleculele sufer transformri chimice.
M1.U4.3.1. Mase plastice termoplaste
a) Polietilen (PE)
Materialele pe baz de polietilen se pot prezenta n dou stri: lichide vscoase pentru
lubrifiere sau solide translucide pentru formare. Polietilena este caracterizat printr-o
rezisten chimic excelent la majoritatea substanelor agresive, conductivitate electric nul,
non-toxicitate, flexibilitate. Utilizri: roi dinate, izolaii electrice etc.
51
Tabelul M1.U4.1. Compararea proprietilor materialului NYLON 66 i ale unor metale
Metale NYLON 66 Proprieti
caracteristice
U.M.
Oel Al Mg Unifilar 30% fibre
de sticl
30% fibre
de carbon
Greutate specific g/cm
3
7,8 2,8 1,8 1,14 1,37 1,28
Rezisten la
traciune
daN/mm
2
50 20 22,5 8 18 24
Rezisten la
ncovoiere
daN/mm
2
50 12 10 10 26 35
Modul de
ncovoiere
daN/mm
2x
10
4
2,10 0,70 0,50 0,03 0,09 0,20
Alungire la
traciune
% 25 8 - 10 3 4
Solicitare la
traciune
daN/mm
2
42 11 15 0,60 2 5
Coeficient de
dilatare liniar
10
-6
/ K 14 22 25 80 30 20
b) Polipropilen (PP)
Este un material mai dur i mai rigid dect polietilena. De asemenea, n comparaie cu
polietilena, are rezisten la traciune, modul de elasticitate, rezisten la cldur, rezisten la
flexiune i rezisten la ageni chimici mai mari, absorbia de ap redus, proprieti
dielectrice comparabile.
Exemple
Polipropilena este utilizat pentru fitinguri, folii pentru ambalaje, izolaii electrice,
piese diverse de maini etc.
c) Policlorur de vinil (PVC)
La temperatura atmosferic este dur i rigid, dar are tendin a de a se descompune prin
expunere la lumin puternic. Pentru evitarea acestui inconvenient, se amestec cu silicai sau
stearai; de asemenea, n compoziie se pot aduga diveri colorani, plastifiani sau fibre
pentru ranforsare. PVC n combinaie cu diferii aditivi se prelucreaz uor prin multe
procedee de formare i d posibilitatea unei diversiti mari de aplicaii. Proprietile
mecanice i electrice sunt bune, are rezisten deosebit la ageni chimici, este rezistent la foc
(se auto-stinge), are rezisten mare la ocuri mecanice etc.
Exemple
Policlorura de vinil este utilizat piese diverse de maini, izolaii electrice,
conducte, fitinguri, rezervoare n industria chimic etc.
d) Politetrafluoretilen (PTFE)
Face parte din categoria polimerilor cu fluor, mpreun cu politrifluorcloretilena,
polifluoretilena-propilena, polifluorura de vinil, copolimerul tetrafluoretilena-etilena.
Politetrafluoretilena este complet inert din punct de vedere chimic, are un coeficient de
frecare foarte sczut (0,04), nu este inflamabil, putnd fi utilizat ntr -un interval de
52
temperaturi de la 200 la +300
0
C. Densitatea acesteia are valoarea 2,12,25 g/cm
3
, rezistena
la rupere are valoarea 1,72,8 daN/mm
2
, iar modulul de elasticitate are valoarea
(3,56,2)x10
-4
daN/mm
2
.
Exemple
Politetrafluoretilena este utilizat pentru lagre de alunecare, corpuri de pompe,
tije de supape, garnituri, cilindri, cuve, garnituri la mbinri etc.
e) Polistiren (PS)
Este un material fragil i transparent, avnd, la temperatura mediului, proprieti
asemntoare sticlei. Este un foarte bun izolator electric i are o rezisten chimic bun la
majoritatea acizilor. Poate fi uor expandat obinndu-se spume rigide. Utilizri: echipamente
electrice, piese pentru refrigeratoare i containere alimentare, spume rigide pentru izolri i
ambalaje.
Exemple
Copolimerul acrilonitril-butadien-stiren (ABS) ranforsat cu fibre de sticl se
utilizeaz pentru caroserii de automobile, carcase pentru telefoane sau imprimante,
piese diverse pentru maini etc. Printre alte proprieti ale ABS se numr i
rigiditatea i rezistena la oc, care permit realizarea de piese cu grosimi mici,
rezisten la uzur i la ptare fa de uleiuri, lacuri, detergeni, luciul bun la
suprafa, rezistena la cldur, stabilitatea dimensional, uurina de prelucrare.
f) Polimeri acrilici (polimetacrilat de metil .a.)
Din aceast grup fac parte polimetacrilatul de metil, polimetacrilatul de metil-
acrilonitril, copolimerul metacrilat de metil-alilic, polimetacrilatul de metil-stiren,
polimetacrilatul de metil-stiren-butadien i polimetacrilatul de metil-PVC. Polimetacrilatul
de metil este un material transparent (92% transmisie de lumin), dur, rigid, rezistent la
ocuri, rezistent la majoritatea substanelor chimice, dar este atacat de aceton, petrol i
derivaii acestuia. Principalele proprieti fizico-chimice sunt: densitatea de 1,18 g/cm
3
,
rezistena la rupere 57,5 daN/mm
2
, modulul de elasticitate E = (27003500)x10
-4
.
Exemple
Polimerii acrilici sunt utilizai pentru lagre de alunecare (adaosurile de 510%
grafit, talc, ZnO2 BaSO4 micoreaz coeficientul de frecare pn la 0,030,06),
parbrize de automobile sau avioane, panouri pentru construcii etc.
Specificai proprietile caracteristice ale maselor plastice.
g) Poliamid (PA - naylon)
Nylonul (NYLON 6.6, NYLON 10, NYLON 11 etc.) este un material dur, rezistent la
abraziune, flexibil, rezistent la ocuri, coeficient de frecare mic (0,15 uscat i 0,06 lubrifiat),
rezisten bun la majoritatea substanelor chimice, dar are tendin de absorbie a apei, ceea
ce i micoreaz duritatea i rezistena la ocuri.
53
Exemple
Poliamida este utilizat pentru angrenaje fr lubrifiant, colivii de rulmeni, lagre
cu alunecare, fitinguri, conducte, piese pentru pompe, izolaii electrice etc .
h) Poliesteri (nesaturai)
Din grupa poliesterilor fac parte politereftalatul de butilen (PBT), politereftalatul de
etilen-glicol i politereftalatul tereftalat (PMTP). Se caracterizeaz prin proprieti mecanice,
electrice i termice bune, coeficient de frecare redus (0,16).
Exemple
Poliesterii sunt utilizai pentru lagre cu alunecare, carcase pentru maini i
aparate, fibre de ranforsare pentru materiale compozite.
i) Policarbonai
Policarbonaii se caracterizeaz prin rezisten mecanic ridicat, rezisten la ocuri i
flexibilitate chiar la temperaturi de -150
0
C, termostabilitate pn la 135
0
C, ductilitate mare,
rezisten chimic la ap, acizi, soluii de sruri, grsimi, uleiuri, hidrocarburi benzenice,
absorbie mic de ap. Rezistena la rupere este 5,97,0 daN/mm
2
, iar modulul de elasticitate
E = (2,22,4)x10
-4
daN/mm
2
.
Exemple
Policarbonaii sunt utilizai pentru componente din ntreruptoare i panouri
electrice, mnere pentru scule, piese pentru imprimante sau maini de scris, fire de
ranforsare pentru materiale compozite etc.
j) Poliacetali
Proprietile principale ale poliacetalilor sunt: proprieti mecanice i fizice apropiate
de ale metalelor i aliajelor uoare, coeficient de frecare sczut, rezisten la traciune 6,27
da/mm
2
, modulul de elasticitate E = (6,27)x10
-4
daN/mm
2
, rezisten bun la abraziune,
rezisten la ocuri mecanice, absorbie mic de ap (sub 0,9%), flexibilitate mare
(comportare asemntoare unui resort din oel).
Exemple
Poliacetalii sunt utilizai pentru autovehicule, aparatur electrocasnic, roi dinate
pentru contoare, diverse piese pentru construcia de maini, etc.
k) Elastomeri (cauciuc poliizoprenic, acrilic, nitrilic, sil iconic etc.)
Elastomerii sunt materiale care au modul de elasticitate cu valori mari i i pot
modifica dimensiunile n limite largi, revenind ns la dimensiunile iniiale imediat dup
ncetarea aciunii deformatoare. Ei pot fi clasificai n patru grupe:
grupa R, coninnd polimeri nesaturai (cauciuc natural sau poliizoprenic, copolimer
stiren-butadien, copolimer izobutilen-izopren, etc.);
grupa M, coninnd polimeri saturai (copolimer etilen-propilen, cauciuc acrilic,
polietilen clorosulfonat, polimer fluorocarbonic, polifluoroelast omer);
grupa U, coninnd poliuretani (de tip poliesterici sau de tip polieterici);
grupa Q, coninnd cauciuc siliconic.
54
Exemple
Elastomerii sunt utilizai pentru curele de transmisie de toate tipurile
(trapezoidale, late, dinate), benzi transportoare, anvelope i camere pentru
anvelope etc.
n cte stri se pot prezenta materialele pe baz de polietilen?
l) Alte materiale termoplaste
Polisulfone (polisulfona PS, polieter-sulfona PES, poliaril-sulfona PAS), poliuretani,
copolimeri olefinici, celulozice (acetat de celuloz, acetobutirat de celuloz, azotatul de
celuloz sau nitroceluloza, etil celuloz etc.) etc.
M1.U4.3.2. Mase plastice termorigide
a) Polimeri fenolici (fenoplaste)
Grupa fenoplastelor cuprinde mai multe tipuri de polimeri f enolici:
a.1.) Polimeri fenol-formaldehidici (bachelite), utilizai ca rini pentru turnare,
stratificare etc., prafuri de presare n diveri aditivi, materiale de umplutur, spume fenolice.
Caracteristicile principale ale produselor formate din fenoplaste sunt: rezisten mecanic
bun, rigiditate, stabilitate dimensional, rezisten la cldur (80159
0
C), rezisten la
umezeal i multe medii chimice agresive.
a.2.) Polimeri fenol-formaldehidici modificai, avnd proprieti i aplicaii specifice.
De exemplu, modificai cu cauciuc, ofer rezisten la oc, modificai cu poliesteri,
amelioreaz supleea i solubilitatea n fenoli etc.
a.3.) Polimeri fenol-furfurolici, avnd rezisten bun n mediu coroziv i
caracteristici dielectrice superioare.
a.4.) Rini fenolice, caracterizate prin proprieti electrice superioare, ct i prin
rezistene mecanice, termice i chimice foarte bune.
b) Poliamine (aminoplaste)
Principalele poliamine industriale sunt:
b.1.) Carbamidele, care se caracterizeaz prin rezisten la oc, la cldur i la flacr,
rigiditate i luciu al suprafeei, rezisten la ageni chimici, proprieti mecanice i electrice
bune.
b.2.) Melaminele, cu rezisten la oc, la cldur i la flacr, rigiditate i luciu al
suprafeei, proprieti dielectrice bune chiar la temperaturi ridicate, rezisten bun la ap
fierbinte i la ageni chimici etc.
b.3.) Melaminele modificate prin introducerea de alcooli, celuloz etc.
c) Poliesteri termorigizi (saturai)
Poliesteri nesaturai (termoplastici) se transform n poliesteri termorigizi prin reacii
de reticulare cu monomeri de tipul stiren, metilmetacrilat etc. Proprietile principale ale
acestor poliesteri sunt: caracteristici dielectrice bune, transparen, rezisten la un numr
mare de ageni chimici, posibilitatea prelucrrii prin tehnologii mult iple.
55
Exemple
Poliesterii termorigizi sunt utilizai piese diverse armate cu fibre de sticl,
rezervoare, conducte, piese electrotehnice, rini ignifuge, etc.
d) Polimeri epoxi
Se utilizeaz dou mari clase de polimeri epoxi: rini epoxi i copolimeri epoxi.
Rinile epoxi se caracterizeaz prin adezivitate foarte mare fa de multe materiale,
utilizndu-se sub form de rini de turnare, adezivi i amestecuri, lacuri din rini epoxi pure
sau modificate, pulberi pentru acoperiri. Piesele diverse turnate din rini epoxi au proprieti
mecanice i electrice bune, ntrirea realizndu-se la temperatura ambiant sau la temperaturi
de la 40 la 100
0
C. Adezivii i masticurile confer urmtoarele proprieti: meninerea
rezistenei la lipire pn la circa 90
0
C, contracie mic (sub 4 %), rezisten bun la ageni
chimici, adezivitate foarte bun n special fa de metale.
Lacurile din rini epoxi ader bine la suport, au proprieti mecanice i flexibilitate
bune, au rezisten la uzur satisfctoare. Rinile epoxi ranforsate cu materiale ca hrtie,
fibre sau esturi de sticl, carbon etc., se remarc prin adezivitate bun, contracie mic la
ntrire, rezisten la oboseal, proprieti electrice i mecanice bune.
Copolimerii epoxi se utilizeaz n special n domeniul adezivilor i acoperirilor,
remarcndu-se printr-o mare rezisten la oc, o mrire considerabil a rezistenei peliculei i
o coborre a temperaturii de tranziie vitroas.
Utilizri: adezivi, masticuri, pulberi pentru acoperiri, piese diverse armate cu fibre etc.
e) Poliimide
Principala caracteristic a poliimidelor o constituie rezistena mare la cldur: unele
produse i pstreaz proprietile mecanice i electrice pn la aproape 500
0
C.
e.1.) Poliimidele aromatice au temperatura de utilizare ntre 100 i +250
0
C, iar prin
adaosuri de umpluturi (grafit, bronz, fibre de sticl etc.) se mbuntesc unele proprieti
specifice (coeficientul de frecare, coeficientul de dilatare termic, stabilitatea dimensional).
Exemple
Poliimidele aromatice sunt utilizate pentru generatoare cu aburi, izolatori termici,
comutatoare, suporturi pentru bobine, piese ale motoarelor cu reacie, etc.
e.2.) Poliesterimidele sunt polimeri cu rezisten la temperaturi ridicate i cu aplicaii
speciale, n particular n domeniul aerospaial.
f) Alte materiale termorigide
Poliuretani termorigizi, polimeri alchidici, polimeri siliconici, polimeri alil ici etc.
M1.U4.4. Rezumat
Masele plastice sunt produse sintetice macromoleculare.
Principalele proprieti sunt: greutate specific redus, rezisten la ncovoiere,
ntindere i compresiune bune, stabilitate chimic remarcabil fa de
majoritatea mediilor agresive, coeficient de dilatare specific mare, porozitate
reglabil, prelucrabilitate simpl, conductivitate electric nul i conductivitate
termic mic, aspect estetic, cost sczut.
56
Clasificarea materialelor plastice dup comportarea la nclzire se poate face
astfel: mase plastice termoplaste, respectiv mase plastice termorigide.
Materiale plastice termoplaste - supuse nclzirii, pot fi prelucrate prin diferite
procedee. Produsele pot fi supuse la numeroase topiri sau nmuieri ulterioare,
fr a suferi transformri chimice.
Materiale plastice termorigide - se nmoaie prin nclzire, putnd fi prelucrate,
iar apoi se ntresc ireversibil, deoarece moleculele sufer transformri chimice.
M1.U4.5. TEST DE EVALUARE A CUNOTINELOR
1. Realizai clasificarea materialelor plastice dup comportarea acestora la
nclzire.
2. Prezentai caracteristicile polistirenului.
3. Care sunt principalele proprieti ale poliacetalilor?
4. Prezentai principalele poliamine industriale.
5. Politetrafluoretilena are un coeficient de frecare:
a) sczut c) foarte sczut
b) ridicat
6. Policarbonaii se caracterizeaz printr-o rezisten mecanic:
a) ridicat c) mic
b) medie
7. Elastomerii sunt materiale care au modul de elasticitate cu valori :
a) mici c) medii
b) mari
8. Care este principala caracteristic a poliimidelor?
M1.U4.6. Adezivi
Adezivii sunt materiale care asigur stabilirea unor legturi ntre diferitele pri sau
elemente ale unor piese din materiale de acelai fel sau din materiale diferite. Ei nlocuiesc cu
mult succes asamblrile clasice cu uruburi, nituri etc. Adezivii folosii pentru mbinrile prin
lipire a dou materiale de acelai fel sau diferite, au n componen urmtoarele elemen te:
materiale de baz, cu proprieti de liani (cauciuc, rini sintetice, poliesteri etc.);
solveni, care au rolul de a influena gradul de vscozitate al adezivului;
materiale de umplutur, care contribuie la mbuntirea proprietilor fizico-
mecanice, micornd contracia i dilatarea termic;
catalizatori, care au rolul de a accelera procesul de solidificare a adezivului.
Adezivii pot fi clasificai n urmtoarele tipuri: adezivi vegetali; adezivi animali;
adezivi minerali; elastomeri; adezivi sintetici (termoplastici, termorigizi)
M1.U4.6.1. Adezivi vegetali
Adezivii vegetali sunt dizolvabili n ap fiind, n general, produse pe baz de hidrai de
carbon: amidon, dextrin, gum arabic etc. Se utilizeaz pentru lipirea hrtiei, textilelor sau
furnirului.
57
M1.U4.6.2. Adezivi animali
Adezivii animali sunt n special pe baz de colagen, o protein obinut din piei, peti
etc. (clei de gelatin, de casein, de albumin etc.). Pentru ntrire sunt necesare mai multe
ore, iar piesele trebuie meninute presate unele de altele. Se utilizeaz pentru lipirea
componentelor din lemn.
M1.U4.6.3. Adezivi minerali
Adezivii minerali, pe baz de fosfai sau silicai, sunt utilizai n industrie datorit
bunei lor rezistene la temperaturi nalte i la solveni organici i acizi. Asigur aderen bun
pe sticl, metale, materiale plastice, azbest etc.
M1.U4.6.4. Elastomeri
Elastomerii, produi pe baz de cauciuc natural sau sintetic dizolvai n anumii
derivai ai petrolului sau huilei, servesc pentru lipirea oricrei piese din cauciuc: anvelope,
camere de aer, garnituri de etanare, membrane etc.
M1.U4.6.5..Adezivi termoplastici
Se deosebesc de ceilali adezivi prin faptul c atunci cnd sunt nclzii se nmoaie i
astfel este posibil modificarea unui ansamblu realizat n prealabil. La rcire, mbinarea i
recapt rezistena, fr s sufere o transformare chimic n cursul acestor operaii, care pot fi
repetate de mai multe ori.
Exemple
Adezivii sintetici termoplastici i n special cei pentru metale i-au gsit largi
utilizri n industria constructoare de maini, aeronautic, electrotehnic,
electronic, a materialelor de construcii etc.
Adezivii sintetici anaerobi ocup un loc important n gama adezivilor existeni n
industrie, fiind utilizai la lipirea suprafeelor metalice, din sticl, din ceramic, din materiale
plastice, fiind extrem de rezistente la coroziunea chimic, la variaii mari de temperatur (-
200
0
C +150
0
C) i la aciunea solvenilor. Rinile adezive anaerobe sunt amestecuri care
conin unul sau mai muli monomeri acrilici sau metacrilici, ageni de ngroare, iniiatori,
acceleratori, inhibatori etc Rinile adezive anaerobe difer ntre ele prin rezistena la
forfecare a mbinrii, vscozitate i vitez de ntrire. Clasificarea poate fi fcut dup scopul
n care sunt utilizate (figura M1.U4.2.): rini adezive anaerobe de etanare; rini adezive
anaerobe de asigurare-blocare; rini adezive anaerobe de fixare.
Exemple
Rina adeziv anaerob, plasat ntre dou suprafee metalice, care urmeaz a fi
asamblate, ptrunde, datorit capacitii sale de penetraie, n toate interstiiile sau
spaiile generate de devierile de form ale elementelor de mbinare. Rina rmne
n stare lichid atta timp ct este n contact cu oxigenul. n momentul n care se
realizeaz mbinarea pieselor, oxigenul atmosferic fiind exclus, ncepe
transformarea chimic a produsului din stare lichid n stare solid. Creterea
considerabil a rezistenei mbinrii rezult din creterea contactului ntre
suprafeele de mbinat la 100 %, n timp ce la mbinrile clasice zona de contact nu
depete 2525 % din suprafaa total (figura M1.U4.1.).
58
Rinile adezive anaerobe de etanare sunt utilizate pentru mbinarea racordurilor
filetate din evi utilizate n circuitele hidraulice, pneumatice, frigorifice, chimice etc. Rinile
adezive anaerobe de asigurare-blocare sunt utilizate, n general, pentru blocarea diferitelor
tipuri de uruburi i prezoane. Ele asigur o blocare la fel de rigid ca i ajustajele obinuite
cu joc negativ.
Rinile adezive anaerobe de fixare sunt indicate la fixarea pieselor cilindrice supuse
la sarcini axiale sau radiale (rulmeni, buce, manoane, roi dinate etc.).
Fig. M1.U4.1. Contactul ntre suprafeele de mbinat
Fig. M1.U4.2. Reprezentarea schematic a principalelor tipuri
de mbinri cu rini adezive anaerobe
Ce elemente au n componen adezivii folosii pentru mbinrile prin lipire a
dou materiale?
M1.U4.6.6. Adezivi termorigizi
Se deosebesc de ceilali adezivi prin aceea c, n general, nainte de utilizare trebuie
amestecate dou componente. Dup amestecare, acestea sufer transformri chimice
ireversibile, ceea ce le confer rezisten mecanic mare, chiar i la temperaturi nalte. Din
acest grup fac parte n special rinile epoxidice (ARALDIT), dar i rini fenolice, rini
poliesterice nesaturate etc. Cteva recomandri privind alegerea unor adezivi sintetici se
prezint n tabelul M1.U4.2.
Tabelul M1.U4.2. Recomandri privind alegerea unor adezivi
Material Hrtie Lemn Vini-
lice
Fenol
ice
Cauciuc Metale
Metale 1,5,6 1,4,5,11,12,13,
15, 16,17,19
9,16 3,5,11,12,
13,15,16,19
5,6,11,12,
13,15,16,19
11,12,1316,
17,19
Cauciuc 5,6 8,12,13,15,16 9,16 5,6,16 5,6,11,15,16
Fenolice 5,6 5,6,13,16,17,19 16 12,13,16,19
Vinilice 5 5 9,16
Lemn 2,5,6 1,16,17,18,20,21
Hrtie 2,4,5
59
Numr de cod:
Polimeri: 1. Poliacetat de vinil Elastomeri: 5. Cauciuc natural
2. Polialcoolvinil 6. Cauciuc modificat
3. Acrilat 7. Cauciuc butadien-stirenic
4. Azotat de celuloz 8. Neopren
9. Buna N
10. Cauciuc siliconic
Amestecuri de rini: Rini:
11. Fenolice-vinilice 17. Fenol-formaldehide
12. Fen olice-polibutiralvinilice 18. Rezorcinol
13. Fenolice-poliformalvinilice 19. Rini epoxi
14. Fenolice-nylon 20. Uree-formaldehid
15. Fenolice-neopren 21. Melamin
16. Fenolice-cauciuc butadien-acrilonitril
M1.U4.7. Rezumat
Adezivii sunt materiale care asigur stabilirea unor legturi ntre diferitele pri
sau elemente ale unor piese din materiale de acelai fel sau din materiale
diferite, avnd n componen urmtoarele elemente: materiale de baz, cu
proprieti de liani solveni, care au rolul de a influena gradul de vscozitate
al adezivului, materiale de umplutur, care contribuie la mbuntirea
proprietilor fizico-mecanice, micornd contracia i dilatarea termic i
catalizatori, care au rolul de a accelera procesul de solidif icare a adezivului;
Adezivii pot fi clasificai n urmtoarele tipuri: vegetali, animali, minerali,
elastomeri i sintetici (termoplastici sau termorigizi);
Adezivii sintetici termoplastici i n special cei pentru metale i-au gsit largi
utilizri n industria constructoare de maini, aeronautic, electrotehnic,
electronic, a materialelor de construcii etc. datorit avantajele pe care le
prezint.
M1.U4.8. TEST DE EVALUARE A CUNOTINELOR
1. Prezentai caracteristicile adezivilor termoplastici.
2. Ce sunt rinile adezive anaerobe?
3. Clasificai rinile adezive anaerobe dup scopul n care sunt utilizate.
4. Prin ce se deosebesc adezivii termorigizi de aceilali adezivi?
60
Unitatea de nvare M1.U5. Materiale rezistente la uzare i materiale
rezistente la coroziune
Cuprins
M1.U5.1. Introducere ................................ ................................ ................................ ......... 60
M1.U5.2. Obiectivele unitii de nvare ................................ ................................ ........... 60
M1.U5.3. Materiale rezistente la uzare ................................ ................................ ............... 61
M1.U5.3.1. Materiale antifriciune ................................ ................................ ............... 66
M1.U5.3.2. Materiale de friciune................................ ................................ ................. 68
M1.U5.4. Rezumat ................................ ................................ ................................ .............. 71
M1.U5.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 71
M1.U5.6. Materiale rezistente la coroziune................................ ................................ ......... 72
M1.U5.6.1. Coroziunea metalelor i aliajelor ................................ ............................... 72
M1.U5.6.2. Metode de protecie mpotriva coroziunii................................ .................. 73
M1.U5.6.3. Materiale anticorozive ................................ ................................ ............... 78
M1.U5.7. Rezumat ................................ ................................ ................................ .............. 81
M1.U5.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 81
M1.U5.1. Introducere
Majoritatea pieselor de maini cu rol funcional deosebit sunt scoase din uz
datorit uzrii suprafeelor de contact aflate n micare relativ (n frecare).
Frecarea este un fenomen complex care are drept consecine att procesul termic
cu pierdere de energie (cldur), ct i procesul uzrii.
Coroziunea metalelor const n distrugerea spontan, parial sau total, a
acestora, n urma unor reacii chimice, biochimice sau electrochimice survenite n
cursul interaciunii cu mediul nconjurtor. Coroziunea are efecte dintre cele mai
nefaste, datorit ei pierzndu-se anual mari cantiti de metale. Unele aprecieri
consider c, n general, din ntreaga cantitate de oel produs anual n lume, cca.
30 % se transform n rugin, ca urmare a proceselor de coroz iune.
M1.U5.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate principalele materiale
rezistente la uzare, materiale de friciune i antifriciune insistndu-se pe
proprietile acestora i domenii recomandate de utilizare. De asemenea, sunt
prezentate materialele rezistente la coroziune i materialele anticorozive, precum
i cteva metode destinate proteciei anticorozive.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
prezinte principalele grupe de materiale rezistente la uzare, caracteristicile i
domeniile recomandate de utilizare ale acestora;
identifice materialelor destinate acoperirilor rezistente la uzare;
caracterizeze principalele materiale de friciune i s descrie caracteristicile
specifice ale materialelor antifriciune;
prezinte metodele de protecie contra coroziunii;
descrie principalele grupe de materiale anticorozive i proprietile
caracteristice ale acestora.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
61
M1.U5.3. Materiale rezistente la uzare
Cele mai frecvente cazuri de frecare se ntlnesc sub urmtoarele aspecte:
a) ntre dou suprafee metalice:
prin alunecare - uscat (discurile de friciune ale cuplajelor, frnelor etc.);
- lubrificat (fusurile arborilor i osiilor n cuzinei etc.);
prin rostogolire - uscat (roi pe cale de rulare etc.);
- lubrificat (rulmeni, roi dinate etc.);
b) ntre o suprafa metalic i alta nemetalic:
prin alunecare - uscat (organe de lucru ale mainilor de prelucrat solul etc.);
- umed (transportoare elicoidale pentru materiale umede etc.);
prin rostogolire - uscat (concasoare cu flci, cu valuri etc.);
- umed (mori cu bile, cu ciocane etc.);
c) ntre suprafee metalice i diferite fluide:
cu gaze uscate (turbine cu gaze de ardere) sau umede (turbine cu aburi);
cu lichide (pompe, turbine hidraulice etc.).
S ne reamintim...
Dup rolul funcional al cuplei, frecarea dintre elementele ei poate fi privit ca:
duntoare, datorit nclzirii i uzrii care conduc la deteriorarea i, n
final, la scoaterea din uz a reperelor subansamblului de frecare (la lagre,
angrenaje, cuple piston-cilindru), sau datorit ntreinerii unor vibraii (micarea
sacadat ce apare la ghidajele mainilor-unelte);
util, dei este nsoit, de asemenea, de nclzire, uzare i vibraii (la
cuplaje, frne, mbinri cu pene, variatoare i prese cu friciune etc.).
Atunci cnd se examineaz uzarea i evoluia acesteia trebuie avut n vedere
permanent situaia tuturor suprafeelor n frecare i nu numai a uneia dintre ele. n acest sens
se subliniaz faptul c, la anumite organe de maini, unele suprafee se gsesc permanent sub
sarcin (lagre axiale) i altele periodic (segmenii fa de cmaa cilindrului); sunt i situaii
cnd contactele se produc ciclic pe ambele suprafee (angrenaje, rulmeni, cam - tachet). Se
subliniaz, de asemenea, faptul c, practic, tipurile de uzare nu apar de obicei singular, ci
asociate: adeziune-abraziune, abraziune-coroziune, oboseal-coroziune, etc. sau multiple:
adeziune-abraziune-coroziune etc.
La alegerea unui anumit material urmnd a fi exploatat n condiii de uzare, pe lng
necesitatea de a ine cont de importana deosebit ce trebuia acordat contra-materialului cu
care va fi n contact de frecare, trebuie s fie ndeplinite urmtoarele condiii eseniale:
comportare bun la frecare, fr predispoziie la gripaj sau alte forme de uzare di structiv, o
ct mai bun conductivitate termic, rezisten la uzare i la efecte termice, modul de
elasticitate redus, valori corespunztoare ale coeficientului de frecare, pre de cost acceptabil
etc.
a.) Oeluri rezistente la uzare
Oelurile carbon de construcie cu C s 0,4 % sunt utilizabile (mai ales din considerente
economice) - dar numai n cazul unor solicitri reduse - n aplicaii incubnd uzare prin
frecarea de alunecare metal - materiale minerale (ca "suprafaa" conjugat sau interpus),
pentru armturi, blindaje etc., uor nlocuibile dup uzare. Aceste oeluri sunt de asemenea
folosibile - datorit deformabilitii i tenacitii lor - i n cazul solicitrilor la uzare prin
62
impact, la care comportarea lor este superioar celei a oelurilor mai dure. Oelurile carbon cu
0,40,6 % C posed - alturi de bun rezisten i tenacitate - o comportare superioar i la
uzare.
La frecarea - uzarea n condiii mai severe, bune rezultate dau oelurile perlitice i cele
cu pn la 11,3 % C. Comportarea cea mai bun o are structura perlitic lamelar, fin
dispers (sorbit, troostit), n timp ce perlita globular, format n urma recoacerii de
nmuiere, conduce la o uzur mai accentuat.
Rezistena la uzare a oelurilor poate fi substanial mbuntit prin tratamente termice
sau termochimice: clirea superficial (cu flacr de gaz, prin inducie sau scufundare n bi
de sruri), cementare, nitrurare (cianurare, carbonitrurare) i unele metalizri prin difuzie
(cromizare, silicizare, borizare). Rezistena la uzare a oelurilor este sensibil mbuntit de
prezena adaosurilor de aliere, ndeosebi a manganului, siliciului i cromului.
Exemple
La alegerea oelurilor cu garantarea siguranei n funcionare o anumit perioad
de timp (limitat), se poate recurge la urmtoarele soluii, recomandate n ordinea
creterii eficacitii i a eficienei economice: oel carbon dur sau extradur, netratat
termic; oel semidur (carbon sau slab aliat), clit total sau superficial; oel moale
(carbon sau slab aliat), durificat superficial prin cementare, cianurare sau
carbonitrurare; oel nitrurat; oel nalt aliat, clit.
n oelurile de construcie, Mn mrete duritatea, rezistena la uzare i clibilitatea, dar
i sensibilitatea la supranclzire i fragilitatea la revenire, care poate fi ns anihilat prin
adaosuri de Mo.
Prezena unor adaosuri mai ridicate de Si mbuntete i mai mult rezistena la uzare
a oelurilor aliate cu Mn (spre exemplu 35MnSi12; 26MnSi14, STAS 11506-80). Acestea sunt
ntrebuinabile cu precdere pentru piese rezistente la uzare, avnd i bune proprieti de
alunecare.
Specificai sub ce aspecte se ntlnesc cele mai frecvente cazuri de frecare.
Oelurile hipereutectoide slab aliate cu Cr (spre exemplu oelurile de rulmeni RUL
1...2, STAS 1456/1 - 80), avnd o rezisten la gripare superioar celei a oelurilor de
cementare carbonitrurare, sunt indicate n condiii grele de frecare, la viteze mici (pentru
matrie i poansoane, saboi, ci de rulare sub sarcini mari etc.), dac dup tratament termic
posed o duritate de minimum 150180 daN/ mm
2
.
Exemple
Oelurile slab aliate cu Mn, Si i Cr (concomitent) sunt recomandate pentru piese
puternic solicitate la frecarea - uzarea de alunecare i impact dat de materiale
minerale (pentru, spre exemplu, piese ale mainilor miniere i terasiere ca
excavatoare cu lan etc.). Prelucrabilitatea prin achiere a acestor oeluri este
satisfctoare, dar ele se preteaz la deformare plastic la rece numai la
temperaturi de peste 700
o
C. Sudabilitatea lor este de asemenea redus (putnd fi -
eventual - sudate doar cu prenclzire la 250450
o
C).
63
b.) Fonte rezistente la uzare
Fontele sunt, n general, materiale mai favorabile pentru suprafee de frecare dect
oelurile, datorit att prezenei grafitului (lamelar sau globular), ct i structurii lor
neomogene, cu mic afinitate pentru martensita pieselor clite care formeaz, cel mai adesea,
suprafaa opus de frecare. Ca atare, ele sunt corespunztoare pentru cuple de frecare greu
solicitate.
Pentru sarcini de frecare mai mari, larg utilizabile sunt fontele nealiate i aliate, cu
grafit nodular, care au proprieti antiuzare - ca i cele mecanice dealtfel - situate ntre cele ale
fontelor cenuii obinuite i cele ale oelurilor. Fontele maleabile au - la aceeai compoziie i
duritate - caracteristici de frecare - antiuzare similare celor ale fontelor cenuii obinuite.n
cazul solicitrilor foarte intense de uzare (abraziv) la frecarea de alunecare a materialelor
minerale, utilizabile sunt fontele albe, cementitice, eventual fontele cu crust dur (turnate n
cochile).
Rezistena la uzare a fontelor este determinat de constituia structural a masei de
baz i de cantitatea, mrimea i forma grafitului.Dintre fontele cenuii, cea mai bun
comportare la uzare o au cele cu masa de baz perlitic lamelar, fin, complet lipsit de ferit
liber i avnd o cantitate redus de cementit liber. O mic cantitate de cementit
hipereutectic nu mrete uzura, dac apare fin distribuit sau - i mai favorabil - sub form
de ace lungi i subiri; n schimb separrile izolate, mari de cementit liber conduc, cel mai
adesea, la o uzare mai accentuat. Astfel, spre exemplu fontele coninnd 2,83,5 % C, cte
0,51 % Si, Mn i Cr, max.0,1% S i P fiecare, au o structur format din perlit lamelar i
Fe
3
C. Rezistena la uzare mai ridicat a perlitei se datorete i duritii mai mari a acesteia
(250 - 350 HB) fa de cea a feritei (cca.100 HB).Deosebit importan prezint grafitul, care
confer fontelor lipsa tendinei spre gripare (respectiv bune proprieti antifriciune),
mbuntind lubrifierea perechii n frecare mixt. Att structura ct i modul de apariie a
grafitului i, n consecin, comportarea la uzare a fontelor, sunt influenate substanial i de
prezena elementelor nsoitoare sau de aliere.
Siliciul, element grafitizant, micoreaz coninutul de carburi, reduce i uniformizeaz
duritatea, favorizeaz formarea unui grafit mai grosolan care - mpreun cu apariia de soluie
solid - n cele mai multe cazuri, mbuntesc (pentru coninuturi ridicate de Si) rezistena la
uzare, ndeosebi prin frecare de rostogolire. La frecarea prin alunecare, rezistena la uzare este
mbuntit de coninuturi de numai pn la 2,2 % Si (optim: 1,82,2 % Si).
Fosforul mbuntete el nsui comportarea la frecare - antiuzare a fontelor,
coninutul optim depinznd de tipul uzrii i de perechea de materiale n contact: la frecarea
de alunecare font/ font se recomand 0,450,75 % P; la font/oel aliat, 0,650,85 % P.
Aceste recomandri sunt valabile ndeosebi n cazul frecrii uscate, spre exemplu a saboilor
de frn de font, dar adaosurile de P sunt favorabile i n cazul frecrii mixte (la segmenii de
piston). La frecarea prin alunecare ntre suprafeele din font i materialele minerale abrazive
(nisip, roci dure), cnd tenacitatea i sensibilitatea la efectul de cresttur nu prezint interes
major, rezistena la uzare (spre exemplu a duzelor mainilor de sablat) este maxim pentru
cca. 1,2 % P i chiar mai mult.
Manganul are efect favorabil asupra rezistenei la uzare prin formarea mai accentuat
de carburi i prin fixarea martensitei i austenitei. La frecarea de alunecare uscat (saboii de
frn), coninutul optim de Mn este de 1,41,5 %.
Sulful nrutete comportarea la frecare a fontelor i, n consecin, coninutul
acestuia se limiteaz la procentaje mici.
64
Dintre elementele de aliere, prezena a peste 1 % Ni are o oarecare aciune favorabil
asupra rezistenei la uzare a fontelor perlitice, uzura scznd ns brusc pentru coninuturi de
2,54,5 % Ni.
Prezena unor adaosuri de 0,250,75 % Cr mrete rezistena la uzare a fontelor.
Molibdenul (ntre 0,30,6 %) mbuntete ndeosebi rezistena la cald a fontelor.
Adaosurile de Cu micoreaz uzura la frecarea de alunecare, de asemeni cele de Sb
(0,10,2 %).
n condiiile unei uzri abrazive, o bun comportare posed fontele slab sau mediu
aliate ndeosebi cu Ti, care au totodat i ridicat rezi sten mecanic.
Care sunt tratamentele termochimice cele mai frecvent aplicate pentru obinerea
unor suprafee rezistente la uzare?
c.) Aliaje dure rezistente la uzare
Aliajele dure sinterizate, coninnd o cantitate mare de carburi (WC, TiC, TaC) pe
lng lianii metalici (din grupa fierului, de obicei Co) - n general larg utilizate pentru scule
achietoare, i gsesc ntrebuinare i pentru o serie de repere crora li se pretinde rezisten
la uzare, implicnd deci nu numai o duritate ridicat ci i corespunztoare rezisten,
tenacitate i stabilitate termic.
Dac aliajele dure cu TiC i TaC i un coninut sczut de Co sunt utilizate pentru scule
achietoare, cele cu coninut mai ridicat de Co (peste 8 %) sunt n schimb, destinate cu
precdere pentru piese rezistente la uzare. Ele sunt folosite ataate prin sudare sau fixare
mecanic pe suporturi, dar pot fi utilizate i ca atare, ca produs finit (cu greutate pn la
cteva kg.). Preul de cost - desigur mai ridicat - este compensat de durabilitatea lor (pn la
de 60 de ori a oelurilor Pentru utilizri speciale comportare excelent dovedesc aliajele dure
cu baz de TiC (sau la aciuni corozive - cu carbur de Cr) i ca liant, Ni sau aliajele lui,
avnd o ridicat stabilitate la temperaturi nalte.
Exemple
De asemenea utilizate, i n acelai timp mai ieftine, sunt materialele (sinterizate)
compuse, de tip Fero-Titanit, coninnd pn la 50 % n volum carburi ntr-o
matrice din oel, care poate fi dirijat prin elemente de aliere adecvate. n stare
recoapt aceste materiale sunt prelucrabile prin achiere, dar clite au duriti de
6272 HRC i astfel ating 6080 % din durabilitatea (la uzare) a aliajelor dure
anterior prezentate. Dup uzare piesele pot fi recondiionate prin sudare de
ncrcare sau metalizare (prin pulverizare). Astfel de materiale se folosesc n
prezent pentru unelte de presare, filiere de trefilare, repere ale motoarelor cu
pistoane rotative, elemente de conducere etc.
Alte aliaje dure ataabile prin sudare, relativ ieftine i eficiente, sunt cele cu baz de Fe
(ca liant) i carburi dure (de W, Cr, Mo, etc.). Astfel, aliajele de Fe cu sub 20 % materiale
dure i coninnd - alturi de C - i adaosuri ca Cr, W, Mn sau Si, sunt mult mai rezistente la
uzare dect oelurile carbon sau aliate, gsindu-i utilizare la protejarea dinilor
excavatoarelor, a flcilor concasoarelor etc. Aliajele de Fe cu peste 20 % materiale dure,
coninnd n unele cazuri, pe lng adaosurile menionate deja, i Co, Ni, B, V, sunt mai dure
65
(dar i mai scumpe) dect anterioarele, mai puin rezistente la ocuri, dar deosebit de
rezistente la uzare, ndeosebi la cea abraziv.
d.) Materiale pentru acoperiri rezistente la uzare
mbuntirea comportrii la uzare prin acoperire cu straturi antiuzare, depuse prin
galvanotehnie, prin sudare de ncrcare sau prin metalizare prin pulverizare este indicat a se
realiza cnd este necesar protejarea suplimentar contra unei uzri intensive a materialelor.
Una dintre cele mai uzuale metode galvanice de acoperiri cu straturi rezistente la uzare -
ndeosebi prin abraziune - este cromarea dur.
Suprafeele cromate posed duritate nalt (pn la 1200 HV), tendin redus la
gripare, bun rezisten la uzare (datorit stratului de oxid compact, aderent, cu mare
stabilitate), valori corespunztoare ale coeficientului de frecare (0,250,30 la frecarea uscat
prin alunecare pe font), precum i rezisten la coroziune.
Comportarea la uzare este influenat ns puternic de duritatea materialului de baz-
suport (oeluri nealiate sau aliate turnate, fonte), care trebuie s fie ridicat pentru a nu se
deteriora (strpunge) stratul cromat (spre exemplu n cazul solicitrilor la uzare prin loviri sau
compresiune).
Pe suprafeele oelurilor, cel mai adesea, stratul de Cr se depune direct, fr straturi
intermediare. Straturile cromate (dure) se aplic n cazul a numeroase piese ca: unelte de
presare, ambutisare adnc, gurire i tiere, repere ale instrumentelor de msurat, iar straturi
mai groase, pe piesele de maini uzate, ca: arbori cotii, motoare, cilindri, valuri.
Exemple
Pentru mbuntirea proprietii de alunecare a cuplelor de frecare lubrifiate,
depunerea cromului se realizeaz astfel ca n strat s apar microfisuri sau pori n
care uleiul s fie reinut, contribuind astfel la meninerea peliculei de lubrifiant
(spre exemplu n cazul cilindrilor i arborilor cotii ai motoarelor cu ardere intern,
compresoarelor i pompelor, pieselor de amortizoare etc.).
Cromarea dur se aplic i aliajelor neferoase, ndeosebi celor de Al (Al-Si, Al-Cu-Ni,
Al-Si-Cu i Al-Mg), i anume n cazul matrielor de presare, cmilor de cilindri i
pistoanelor motoarelor de avioane i autovehicule, lagrelor i tamburilor de frn.
Acoperirea suprafeelor supuse frecrii - uzrii, cu straturi dure de Ni (sau pe oel,
straturi coninnd 92 % Ni i 8 % Pb) se practic mai restrns (cu precdere pentru
recondiionarea pieselor de maini uzate), dei aceste straturi sunt mai tenace, au
prelucrabilitate bun, aderen mare, n schimb conduc la o duritate mai redus (pn la 650
HV).
Alte straturi de acoperiri galvanice antiuzare, mai ieftine, constau din aliaje de Fe cu C
(0,40,8 %), dure (535 HB - dar din electrolii speciali pot ajunge i la o duritate de
11001150 HV) i rezistente la uzare, aplicate unor piese de maini importante (cmile de
cilindri i segmenii de piston ai motoarelor de tractoare).
Depuneri prin sudare (cu flacr, arc electric sau metode speciale ca sudare cu flacr
i flux de pulberi aliate, spre exemplu de Ni-Cr-B-Si, C-Co-Cr-W-B sau oel rapid) se
realizeaz cu pulberi aliate, fr sau cu srme de adaos (de asemenea din oeluri aliate), cu
precdere pe oelurile nealiate sau slab aliate de construcie sau de mbuntire, crora li se
reclam rezisten sporit la uzare.
66
Metalizarea prin pulverizare (a materialului depus n stare pulverulent sau ca srme,
bare, cu componenii rezisteni la uzare - spre exemplu font cu cca.1 % C liber, oeluri nalt
aliate cu Cr sau aliaje Ni-Cr-B-Si - nglobai ntr-o mas polimeric) se aplic la fusuri, axe,
pistoane, arbori cotii, putnd fi ns acoperite i metalele sau aliajele cu punct de topire
sczut, caz n care materialul de baz este doar uor nclzit.
M1.U5.3.1. Materiale antifriciune
Pentru asigurarea unei funcionri corespunztoare i durabilitii cuplelor de alunecare
n frecare (lubrifiat sau chiar mixt, eventual uscat), materialele pentru astfel de aplicaii
trebuie s posede: un coeficient de frecare ct mai mic, tendin redus spre gripare, rezisten
ct mai ridicat la uzare, corespunztoare alunecrii n condiii anormale de lucru (spre
exemplu la pornirea sau oprirea rotirii fusului lagrului), conformabilitate (deformabilitate
plastic), capacitate mare de rodare, rezisten suficient (la compresiune, oboseal), duritate,
stabilitate la coroziune provocat de uleiuri, conductivitate termic (pentru disiparea cldurii
produse de frecare). Conductivitate termic ridicat au aliajele antifriciune de Cu, de Al i de
Ag, nu ns i cele de Sn i de Pb. Anihilarea acestui neajuns, ca i meninerea n limite
restrnse a deformaiilor remanente ale lagrelor, sunt realizabile pe cale constructiv prin
aplicarea acestor aliaje sub form de straturi subiri (sub 0,4 mm grosime) pe carcase - suport,
mai dure, din bronz cu Pb sau din oel.
La alegerea unui material antifriciune trebuie acordat mare atenie i contra-
materialului perechii de frecare. Astfel, cum de regul este mai uor i mai ieftin s se
schimbe un cuzinet dect un ax (arbore), cel mai adesea se alege pentru primul un material
mai moale dect pentru cel de al doilea, concentrndu-se astfel uzarea la cuzinet.
Materialele de cuzinet cu capacitate portant ridicat au, pentru ncrcri mari,
conformabilitate mai redus (spre exemplu majoritatea aliajelor antifriciune de Cu), fiind ns
corespunztoare pentru lagre crora li se cere rigiditate i precizie de prelucrare ridicate.
Materiale antifriciune mai moi sunt recomandate cnd se cere o capacitate mare de
nglobare a particulelor strine (de uzur, impuriti etc.) din filmul de lubrifiant, precum i
suficient plasticitate, n timp ce materialele mai dure sunt mai favorabile n cazurile n care
nu apare o ungere hidrodinamic i, n consecin, frecarea mai intens existent impune,
nainte de toate, o bun rezisten la uzare, ndeosebi la cea prin abraziune.
n general ns materialele antifriciune pentru diferite cuple de frecare de alunecare
corespund funcional dac au structuri eterogene (formate din mai muli constitueni cu
proprieti diferite).
Funcia antigripant este de obicei asigurat de constitueni (faze) moi, ductili, capabili
a curge plastic, avnd temperatura de topire mult mai sczut dect celelalte faze ale structurii
(respectiv dect a aliajului) i apropiat de temperatura maxim de funcionare a cuplei de
frecare (lagrului).
Aceste faze trebuie s fie uniform distribuite n structur la nivel microscopic. n acest
scop, cel mai frecvent sunt utilizate metalele moi, "albe", ca Sn, Pb (sub form de metale
tehnic pure, soluii solide sau eutectice). Alternativ - la nivel microscopic - cu fazele moi, n
structur trebuie s existe i faze dure (de obicei compui definii - intermetalici ai cuprului
sau aluminiului), care influeneaz substanial i duritatea de ansamblu a materialului. Fazele
(numite i incluziuni) moi precum i cele dure pot fi cuprinse ntr-o a treia faz a structurii:
matricea plastic a materialului (de obicei un eutectic). n cazul matricelor semidure, ductile,
cnd structura cuprinde ca incluziuni o faz dur, friabil, structura devine mixt. Dac cele
67
dou faze de baz (cea dur i cea moale) sunt de aproximativ aceleai dimensiuni i
repartizate n structur (care nu conine ali constitueni) uniform i alternant, aceasta este
omogen sau eutectic (utilizare practic gsindu-i ns cele cvasieutectice).
Astfel, sintetic, din punct de vedere al structurii lor, aliajele antifriciune pot fi ( figura
M1.U5.1.): a) cu matrice moale i incluziuni dure (aliaje "albe" de Sn i Pb); b) cu matrice
(semi)dur i incluziuni moi (aliaje de Cu i de Al); c) (cvasi)eutectice.
Fig.M1.U5.1. Reprezentarea schematic a structurii portante a materialelor metalice
antifriciune
n general structurile cu gruni fini se comport mai bine, att din punct de vedere al
alunecrii ct i al antiuzrii, ndeosebi la sarcini mari.
Ca materiale antifriciune pentru diferite cuple de frecare (lagre de alunecare, buce
etc) sunt aliajele metalice neferoase (cu baza de Sn, Pb, Zn, Cd, Ag, Cu, Al) ct i feroase
(fonte i, n mai mic msur, oeluri).
Cnd este recomandat utilizarea materialelor antifriciune mai moi?
n timp ce o lubrifiere corespunztoare a lagrelor din materiale compacte se asigur
numai prin msuri constructive (canale, inele sau fitile de ungere), prin procedeul metalurgiei
pulberilor pot fi obinute lagre autolubrifiante ce nu reclam ntreinere un timp relativ
ndelungat. Caracteristica lor principal este ungerea proprie ca urmare a mbibrii porozitii
lor deschise, omogene i controlate (cca.1525 %), cu ulei.
Auto-ungerea se realizeaz (figura M1.U5.2.) datorit presrii uleiului n porii
suprafeei de contact i ieirii unei mici cantiti de ulei din porii zonei opuse, nencrcate,
prin capilaritate, precum i ca urmare a creterii locale a temperaturii n timpul funcionrii.
Soluia clasic din figura M1.U5.3.a., cu cuzinet poros ncorporat n lagr, a fost
perfecionat prin echiparea unei monturi cu mai multe rezervoare suplimentare de ulei,
comunicante, nchise, dar cu posibilitate de realimentare (figura M1.U5.3.b.), care permite
mrirea capacitii portante cu 2030 %.
S ne reamintim...
Pentru o ct mai bun funcionare i fiabilitate a mainilor, pentru a face fa
unor solicitri tot mai mari la care sunt supuse diferitele organe de maini, se
aplic ungerea prin interpunerea unor lubrifiani, care s conduc la o eficien
sporit n procesul de frecare-uzare. Lubrifianii pot fi lichizi, solizi sau gazoi.
68
Ca lubrifiant gazos se prefer aerul, iar dintre lubrifianii solizi, cei mai utilizai
sunt: grafitul, bisulfurile (MoS2, TiS2, WS2), biselenurile (MoSe2, WSe2,
NbSe2), sulfurile (CuS, FeS, PbS), nitrura de bor, oxizii (PbO, CuO) etc.
Condiiile principale pe care trebuie s la ndeplineasc un lubrifiant pentru a
realiza o ungere eficient sunt: s posede caliti lubrifiante; s asigure o ungere
perfect a elementelor n micare, corespunztoare regimului de frecare, metodei
i sistemului de ungere adoptate; caracteristicile s fie stabile n timp; s fie
curat, bine filtrat i s asigure o bun protecie anticoroziv.
Fig.M1.U5.2.Lagr radial cu Fig.M1.U5. 3.Cuzinet poros fr (a)
cuzinet poros autolubrifiant i cu (b) rezervor de ulei
Ce aliaje i gsesc cea mai larg utilizare ca materiale antifriciune pentru
diferite cuple de frecare?
M1.U5.3.2. Materiale de friciune
Creterea continu a vitezelor (cele iniiale - pn la 80 m/s) i a forelor (respectiv
presiunilor - pn la 4060 daN/cm
2
) ale vehiculelor (auto, cu enile, tractoare, de cale
ferat, aeronave), mainilor i utilajelor de ridicat, transportat i terasiere, mainilor-unelte
grele, instalaiilor de foraj etc., impun cerine tot mai ridicate fa de eficacitatea i sigurana
n exploatare ale sistemelor de frnare i de transmisie (cuplare) i implicit, fa de materialele
de friciune (lucrnd n general n regim uscat) care le echipeaz. Ca atare, acestea trebuie s
anihileze sau s preia, deseori, energii cinetice specifice de 25 kJ/cm
2
, respectiv puteri
specifice de 0,54 kW/cm
2
, dezvoltnd i prelund cantiti mari de cldur (n timp de
1015 sec., aprox. 350 kcal/cm
2
). Cerina concomitent a limitrii gabaritelor frnelor i
cuplajelor la minimul posibil a condus la mrirea ncrcrilor P.V. ale garniturilor de friciune
n unele cazuri pn la 10 ori, iar a temperaturilor aprute la suprafeele de frecare, pn la
10001200
o
C.
Pentru realizarea corespunztoare a funciunii lor, materialele de fric iune trebuie s
posede, ntre altele: coeficient de frecare suficient de mare (la frecare uscat 0,20,6, iar n
ulei 0,050,15), uzare ct mai redus (s 0,05 cm
3
/kWh la ncrcri reduse, s 0,4 cm
3
/kWh
la ncrcri medii i s 1,2 cm
3
/ kWh la ncrcri severe) i stabilitatea acestor caracteristici n
timp, la variaii n limite ct mai largi ale ncrcrii i implicit temperaturii.
69
n general ns valorile coeficientului de frecare ale celor mai multe materiale scad cu
creterea vitezei de alunecare i implicit a temperaturii suprafeelor active. Ca urmare a
dependenei proprietilor fizico-mecanice de temperatur, precum i a apariiei n tot mai
mare msur a reaciilor chimice ntre suprafeele i mediul de frecare, comportarea la frecare
- uzare a materialelor se modific sensibil.
Din aceste motive, dezideratul unei desfurri constante n timp a procesului de
frecare nu este - n majoritatea cazurilor - realizabil cu materiale omogene (mono-
componente), ci numai apelnd la materiale compuse, obinute de obicei prin procedeele
metalurgiei pulberilor, la care se exploateaz comportarea diferit a diverilor componeni la
aceast solicitare.
Comportarea la frecare - uzare i eficacitatea cuplelor de friciune depind ns la
proprietile perechii de materiale n frecare i de construcia acestor subansamble.
Materialele de friciune pe baz de azbest cu liani organici (de tip Ferodo, nc larg
rspndite n numeroase aplicaii, nu corespund la viteze de alunecare i presiuni de peste 15
m/s, respectiv 15 daN/cm
2
i nici la temperaturi de peste 350450
o
C, la care valorile
coeficientului de frecare scad puternic (fenomenul de Fading), materialele "arzndu-se".
Aliajele metalice compacte (fonte, oeluri i foarte rar, neferoase) sunt limitat
utilizabile ca materiale de friciune, coeficientul lor de frecare scznd accentuat (figura
M1.U5.4.), iar uzarea intensificndu-se odat cu creterea temperaturilor de lucru.
Fig.M1.U5.4. Variaia cu temperatura
a coeficientului de frecare
al fontei cenuii pe oel
a.) Fonte de friciune
Sunt tot mai rar utilizate (saboii de frnare ai vehiculelor de cale ferat, tamburii de
frnare ai autovehiculelor), structura lor trebuind s fie perlitic sau perlito-sorbitic, lipsit
de ferit liber.
b.) Materiale de friciune sinterizate
Aceste materiale sunt n marea lor majoritate cu baza metalic, obinute prin
procedeele metalurgiei pulberilor i au relativ ridicat conductivitate termic (530
kcal/m.h.
o
C, fa de 0,21,2 kcal/m.h.
o
C pentru materialele azbestice, organice) i stabilitate
superioar la temperaturi ridicate, fiind ca atare potrivite pentru garnituri de cuplaje i frne
mai puternic solicitate i crora li se reclam mare eficacitate.
Ca i component de baz se utilizeaz fie Fe nealiat cu o serie de elemente ca Ni, Cu,
Cr, P, Co, W .a., fie Cu i ndeosebi aliaje ale cuprului cu Sn, Zn, Al.
Pentru mbuntirea rezistenei la uzare, stabilizarea i modificarea procesului de
frecare, aceste materiale mai conin ntotdeauna i alte adaosuri .
70
Dintre acestea, o prim grup o constituie componenii cu rol lubrifiant (antigripant) ca
grafit, sulfuri (de Mo, Fe, Pb, Zn), sulfai i metale uor fuzibile (Pb, Bi, Cd, Sb), adugai n
cantiti de pn la 30 % n greutate (peste 50 % n volum). O a lt grup distinct, cu rol opus,
fricional (viznd ridicarea coeficientului de frecare), o constituie adaosurilor ceramice (oxizi
-Al
2
O
3
, SiO
2
etc.; carburi-BC etc., nitruri etc.) n proporii de 315 % n greutate.
n comparaie cu materialele de friciune organice (de tip Ferodo), materialele
metalice pot fi utilizate la ncrcri mai mari, au proprieti de frecare mai constante,
coeficientul de frecare este n general puin mai sczut (depinznd ns foarte mult de
compoziie) dar variaz sensibil mai puin la viteze, presiuni i implicit temperaturi ridicate,
iar uzarea este sensibil mai redus.
n ce privete posibilitile de mbuntire a performanelor materialelor de friciune
sinterizate, se acord atenie realizrii unei baze metalice din Fe bogat aliat cu Ni, Co sau
metale refractare (Mo, W), capabile s reziste unor temperaturi de frecare mai nalte
(1500
o
C), precum i apelarea la componeni lubrifiani (BN, MoSi
2
) capabili a asigura o
alunecare corespunztoare la astfel de temperaturi nalte.
De asemenea, se tinde spre materiale sinterizate cu suport din fibre metalice refractare
(din oeluri inoxidabile, Nicrom etc.) precum i din carburi ale metalelor greu fuzibile. n
aceste cuple ns, trebuie alese corespunztor i contra-materialele de frecare, deoarece fonta
i oelurile nu mai corespund. O soluie promitoare o reprezint contra-materialul de
asemenea sinterizat.
Materialele de friciune sinterizate pe baz de fier sunt indicate n cazul unor
ncrcri mari pentru cuple funcionnd n regim de frecare uscat. Ele sunt substanial mai
ieftine comparativ cu cele pe baz de bronz, au o rezisten superioar la uzare i o stabilitate
mai ridicat la temperaturi nalte (pn la 8001100
o
C).
ntrebuinarea acestor materiale de friciune de mare eficacitate impune ns i contra-
materialelor cerine superioare. Sunt recomandate fontele cenuii cu grafit lamelar sau nodular
i structur perlitic, fonte aliate sau oeluri carbon cu Rm
min
= 50 daN/ mm
2
, iar n cazul unor
ncrcri foarte mari, oeluri de mbuntire sau materiale (suprafee) cromate dur.
Utilizarea acestor materiale se extinde la cuplajele i frnele utilajelor terasiere,
macaralelor, utilajelor agricole, la frnele roilor de avion, la cuplajele i frnele mainilor -
unelte, ale mainilor de prelucrare a hrtiei etc.
Materialele de friciune sinterizate pe baz de bronz, comparativ cu cele pe baz de
Fe, au o conductivitate termic superioar, proprieti mecanice (inclusiv duritate) mai
sczute, care ns provoac o uzare mai redus a suprafeelor conjugate, chiar i la ncrcri
mai mari. Ele i-au gsit utilizare corespunztoare la cuplajele care - lucrnd fie uscat, fie n
ulei - dezvolt cantiti mari de cldur ce trebuie rapid disipate.
Ca i contra-materiale sunt indicate fonte cenuii, oeluri de mbuntire nealiate i
aliate, materiale cromate sau nitrurate.
Exemple
Utilizarea larg a materialele de friciune sinterizate pe baz de bronz pentru
cuplaje cu ulei (cele de transmisie, pentru momente de 2,515000 J) se extinde la
maini-unelte, maini de prelucrare neachietoare, cuplaje automate pentru
autovehicule, vehicule speciale, tractoare, nave, excavatoare etc.
71
Materiale de friciune cermetice au un coninut mare, peste 50 % n volum, de
componeni nemetalici (ceramici, ca oxizi -SiO
2
, Al
2
O
3
, silicai) i liant metalic (Fe, Ni, aliaje
de Cu), coninnd deseori i alte adaosuri ca metale cu punct de fuziune sczut, sulfai, sulfuri,
carburi, grafit. Acestea au refractaritate ridicat i o bun rezisten la uzare.
Ce proprieti trebuie s posede materialele de friciune pentru realizarea
corespunztoare a funciunii lor?
Cermeii sunt fragili i din acest motiv se folosesc sub form de pastile presate n cupe
metalice, acestea fiind apoi nituite pe materialul suport. Ei se utilizeaz n construcia
cuplajelor i frnelor foarte puternic ncrcate i care, din motive constructive, trebuie s aib
gabarit i greutate reduse (spre exemplu frnele trenurilor de aterizare ale avioane lor).
M1.U5.4. Rezumat
Materialele rezistente la uzare trebuie s ndeplineasc urmtoarele proprieti:
comportare bun la frecare, fr predispoziie la gripaj sau alte forme de uzare
distructiv, o ct mai bun conductivitate termic, rezisten la uzare i la efecte
termice, modul de elasticitate redus, valori corespunztoare ale coeficientului de
frecare, pre de cost acceptabil etc.
Principalele grupe de materiale rezistente la uzare sunt: oeluri, fonte, aliaje dure,
materiale pentru acoperiri rezistente la uzare
Materiale antifriciune, n plus, trebuie s posede i un coeficient de frecare cu
valori ct mai mici. Principalele grupe de materiale antifriciune sunt: fonte, aliaje
pe baz de Cu, Pb, Sn, Al, Sn, Pb, Al, sinterizate, materiale plastice, grafit.
Materialele de friciune, dimpotriv, trebuie s posede un coeficient de frecare cu
valori ct mai mari. Principalele grupe de materiale de friciune sunt: fonte,
sinterizate.
M1.U5.5. TEST DE EVALUARE A CUNOTINELOR
1. La alegerea unui material urmnd a fi exploatat n condiii de uzare, ce condiii
trebuie ndeplinite?
2. Cum poate fi mbuntit rezistena la uzare a oelurilor?
3. Care este una dintre cele mai uzuale metode galvanice de acoperire cu straturi
rezistente la uzare?
4. Prezentai condiiile principale pe care trebuie s le ndeplineasc un lubrifiant
pentru a realiza o ungere eficient.
5. Specificai ce grup de oeluri rezistente la uzare se recomand la frecarea -
uzarea n condiii mai severe.
6. n ce condiii se recomand utilizarea fontelor albe, ca materiale rezistente la
uzare?
7. Care sunt elementele de aliere folosite pentru a influena comportarea fontelor
la uzare?
8. Materiale de friciune sinterizate: caracteristici, utilizri.
72
M1.U5.6. Materiale rezistente la coroziune
M1.U5.6.1. Coroziunea metalelor i aliajelor
Coroziunea se clasific dup mai multe criterii, i anume:
dup natura agentului agresiv:
- coroziune uscat (ce implic reacii n gaze la temperaturi ridicate);
- coroziune umed (ce presupune prezena umiditii sau a unui lichid).
dup mecanismul coroziunii:
- coroziune chimic;
- coroziune biochimic;
- coroziune electrochimic.
dup aspectul exterior al metalului corodat:
- coroziune generalizat (este afectat ntreaga suprafa a metalului);
- coroziune localizat (sunt atacate doar zone, respectiv suprafee mici):
- coroziune localizat macroscopic (coroziunea punctiform - pitting,
selectiv, galvanic etc.);
- coroziune localizat microscopic (coroziunea intercristalin sau fisurant
sub tensiune).
Coroziunea general de suprafa (figura M1.U5.5.) se manifest prin atacarea
suprafeei metalului, de obicei n mod uniform, dar i neuniform, sub form de pete. Atacul
este provocat de soluiile acide i , n cazul celor oxidante, se observ la suprafaa oelurilor
prezena unor pelicule de culoare nchis, formate din produse ale coroziunii (sruri bazice,
carbonai etc.). Pelicula format este pasiv din punct de vedere chimic fa de agentul
coroziv i astfel metalul de baz devine anticoroziv prin pasivare.
Fig. M1.U5.5. Coroziune general de suprafa
Coroziunea punctiform (prin ciupituri - pitting) se manifest (figura M1.U5.6.) prin
atacarea numai n anumite puncte a suprafeei metalului. Atacul progreseaz n adncime,
provocnd orificii adnci, care pot duce la perforare. Aceast form de coroziune este
periculoas deoarece este greu de supravegheat.
Fig.M1.U5.6.
Coroziune
punctiform
Coroziunea selectiv (figura M1.U5.7.) se manifest prin atacarea numai a unui
constituent sau prin dizolvarea soluiilor solide, din care un component se separ iari ca
metal. Un exemplu frecvent, i n acelai timp periculos, de astfel de coroziune este,
dezincarea alamei.
73
Fig. M1.U5.7. Coroziune selectiv
Coroziunea intercristalin (figura M1.U5.8.) se manifest printr-un atac produs de-a
lungul limitelor grunilor cristalini, consecina fiind o deteriorare a structurii, urmat de
scderea rezistenei materialului metalic. In cazuri extreme se produce o dezagregare a
constituiei metalului, acesta transformndu-se n pulbere. In cazurile uoare, coroziunea
intercristalin se manifest prin apariia de fisuri, cel mai frecvent cu ocazia unor operaii de
deformare plastic a metalelor.
Fig. M1.U5.8. Coroziune intercristalin
Coroziunea fisurat sub tensiune (figura M1.U5.9.) poate s apar sub efectul unor
tensiuni remanente existente n metal i ea se produce la punerea lui n exploatare chiar n
medii puin agresive.
Fig. M1.U5.9.Coroziune fisurant sub tensiune
M1.U5.6.2. Metode de protecie mpotriva coroziunii
O privire de ansamblu asupra diferitelor metode de protecie contra coroziunii se
prezint n figura M1.U5.10.
S ne reamintim...
Coroziunea metalelor const n distrugerea spontan, parial sau total, a
acestora, n urma unor reacii chimice, biochimice sau electrochimice survenite n
cursul interaciunii cu mediul nconjurtor. Numai unele metale (nobile) au, n
condiii normale, stabilitate fa de aciunile chimice (Au, Pt). Metalele mai puin
74
nobile sunt obinute din compuii lor existeni n natur, minereurile, printr-un
adaos important de energie. Ele se gsesc ntr-o stare de constrngere,
termodinamic nenatural. La aceste metale, cauza propriu-zis a coroziunii este
tendina revenirii lor la starea cu cel mai mic coninut de energie.
Fig. M1.U5.10.Metode de protecie mpotriva coroziunii
a) Protecia anticoroziv prin schimbarea compoziiei.
La exploatarea construciilor metalice n condiii deosebit de grele, cum ar fi presiunile
i temperaturile ridicate sau mediile foarte agresive din industria chimic, procedeul cel mai
utilizat i, n acelai timp, cel mai eficient de combatere a coroziunii const n creterea
stabilitii chimice a metalului de construcie nsui. Aceast ameliorare a stabilitii se poate
realiza, n mod obinuit, prin alierea metalului de baz cu diferite alte elemente metalice n
proporii variabile. Folosirea acestor sisteme metalice complexe, respectiv a aliajelor,
determin, pe lng o stabilitate chimic ridicat i o ameliorare apreciabil a proprietilor
fizico - mecanice ca i a celor de exploatare. Materialele obinuite, supuse procesului de
coroziune, se vor nlocui cu materiale rezistente la coroziune.
b) Protecia anticoroziv prin proiectare.
Exploatarea metalelor sub form de piese pentru maini i instalaii a artat c
degradarea sau distrugerea lor prematur n urma proceselor de coroziune pot fi evi tate i
printr-o proiectare corespunztoare a acestor piese. In esen, proiectarea trebuie s in cont
de toate condiiile impuse de procesul tehnologic ale crui maini i instalaii se proiecteaz,
de proprietile fizice i mecanice ale materialelor, de acoperirile de protecie corespunztoare
(acolo unde sunt necesare), de metodele de asamblare, uurina de fabricare i de preul de
cost. In proiectarea pieselor trebuie s se evite pe ct posibil cavitile orizontale, crestturile,
i zonele n care umiditatea poate fi reinut. Asemenea zone constituie totdeauna punctele
slabe ale construciei iar coroziunea care ncepe din aceste puncte poate deteriora ntreaga
instalaie. Unele posibiliti de reducere a coroziunii, printr-o proiectare corect, se prezint n
figura M1.U5.11.
Protecie activ
Evitarea
coroziunii
Metode de protecie contra
coroziunii
Influenarea
mediului coroziv
Alegerea
corespunztoare a
materialului i
formei piesei
Straturi de protecie
i acoperiri
artificiale
Protecie pasiv
Meninerea la distan a
substanelor agresive
75
Fig. M1.U5.11. Reducerea coroziunii prin proiectare corect
Combaterea coroziunii galvanice se poate realiza cu ajutorul straturilor
protectoare sau prin izolarea metalelor care vin n contact (figura M1.U5.12). In acelai scop
se va acorda o atenie deosebit proiectrii subansamblurilor din cupluri de materiale cum
sunt: aluminiu - oel, aluminiu - font, aluminiu - aliaje de cupru, oel - cupru, oel - alam,
oel - plumb etc.
Fig.M1.U5.12.Prevenirea coroziunii prin
contact
c) Protecia anticoroziv prin acoperiri
In multe cazuri nu este justificat utilizarea unui aliaj scump, rezistent la coroziune, ci
se poate utiliza un material obinuit, care ns va trebui protejat contra coroziunii prin
acoperiri (procedee pasive). Schematizat, metodele anticorozive prin protecie pasiv se
prezint n figura M1.U5.13.
Acoperirile protectoare cu pelicul de oxizi sunt posibile att n cazul materialelor
metalice feroase ct i n cazul celor neferoase. Stratul protector se poate realiza att pe cale
chimic ct i electrochimic.
Care este procedeul cel mai utilizat i, n acelai timp, cel mai eficient de
combatere a coroziunii la exploatarea construciilor metalice n condiii deosebit
de grele?
S ne reamintim...
Protecia mpotriva coroziunii reprezint totalitatea msurilor care se iau pentru a
feri materialele metalice sau nemetalice, folosite la construcia mainilor i
instalaiilor, de aciunea distructiv a mediului nconjurtor. Metodele de
protecie anticoroziv sunt foarte numeroase i variate; ca urmare, ele se aleg
pentru fiecare caz n parte, avndu-se n vedere o serie de factori specifici
printre care un loc de prim importan l are cel economic.
76
Fig. M1.U5.13. Metode anticorozive prin protecie pasiv
Realizarea peliculelor de oxizi pe cale artificial face ca aderena i compactitatea
acestora s creasc mult i s apar astfel un strat care s confere materialului o protecie
apreciabil n atmosfer. Acoperirile protectoare cu pelicule de fosfai (fosfatrile) constau n
formarea pe suprafaa metalului de protejat, a unor fosfai stabili, foarte greu solubili n ap.
Fosfatarea se utilizeaz ca procedeu de protecie contra oxidrii metalelor feroase, dar
i ca un tratament preliminar al suprafeei n vederea unei acoperiri definitive (cu vopsea) sau
ca un tratament intermediar n scopul ameliorrii operaiilor de deformare plastic la rece
(extrudare, trefilare etc.). Ea se poate aplica i pieselor din aluminiu sau zinc, adesea avnd o
bun rezisten la coroziune, mare putere de reinere a vopselelor i un pre de cost sczut.
Acoperirile prin imersie la cald sunt posibile numai dac exist posibilitatea ca ntre
cei doi parteneri s se poat forma aliaje. Dintre metalele tehnice uzuale zincul i aluminiul
se aliaz cel mai uor cu oelul i formeaz rapid compui intermetalici; staniul reacioneaz
ceva mai greu iar plumbul se poate alia doar dac baia de plumb topit conine i alte elemente
metalice, cum ar fi staniul.
Pelicula de zinc format la suprafaa pieselor din oel prin imersie la cald are
proprieti fizice caracteristice metalelor. Rezistena stratului de zinc depinde att de grosime
ct i de caracteristicile mediului nconjurtor. De exemplu, n atmosfere rurale,
neimpurificate, durata de exploatare a acestor acoperiri poate depi 25 de ani.
77
Exemple
Acoperirile cu aluminiu se utilizeaz n domenii n care zincul este mai puin
eficient i anume la protecia mpotriva oxidrii n aer cald (peste 900
0
C) sau n
atmosfere de gaze de eapament, vaporii cuptoarelor etc. Acoperirea cu plumb prin
imersie la cald se practic mai ales pentru subansamblele utilizate n industria
chimic: ventile, robinete, amestectoare etc. Stratul de plumb obinut este
compact i lipsit de pori.
Acoperirile protectoare prin metalizare sunt procedee termo-mecanice de acoperire a
unei suprafee metalice cu un alt metal. Metalul care se depune se topete la flacra unui
arztor i se pulverizeaz cu ajutorul unui fluid sub presiune pe suprafaa care trebuie
metalizat. In general, depunerile prin metalizare se caracterizeaz printr-o anumit
porozitate, densitatea depunerii fiind, n medie, cu 10 % mai mic dect a metalului din care
provine. Pe de alt parte, suprafaa acoperit devine mai dur, rezistena la traciune i
alungirea sunt mai slabe iar coeficientul de frecare mult mai mare. Prin tratamente termice
corespunztoare, suprafaa acoperit poate deveni mai dur, n schimb poate crete rezistena
la traciune.
Exemple
Metalele cele mai frecvent utilizate pentru metalizare sunt zincul, plumbul,
aluminiul, staniul, cuprul i aliajele sale, molibdenul, nichelul i oelurile
inoxidabile. In afara metalelor menionate se pot aplica prin metalizare nc multe
altele ca: borul (agent de absorbie a neutronilor), cobaltul (ca liant pentru alte
materiale metalizate), fierul (pentru obinerea acoperirilor magnetice), magneziul
(ca acoperire de protecie anticoroziv), siliciul (pentru rezisten la abraziune),
tantalul (pentru rezisten la temperaturi ridicate), titanul (pentru protecii
anticorozive i antioxidante pn la 550
0
C) etc.
Acoperirile protectoare prin difuzie termic reprezint o metod de protecie
anticoroziv n urma creia straturile superficiale ale unor piese metalice se mbogesc cu
alte metale mai stabile din punct de vedere chimic. Condiia necesar pentru realizarea
acoperirii const n aceea c suportul trebuie s formeze cu metalul de depunere soluii solide.
In cazul fierului ca suport, aceast cerin este ndeplinit de 15 elemente, dintre care cele mai
importante din punct de vedere al proteciei anticorozive sunt cromul, aluminiul i zincul.
De regul, acoperirile prin difuzie termic se aplic unor piese mici din oel ca: roi
dinate, uruburi, boluri, arbori etc.
Cromizarea (depunerea cromului prin difuzie) permite creterea rezistenei la
coroziune a pieselor din oel i confer acestora o mai mare stabilitate la temperaturi ridicate.
Alitarea (depunerea aluminiului prin difuzie) se aplic pieselor din oel, cupru sau
alam, crescnd rezistena acestora la oxidare.
erardizarea (depunerea zincului pe oel sau font prin difuzie) duce la obinerea unor
straturi protectoare cu grosimi de 0,020,07 mm, rezistente la coroziune i cu o duritate
cuprins ntre 250300 HV.
Acoperirile protectoare prin placare reprezint o metod eficient de protecie a unui
material suport cu un alt material rezistent la coroziune.
78
In cazul placrii se mbin proprietile fizico-mecanice ale materialului suport cu
proprietile anticorozive ale metalului de placare. Spre exemplu, placarea aluminiului cu un
aliaj al su mbin rezistena mecanic a aliajului cu rezistena la coroziune a aluminiului;
oelul inoxidabil pe oel carbon mbin prelucrarea uoar i preul de cost sczut al oelului
carbon cu rezistena la coroziune a oelului inoxidabil; acelai lucru n cazul aurului pe alam
etc.
Exemple
Materialele placate se realizeaz sub form de table, benzi, evi etc. Dup modul
de realizare se pot deosebi mai multe tipuri de placare: prin turnare, laminare,
topire, sudur sau presare. De regul, placarea se realizeaz la cald, deoarece se
faciliteaz i difuzia celor dou materiale.
Acoperirile protectoare cu straturi de email se folosesc mult n industria chimic
deoarece prezint o foarte ridicat rezisten la coroziune fa de mediile agresive cele mai
diverse.
Emailul este o combinaie aderent, de natur anorganic, sticloas, pe baz de silicai,
avnd urmtoarele caliti: aderen la suportul metalic, rezisten la oc termic i mecanic,
lipsa porilor, rezisten chimic n soluii acide i alcaline.
Pentru protejarea mpotriva coroziunii a unor utilaje sau instalaii cum ar fi camerele
de combustie ale reactoarelor cu jet, schimbtoarele de cldur, turbinele cu gaz, recipienii
pentru metale topite (zinc, aluminiu), piesele de reactoare nucleare i nave cosmice, se
utilizeaz emailuri speciale rezistente la temperaturi ridicate. Ele se obin n urma aplicrii pe
diverse suporturi (oeluri Cr Ni 18/8, 25/20, aliaje de nichel i cobalt, wolfram, molibden i
titan), prin topire a unui strat sticlos care conine adaosuri refractare ca Cr2O3, SiO2, CaO etc.
Acoperirile protectoare cu lacuri i vopsele reprezint unul dintre cele mai vechi
mijloace de protecie anticoroziv a suprafeelor metalice i nemetalice. Din punct de vedere
al mecanismului de protecie conferit, acoperirile cu lacuri i vopsele se pot mpri n dou
categorii: vopsele active ce conin pigmeni capabili s inhibe coroziunea; vopsele pasive
care exercit doar o aciune de ecranare (izolare a suprafeei metalice). Aceste acoperiri se
caracterizeaz printr-o putere de protecie remarcabil i au avantajul c se pot aplica pe
suprafee mari i cu productivitate ridicat. Prin alegerea judicioas a materialului de
acoperire, prin mbinarea proprietilor de protecie ale unui strat cu calitile decorative ale
altui strat se pot obine acoperiri combinate, n mai multe straturi, care pot depi rezistena
acoperirilor de protecie metalice sau chimice.
Prezentai metodele anticorozive prin protecie pasiv.
M1.U5.6.3. Materiale anticorozive
a) Oeluri inoxidabile anticorozive
Convenional, se numesc oeluri inoxidabile aliajele Fe-C-Cr, care conin cel puin 12
% Cr i au o participare sub 0,1 % C. Coninutul de min. 12 % Cr confer oelurilor
proprietatea de a se acoperi cu un strat pasiv n cele mai multe medii (aer, acizi, atmosfer
industrial etc.), fcndu-le rezistente la oxidare i coroziune, n raport cu alte materiale
79
metalice. Stratul pasiv este format n principal din oxizi de crom, este aderent, dens,
impermeabil i puin solubil. Alte elemente de aliere (Ni, Mo, Ti, Si, Al etc.) mresc
rezistena la coroziune i mbuntesc comportarea oelurilor la solicitri mari.
Clasificarea oelurilor inoxidabile se poate face dup microstructura lor n stare de
echilibru. Oelurile inoxidabile martensitice conin, n general, 1218 % Cr i pot fi
mprite, la rndul lor n patru grupe (tabelul M1.U5.1).
Cele cu coninuturi mai mari de carbon au ca proprietate comun clibilitatea,
prezentnd deci concomitent avantajele unei rezistene relativ ridicate fa de atacurile
chimice i caracteristici mecanice comparabile cu cele ale oelurilor de construcie de larg.
Oelurile inoxidabile feritice conin 0,100,35 % C i 1530 % Cr, prezint o rezisten la
coroziune superioar celor martensitice i sunt mai ieftine dect cele austenitice. Pot fi
mprite n dou grupe (tabelul M1.U5. 2), n funcie de coninutul de crom i carbon.
Tabelul M1.U5.1. Oeluri inoxidabile martensitice
Grupa Coninut de
C, [%]
Coninut de
Cr, [%]
Exemple
M1
M2
M3
M4
< 0,15 %
0,200,40
0,601,00
0,100,20
1214
1315
1618
1518
12Cr130, T15Cr130 (x), 7AlCr130
20Cr130, T20Cr130 (x)
90VMoCr180
22NiCr170
Tabelul M1.U5.2. Oeluri inoxidabile feritice
Grupa Coninut de
carbon, [%]
Coninut de
crom, [%]
Exemple
F1
F2
0,080,12
0,100,35
1518
2530
8 (Ti)Cr170, T15Cr170
T15Cr280
Adugarea unor elemente de aliere (Ni, Cu, Al, Mo etc.) i reducerea coninutului de
carbon mbuntesc comportarea metalurgic la sudare i permit prelucrarea oelurilor
feritice prin presare la rece (la cald ele posed o bun prelucrabilitate prin deformare).
Proprietile mecanice sunt superioare fa de cele ale oelurilor martensitice (Rm = 35100
daN/mm
2
, A = 55125 %, duritatea 5562 HRC). Oelurile inoxidabile austenitice se
caracterizeaz prin coninutul sczut de carbon (C< 0,1 %) i un coninut de 1225 % Cr i
830 % Ni.
b) Aliaje de nichel
Nichelul este stabil la aciunea chimic a numeroase medii ca: atmosfer, gaze de
ardere, ap dulce i srat, acizi organici i anorganici, soluii alcaline sau ne utre.
Exemple
In general, aliajele cu baz de Ni sunt utilizate ca materiale anticorozive (pentru
instalaii de rcire, pompe, ventile, conducte, arcuri, colivii .a. n industria
chimic, petrolier, a construciilor de maini etc.) att datorit pasivrii lor uoare
ct i caracteristicilor lor mecanice ridicate.
In medii agresive umede cele mai rezistente sunt aliajele Ni - Mo - Fe i Ni - Mo - Cr -
Fe, de tip Hastelloy. Caracteristicile mecanice ale unor astfel de aliaje sunt superioare
80
oelurilor Cr - Ni austenitice i se menin pn la 650
0
C. Deformabilitatea lor bun permite
orice prelucrare la rece, prin aceasta realizndu-se o durificare mai mare dect n cazul
oelurilor austenitice.
Aliajele Inconel cu compoziie 7276 % Ni + 16 % Cr +8 % Fe +2 % Si
(deformabile sau pentru turntorie) dovedesc - pe lng o ridicat refractaritate i bun
rezisten mecanic i o nalt rezisten la coroziune.
Aliajele Monel, coninnd 6270 % Ni + 14 % Si + 0,53 % Al + 23 % F,
restul cupru, au o ridicat rezisten mecanic, bun plasticitate la rece i la cald (fiind uor
laminabile, forjabile, extrudabile, dar i turnabile). Alte aliaje de nichel, rezistente la
coroziune sunt Niconel (rezisten nalt la coroziunea punctiform), Illium (pentru turntorie,
achiabil), Toloy 657 etc.
c) Fonte anticorozive
Pentru fontele rezistente la coroziune se folosesc o gam variat de reete, n funcie de
natur i concentraia mediului coroziv. Se folosesc n unele cazuri fonte cenuii slab aliate cu
0,40,8 % Cr, 0,4 % Ni, dar mai ales fonte nalt aliate. Rezistena maxim la coroziune se
obine, n cazul fontelor cenuii, prin aliere nalt cu elemente ca: 1121 % Ni, 711 % Cu,
3035 % Cr, 1018 % Si, 1925 % Al. Din aceast categorie fac parte fontele denumite
Nirezist, Nicrosilal, Anticlor, Ferosilid, Sormait .a. Se utilizeaz pentru confecionarea prin
turnare a unor piese cu perei subiri pentru pompe, reactoare, condensatoare, ventile, armturi
etc.
d) Aluminiu i aliaje de aluminiu
Aluminiul de puritate tehnic (min. 99,5 %) prezint o mare rezisten la coroziunea
atmosferic (n medii industriale, coninnd bioxid de sulf, negru de fum, praf), la aciunea
apei pn la 180
0
C i fa de o serie de ageni chimici, datorit formrii pe suprafa a metalului
a unui strat subire (submicronic) i aderent de oxizi. El este utilizat ndeosebi pentru
confecionarea rezervoarelor, conductelor i robinetelor n industria alimentar i petrolier.
Exemple
Aliajele Al - Mg (de exemplu Duralinox) au o rezisten la coroziune similar cu
cea a aluminiului pur, proprieti mecanice mai bune, bun deformabilitate (prin
laminare, forjare , extrudare), utilizndu-se pentru confecionarea de panouri,
accesorii, conducte, rezervoare n construcia de maini, alimentar etc.
e) Magneziu i aliaje de magneziu
Comportarea la coroziune a magneziului, dei inferioar aluminiului, este bun i este
hotrtor influenat de prezena unor elemente de aliere (pn la 2 % Mn, 8 % Al i 3 % Zn).
Aliajele de Mg - contrar celor de Al - posed stabilitate acceptabil n soluii alcaline, acid
fluorhidric, acid cromic. In ap de mare rezist doar aliajele de Mg cu coninuturi mari de Mn.
f) Titan i aliaje de titan
Titanul, acoperindu-se spontan cu o pelicul protectoare de oxid, are o foarte bun
rezisten la aciunea coroziv a apei de mare, a mediilor oxidante (acid azotic), a clorurilor
umede i a acizilor organici. Prezena unor elemente de aliere (2030 % Mg, 9 % Ta, etc.)
mbuntete rezistena la coroziune n diferite medii. Aliajele de Ti se utilizeaz pentru
diferite arcuri, palete, discuri, piese diverse n industria construciilor de maini, chimic,
petrolier etc.
81
g) Cupru i aliaje de cupru
Cuprul are o rezisten ridicat la coroziune, care se transmite i aliajelor bogate n
Cu (alame, bronzuri). Stabilitatea ridicat fa de aciunea coroziv a apei, a mediului
atmosferic etc. combinat cu conductivitatea termic ridicat fac ca aceste materiale s fie
folosite la transmiterea cldurii (pentru condensatoare, schimbtoare de cldur, rcitoare), la
confecionarea de recipieni, armturi, arcuri, evi, conducte etc. Cuprul nu este atacat de acizi
neoxidani (diluai), dar nu rezist n contact cu mediile oxidante (spre exemplu acidul
sulfuric la temperaturi nalte, acidul clorhidric etc.), cu halogenii, sulfurile sau soluiile
alcaline. Alamele coninnd 6090 % Cu posed o anticorozivitate similar celei a cuprului,
fiind larg utilizate pentru armturi, schimbtoare de cldur, tuburile condensatoarelor, evile
fierbtoarelor etc. (CuZn20 , CuZn30).
h) Plumb i aliaje de plumb
Plumbul i datoreaz deosebita sa rezisten la coroziune capacitii de formare la
suprafaa lui a unor pelicule dense i aderente de diveri compui de Pb. El rezist bine la
aciunea acidului sulfuric, fosforic, cromic, mediului atmosferic umed sau cu coninut de
bioxid de carbon, apei de mare, soluiilor alcaline diluate. Plumbul nu rezist ns n acizii:
clorhidric, acetic, fluorhidric, azotic, formic, precum i n soluiile alcaline concentrate.
Aceste materiale se utilizeaz pentru evi, conducte, plci de acumulator , etc.
M1.U5.7. Rezumat
Coroziunea metalelor const n distrugerea spontan, parial sau total, a
acestora, n urma unor reacii chimice, biochimice sau electrochimice survenite
n cursul interaciunii cu mediul nconjurtor.
Principalele grupe de materiale metalice anticorozive: oeluri inoxidabile, aliaje
de nichel, aluminiu, titan, magneziu, cupru, plumb.
Metode de protejare mpotriva coroziunii: schimbarea compoziiei, proiectare,
acoperiri.
M1.U5.8. TEST DE EVALUARE A CUNOTINELOR
1. Cum se manifest coroziunea general de suprafa?
2. Specificai care sunt metodele de protecie mpotriva coroziunii?
3. Prin ce se caracterizeaz depunerile prin metalizare?
4. Descriei protecia anticoroziv prin proiectare.
5. n ce condiii se pot folosi, ca metode anticorozive prin protecie pasiv,
acoperirile prin imersie la cald?
6. Care sunt condiiile necesare pentru realizarea acoperirilor protectoare prin
difuzie termic?
7. Ce elemente de aliere sunt utilizate n cazul fontelor cenuii pentru obinerea
unei rezistene maxime la coroziune?
8. Ce elemente de aliere influeneaz n mod hotrtor comportarea la coroziune
a magneziului?
82
Unitatea de nvare M1.U6. Materiale rezistente la temperaturi nalte i
materiale rezistente la temperaturi joase
Cuprins
M1.U6.1. Introducere ................................ ................................ ................................ ......... 82
M1.U6.2. Obiectivele unitii de nvare ................................ ................................ ........... 82
M1.U6.3. Materiale rezistente la temperaturi nalte ................................ ........................... 83
M1.U6.3.1. Materiale cu stabilitate chimic ridicat la temperaturi nalte................... 83
M1.U6.3.2. Materiale cu rezisten mecanic ridicat la temperaturi nalte................. 85
M1.U6.4. Rezumat ................................ ................................ ................................ .............. 86
M1.U6.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 87
M1.U6.6. Materiale rezistente la temperaturi joase................................ ............................. 87
M1.U6.6.1. Oeluri criogenice ................................ ................................ ...................... 87
M1.U6.6.2. Fonte criogenice................................ ................................ ......................... 88
M1.U6.6.3. Aliaje de aluminiu................................ ................................ ...................... 88
M1.U6.6.4. Aliaje de cupru ................................ ................................ .......................... 88
M1.U6.6.5. Aliaje de nichel, titan i cobalt ................................ ................................ . 88
M1.U6.7. Rezumat ................................ ................................ ................................ .............. 89
M1.U6.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 89
M1.U6.1. Introducere
Materialele rezistente la temperaturi nalte trebuie s ndeplineasc
urmtoarele cerine: caracteristici mecanice ct mai ridicate, comportare bun la
fluaj, rezisten la coroziune, rezisten la ocuri mecanice sau termice,
conductivitate termic mare, coeficient de dilatare i modul de elasticitate cu
valori acceptabile, densitate mic, pre de cost ct mai sczut.
n domeniul temperaturilor de -10
0
C pn la -200
0
C, proprietile mecanice,
fizice i chimice ale materialelor metalice se modific, unele cresc odat cu
scderea temperaturii iar altele scad odat cu scderea temperaturii.
M1.U6.2. Obiectivele unitii de nvare
n aceast unitate de nvare este realizat o prezentare general a
materialelor cu stabilitate chimic ridicat la temperaturi nalte, insistndu-se
asupra proprietilor i domeniilor de utilizare ale acestora. De asemenea, sunt
prezentate principalele grupe de materiale rezistente la temperaturi joase.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
prezinte principalele grupe de materiale rezistente la temperaturi nalte i s
descrie proprietile caracteristice ale acestora;
identifice principalele caracteristici ale materialelor utilizate la temperaturi
joase i s prezinte grupele de materiale recomandate n anumite condiii de
temperatur.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
83
M1.U6.3. Materiale rezistente la temperaturi nalte
Materialele metalice refractare se utilizeaz n general la temperaturi mai mari de
450
0
C, care favorizeaz:
atacul chimic accentuat din partea mediului;
scderea rigiditii, creterea fragilitii i apariia fluajului.
n consecin, aliajele utilizabile la temperaturi nalte trebuie s ndeplineasc
urmtoarele cerine:
caracteristici mecanice ct mai ridicate;
comportare bun la fluaj;
rezisten la coroziune;
rezisten la ocuri mecanice sau termice;
conductivitate termic mare;
coeficient de dilatare i modul de elasticitate cu valori acceptabile;
densitate mic;
pre de cost ct mai sczut.
S ne reamintim...
Rezistena la temperaturi ridicate a metalelor este similar cu comportarea lor la
topire: cu ct este mai mare temperatura de topire cu att mai ridicat este
rezistena lor la temperatur ridicat. Puine metale se abat de la aceast regul,
excepia notabil constituind-o titanul.
M1.U6.3.1. Materiale cu stabilitate chimic ridicat la temperaturi nal te
Stabilitatea chimic ridicat se datoreaz formrii la suprafaa materialelor a unor
straturi de oxizi refractari, continue, aderente i puin permeabile la ionii metalului de baz i
la oxigen. Dintre toate elementele, cromul este cel care conduce la formarea celei mai bune
pelicule de oxid (Cr2O3), fiind astfel principalul element de aliere al materialelor feroase.
Temperaturile la care pot fi utilizate oelurile, n funcie de coninutul de Cr, admind
pierderi prin oxidare de 1 mg/cm
2
/100h respectiv 10 mg/cm
2
/100h, se prezint n figura
M1.U6.1. Favorabili sunt i oxizii siliciului (SiO2) i ai aluminiului (Al2O3), motiv pentru
care aceste elemente se regsesc, n cantiti mai mici ns, alturi de Cr n compoziia
oelurilor refractare.
a) Oeluri refractare
Oelurile coninnd Cr sau Ni utilizate ca materiale refractare (cu rezisten chimic
ridicat la temperaturi de peste 650
0
C) pot fi grupate, n funcie de structura lor, n oeluri
feritice, martensitice i austenitice.
Oelurile feritice se caracterizeaz printr-un coninut ridicat de Cr (1730%), la care
se adaug Si sau Al (10AlCr240, 7AlCr130, T20MoCr90, T75Cr280). Ele se caracterizeaz
printr-o bun rezisten la oxidare pn la temperaturi de 1200
0
C, dar, la menineri prelungite
la temperaturi de peste 950
0
C prezint fragilitate ridicat.
Oelurile martensitice se caracterizeaz prin coninuturi de Cr ntre 522%, la care se
adaug Al i Mo, Mo i Si sau Si i Ni. Au rezisten la oxidare pn la temperatura de 900
0
C,
dar i o rezisten mecanic ridicat (Rm ~ 80100 daN/mm
2
, A = 12%). Oelurile
austenitice se caracterizeaz prin coninuturi ridicate de Cr i Ni, recomandndu-se calitile
84
20-10, 25-12, 25-20. Oelurile 25-12 (de exemplu T35NiCr260), 25-20 (de exemplu
12NiCr250) au caracteristici mecanice superioare celor feritice (Rm ~ 100 daN/mm
2
), avnd
rezisten la oxidare pn la 1150
0
C n atmosfere oxidante sau de 900
0
C n atmosfer
reductoare cu prezena sulfului.
Fig.M1.U6.1. Influena coninutului de Cr
asupra temperaturii maxime de utilizare a
oelurilor
Exemple
Oelurile martensitice se utilizeaz pentru fabricarea motoarelor cu ardere intern,
a paletelor turbinelor cu aburi (de exemplu 45SiCr85, T20MoCr90, T40SiCr130
etc.).
b) Aliaje de nichel
Principala utilizare este ca rezistene pentru nclzire, avnd rezisten la coroziune
pn la temperaturi de 600...1100
0
C.
Aliajul Cromel, coninnd 6080% Ni + 1220 % Cr + 1,525% Fe + 0,52%
Mn, deformabil plastic, are rezistena mecanic Rm = 7075 daN/mm
2
i rezistivitatea
electric cca. 1 O.mm
2
/m.
Aliajul Inconel, coninnd 7276 % Ni + 16 % Cr + 8 % Fe + 2 % Si, deformabil sau
pentru turntorie, are o nalt rezisten mecanic (Rm=6580 daN/mm
2
), rezistnd la
oxidarea progresiv pn la circa 1100
0
C.
Aliajul Nicrom, coninnd 80 % Ni + 1520 % Cr + alte elemente (Fe, Si, Al sau Ti),
are, de asemenea, o nalt rezisten mecanic (Rm=6580 daN/mm
2
, A=3040 %),
rezistnd la oxidare pn la circa 1150
0
C.
Descriei influena coninutului de Cr asupra temperaturii maxime de utilizare a
oelurilor.
c) Fonte refractare
Fontele obinuite prezint creteri n volum la T>400
0
C, iar fontele aliate la T>550
0
C.
Creterile n volum sunt mari (35 % iar la menineri prelungite chiar 30 %) i pot reduse
prin: a) obinerea unui grafit fin nodular sau n cuiburi;b) prezena unor elemente de aliere ca
Si (figura M1.U6.2.), Cr, Mn, Ni, Al;
Prezena unor elemente de aliere (Cr, Ni, Si, Al) mrete simultan cu stabilitatea n
volum i rezistena mecanic i pe cea la oxidare (figura M1.U6.3.).
85
A - font cu coninut sczut de Si (2,98 % C, 1,14 % Si, 1,07 % Mn);
B - font Ni-Cr (3,45 % C, 1,18 % Ni, 0,92 % Cr);
C - font tip NIREZIST (2,74 % C, 14,62 % Ni, 2,11 % Cr);
D - font tip NICROSILAL (1,78 % C, 22,46 % Ni, 2,52 % Cr).
Fig.M1.U6.2. Creterea n volum a
fontelor
Fig.M1.U6.3. Rezistena la oxidare a unor
fonte cu grafit lamelar
M1.U6.3.2. Materiale cu rezisten mecanic ridicat la temperaturi nalte
La solicitarea unui metal la temperaturi peste 400
0
C, de ctre o sarcin de traciune
static, constant, de durat, acesta sufer fenomenul de fluaj. Elementele de aliere (Mo, Cr,
Ni, V, W, Si, Al, Be, Cu) influeneaz puternic rezistena la fluaj a unui metal pur, chiar n
cazul unor cantiti foarte mici.
a) Oeluri rezistente la fluaj
S ne reamintim...
Deformaia care apare la temperaturi ridicate, n condiiile aplicrii sarcinii n
regim static, se numete fluaj. Dup o anumit perioad de timp, fluajul duce la
rupere care se mai cheam i rupere prin fluaj/ tensiune. Acest tip de rupere
poate apare pe un interval larg de temperaturi. Fluajul apare n general la
temperaturi puin mai mari dect cea de recristalizare, unde sunt create condiiile
ca atomii s posede suficient mobilitate pentru a permite rearanjarea n timp a
structurii.
Comparnd comportarea la fluaj a diverselor tipuri de oeluri refractare se constat
urmtoarele: oelurile refractare martensitice sau martensitico-feritice au o mai bun
comportare dect oelurile feritice. Alierea cu Mo, V, W, Nb conduce la o ameliorare
sensibil a caracteristicilor de fluaj; oelurile refractare austenitice prezint o limit tehnic
de fluaj net superioar fa de oelurile martensitice. Comportarea este i mai bun dac se
adaug elemente de aliere: Mo, Ni, V, Ti, Nb, B. Ordinea cresctoare a oelurilor n funcie de
rezistena la fluaj este deci: oeluri feritice, oeluri martensitice, oeluri austenitice.
86
b) Fonte rezistente la temperaturi nalte
Comportarea mecanic la cald a fontelor n general superioare oelurilor din punct de
vedere al temperaturii la care se manifest scderea caracteristicilor mecanice este
dependent de calitatea acestora i de elementele constitutive.
Fonte nealiate prezint, de regul, o scdere a rezisten ei mecanice la peste 370
0
C.
Fonte nalt aliate cu Cr i Ni (SILAL, NICROSILAL, NIREZIST), au caracteristici
de rezisten bune chiar i la temperaturi de 600850
0
C. Prezena adaosurilor de Ni sau Mo
le confer rezisten la fluaj sensibil mai ridicat.
c) Superaliaje
n funcie metalul de baz, superaliajele pot fi de trei tipuri: oeluri sau aliaje
austenitice coninnd peste 20 % Fe, cu sau fr Cr; aliaje pe baz de Ni, coninnd sub 20 %
Fe; aliaje pe baz de Co.
Aliajele austenitice sunt aliaje Fe+Ni+Cr ( de exemplu aliajul 16-25-6 denumit
Timken) sau aliajele Fe+Ni+Cr+Co (de exemplu aliajul 20-20-30-8 denumit Refractaloy
70). Rezistena lor este Rm = 47 daN/mm
2
dup 1000 h, la 700
0
C.
Aliajele de nichel au o rezisten excelent la temperaturi de 600800
0
C putnd fi
exploatate cu bune rezultate chiar pn la 9501100
0
C. De exemplu, aliajul Inconel are Rm
= 60120 daN/mm
2
, iar aliajul Monel are Rm = 50 daN/mm
2
.
Aliajele de cobalt (conin 2025 % Co) sunt rezistente la coroziune i la oboseal,
avnd turnabilitate i sudabilitate bune, dar au rezisten bun la fluaj numai la
10501100
0
C.
Exemple
Aliajele de cobalt se utilizeaz n industria aerospaial (cabine, cptueli pentru
camere de combustie, plci deflectoare), chimi c, nuclear etc.
d) Aliaje de titan
Titanul este un metal greu fuzibil (T
topire
= 1660
0
C) i relativ uor (greutate specific
4,5 g/cm
3
), se utilizeaz la temperaturi de 400600
0
C, la care aliajele de Al i Mg au
rezisten sczut la fluaj, iar oeluri le aliate sunt prea grele.
e) Aliaje de beriliu
Beriliul are o greutate specific mic (1,85 g/cm
3
), temperatur de topire ridicat
(1285
0
C) i rezisten bun la oxidare pn la 800
0
C, avnd ns plasticitate i achiabilitate
reduse. Aliajele de Be au o rezisten mecanic bun la temperaturi de 450650
0
C, depind
chiar aliajele de titan, i de aceea se utilizeaz n special n industria aeronautic.
M1.U6.4. Rezumat
Materialele metalice refractare se utilizeaz n general la temperaturi mai mari
de 450
0
C, care favorizeaz atacul chimic accentuat din partea mediului, precum
i scderea rigiditii, creterea fragilitii i apariia fluajului.
Stabilitatea chimic ridicat la temperaturi ridicate se datoreaz formrii la
suprafaa materialelor a unor straturi de oxizi refractari, continue, aderente i
puin permeabile la ionii metalului de baz i la oxigen.
Principalele grupe de materiale rezistente la temperaturi ridicate: oeluri i fonte
aliate cu crom i nichel, aliaje de nichel, titan, cobalt, beriliu etc.
87
M1.U6.5. TEST DE EVALUARE A CUNOTINELOR
1. Care sunt cerinele pe care trebuie s le ndeplineasc aliajele utilizabile la
temperaturi nalte?
2. Care este principala utilizare a aliajelor de nichel?
3. Realizai clasificarea superaliajelor n funcie de metalul de baz.
M1.U6.6. Materiale rezistente la temperaturi joase
n diferite aplicaii din domeniul criogenic materialele sunt supuse exploatrii la
temperaturi de -10
0
C pn la -200
0
C. Proprietile mecanice, fizice i chimice ale materialelor
se modific dup cum urmeaz:
- tenacitatea scad cu scderea
- ductilitatea temperaturii
M1.U6.6.1. Oeluri criogenice
Oelurile carbon sau slab aliate pot fi utilizate pn la -20
0
C (cele din clasele de
calitate inferioare) sau pn la -40
0
C (cele din clasele de calitate superioare: R37R58,
OCS44OCS58 etc.). Prezena unor elemente de aliere permit utilizri pn la temperaturi
de -120 -180
0
C. Din asemenea oeluri se confecioneaz roi dinate, arbori, axe, recipieni
sub presiune, recipieni pentru transportat i depozitat gaze lichefiate. Oelurile aliate cu Ni
sunt caracterizate printr-o tenacitate substanial mrit, ca urmare a formrii unei structuri
austenitice fine i a apariiei martensitei tenace Fe-Ni. Pentru temperaturi de exploatare de
60
0
C pn la 100
0
C se recomand oelurile aliate cu 3,23,8% Ni (de exemplu 10Ni35 sau
20MoNi35), pentru temperaturi de 100
0
C pn la -150
0
C oelurile cu 4,55,5% Ni, iar
pentru temperaturi de 200
0
C oelurile cu 8,59,5 % Ni.
Exemple
Oelurile criogenice aliate cu Ni sunt utilizate pentru confecionarea conductelor i
recipienilor sub presiune, sudai, a celor pentru transportul i stocarea gazelor
lichefiate, n instalaii i maini frigorifice.
Oelurile aliate cu Cr-Ni, austenitice, au tenacitate foarte ridicat pn la temperaturi
apropiate de zero absolut (-273
0
C).
Oelurile aliate cu Cr-Mn pot fi utilizate n scopul economisirii Ni, n locul oelurilor
Cr-Ni. Ele au reziliena net superioar comparativ cu alte materiale.
- limita de elasticitate
- limita de curgere
- duritatea cresc cu scderea
- rezistena la oboseal temperaturii
- modulul de elasticitate
- sensibilitatea la efectul de cresttur
88
M1.U6.6.2. Fonte criogenice
Fontele se comport mai bine la temperaturi joase, comparativ cu oelurile, reziliena
rmnnd aceeai la 20
0
C i la -80
0
C. Cele mai utilizate sunt fontele nodulare cu structur
austenitic (Fagn NiCr30.3, Fagn NiMn23.4, Fagn Ni35), cu caracteristici mecanice bune
chiar la temperaturi de -200
0
C.
M1.U6.6.3. Aliaje de aluminiu
Aluminiul i aliajele (Al+Zn+Mg, Al+Cu, Al+Mg), tratate termic, nu manifest
fragilitate i au tenacitate neschimbat la temperaturi joase.
Exemple
Caracteristicile mecanice favorabile la temperaturi joase, densitatea sczut i
preul de cost sczut n comparaie cu alte materiale fac ca aliajele de Al s fie
utilizate n aparate i instalaii criogenice, aparate de zbor etc.
M1.U6.6.4. Aliaje de cupru
n cazul majoritii aliajelor de Cu deformabile, pe msura scderii temperaturii,
rezistena la rupere la traciune, duritatea i rezistena la oboseal cresc, iar plasticitatea
rmne practic constant. La temperatura de -269
0
C aceste aliaje prezint fenomenul de
supraconductivitate.
M1.U6.6.5. Aliaje de nichel, titan i cobalt
Se comport bine la temperaturi joase, rezistena la rupere la traciune crescnd cu
scderea temperaturii ( de exemplu de la Rm = 87 daN/mm
2
la 20
0
C crete la Rm = 165 daN/
mm
2
la -196
0
C pentru aliajul de Ti cu 5 % Al). Recomandri privind utilizrile unor materiale
la temperaturi joase se prezint n tabelul M1.U6. 1.
Tabelul M1.U6.1. Materiale utilizate la temperaturi joase
Temperatura minim,
0
C
Solicitare
Static Dinamic
Materiale utilizate
-25
-10
Oeluri carbon, STAS 200/2-80;
Oeluri pentru automate;
Fonte cenuii cu grafit lamelar.
-60
-40
Oeluri carbon, clasa de calitate 3;
Oeluri turnate;
Oeluri nealiate i aliate pentru cazane;
Oeluri pentru evi fr custur.
-80 -60 Oeluri carbon de calitate (OLC15X STAS 880-80).
-120 Oeluri Cr-Mo mbuntite.
-185 Oeluri cu peste 5,8 % Ni.
Orice temperaturi
negative
Aluminiu cu puritate 99,5%
Aliaje de Al deformabile
Alame deformabile i de turntorie
Bronzuri speciale Cu-Ni
Nichel, titan, cobalt i aliajele lor
Oeluri austenitice Cr-Ni sau Cr-Mn
89
Descriei influena temperaturii asupra proprietilor mecanice, fizice i chimice
ale materialelor.
M1.U6.7. Rezumat
n domeniul temperaturilor de -10
0
C pn la -200
0
C, proprietile mecanice,
fizice i chimice ale materialelor metalice se modific dup cum urmeaz: unele
cresc odat cu scderea temperaturii (limita de elasticitate, limita de curgere,
duritatea, rezistena la oboseal, modulul de elasticitate etc.) iar altele scad odat
cu scderea temperaturii (tenacitatea, ductilitatea etc.).
Principalele grupe de materiale rezistente la temperaturi joase sunt: oelurile
aliate cu crom, nichel sau mangan, fontele aliate, aliajele de nichel, titan, cobalt
aluminiu, cupru etc.
M1.U6.8. TEST DE EVALUARE A CUNOTINELOR
1. Descriei oelurile criogenice.
2. Prezentai caracteristicile fontelor criogenice.
3. Descriei comportarea la temperaturi joase a aliajelor de nichel, titan i cobalt.
4. Oelurile criogenice au ca element de aliere principal:
a) crom c) nichel
b) molibden
90
Unitatea de nvare M1.U7. Materiale electrotehnice i materiale cu
memoria formei
Cuprins
M1.U7.1. Introducere ................................ ................................ ................................ ......... 90
M1.U7.2. Obiectivele unitii de nvare ................................ ................................ ........... 90
M1.U7.3. Materiale electrotehnice ................................ ................................ ...................... 91
M1.U7.3.1. Materiale pentru conductori electrici ................................ ......................... 91
M1.U7.3.2. Materiale pentru contacte electrice ................................ ............................ 92
M1.U7.3.3. Materiale cu rezistivitate electric ridicat ................................ ............... 93
M1.U7.4. Rezumat ................................ ................................ ................................ .............. 93
M1.U7.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 94
M1.U7.6. Materiale cu memoria formei ................................ ................................ .............. 95
M1.U7.6.1. Aspecte generale ................................ ................................ ........................ 95
M1.U7.6.2. Descrierea principalelor fenomene de memoria formei ............................ 95
M1.U7.7. Rezumat ................................ ................................ ................................ .............. 99
M1.U7.8. TEST DE EVALUARE A CUNOTINELOR ................................ ............... 99
M1.U7.1. Introducere
Caracteristica principal a metalelor destinate produselor electrotehnice o
constituie conductivitatea electric. Dintre metale, argintul are cea mai mare
conductivitate electric, urmat de cupru, apoi de aluminiu. Aliajele metalelor
amintite mai sus au de asemenea conductivitate electric mare dar, n funcie de
natura i cantitatea elementelor de aliere sau impuritilor, aceasta este sensibil
mai redus dect cea a metalelor pure.
Materialele cu memoria formei reprezint un domeniu relativ nou al
tehnicii de vrf, datele referitoare la obinerea acestor materiale si aplicaiile lor
sunt departe de a fi suficient cunoscute. Efectul de memorie const n capacitatea
unui material de a-i relua forma avut naintea unei deformri plastice, printr-o
simpl nclzire la o anumit temperatur.
M1.U7.2. Obiectivele unitii de nvare
n aceast unitate de nvare este realizat o prezentare general a
materialelor electrotehnice, insistndu-se pe proprietile acestora i domeniile de
utilizare. De asemenea sunt prezentate materialele cu memoria formei, o grup de
materiale noi, cu o complexitate a fenomenelor ce le nsoesc nc neelucidat n
totalitate.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
descrie principalele proprieti ce trebuiesc ndeplinite de materialele utilizate
la realizarea produselor electrotehnice i s identifice materialele destinate
conductorilor electrici i contactelor electrice;
prezinte aspecte generale cu trimitere la materialele cu memoria formei i s
descrie principalele fenomene de memoria formei.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
91
M1.U7.3. Materiale electrotehnice
Caracteristica principal a metalelor destinate produselor electrotehnice o constituie
conductivitatea electric. Dintre metale, argintul (Ag) are cea mai mare conductivitate
electric, urmat de cupru (Cu), apoi de aluminiu (Al). Ali ajele metalelor amintite mai sus au
de asemenea conductivitate electric mare dar, n funcie de natura i cantitatea elementelor
de aliere sau impuritilor, aceasta este sensibil mai redus dect cea a metalelor pure.
Rezistivitatea electric depinde de temperatur (relaia M1.U7.1.), dar i de structur,
puritate, deformaii elastice i plastice.
p
t
= p
0
(1 + o t ) (M1.U7.1.)
o - coeficientul de temperatur;
p
t
- valoarea final a rezistivitii;
p
0
- valoarea iniial a rezistivitii;
t temperatura.
M1.U7.3.1. Materiale pentru conductori electrici
a.) Cupru i aliaje de cupru
Sunt materialele conductoare cele mai des folosite n electrotehnic, datorit
conductivitii electrice ridicat (60 m/O mm
2
fa de 10 m/O mm
2
la Fe) combinat cu o
foarte bun deformabilitate la rece i la cald.
Cuprul are aplicaii multiple n industria electrotehnic i electronic, pentru
conductori de bobinaj, benzi, table, bare, evi etc. El are ns caracteristici mecanice reduse,
de aceea deseori se folosesc aliajele cuprului, care au caracteristici mecanice net superioare,
ns conductivitate ceva mai sczut.
Alamele i bronzurile se utilizeaz sub form de srme, table, benzi, bare, evi,
diferite profile etc. n tabelul M1.U7.1. se prezint unele proprieti ale acestor materiale
utilizate n electrotehnic.
b.)Aluminiu i aliaje de aluminiu
Aluminiul, asemntor cuprului, este un bun material conductor (conductivitatea
electric este 35 m/O mm
2
, rezistivitatea electric este mic, de 0,0286 O mm
2
/m). Se
utilizeaz pentru conductori electrici izolai sau neizolai, de joas sau nalt tensiune, pentru
carcasele mainilor electrice i asiuri de aparate etc.
Tabelul M1.U7.1. Unele proprieti ale cuprului i aliajelor sale
Material Conductivitate el.
[m/O mm
2
]
Rezistivitate el.
[O mm
2
/m]
Rm
[daN/mm
2
]
A
[%]
Cu 57 0,01754 27 47,5
Alame
CuZn20
CuZn40Pb3
19
15
0,0525
0,0667
40
30
10
14
Bronzuri
CuSn8
CuBe0,5
7,5
24
0,050
0,045
48
150
40
3
Aliajele de aluminiu au caracteristici mecanice superioare celor ale aluminiului (de
exemplu Rm = 40 daN/mm
2
la Duraluminul AlCu4MgMn ), dar i pstreaz conductivitatea
electric bun.
92
Exemple
Aliajele de aluminiu se utilizeaz pentru transportul energiei electrice prin
intermediul liniilor de nalt sau joas tensiune, ca miezuri conductoare ale
cablurilor de nalt sau joas tensiune etc.
S ne reamintim...
Materialele pentru piesele de contact trebuie sa asigure buna funcionare a
acestora att la trecerea ndelungat a curentului electric, ct i n cazul arcului
electric care se formeaz la deschiderea contactelor care ntrerup curentul electric.
Aceste materiale trebuie s fie bune conductoare, s se oxideze ct mai puin, s
aib temperatura de topire ct mai ridicat (n special pentru contactele care
ntrerup curentul).
M1.U7.3.2. Materiale pentru contacte electrice
Contactele electrice trebuie s asigure nchiderea circuitului electric, trecerea
curentului electric n aceast poziie i apoi ntreruperea circuitului, aceste operaii repetndu-
se, n general, un timp ndelungat. Prin urmare, proprietile principale care trebuie ndeplinite
sunt: rezistivitate electric mic; conductibilitate electric mare; duritate mare i implicit
rezisten la uzur mare; comportare bun la temperaturi ridicate.
a.) Aur i aliaje de aur
Aurul este un element foarte rezistent la oxidare, are conductivitate electric bun (45
m/O mm
2
), conductivitate termic bun, este ductil i uor prelucrabil. n stare pur el se
utilizeaz rar i numai pentru contacte de precizie care lucreaz la joas tensiune i la presiune
mic de contact.
Aliajele de aur, cu Ag (50 % Au + 50 % Ag), cu Ni (95 % Au + 5 % Ni) sau
complexe (Au + Ag + Cu, Au + Ag + Pt), posed cele mai ridicate valori de durabilitate i
rezisten la uzare, dar sunt indicate numai pentru cureni de mic intensitate, putnd
funciona att la frecvene mici ct i la frecvene ridicate ale curentului electric.
b.) Argint i aliaje de argint
Argintul are cea mai ridicat valoare a conductivitii electrice (66,5 m/O mm
2
) i
conductivitate termic ridicat. El se oxideaz sub aciunea descrcrilor electrice formnd
anumii oxizi, care ns sunt buni conductori de electricitate.
Exemple
Contactele din Ag se utilizeaz pentru contactoare de diferite puteri, la relee, la
ntreruptoare automate etc., dar nu cu ntreruperi dese.
Aliajele de argint, datorit elementelor de aliere (Cu, Au, Cd etc.) au o duritate
considerabil mrit i o conductivitate electric i termic ceva mai reduse, comparativ cu Ag
nealiat.
c.) Platin i aliaje de platin
Platina are o bun conductivitate electric (10,2 m/O mm
2
), dar din cauza duritii
mici se utilizeaz foarte rar n stare pur pentru contacte.
93
Aliajele de platin cu 30 % Iridiu sunt cele mai rspndite i au aplicaii n
confecionarea contactelor importante, de putere mic i precizie mare, cu frecvene mari de
ntrerupere, n curent alternativ.
d.) Cupru i aliaje de cupru
Cuprul are proprietile comparabile cu cele ale argintului, ns rezistena lui mic la
oxidare limiteaz folosirea sa i necesit presiuni mari la contacte.
Exemple
Cuprul se recomand acolo unde suprafeele contactelor se auto-cur prin frecare
(ntreruptoare rotative).
Aliajele de cupru (Cu + Ag + Cd, Cu + Ni + Si etc.) elimin dezavantajele de mai sus.
e.) Materiale sinterizate
O mare parte a contactelor electrice se obin prin procedeele metalurgiei pulberilor,
mbinndu-se avantajele unor materiale care nu pot fi obinute prin alte procedee.
Contactele Ag-Ni se indic pentru funcionarea n curent alternativ sau continuu,
precum i la cureni de intensitate mare.
Contactele Ag-Cd au conductivitate electric mare i sunt rezistente la sudare i uzare.
Contactele Ag-W, Cu-W i Ag-Mo mbin proprietile wolframului sau molibdenului
(eroziune minim, duritate mare, tendin redus la sudare, transport redus de metal) cu cele
ale argintului sau cuprului (conductivitate electric i termic ridicate, oxidare lent).
Exemple
Materialele sinterizate se utilizeaz pentru ntreruptoare de joas sau nalt
tensiune, cu cureni mari de nchidere i presiuni de contact ridicate.
Specificai principalele proprieti ce trebuiesc ndeplinite de materialele
utilizate n construcia contactelor electrice.
M1.U7.3.3. Materiale cu rezistivitate electric ridicat
Materialele rezistive au aplicaii diverse: rezistene pentru nclzire, reostate, rezistene
bobinate, filamente ale lmpilor cu incandescen etc.
a.) Metale pure rezistive
Unele metale rezistive i proprietile acestora se prezint n tabelul M1.U7.2.
b.) Aliaje rezistive
Unele aliaje rezistive i proprietile acestora se prezint n tabelul M1.U7.3.
M1.U7.4. Rezumat
Caracteristica principal a metalelor destinate produselor electrotehnice o
constituie conductivitatea electric.
Dintre metale, argintul (Ag) are cea mai mare conductivitate electric, urmat de
cupru (Cu), apoi de aluminiu (Al).
Materialele utilizate la confecionarea conductorilor electrici (cuprul i aliajele
94
sale, aluminiul i aliajele sale) trebuie s posede conductivitate electric ridicat
combinat cu o foarte bun deformabilitate la rece i la cald.
Materialele pentru contacte electrice (aurul, argintul platina, cuprul i aliajele lor)
trebuie s posede rezistivitate electric mic, conductibilitate electric mare,
duritate mare i implicit rezisten la uzur mare, comportare bun la temperaturi
ridicate.
Materiale cu rezistivitate electric ridicat (wolfram, molibden, niobiu, tantal i
unele aliaje) au aplicaii diverse: rezistene pentru nclzire, reostate, rezistene
bobinate, filamente ale lmpilor cu incandescen etc.
Tabelul M1.U7.2. Proprieti ale unor materiale rezistive
Material Temperatura de
topire
[
0
C]
Temperatura
maxim de
utilizare [
0
C]
Rezistivitate
electric
[O mm
2
/m]
Wolfram 3410 2500 0,055
Molibden 2620 2000 0,057
Tantal 2000 2000 0,124
Niobiu 2470 1800 0,142
Tabelul M1.U7.3. Proprieti ale unor aliaje rezistive
Material Temperatura
de topire
[
0
C]
Temperatura
maxim de utilizare
[
0
C]
Rezistivitate
electric
[O mm
2
/m]
Constantan
40 % Ni+60 % Cu
- 400 0,5
Nichelin
67 % Cu+30 % Ni+3 % Mn
1180 500 0,4
Nikrotal 20
20 % Ni+25 % Cr+55 % Fe
1380 1050 0,95
Kanthal A-1
6 % Al restul Fe
1510 1375 1,45
M1.U7.5. TEST DE EVALUARE A CUNOTINELOR
1. Care este caracteristica principal a materialelor destinate produselor
electrotehnice:
a) conductivitatea electric c) rezistena mecanic
b) densitatea
2. Care metal are cea mai mare conductivitate electric:
a) Ag c) Al
b) Cu
95
3. Platina se utilizeaz n stare pur pentru contacte:
a) des c) uzual
b) foarte rar
4. Care sunt materialele utilizate n construcia contactelor electrice?
5. Ce aplicaii au materialele cu rezistivitate electric ridicat?
M1.U7.6. Materiale cu memoria formei
M1.U7.6.1. Aspecte generale
Efectul memoriei formei la metale se bazeaz pe transformarea martensitic
reversibil. n prezent, fenomenul este cunoscut pentru: alame, nichel, titan, cupru, aluminiu,
zinc, unele oeluri cu Mn i Si.
n metale i aliaje se observ adesea c ntr-o plaj de temperatur dat, se produce o
modificare de faz, n timp ce metalul rmne n stare solid. Acest fenomen se explic prin
faptul c, tinznd din principiu s adopte structura cea mai stabil posibil, atomii iau o alt
configuraie. n cazul oelurilor, se trece astfel, n anumite condiii, de la austenit (faz
stabil la temperaturi nalte) la martensit ( faz stabil la temperaturi joase). Structurile
acestor dou faze sunt n general destul de apropiate, atomii i dispunerea cristalin sunt
aceleai, dar distanele dintre atomi i unghiurile dintre legturi sunt uor diferite.
Pe acest proces se bazeaz efectul memorrii formei: dup ce a memorat o form
austenitic, aliajul este rcit pn la starea martensitic, apoi este deformat i cnd este
nclzit, i reia forma austenitic.
Exemple
Ca aplicaii ale materialelor cu memoria formei amintim: realizarea racordurilor,
prizelor microcontacte cu efect de memorie, arcuri pentru robinete, care ntrerup
ptrunderea apei n clipa cnd ea devine prea cald, arcuri pentru ventilarea serelor
etc.
M1.U7.6.2. Descrierea principalelor fenomene de memoria formei
a.) Pseudoelasticitatea (PSE)
Sub denumirea de efect pseudoelastic sau pseudoelasticitate sunt reunite o serie de
comportamente specifice aliajelor cu memoria formei (AMF), care sunt caracterizate prin
apariia unei neliniariti pe poriunea de descrcare a curbelor de traciune, efectuat n
condiii izoterme. PSE poate fi de maclare sau de transformare.
a.1.) PSE de maclare.
PSE de maclare este produs fie de un proces de germinare i cretere reversibil a
maclelor, fie de deplasare reversibil a limitelor de macle (twin boundaries).
a.2.) PSE de transformare.
PSE de transformare (numit frecvent superelasticitate) este nsoit de cel puin o
transformare martensitic reversibil indus prin tensiune, marcat pe curbele de traciune
prin prezena cte unui palier asemntor celui de curgere, pe poriunile de ncrcare i
descrcare.
96
a.3.) Parametri de pseudoelasticitate.
Parametrii mecanici de PSE au fost mprii n:
a) deformaionali: o
= tensiunea palierului (platoului) de ncrcare, numit i tensiune
de declanare; o
d
= tensiunea de descrcare; c
t
= alungire relativ total; c
rec
= alungire
relativ recuperabil (superelastic); (c
rec
= c
t
- c
p
).
b) energetici: E
1
= energia consumat ntr-un ciclu de ncrcare - descrcare, compus
dintr-o parte blocat i o parte disipat sub form de cldur, datorit frecrii interne. Mai este
numit i histerezis mecanic; E
2
= energia eliberat la descrcare; g = E
2
/(E
1
+ E
2
)100 =
randamentul de nmagazinare a energiei.
Din studierea PSE, se pot trage urmtoarele concluzii:
(1) prezena fenomenelor de maclare - demaclare i mai ales a transformrilor
martensitice reversibile induse prin tensiune poate duce la obinerea unor comportamente
pseudoelastice puternic neliniare ale AMF, net diferite de cele clasice (de la oeluri i fonte);
(2) limita dintre pseudomaclare i superelasticitate nu este definitiv delimitat dect
pentru o anumit istorie mecano-termic;
(3) pentru alegerea corect a tuturor condiiilor care determin obinerea unui anumit
tip de pseudoelasticitate i a valorilor corespunztoare ale parametrilor de PSE, este necesar
cunoaterea variaiei acestora, n primul rnd, n funcie de istoria mecano -termic.
Pe ce se bazeaz efectul memoriei formei la metale?
b.) Efectul simplu de memoria formei (EMF)
Efectul simplu de memoria formei (EMF) este cel mai important dintre fenomenele de
memoria formei . In esen, EMF reprezint redobndirea unic i spontan a formei calde
prin nclzirea aliajului aflat n forma rece.
b.1.) EMF cu revenire liber
Prin revenire liber, elementul de memorie i recapt forma cald n absena oricrei
constrngeri exterioare.
Cea mai operativ metod, pentru verificarea EMF, este ncovoierea, cteva exemple
fiind redate n figura M1.U7.1.
Fig. M1.U7.1. Ilustrarea EMF la ncovoiere manual
a) schem de principiu i metod de calcul ; b) deflecie prin EMF la Cu-Al-NI
c) deflecie prin EMF la acelai aliaj
97
b.2.) EMF cu revenire reinut.
Prin revenire reinut elementul cu memorie, deformat la rece, este mpiedicat s
revin la forma cald i din acest motiv, la nclzire el nu genereaz o deformaie (ca la
revenirea liber), ci o tensiune.
b.3.) EMF generator de lucru mecanic.
Utilizarea AMF la generarea de lucru mecanic, n construcia activatorilor i a
motoarelor termice, reprezint cea mai complex aplicaie a acestor utilaje. In toate situaiile,
EMF generator de lucru mecanic presupune deplasarea prin nvingerea unei tensiuni. Pentru
ca aliajul s revin la forma rece - care trebuie realizat numai prin deformaia martensitei -
este necesar ca rcirea s se fac sub sarcin. In felul acesta, se impune existena unei aa-
numite tensiuni de restabilire reprezentnd de fapt o sarcin moart. Un exemplu de
producere a EMF generator de lucru mecanic, la ncovoiere sub sarcin, este prezentat n
figura M1.U7.2.
Fig.M1.U7.2 EMF generator de lucru mecanic sub sarcin
n figura de mai sus se prezint urmtoarele situaii:
a) poziiile ocupate de prob: stare liber (linie cu punct), sub sarcin la temperatura
ambiant (linie continu) i la sfritul nclzirii (linie ntrerupt);
b) poziii ocupate de captul liber al epruvetei la creterea numrului de cicluri
Din studiile efectuate de cercettori pn n prezent se pot trage urmtoarele concluzii:
(1) ncovoierea ofer cea mai avantajoas metod potenial de studiu EMF cu revenire
liber ct i a celui generator de lucru mecanic, deoarece efectele distribuiei neuniforme a
tensiunilor pot fi neglijate n condiiile n care elemente cu memoria formei, avnd cel puin o
dimensiune a seciunii sub 1 mm, ridic mase de zeci i sute de ori mai mari;
(2) n cazul EMF cu revenire reinut, solicitarea care produce cele mai uor de
controlat tensiuni este ntinderea;
(3) pentru mrirea deformaiei recuperabile, n cadrul EMF generator de lucru mecanic
cu restabilirea prin ncovoiere sub sarcin, este necesar s se aplice o predeformare n
domeniul martensitic;
(4) esenial pentru aplicaii este obinerea unui EMF generator de lucru mecanic,
stabilizat, nsoit de apariia efectului de memoria formei n dublu sens.
Descriei principalele fenomene de memoria formei.
98
c.) Efectul de memoria formei n dublu sens.
Efectul de memoria formei n dublu sens (EMFDS) presupune redobndirea spontan
att a formei calde ct i a celei reci, la nclzire, respectiv rcire. n plus, un AMF educat
pentru EMFDS i amintete toate formele intermediare, caracteristice temperaturilor atinse
n timpul rcirii sau nclzirii.
c.1.) Proceduri de educare
Termenul de educare este preluat din limba francez unde a intrat ca i corespondent al
termenului englezesc original training (formare, instruire, pregtire) i este una dintre
principalele cauze care au dus la caracterizarea AMF drept materiale inteligente
n toate procedurile sau variantele de educare de mai sus, condiia necesar obinerii
EMFDS este formarea martensitei, orientat preferenial, direct prin procesul de rcire.
EMFDS astfel obinut se va numi extrinsec sau n sistem dac este generat de tensiuni
externe (care influeneaz creterea preferenial a martensitei) i intrinsec att n variantele
de educare ce influeneaz germinare de martensit ct i n cele ce favorizeaz creterea
acesteia, prin crearea de tensiuni interne.
c.2.) Oboseala aliajelor cu memoria formei
In funcie de tipul ciclrii la care este supus, un AMF poate prezenta fenomene diferite
de deteriorare ireversibil a microstructurii care definesc categorii specifice de oboseal.
Pentru mrirea rezistenei la oboseal mecanic se aplic o laminare la cald urmat de
clire n ap prin care limitele grunilor capt o form neregulat dar n timpul ciclrii
mecanice aceast form se redreseaz, absorbind o energie suplimentar datorit creia
tenacitatea limitelor este mbuntit.
Din sinteza cercetrilor care se refer la EMFDS, s-au desprins urmtoarele concluzii
utile pentru utilizarea acestor materiale:
(1) aliajele Cu - Zn - Al reprezint o categorie economic de AMF, a cror rezisten la
oboseal (n timpul ciclurilor deflecie - temperatur, sub sarcin) este de ordinul miilor de
cicluri;
(2) pentru mrirea rezistenei la oboseal termomecanic, la ciclarea deflecie -
temperatur, trebuie gsite o compoziie chimic i o procedur de educare corespunztoare
care s includ laminarea la cald i clirea energetic consecutiv, astfel nct aliajul
respectiv, Cu - Zn - Al s fie n stare martensitic la temperatura ambiant.
(3) dup educarea prin cicluri de memoria formei, n condiiile de mai sus, un cmp
vast de studii l poate oferi ciclarea termic ulterioar, n absena tensiunii (pentru analiza
evoluiei EMFDS intrinsec astfel obinut).
Ca tendine de dezvoltare a AMF, ele se vor putea impune n toate situaiile de
nlocuire a dispozitivelor complexe de acionare termomecanic, cu condiia s fie creat o
dinamic corespunztoare pentru cercetarea i dezvoltarea acestor noi materiale, prin care s
se poat obine att produse destinate consumului public ct i dispozitive de nalt
tehnologie, utilizate n domenii de strict specialitate.
Exemple
Aplicaiile industriale ale materialelor cu memoria formei cuprind cuplaje i
asamblri, antene spaiale, dispozitive termomecanice i termoelectrice,
servomecanisme programate, .a. De exemplu, niturile din aliaje cu memorie
asigur o asamblare fr deformare mecanic, n domenii cum sunt construcia
aeronavelor i submarinelor, construcia reactoarelor nucleare, echipamentul
99
pentru exploatarea petrolului submarin (n special montarea i repararea
conductelor subacvatice, de adncime), iar bucele din asemenea aliaje se aplic
pentru racordarea conductelor fr sudare n condiii de mbinare perfect etan.
S ne reamintim...
Fenomenul de memorie a formei este prezent la anumite aliaje cu transformare
martensitic reversibil n care martensita are un caracter termoelastic. Un produs
finit confecionat din astfel de materiale poate fi deformat de la o form iniial,
cu o configuraie stabil termic, pn la o alt form, cu o configuraie instabil
termic. Acest produs se spune c are memoria formei pentru faptul c, la aplicarea
unei nclziri, poate reveni de la configuraia instabil termic la configuraia
iniial, stabil termic, adic se poate spune ca ,,i amintete forma iniial.
M1.U7.7. Rezumat
Efectul memoriei formei la metale se bazeaz pe transformarea martensitic
reversibil: dup ce a memorat o form austenitic, aliajul este rcit pn la
starea martensitic. El este deformat i cnd este nclzit, i reia forma
austenitic.
n prezent, acest fenomen este cunoscut n cazul mai multor materiale metalice:
alame, nichel, titan, cupru, aluminiu, zinc, unele oeluri cu mangan i sil iciu.
Principalele fenomene de memoria formei: pseudoelasticitatea, efectul simplu de
memorie a formei, efectul de memorie a formei n d ublu sens.
Aplicaii: realizarea racordurilor i prizelor microcontacte cu efect de memorie,
arcuri pentru robinete, care ntrerup ptrunderea apei n clipa cnd ea devine
prea cald, arcuri pentru ventilarea serelor.
M1.U7.8. TEST DE EVALUARE A CUNOTINELOR
1. Ce concluzii se pot desprinde din studierea PSE?
2. Care este cel mai important fenomen de memoria formei?
3. Ce presupune efectul de memoria formei n dublu sens?
4. Ce concluzii s-au desprins din sinteza cercetrilor care se refer la EMFDS?
M1.4. TEST DE AUTOEVALUARE A CUNOTINELOR
1. Oelurile pentru mbuntire conin:
a) peste 0,25 % C c) ntre 0,1 i 0,3 % C
b) peste 1,8 % C
100
2. Stabilitatea chimic la temperaturi ridicate, pentru oeluri, este asigurat n
cea mai mare msur de:
a) mangan c) crom
b) tantal
3. Oelul carbon de calitate marca OLC 45 are un coninut mediu de carbon d e:
a) 45 % c) 0,45 %
b) 4,5 %
4. Oelul aliat 13CrNi30 are un coninut mediu de carbon de:
a) 13 % c) 30 %
b) 0,13 %
5. Alamele sunt aliaje ale cuprului cu:
a) aluminiul c) zincul
b) fierul
6. Oelurile de cementare conin:
a) peste 0,5 % C c) sub 0,25 % C
b) ntre 0,8 i 1,2 % C
7. Gradul de utilizare al materialelor sinterizate este:
a) circa 100 % c) circa 40 %
b) circa 75 %
8. ntr-un material compozit armat cu fibre, ruperea este mpiedicat de:
a) matrice c) particule disperse
b) fibre
9. n simbolul fontei maleabile Fma 400, numrul 400 reprezint:
a) duritatea c) rezistena la rupere prin traciune
b) limita de curgere
10. Greutatea specific a materialelor plastice este:
a) mai mare dect cea a
aluminiului
c) mai mare dect cea a cuprului
b) mai mic dect cea a
aluminiului
REZOLVAREA TESTULUI DE AUTOEVALUARE
1. a 5. c 9. c
2. c 6. c 10. b
3. c 7. a
4. b 8. b
101
Modulul 2. Alegerea materialelor
Cuprins
M2.1.Introducere ................................ ................................ ................................ ............... 101
M2.2.Obiectivele modului ................................ ................................ ................................ . 101
M2.3.Competee conferite ................................ ................................ ................................ .101
M2.U8. Aspecte generale privind alegerea materialelor ................................ ................... 102
M2.U9. Influena materialului i a tratamentului termic asupra formei pieselor .............. 116
M2.U10. Alegerea semifabricatelor................................ ................................ ................... 122
M2.4. TEST DE AUTOEVALUARE ................................ ................................ .............. 125
M2.1. Introducere
In etapa concepiei unui produs se aleg materialele din care se execut
acesta, n majoritatea cazurilor existnd posibilitatea de a alege ntre mai multe
materiale. La alegerea raional a materialelor proiectantul este confruntat cu
probleme foarte complexe. Problema de baz a proiectrii pieselor n construcia
de maini este aceea de a se obine o structur care s rspund solicitrilor
mecanice din exploatare. Proiectarea unei piese mecanice necesit multiple bucle
de ntoarcere, care permit, prin aproximri succesive, atingerea optimului. Acest
optim nu este numai tehnic. Implicaiile economice i fezabilitatea industrial sunt
elemente care ajusteaz mereu orientrile posibile.
M2.2.Obiectivele modulului
Obiectivele modulului constau n prezentarea principalelor etape care
trebuie urmrite atunci cnd se dorete alegerea raional a unui material pentru
un anumit produs, descrierea influenei materialului i a tratamentului termic
asupra formei pieselor i a modalitii de alegere a semifabricatului necesar pentru
executarea unei piese.
M2.3.Competene conferite
La sfritul acestui modul studenii vor fi capabili s realizeze alegerea
materialului pentru executarea unei piese, s descrie factorii ce influeneaz forma
pieselor i s realizeze alegerea unui semifabricat n funcie de volumul i felul
produciei.
102
Unitatea de nvare M2.U8. Aspecte generale privind alegerea materialelor
Cuprins
M2.U8.1. Introducere ................................ ................................ ................................ ........ 102
M2.U8.2. Obiectivele unitii de nvare ................................ ................................ ......... 102
M2.U8.3. Aspecte generale privind alegerea materialelor ................................ ................ 102
M2.U8.3.1. Criterii utilizate la alegerea raional a materialelor ................................ ..104
M2.U8.4. Rezumat ................................ ................................ ................................ ............ 115
M2.U8.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 115
M2.U8.1. Introducere
Avnd n vedere diversitatea i complexitatea cerinelor fa de un material,
pentru alegerea optim a acestuia trebuie luai n considerare, n mod sistematic,
mai muli factori ca: proprietile mecanice, proprietile tehnologice de proiectare
i prelucrare, factorul economic, precum i influena reciproc a acestora.
M2.U8.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate principalele criterii care trebuie
avute n vedere la alegerea unui material: criteriul funcional; criteriul tehnologic;
criteriul economic. Fiecare criteriu este descris pe scurt, fiind prezentate i o serie
de exemple concrete de aplicare.
Dup parcurgerea unitii de nvare, studenii vor fi capabili s prezinte
modul n care se face alegerea unui material, aplicndu-se simultan toate cele trei
criterii amintite mai sus.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
M2.U8.3. Aspecte generale privind alegerea materialelor
In etapa concepiei unui produs se aleg materialele din care se execut acesta, n
majoritatea cazurilor existnd posibilitatea de a alege ntre mai multe materiale.
Etapele principale de urmat n alegerea unui material corespunztor sunt indicate
schematic n figura M2.U8.1.
Avnd n vedere diversitatea i complexitatea cerinelor fa de un material,
pentru alegerea optim a acestuia trebuie luai n considerare, n mod sistematic, mai muli
factori ca: proprietile mecanice, proprietile tehnologice de proiectare i prelucrare, factorul
economic, precum i influena reciproc a acestora.
Doar n puine cazuri apar exclusiv solicitri mecanice statice, aa c pe lng
rezistena static cunoscut trebuie luate n considerare i rezistenele dinamice (ciclice sau
prin ocuri). Deseori aceste proprieti trebuie luate n considerare n condiii de temperaturi
ridicate sau sczute. Dup felul construciei, n cerinele de utilizare vor trebui cuprinse i date
asupra conductivitii termice, dilatrii termice, magnetizrii sau altor proprieti fizice
Proprietile mecanice ca limita de curgere, rezistena de rupere la traciune i
alungirea la rupere sunt, de regul, cunoscute numai pentru starea de tensiune monoaxial. In
multe cazuri apar ns stri de tensiuni multiaxiale, divergente. O determinare a regimului real
103
de solicitare se obine de obicei, prin msurri electrotensometrice n cadrul unor probe de
exploatare a prototipului sau a unui exemplar din fabricaia curent. Pe baza rezultatelor
acestor msurtori se poate reconsidera dimensionarea pentru o mai judicioas utilizare a
materialelor.
Fig.M2.U8.1. Etapele urmrite la alegerea unui material
Tendina de a reduce dimensiunile piesei la minimul necesar i suficient, deci de a
realiza economie de material, reflectat n coborrea coeficientului de sigurana ct mai
aproape de 1, reclam pe lng cunoaterea solicitrilor efective i asigurarea calitii
prescrise materialelor.
Pentru asigurarea durabilitii unei piese trebuie luat n considerare i comportarea
materialului la uzare i coroziune, proprieti care nc nu se pot exprima cifric. Pentru
combaterea uzrii se acord o atenie tot mai mare tratamentelor de suprafa. Astfel se aplic
noi tratamente termochimice, ca de exemplu: borurarea, pulverizarea cu plasm sau depunerea
gazoas de materiale dure pe materialul de baz etc. Datele despre rezistena la coroziune se
bazeaz n general pe ncercri n medii chimice pure. In practica industrial ns se ntlnesc
frecvent medii agresive complexe, a cror concentraie variaz. Deci aprecierea materialelor
pe baza datelor din tabelele de coroziune nu este n toate cazurile concludent.
Uneori materialele corespunztoare cerinelor funcionale ridic probleme de
execuie: fie c nu pot fi uzinate procedeele tehnologice cunoscute, fie c i modific
proprietile n cursul prelucrrii.
Totalitatea cerinelor, att n ceea ce privete funcionarea, exploatarea ct i
prelucrarea formeaz matricea de proprieti. Ea trebuie s cuprind cerinele n form de
proprieti msurabile pentru a putea alege materialul cel mai corespunztor dintre cele
disponibile.
Alegerea propriu-zis a materialului se va efectua prin compararea matricei de
proprieti cerute cu matricea proprietilor material elor disponibile.
Din cele de mai sus rezult c la alegerea raional a materialelor proiectantul este
confruntat cu probleme foarte complexe. Alegerea optim a lor nu este posibil dect prin
cunoaterea factorilor de baz care determin proprietile acestor materiale. Greelile
svrite n alegerea materialelor au repercusiuni deosebit de negative, ducnd la consumuri
inutile, ntrzieri sau ntreruperi n funcionarea utilajelor, creterea greutii produselor etc.
104
M2.U8.3.1. Criterii utilizate la alegerea raional a materialelor
Cele mai importante criterii utilizate la alegerea raional a materialelor sunt:
criteriul funcional;
criteriul tehnologic;
criteriul economic.
M2.U8.3.1.1. Criteriul funcional
Criteriul funcional trebuie s aib n vedere tipul solicitrilor (ntindere,
compresiune, ncovoiere, torsiune), modul de acionare a sarcinilor n timp (static sau
dinamic) precum i condiiile de funcionare (temperaturi joase, nalte etc.).
Referindu-ne la tipul solicitrii, reamintim c unele materiale au caracteristici diferite
(rezistene admisibile diferite) atunci cnd se trece de la o solicitare la alta: ntindere,
compresiune etc. Alte materiale au aceleai rezistene admisibile pentru grupe diferite de
solicitri; de exemplu oelul are aceeai rezisten admisibil pentru ntindere, compresiune,
ncovoiere.
Reamintim c modurile de solicitare n timp, tipice, sunt:
cazul I, solicitare static;
cazul II, solicitare prin ciclu pulsant;
cazul III, solicitare prin ciclu alternant simetric.
Pentru diferite materiale, rezistenele admisibile scad de la cazul I la cazul III, lucru
justificat pe baza fenomenului de oboseal a materialului.
n cadrul condiiilor de funcionare, temperaturile nalte sau joase determin
comportri diferite ale materialelor fa de comportrile la temperatura mediului ambiant,
aspect care de asemenea trebuie luat n considerare.
Proprietile mecanice pe care trebuie s le aib materialul destinat fabricrii unui
anumit organ de main se determin n funcie de solicitarea mecanic de baz, care poate fi
static, variabil (de oboseal) sau dinamic (de oc).
Dac piesa este supus la solicitri statice monoaxiale, criteriul de baz n alegerea
oelului l reprezint una din caracteristicile determinate prin ncercarea la traciune; astfel,
pentru piese la care nu se admit deformaii remanente (prezoane, arcuri, axe speciale, buloane
de ntindere etc.) se ia n consideraie limita de proporionalitate (o
p
; o
0,01
); pentru cele la care
asemenea deformaii sunt ntr-o oarecare msur admise se ine seama de limita de curgere
(o
c
; o
0,2
), iar la cele care ies din funcie prin rupere se consider rezistena de rupere (o
r
).
Esenial n corecta alegere a materialului este judicioasa alegere a coeficienilor de siguran,
inndu-se seama de eventualele suprasolicitri temporare sau ntmpltoare. Dac acestea au
un caracter de oc oelul ales trebuie s aib, n plus, i o suficient rezerv de tenacitate; n
acest caz, pentru aceeai valoare a criteriului de baz (o
r
, o
c
, o
p
) se va alege oelul care poate
suporta mai uor suprasolicitrile locale, respectiv cel care are o valoare mai ridicat pentru
gtuire (Z) i rezilien (KCU).
Atunci cnd piesa este supus la solicitri variabile de timp, criteriul de baz n
alegerea oelului devine rezistena la oboseal. La calculele de proiectare trebuie s se ia n
considerare ct mai judicios numeroii factori, care determin comportarea piesei reale la
solicitri variabile. Existena acestor factori de natur foarte diferit (geometrici, mecanici,
chimici) impune ca datele referitoare la rezistena la oboseal s fie folosite cu mare atenie,
105
mai ales cnd ele se refer la epruvetele netede. Din aceast cauz, atunci cnd este posibil,
este indicat ca ncercrile de oboseal s se efectueze chiar pe piese, n condiii simulate sau
efective de funcionare.
Exemple
Un exemplu de aplicare a criteriului funcional la alegerea unui material este
studierea influenei solicitrii de ncovoiere asupra batiului unei maini-unelte.
Studierea comparativ a elasticitii, rezistenei la ncovoiere i a rezistenei la
traciune a fontei i a oelului au dus la concluzia c utilizarea oelului laminat n
construciile sudate ale batiurilor duce la economii importante de material.
Cele expuse mai sus se demonstreaz pe un caz simplu lund o grind dreptunghiular
solicitat la ncovoiere (figura M2.U8.2.):
Fig.M2.U8.2. Model pentru aplicarea criteriului funcional
Relaia efortului unitar la ncovoiere va fi:
h v
l P
h b
l P
=
2
2
2
3 6
4
o (M2.U8.1)
de unde rezult volumul Va corespunztor efortului unitar la ncovoiere admisibil, o
a
, adic:
bhl
h
l P
V
ai
a
= =
2
2
3
o
o
(M2.U8.2)
n general, se pot lua n calcul urmtoarele valori:
o
aiOL
= 3 daN/mm
2
i o
aiFc
= 1 daN/mm
2
Pentru grinda considerat, deformaia cauzat de solicitarea P este:
2
4
3
3
4
4 h
l
EV
P
Ebh
Pl
Y = = (M2.U8.3)
i explicitnd volumul corespunztor deformaiei admisi bile se obine:
bhl
h
l
EYa
P
V
Ya
=
|
|
'
=
2
2
4
(M2.U8.4)
Dac se prezint grafic variaia volumelor Vo
a
i V
Ya
n funcie de raportul 1
2
/h, pentru
oel avnd modulul de elasticitate E = 2,2 x 10
4
daN/mm
2
i pentru font avnd E = 1,1 x 10
4
daN/mm
2
, se obine diagrama din figura M2.U8.3.:
Grinda considerat va fi raional dimensionat atunci cnd sunt utilizate deopotriv
rezistena materialului, caracterizat prin o
ai
, ct i rigiditatea caracterizat prin deformaia
106
Ya. Soluia optim se afl n punctul de intersecie a celor dou curbe: o dreapt care trece
prin origine i o parabol cu vrful n origine.
Fig.M2.U8.3. Variaia volumelor Vo
a
i V
Ya
Punctul optim n sistemul considerat are coordonatele mai mari (3,9) pentru font, iar
pentru oel acestea sunt mai mici (2,2). Deci n cazul utilizrii oelului volumul este de 4,5 ori
mai mic dect n cazul utilizrii fontei, ceea ce duce la economii de material de peste 50 %.
Avnd n vedere criteriul funcional, pentru executarea unui batiu se va utiliza
urmtorul material:
a) oel c) font
b) cupru
M2.U8.3.1.2. Criteriul tehnologic
Criteriul tehnologic are n vedere proprietile materialelor utilizate, proprieti care
trebuie s asigure rezistena materialului la solicitrile la care va fi supus. Proprietile
materialelor pot fi:
a) proprieti de exploatare;
b) proprieti tehnologice.
a) Proprietile de exploatare au cptat aceast denumire din cauz c ele
reprezint acele nsuiri ale produsului care asigur comportarea lui corespunztoare n
exploatare. Astfel, un arc trebuie s fie elastic, un cuzinet trebuie s aib o rezisten ridicat
la uzur, etc. Proprietile de exploatare cuprind:
proprieti mecanice;
proprieti fizice;
proprieti chimice.
- Proprietile mecanice (rezistena la rupere, duritatea, tenacitatea, plasticitatea,
elasticitatea) sunt acele nsuiri ale materialului care fac ca el s se opun forelor
mecanice exterioare (traciune, ncovoiere, oc, oboseal, fluaj etc.), fr a se rupe sau a se
deforma. Cea mai important proprietate de exploatare pentru materialele metalice este
rezistena la rupere prin traciune o
r
, msurat conform SI n [daN/mm
2
]. Cercettorii au
stabilit c odat cu creterea rezistenei la rupere prin traciune are loc o intensificare a uzurii
107
sculelor achietoare, o scdere a vitezei de achiere (figura M2.U8.4.), precum i o mrire a
energiei specifice de achiere (figura M2.U8.5.).
Fig. M2.U8.4. Influena rezistenei la rupere asupra vitezei de achiere
De asemenea, creterea rezistenei la rupere a materialului determin mbuntirea
rugozitii suprafeei prelucrate, precum i o cretere a temperaturii n zona de achiere.
Duritatea este rezistena opus de un material la ptrunderea din exterior a unui corp
de form bine stabilit, numit penetrator.
Reamintim c exist mai multe metode de msurare a duritii, cele mai utilizate fiind:
metoda Brinell: duritatea Brinell este o caracteristic mecanic definit
(convenional) ca fiind raportul dintre fora aplicat pe penetrator la efectuarea determinrii F,
exprimat n kgf (1kgf = 9,80665 N) i aria suprafeei urmei lsate de acesta pe materialul
metalic analizat Sp, exprimat n mm
2
:
HB = F / Sp (M2.U8.5)
Penetratorul este o sfer (bil) confecionat din oel (aliaj Fe-C) sau din carburi metalice.
Fig. M2.U8.5. Influena rezistenei la rupere asupra energiei specifice de achiere
metoda Rockwell: duritatea Rockwell (simbolizat HR) este o caracteristic
mecanic definit (convenional) prin relaia:
HR = E e (M2.U8.6)
n care E este lungimea unei scale de referin, iar e - adncimea de penetrare remanent
determinat pe materialul analizat, ambele mrimi (E i e) fiind convertite n uniti de
duritate Rockwell, folosind convenia 1 HR = 0,002 mm. Se poate utiliza ca penetrator un con
108
confecionat din diamant, avnd unghiul la vrf de 120
0
, o sfer (bil) din oel cu diametrul
de 1,5875 mm (1/16 in) sau o sfer (bil) din oel cu diametrul de 3,175 mm (1/8 in).
metoda Vickers: duritatea Vickers (simbolizat HV) este o caracteristic mecanic
definit (convenional) ca fiind raportul dintre fora aplicat pe penetrator la efectuarea
determinrii F, exprimat n kgf (1kgf = 9,80665 N) i aria suprafeei urmei lsate de acesta
pe materialul metalic analizat Sp, exprimat n mm
2
:
HV = F / Sp (M2.U8.7)
Penetratorul este o piramid ptrat dreapt confecionat din diamant, avnd unghiul diedru
al feelor opuse de 136
0
i unghiul dintre muchiile opuse de 148
0
.
In cazul oelurilor, creterea duritii materialului prelucrat determin o micorare a
valorii indicatorului de prelucrabilitate, o mrire a eforturilor de achiere, precum i o
mbuntire a rugozitii suprafeelor achiate (figura M2.U8.6.).
Fig. M2.U8.6. Influena duritii asupra rugozitii suprafeelor
Rezistena la rupere i duritatea sunt caracteristici de rezisten mecanic a
materialului. Rezistena mecanic mai este caracterizat i de ctre limita de curgere, o
C
notat uneori i cu o
0,2
precum i de ctre rezistena la oboseal prin ncovoiere rotativ o
-1
.
Cea mai important proprietate elastic a materialelor este modulul de elasticitate E,
msurat n [daN/mm
2
]. Pentru oel, de exemplu, acesta este n medie E = 2,1 10
4
daN/mm
2
,
curba caracteristic la traciune fiind rectilinie.
Caracteristicile de plasticitate reflect capacitatea materialului de a se deforma plastic
fr a se rupe. Ele se exprim n mod obinuit prin alungirea la rupere o, care se msoar n
procente. In general, odat cu creterea alungirii la rupere are loc o mbuntire a
prelucrabilitii prin achiere a oelurilor.
Caracteristica de tenacitate a materialului exprim capacitatea lui de a absorbi o
anumit cantitate de energie fr a se rupe. Ea se exprim prin gtuirea Z, msurat n %, n
cazul n care forele exterioare se aplic static sau prin reziliena KCU, msurat n daN/cm
2
,
n cazul n care solicitarea se efectueaz prin oc.
Exemple
Pentru oeluri s-a constatat c odat cu creterea gtuirii specifice Z se
nregistreaz de obicei o ameliorare a prelucrabilitii prin achiere i, n general,
o mrire a forelor de achiere. In ceea ce privete reziliena, odat cu creterea
rezistenei la rupere prin oc are loc o mrire a lucrului mecanic specific la
109
achiere.
In cazul n care materialul este solicitat permanent la temperaturi mai ridicate, apare
fenomenul de fluaj, asimilat cu fenomenul de curgere a materialului (de exemplu, paletele
turbinelor cu gaz, elementele reactoarelor etc.).
Exemple
La unele materiale curgerea apare chiar la temperatura ambiant, ca de exemplu
la Al. mbinrile cu uruburi din Al care la nceput sub influena tensiunilor
elastice sunt strnse, dup un timp oarecare prezint fenomenul de curgere.
Analog se ntmpl la mbinrile cu uruburi din oel cu rondele de Al. La fel se
comport materialele cu o temperatur de recristalizare sczut, ca de exemplu
Pb sau Zn.
Dac se accept o durat limitat a piesei h atunci este suficient dac viteza de curgere
devine:
%
10
6
h
const V
c
s = (M2.U8.8)
ceea ce corespunde unei alungiri la rupere s 0,1 % n zece ani.
- Proprietile fizice sunt acelea care trebuie s dubleze, n multe situaii,
proprietile mecanice ale materialelor. Printre cele mai importante proprieti fizice sunt:
densitatea i greutatea specific, conductivitatea termic, dilatarea la nclzire, conductivitatea
i rezistivitatea electric, proprietile magnetice.
Conductivitatea termic reprezint proprietatea unui material de a conduce fluxul
caloric.
Exemple
O conductivitate termic sczut a materialului nseamn de exemplu, o evacuare
dificil a cldurii din zona de achiere, o concentrare important de cldur la
nivelul vrfului sculei achietoare, ceea ce va conduce la o uzur mai rapid a
acesteia. Astfel se ntmpl, de exemplu, la achierea unor oeluri inoxidabile,
care au conductivitate termic la 20
o
C de numai 0,0350,065 fa de oelurile
carbon obinuite, care au conductivitatea termic de 0,140.
Temperatura de topire reprezint o caracteristic fizic extrem de important pentru
utilizatori. Materialele feroase i neferoase se gsesc ntr-o gam extrem de larg de valori ale
temperaturii de topire:
- materiale foarte uor fuzibile (T
t
< 100
o
C);
- materiale uor fuzibile (100
o
C < T
t
< 500
o
C);
- materiale fuzibile (500
o
C < T
t
< 1000
o
C);
- materiale greu fuzibile (1000
o
C < T
t
< 1800
o
C);
- materiale refractare (1800
o
C < T
t
< 2500
0
C);
- materiale nalt refractare (T
t
> 2500
o
C).
Rezistivitatea electric este o proprietate deosebit de important n multe domenii ale
tehnicii, materialele putndu-se clasifica din acest punct de vedere n urmtoarele grupe:
110
- materiale foarte bune conductoare
(p < 3 O cm);
- materiale bune conductoare (p < 10 O cm);
- materiale slab conductoare (p > 10 O cm);
- materiale rezistive (20 O cm < p < 50 O cm);
- materiale nalt rezistive (p >50 O cm).
- Proprietile chimice. Dintre proprietile chimice ale materialelor cea mai mare
importan pentru industria constructoare de maini o prezint rezistena la coroziune.
Aceasta reprezint proprietatea unui material de a nu-i modifica proprietile sub aciunea
chimic exercitat la suprafaa corpurilor de ctre aer, ap sau de unele substane chimice.
Pentru a se ajunge la o rezisten ct mai mare la coroziune, n compoziia chimic a oelurilor
inoxidabile sunt cuprinse elemente ca: Ni, Cr, Mo. Unele dintre acestea pot afecta ns serios
n sens negativ prelucrabilitatea prin achiere (se mrete uzura sculei achietoare, cresc
forele de achiere).
b) Proprietile tehnologice ale materialului sunt acele nsuiri care le fac capabile de
a fi prelucrare prin anumite procedee tehnologice (turnare, forjare, sudare, achiere tec). In
funcie de procedeul tehnologic de prelucrare la care se preteaz materialul respectiv,
proprietile tehnologice au denumiri specifice:
Turnabilitate sau capacitate de turnare, care exprim capacitatea materialului de a se
topi i de a umple spaii nguste.
Exemple
Fonta se toarn mai bine dect oelul, fiindc este un material eutectic (cu
temperaturi de topire mai sczute), are o contracie mic, o capacitate mic de
dizolvare a gazelor, umple mai bine formele.
Forjabilitate, care exprim capacitatea materialului de a fi deformat plastic la cald sau
la rece.
Exemple
Oelul carbon este mai forjabil dect oelul aliat, energia necesar fiind ns
aproape egal.
Ductilitate, care exprim capacitatea materialului de a fi tras n fire subiri, fr a se
rupe.
Sudabilitate, care reprezint capacitatea unui material de a se suda. La materialele
feroase, elementul determinant pentru sudabilitate este carbonul. In figura M2.U8.7. se arat
cum variaz sudabilitatea oelurilor n funcie de coninutul n carbon echivalent.
Pentru stabilirea coninutului de carbon echivalent se utilizeaz relaia:
t
P Cu Mo Ni Cr Mn
C C
e
+ + + + + + + = 0024 , 0
2
%
13
%
4
%
15
%
5
%
6
%
% (M2.U8.9)
n care t = grosimea materialului n [mm].
111
Fig.M2.U8.7. Influena coninutului de carbon asupra sudabilitii oelurilor
Achiabilitate, care reprezint nsuirea materialului de a putea fi prelucrat prin
procedee de achiere (strunjire, frezare, burghiere etc.). ntruct procesul formrii achiilor
este influenat de un numr nsemnat de factori (procedeul de prelucrare, materialul i
geometria sculei, regimul de achiere, condiiile de rcire etc.), comportarea la achiere a
materialelor nu poate fi caracterizat pe baza unui criteriu general valabil i cu posibiliti de
exprimare valoric. In figura M2.U8.8. sunt prezentate, comparativ, achiabilitile unor
materiale utilizate curent n construcia de maini (etalon sunt oelurile inoxidabile
martensitice, cu achiabilitate 100 %).
Fig.M2.U8.8. Achiabilitatea unor materiale
1. Oeluri inoxidabile feritice 7. Fonte
2. Oeluri inoxidabile martensitice 8. Oeluri pentru scule
3. Oeluri inoxidabile austenitice 9. Aliaje refractare
4. Oeluri pentru automate 10. Aliaje de cupru
5. Oeluri carbon 11. Aliaje de aluminiu
6. Oeluri aliate
O proprietate tehnologic foarte important, n cazul multor materiale, este capacitatea
materialului de a se trata termic precum i comportarea lui la tratamentul termic.
Tratamentele termice nu numai c pot schimba proprietile de exploatare (duritate, rezisten,
112
plasticitate etc.) dar pot modifica i proprietile tehnologice ale materialelor, fcndu-le
prelucrabile prin anumite procedee tehnice.
Influena exercitat de unele tratamente termice asupra comportrii materialelor
feroase este prezentat n continuare:
recoacerea se aplic adeseori materialelor feroase n scopul mbuntirii
prelucrabilitii prin achiere;
normalizarea i revenirea la temperaturi nalte ofer pe lng o cretere a rezistenei
la rupere i o ameliorare a prelucrabilitii prin achiere;
clirea urmat de o revenire nalt (680
o
C ... 750
o
C) a unui oel determin o
mbuntire a prelucrabilitii cu 10...12 % n raport cu situaia cnd nu s-a efectuat acest
tratament termic; clirea i revenirea fontelor cenuii cu grafit lamelar se aplic n scopul
mririi rezistenei mecanice i a duritii;
clirea prin precipitare a aliajelor de Ni permite obinerea unei rezistene la oxidare
mai bune.
De exemplu, n figura M2.U8.9. este prezentat variaia proprietilor mecanice ale
unui oel carbon clit i recopt.
Fig.M2.U8.9. Influena tratamentului asupra proprietilor unui oel carbon
Criteriul tehnologic utilizat la alegerea materialelor are n vedere:
a) denumirile materialelor c) standardele produselor
b) proprietile materialelor
M2.U8.3.1.3. Criteriul economic
In toate etapele de proiectare, la alegerea materialului mai trebuie avut n vedere i
criteriul economic, urmrindu-se costul materialului i faptul c este sau nu este deficitar.
In funcie de caracterul produciei (de mas, de serie mare sau mic), raportul dintre
costul materialului i cel al prelucrrii, variaz.
n producia de mas, datorit automatizrii i mecanizrii proceselor de producie,
costul prelucrrii devine mic fa de cel al materialului. Cu toate acestea, este nerecomandabil
s se ncerce reducerea cheltuielilor de producie prin folosirea unor materiale mai ieftine, de
calitate inferioar, deoarece rezultatele mecanizrii i automatizrii produciei sunt
113
condiionate de utilizarea unor materiale omogene, att dimensional ct i din punctul de
vedere al proprietilor tehnologice.
n producia de serie mic, ponderea materialului n costul piesei este mic n
raport cu costul prelucrrii, acesta din urm nglobnd munca de cea mai nalt calificare. In
aceste condiii se constat c este rentabil s se foloseasc, cnd este cazul, materiale mai
costisitoare, dar de calitate superioar.
Pentru a aprecia dac este convenabil nlocuirea unui material cu un alt material, mai
scump dar cu caliti superioare, se poate ut iliza relaia:
C
C
C
S
D
D
X
A
+
A
= 100 ) 1 ( 100 (M2.U8.10)
unde: 100
D
D A
- este creterea relativ, procentual, a duratei de funcionare a produsului;
100
C
C A
- este creterea relativ, procentual, a costului de material;
S - reprezint cheltuieli pentru introducerea materialului respectiv;
C - reprezint costul materialului.
Astfel, dac X > 0, prin materialul utilizat se realizeaz o economie, la X = 0 costul
este egal, iar n cazul X < 0, costul este mai ridicat.
Pe lng materialele metalice, industria folosete din ce n ce mai mult materiale
nemetalice ca: materiale compozite, materiale plastice, vopsele, chituri, beton etc. Dintre
acestea, primele dou categorii de materiale apar nu numai ca materiale noi cu un domeniu de
utilizare specific ci i - mai ales - ca materiale de substituie ale celor metalice, pe care, n
unele condiii, le nlocuiesc cu mult succes tehnic i economic. nlocuirea materialelor
metalice cu cele nemetalice din categoria maselor plastice, de exemplu, prezint un interes cu
att mai mare cu ct substanele energetice i energia nsi sunt mai scumpe. Contradicia nu
este dect aparent, deoarece consumul de energie pe care l nglobeaz materialele plastice -
la greutate unitar comparabil - este, ntotdeauna, inferior energiei necesare pentru
elaborarea i prelucrarea majoritii metalelor. Astfel, pentru a fabrica aceeai pies din oel,
aluminiu sau mase plastice se consum:
- n cazul oelului: 1,25 kg metal + 2,5 kg c.c. ( combustibil convenional);
- n cazul aluminiului: 0,5 kg metal + 5 kg c.c.;
Estimarea oportunitii nlocuirii pieselor din metal cu piese din alt material se poate
face cu ajutorul relaiei:
| o
| o
g g
p
p
p
p
K
s
V
m
m
K
N
1 +
= (M2.U8.11)
n care: N este eficiena economic pentru 1 Kg de piese din material plastic; K
m
- costul unui
kilogram de metal; K
p
- costul unui kilogram din material plastic; g
m
- coeficientul de
utilizare a metalului; g
p
- coeficientul de utilizare a materialului plastic; o
p
- procentul care
reprezint costul materialului fa de costul piesei prelucrate; | - raportul ntre cheltuielile de
execuie ale piesei din material plastic i aceleai cheltuieli pentru piesa din metal; V
s
-
raportul dintre masa piesei metalice i a celei din material plastic.
Eficiena economic a utilizrii unor materiale ca nlocuitori pentru metale trebuie s
ia n considerare urmtorii factori: reducerea consumului de metal; scderea preului de cost al
procesului de producie a pieselor; accelerarea lucrrilor pregtitoare pentru fabricarea unor
114
piese de tip nou; mbuntirea caracteristicilor de exploatare a pieselor i economia de
cheltuieli legat de aceasta.
Exemple
In construcia de maini coeficientul de utilizare a metalului (raportul ntre
greutatea piesei finite i a semifabricatului) este n medie 5060 %; n unele
cazuri ns se folosete numai 715 % din metal. Greutatea total a achiilor la
prelucrarea pieselor este, de exemplu 1/3 la laminate i lingouri. Chiar la
construcia de piese cu producie de serie mare deeurile ajung pn la 3040 %
din metal, n timp ce la materialele plastice, de exemplu, deeurile sunt
aproximativ 5 %, deci de 510 ori mai mici dect la prelucrarea metale lor
Analiza structurii costurilor unui produs poate pune n eviden ponderea costurilor
materialului utilizat n totalul costurilor. De exemplu, n cazul unei piese turnate din font, de
mrime i dificultate medii, componentele costului sunt cele prezentate n figura M2.U8.10.
Se observ c cea mai important component a costului piesei turnate este costul
metalului, fapt care subliniaz nc o dat importana care trebuie acordat alegerii judicioase
a materialelor. Un alt exemplu de utilizare a criteriului economic la alegerea unui material l
constituie compararea costurilor diferitelor aliaje folosite pentru lagre de alunecare (figura
M2.U8.11.).
Fig.M2.U8.10. Componentele costului unei
piese turnate din font n diferite variante:
a - manual, cu model de lemn
b - cu maina de format, cu model metalic
Fig. M2.U8.11. Grafic comparativ
pentru costul unor materiale utilizate
la confecionarea lagrelor:
1 - aliaj pe baz de Sn (SnSb11Cu6)
2 - aliaj pe baz de Pb (PbSn10Sb15Cu1)
3 - bronz cu Sn (Bz10T);
4 - bronz cu Al (BzAl9Fe3B)
5 - alam (Am 40)
6 font
Prin prisma criteriului economic, la alegerea unui material pentru o pies
realizat n producia de mas se alege un material:
a) foarte ieftin c) deficitar
b) scump
115
M2.U8.4. Rezumat
Cele mai importante criterii utilizate la alegerea raional a materialelor sunt:
criteriul funcional; criteriul tehnologic; criteriul economic.
Criteriul funcional trebuie s aib n vedere tipul solicitrilor, modul de
acionare a sarcinilor n timp (static sau dinamic) precum i condiiile de
funcionare.
Criteriul tehnologic are n vedere proprietile materialelor utilizate,
proprieti care trebuie s asigure rezistena materialului la solicitrile la care
va fi supus. Proprietile materialelor pot fi: proprieti de exploatare;
proprieti tehnologice. Proprietile de exploatare, la rndul lor, cuprind:
proprieti mecanice; proprieti fizice; proprieti chimice.
Criteriul economic are n vedere costurile (cheltuielile) aferente elaborrii
materialelor, transformrii lor n semifabricate i prelucrrii acestora pentru
obinerea produselor.
M2.U8.5. TEST DE EVALUARE A CUNOTINELOR
1. La alegerea unui material trebuie urmrite urmtoarele criterii:
a) criteriul economic i criteriul
tehnologic
c) criteriul funcional, criteriul
tehnologic i criteriul economic
b) criteriul economic i criteriul
funcional
2. Urmtorul material are aceeai rezisten admisibil pentru ntindere,
compresiune i ncovoiere:
a) font c) oel
b) aliaj fier-carbon
3. Rezistena la rupere a unui material este o proprietate:
b) mecanic c) chimic
b) fizic
4. Proprietatea tehnologic de achiabilitate se poate determina:
a) cu ajutorul unei relaii matematice c) prin apreciere vizual
b) cu ajutorul unor criterii specifice
5. Prin prisma criteriului economic, la alegerea unui material pentru o pies
realizat n serie mic se alege un material:
a) foarte ieftin c) deficitar
b) scump
6. ntre criteriile funcionale, tehnologice i economice utilizate la alegerea unui
materiale exist o legtur:
a) strns c) nu exist legtur
b) slab
116
Unitatea de nvare M2.U9. Influena materialului i a tratamentului
termic asupra formei pieselor
Cuprins
M2.U9.1. Introducere ................................ ................................ ................................ ....... 116
M2.U9.2. Obiectivele unitii de nvare ................................ ................................ ......... 116
M2.U9.3. Influena materialului i a tratamentului termic asupra formei pieselor ........... 116
M2.U9.3.1. Dependena funcionalitate - form - solicitri ................................ ........ 116
M2.U9.3.2. Dependena proprieti structur................................ ........................... 117
M2.U9.3.3. Dependena material-tehnologie de fabricaie ................................ ......... 118
M2.U9.3.4. Criterii tehnico-economice ................................ ................................ ...... 120
M2.U9.4. Rezumat ................................ ................................ ................................ ............ 121
M2.U9.5. TEST DE EVALUARE A CUNOTINELOR ................................ ............. 121
M1.U4.1. Introducere
Problema de baz a proiectrii pieselor n construcia de maini este aceea
de a se obine o structur care s rspund solicitrilor mecanice din exploatare.
Proiectarea unei piese mecanice necesit multiple bucle de ntoarcere, care
permit, prin aproximri succesive, atingerea optimului. Acest optim nu este numai
tehnic. Implicaiile economice i fezabilitatea industrial sunt elemente care
ajusteaz mereu orientrile posibile.
M1.U4.2. Obiectivele unitii de nvare
n aceast unitate de nvare este prezentat influena materialului i a
tratamentului termic asupra formei pieselor.
La sfritul acestei uniti de nvare studenii vor fi capabili s descrie
dependena funcionalitate-formsolicitri, dependena proprietistructur,
dependena material-tehnologie de fabricaie i dependena form-tehnologie.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
M2.U9.3. Influena materialului i a tratamentului termic asupra formei pieselor
Etapele importante n proiectarea unei piese mecanice sunt prezentate n figura
M2.U9.1.
M2.U9.3.1. Dependena funcionalitate - form - solicitri
Punctul de plecare ales este funcionalitatea. nainte de toate, o pies mecanic este
conceput pentru a satisface o funcie: transmiterea unei micri, suport pentru o alt pies,
legtur ntre alte dou piese ale unui ansamblu, fixare etc. Odat aceast funcie definit,
imediat se insereaz o bucl n schem. Aceast bucl este constituit din noiunile de form
i solicitri mecanice, ntreptrunse intim una n cealalt.
117
Fig.M2.U9.1. Etapele proiectrii unei piese mecanice
In consecin, funcionalitii i corespunde o anumit form (angrenaj, biel, culis
etc.) care rspunde solicitrilor mecanice impuse: statice (traciune, compresiune, oc, fluaj),
dinamice (n principal oboseal), comportarea la coroziune, la rece, la cald, la uzur, prin
abraziune, prin adeziune etc.). Aceste solicitri se reflect de cele mai multe ori prin bucla de
ntoarcere asupra formei iniiale, cci este posibil, de exemplu, modificarea amplitudinii
solicitrilor printr-o modificare de geometrie.
Invers, forma poate avea limitele sale: densitate limitat ntr-un volum impus (cutia de
viteze a unui strung, de exemplu). In acest caz nivelul solicitrilor, chiar optimizat, poate fi
prea ridicat. Rspunsul la solicitri va fi asigurat printr-un ansamblu de proprieti mecanice
(rezistena la traciune, la oc, comportarea la oboseal, la coroziune, la uzur etc.). Aceste
proprieti decurg direct din structura piesei.
M2.U9.3.2. Dependena proprieti structur
Evidenierea acestei relaii se poate face n cazul exemplului practic al unui pinion de
la o cutie de viteze (fig. M2.U9.2.). Pentru acest caz, dinii sunt supui la solicitri compuse:
ncovoiere alternant la piciorul dintelui; rulare-alunecare pe flancul dintelui; frecare-
abraziune pe flancul dintelui; solicitri de oc n centrul dintelui.
Primele trei solicitri i ultima sunt antagoniste. O suprafa rezistent la primele trei
solicitri va avea performane ridicate, deci va fi dur, dar relativ fragil i incompatibil la
solicitrile prin oc. Se impune de aceea un compromis din punct de vedere al structurii: un
strat superficial, constituit din martensit bogat n carbon, revenit la temperaturi medii,
peste un miez constituit din bainit, de exemplu.
118
Fig.M2.U9.2. Solicitrile principale ale unui dinte
Exemplul precedent, care demonstreaz dependena dintre proprietile de exploatare
(mecanice) i de structur, poate fi completat cu exemplul urmtor, care demonstreaz
dependena dintre proprietile tehnologice (deformabilitatea la rece) i structur (figura
M2.U9.3.). Concluzia i n acest caz este c proprietile (proprietatea tehnologic de
deformabilitate) impun o anumit structur optim ( structur cu cementit globular).
M2.U9.3.3. Dependena material-tehnologie de fabricaie
Structura piesei fiind definit se pune problema fabricrii acesteia. Exist numeroase
posibiliti de a conferi unei piese structura dorit. Se pot utiliza mijloace: mecanice
(extruziune, deformare la rece, decupare, ambutisare etc.); termomecanice (forjare, laminare
controlat etc.); termice: (tratamente termice n mas, tratamente termochimice, depuneri
chimice etc.).
In cazul de fa se trateaz doar problema tratamentelor termice superficiale sau de
profunzime. Intre material i tratamentul termic exist legturi strnse. Astfel, un anumit tip
de tratament termic se poate aplica numai unei anumite categorii de materiale.
Exemple
Cementarea se poate aplica numai oelurilor cu coninut maxim de carbon de
0,2%. Invers, alegerea unui material impune un tratament termic standard,
prevzut n norme corespunztoare. De exemplu, oelurile rapide pentru scule
necesit o clire n baie cald compus din: prenclzire n trei trepte, nclzire n
baie de sruri, rcire n aer, dou reveniri i o nitrurare final.
Noiunea de form presupune luarea n considerare a urmtoarelor aspecte: aspectul
geometric, evideniat prin cote i tolerane; volumele, care nseamn masele de material
asociate n diverse moduri; starea suprafeei, care decurge dintr-un tratament termic.
In general, tratamentul termic deformeaz piesa: cotele se mresc sau se micoreaz,
apar bti radiale i sgei, ceea ce poate duce n final la rebutarea pieselor tratate. Volumele
foarte diferit asociate unele lng altele pot conduce la fisuri, ceea ce condamn imediat piesa.
119
Starea suprafeei iniiale nu se conserv n urma tratamentului termic (apar poroziti
superficiale la sulfurizri, se modific rugozitatea R
a
la cementare i carbonitrurare).
Fig.M2.U9.3.Dependena dintre deformabilitatea la rece i structura materialului
Deoarece gradientul de temperatur este direct legat de masa de nclzit, rezult o
legtur intrinsec ntre tratamentul termic aplicat i forma piesei.
Exemple
O band de oel cu grosimea de 1,5 mm ajunge aproape instantaneu la
temperatura cuptorului, att n profunzime, ct i la suprafa, n timp ce un
arbore cu diametrul de 500 mm necesit cteva ore pentru omogenizarea
temperaturii. Un alt exemplu: posibilitatea fluidului de clire de a veni n contact
cu toate suprafeele piesei este determinant pentru o pies bun. Astfel, este
practic imposibil de obinut o bun clire la fundul unei guri C 10 nestrpunse,
ntr-un oel puin clibil n ulei.
Forma piesei trebuie adaptat materialului din care se execut aceasta, avndu-se n
vedere elementele care contribuie la apariia fisurilor n timpul tratamentului termic. In acest
context se evideniaz: racordrile cu unghiuri ascuite; variaiile brute de volum; prelucrarea
mecanic grosolan i muchiile sculelor.
De asemenea trebuie avute n vedere variaiile de volum ale materialelor n diferitele
faze de transformri, la nclzirea oelului n cadrul tratamentului termic (tabelul M2.U9.1).
Revenind la principiul c toate tratamentele termice au ca efect secundar i deformarea
pieselor i innd cont de cele expuse mai sus, la alegerea formei unei piese tratate termic
trebuie s se in cont de deformaiile create. Aceasta presupune cote care s permit o
operaie de rectificare ulterioar, pentru eliminarea deformaiilor.
120
Tabelul M2.U9.1. Variaia volumului i variaia liniar
Transformare Variaia volumului
[%]
Variaia liniar
[m/mm]
Perlit - austenit
Perlit - martensit
Perlit - bainit inf.
Austenit - martensit
Austenit - bainit inf.
-4,64 + 2,21 x (%C)
+1,68 x (%C)
+0,78 x (%C)
+4,64 - 0,53 x (%C)
+4,64 - 1,42 x (%C)
-15,5 + 7,4 x (%C)
+ 5,6 x (%C)
+ 2,6 x (%C)
+15,5 - 1,8 x (%C)
+15,5 - 4,8 x (%C)
Din punct de vedere economic exist ns interesul de a elimina aceast rectificare
final. Aceasta se face printr-o alegere a materialului care s permit o clire progresiv, ceea
ce minimizeaz deformaiile.
Forma piesei intervine, de asemenea, i n cazul altor aspecte ale tratamentului termic.
Evitarea eterogenitii rcirilor n cazul fazelor de vaporizare presupune eliminarea gazelor
produse n timpul procesului. Figura M2.U9.4. ilustreaz un exemplu de modificare a
desenului unei piese (o roat dinat) ca urmare a necesitii de clire n poziie orizontal n
ulei. Orificiile practicate n flana roii dinate permit vaporilor s se elimine liber la clire.
Fig.M2.U9.4. Dependena form-tehnologie
In sfrit, forma piesei are un rol preponderent n procesul curirii acesteia dup
tratamentul termic. In practic exist numeroase cazuri de alezaje, guri filetate, guri
nestrpunse i altele umplute cu sruri solidifi cate sau cu paste de protecie i care sunt practic
imposibil de golit de coninut. Adoptarea formei finale trebuie s aib n vedere toate
aspectele relevate mai sus.
M2.U9.3.4. Criterii tehnico-economice
Aceste criterii au la baz trei tipuri de consideraii:
tehnice (de exemplu, posibilitatea sau imposibilitatea de realizare n ntreprindere a
unei structuri cu material i tratament termic ales);
economice (de exemplu, costurile cumulate ale materialului i tratamentului
termic);
strategice (de exemplu, decizia voluntarist de sub-tratare).
Aceti parametri fiind determinani n concepia unei piese, fiindc de ei depinde
preul final, se impune o bucl de ntoarcere fie la faza de fabricaie, fie la faza de form.
121
Prezentai dependena proprieti structur n cazul unui pinion de la o cutie de
viteze.
.
M2.U9.4. Rezumat
Funcionalitii unui produs i corespunde o anumit form (angrenaj, biel,
culis etc.) care rspunde solicitrilor mecanice impuse: statice (traciune,
compresiune, oc, fluaj), dinamice (n principal oboseal), comportarea la
coroziune, la rece, la cald, la uzur, prin abraziune, prin adeziune etc.
Proprietile (de exemplu, proprietatea tehnologic de deformabilitate) impun o
anumit structur optim (de exemplu, structur cu cementit globular).
Structura piesei fiind definit se pune problema fabricrii acesteia, existnd
numeroase posibiliti pentru aceasta. Se pot utiliza mijloace: mecanice
(extruziune, deformare la rece, decupare, ambutisare etc.); termomecanice
(forjare, laminare controlat etc.); termice: (tratamente termice n mas,
tratamente termochimice, depuneri chimice etc.).
M2.U9.5. TEST DE EVALUARE A CUNOTINELOR
1. ntre proprietile unui material i structura sa exist o l egtur:
a) slab c) strns
b) nu exist legtur
2. ntre proprietile unui material i tehnologia de fabricare exist o l egtur:
a) strns c) slab
b) nu exist legtur
3. La alegerea formei unei piese tratate termic trebuie s se in cont de:
a) deformaiile create c) tehnologia de fabricare
b) structura piesei
4. ntre material i tratamentul termic exist o l egtur:
a) strns c) slab
b) nu exist legtur
5. Prezentai etapele proiectrii unei pi ese mecanice.
6. Descriei dependena material-tehnologie de fabricaie.
122
Unitatea de nvare M2.U10. Alegerea semifabricatelor
Cuprins
M2.U10.1. Introducere ................................ ................................ ................................ ..... 122
M2.U10.2. Obiectivele unitii de nvare ................................ ................................ ....... 122
M2.U10.3. Alegerea semifabricatelor ................................ ................................ .............. 122
M2.U10.3.1. Semifabricate turnate ................................ ................................ ............. 123
M2.U10.3.2. Semifabricate forjate i matriate la cald ................................ ............... 123
M2.U10.3.3. Semifabricate matriate la rece ................................ .............................. 123
M2.U10.3.4. Semifabricate laminate ................................ ................................ .......... 123
M2.U10.3.5. Semifabricate sudate ................................ ................................ .............. 124
M2.U10.3.6. Alte semifabricate ................................ ................................ .................. 124
M2.U10.4. Rezumat ................................ ................................ ................................ .......... 125
M2.U10.5. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 125
M1.U4.1. Introducere
Alegerea semifabricatului necesar pentru executarea unei piese trebuie
precedat de analiza urmtorilor factori: forma, dimensiunile i greutatea;
materialul impus, n legtur cu prescripiile pe care trebuie s le satisfac piesa
(rigiditatea, rezistena la uzur etc.); numrul de semifabricate necesare; orientarea
avantajoas a fibrelor materialului; precizia de execuie i rugozitatea suprafeelor
semifabricatului.
M1.U4.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate aspecte generale cu privire la
alegerea semifabricatului necesar pentru executarea unei piese.
La sfritul acestei uniti de nvare studenii vor fi capabili s realizeze
alegerea unui semifabricat n funcie de volumul i felul produciei.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
M2.U10.3. Alegerea semifabricatelor
Procedeele de obinere a semifabricatelor (turnare, forjare etc.) se caracterizeaz printr -
o anumit precizie limit ce se poate obine, privind forma i dimensiunile semifabricatului,
fapt care permite alegerea judicioas a procedeelor celor mai productive i mai economice de
prelucrare. Manopera consumat la prelucrare, depinde, n unele cazuri, nu numai de precizia
dimensiunilor semifabricatului, ci i de forma acestuia. Totodat, rigiditatea insuficient a
semifabricatului, determinat de o form necorespunztoare a sa, limiteaz folosirea
regimurilor de prelucrare optime i duce la deformarea piesei n timpul prelucrrii i, implicit,
la micorarea preciziei.
Alegerea semifabricatului se face n funcie de volumul i felul produciei i anume:
a) In cazul produciei de serie mare este necesar s se realizeze sau s se aleag
semifabricatele care s se apropie ct mai mult ca form i dimensiuni de piesa finit. Acest
123
caz impune existena i utilizarea n atelierele de semifabricare a unor utilaje complexe i
costisitoare, dar care asigur obinerea unei precizii mari a semifabricatelor i au o
productivitate ridicat.
b) In cazul produciei de serie mic sau unicate, la care folosirea utilajelor costisitoare
n atelierele de semifabricare ar fi o soluie neeconomic, se aleg semifabricate cu adaosuri
mari de prelucrare. Stabilirea formei i dimensiunilor semifabricatelor se face avndu-se n
vedere condiiile concrete de lucru, utilajul existent, prescripiile impuse piesei finite precum
i aspectele economice.
Atunci cnd prescripiile tehnice permit folosirea mai multor tipuri de semifabricate
(forjate, matriate, laminate etc.) se impune efectuarea calculelor economice i compararea
diferitelor variante posibile de execuie.
M2.U10.3.1. Semifabricate turnate
Acestea permit obinerea unor piese cu forme relativ complicate, care pot rmne
neprelucrate n zonele n care nu se cere o precizie ridicat sau caliti deosebite de suprafa.
Caracteristicile mecanice ale pieselor turnate din metal sunt inferioare fa de cele ale pieselor
realizate pornind de la semifabricate forjate sau laminate; n schimb, calitile lor de frecare
sunt net superioare, ceea ce explic preferina pentru alegerea lor n cazul fabricrii lagrelor
de alunecare, de exemplu.
Necesitatea de a construi un model sau o form, care-i amortizeaz costul pe ntreaga
serie a pieselor turnate, exclude fabricarea seriilor mici.
M2.U10.3.2. Semifabricate forjate i matriate la cald
Acestea permit, de asemenea, obinerea unor forme variate i asigur caracteristici
mecanice mai ridicate n comparaie cu celelalte moduri de obinere a semifabricatelor.
Proprietile de frecare sunt ns inferioare celor ale pieselor turnate.
Exemple
Prin forjare liber se pot obine piese unicat i n serie mic, dar preul este
ridicat. Matriarea, necesitnd scule speciale (matrie), se aplic avantajos din
punct de vedere economic numai la producie de serii mari.
M2.U10.3.3. Semifabricate matriate la rece
La alegerea semifabricatului trebuie avut n vedere c matriarea la rece este justificat
din punct de vedere economic numai n cazul n care operaiile de finisare n vederea obinerii
formei i dimensiunilor finale ale piesei sunt foarte reduse ca volum.
M2.U10.3.4. Semifabricate laminate
Acestea se folosesc fie ca materie prim pentru a realiza piese prin forjare, fie pentru a
realiza piese prin achiere, fie pentru a transforma direct laminatele n piese, caz n care se
folosesc bare calibrate sau de oel laminat la cald, avnd o precizie ridicat.
Semifabricatele laminate se utilizeaz, ndeosebi, pentru executarea unor piese care au
o seciune i un profil apropiate de semifabricat, att pentru unicate, ct i pentru serii mici
sau mari. Ele pot fi clasificate n semifabricate (figura M2.U10.1.), destinate relaminrii la
cald sau forjrii, i produse laminate finite (figura M2.U10.2.).
124
Fig.M2.U10.1. Seciuni prin semifabricate laminate
1-blum; 2-sleb; 3-agl; 4-platin
Fig.M2.U10.2. Produse laminate profilate
1-profil rotund; 2-profil ptrat; 3-profil lat; 4-profil semirotund
5-profil cornier; 6-profil I; 7-profil U; 8-in
Caracteristicile mecanice sunt practic comparabile cu cele ale semifabricatelor forjate,
iar proprietile de frecare sunt inferioare celor ale semifabr icatelor turnate.
M2.U10.3.5. Semifabricate sudate
Procesul de sudare constituie un mijloc tehnologic, preferabil, de obinere a
elementelor componente sau structurilor mecanosudate, care nu sunt de revoluie.
In afar de nlocuirea semifabricatelor turnate, forjate sau matriate, prin semifabricate
sudate, n practic se pot folosi semifabricate obinute prin combinarea turnrii, forjrii i
matririi cu sudarea. Aplicarea acestor combinaii are la baz ideea c elementele pieselor nu
lucreaz n aceleai condiii i, ca urmare, este raional s se foloseasc pentru semifabricatele
respective materiale cu proprieti diferite.
M2.U10.3.6. Alte semifabricate
Semifabricatele compozite (de exemplu metalo-ceramice), din materiale plastice,
ceramice etc. se aleg avndu-se n vedere analiza factorilor enumerai la nceputul capitolului
16. Ele se utilizeaz fie pentru proprietile lor deosebite, fie pentru costul redus, comparativ
cu materialele clasice.
Descriei modalitatea de alegere a semifabricatelor n funcie de volumul i felul
produciei.
125
M2.U10.4. Rezumat
Alegerea semifabricatului trebuie precedat de analiza urmtorilor factori:
forma, dimensiunile i greutatea, materialul impus, numrul de semifabricate,
orientarea avantajoas a fibrelor materialului, precizia de execuie i
rugozitatea suprafeelor semifabricatului.
Semifabricatele pot fi: turnate, forjate, laminate, sudate etc .
M2.U10.5. TEST DE EVALUARE A CUNOTINELOR
1. Utilizarea semifabricatelor turnate se recomand la producia:
a) de serie mare c) de unicate
b) de serie mic
2. Utilizarea semifabricatelor forjate la cald se recomand la producia:
a) de serie mare c) de unicate
b) de mas
3. Utilizarea semifabricatelor matriate se recomand la producia:
a) de serie mare c) de unicate
b) de serie mic
4. Utilizarea semifabricatelor laminate se recomand la producia:
a) de serie mare c) la ambele tipuri
b) de serie mic
5. Utilizarea semifabricatelor sudate se recomand pentru piese de tip:
a) arbore c) ax cu came
b) carcas
M2.4. TEST DE AUTOEVALUARE A CUNOTINELOR
1. Utilizarea semifabricatelor laminate se recomand la producia:
a) de serie mare c) la ambele tipuri
b) de serie mic
2. Proprietatea tehnologic de sudabilitate a materialelor feroase are ca element
determinant:
a) hidrogenul c) carbonul
b) oxigenul
126
3. Urmtorul material are aceeai rezisten admisibil pentru ntindere,
compresiune i ncovoiere:
a) font c) aliaj fier-carbon
b) oel
4. n cazul produciei de serie mic pot fi alese semifabricate cu adaosuri de
prelucrare:
a) mari c) mici
b) foarte mari
5. ntre proprietile unui material i structura sa exist o legtur:
a) slab c) strns
b) nu exist legtur
6. Eficiena economic a utilizrii unor materiale ca nlocuitori pentru metale
trebuie s ia n considerare urmtorii factori:
a) micorarea proprietilor
mecanice
c) scderea preului de cost al
procesului de producie a pieselor
a) mrirea cantitii
elementelor de aliere
7. Criteriul tehnologic utilizat la alegerea materialelor are n vedere:
a) proprietile materialelor c) denumirile materialelor
b) standardele produselor
8. Prin prisma criteriului economic, la alegerea unui material pentru o pies
realizat n producia de mas se alege un material:
a) foarte ieftin c) deficitar
b) scump
9. La alegerea unui material trebuie urmrite urmtoarele criterii:
b) criteriul economic i criteriul
tehnologic
c) criteriul funcional, criteriul
tehnologic i criteriul economic
b) criteriul economic i criteriul
funcional
10. Creterea duritii unui material determin modificarea rugozitii
suprafeelor achiate astfel:
a) rugozitate mai mare c) rugozitatea rmne constant
b) rugozitate mai mic
REZOLVAREA TESTULUI DE AUTOEVALUARE
1. c 5. c 9. - c
2. c 6. c 10. - b
3. b 7. a
4. a 8. b
127
Modulul 3. Materiale i tratamente pentru diverse produse
Cuprins
M3.1.Introducere ................................ ................................ ................................ ............... 127
M3.2.Obiectivele modului ................................ ................................ ................................ . 127
M3.3.Competee conferite ................................ ................................ ................................ .127
M3.U11. Materiale i tratamente pentru scule ................................ ................................ .. 128
M3.U12. Materiale i tratamente pentru lagre i roi dinate ................................ ........... 136
M3.U13. Materiale i tratamente pentru arcuri i ghidaje ................................ ................ 151
M3.U14. Materiale i tratamente pentru batiuri i carcase, arbori i axe ......................... 157
M3.4. TEST DE AUTOEVALUARE ................................ ................................ .............. 164
M3.1. Introducere
Alegerea judicioas a unui material reclam cunotine temeinice ale
regimului de ncrcare din exploatare i ale comportrii mecanice a diferitelor
mrci de materiale. O proiectare economic reclam ns i utilizarea materialului
celui mai ieftin, cu caracteristice minime, de durat sau de rezisten la solicitri
variabile (ciclice), fapt ce se reflect n final n costul produciei. Din acest motiv,
n practica industrial se urmrete nu att utilizarea maxim, ci utilizarea optim
a materialelor, ceea ce se poate realiza numai printr-o colaborare ntre elaborator,
proiectant i tehnolog.
M3.2.Obiectivele modulului
Obiectivele modulului constau n prezentarea principalelor grupe de
materiale utilizate n mod curent n industrie pentru realizarea unor produse
specifice construciei de maini: scule, arbori i axe, roi dinate, lagre de
alunecare sau de rostogolire, ghidaje etc. Pentru aceste grupe de materiale se
prezint tratamentele optime recomandate.
M3.3.Competene conferite
La sfritul acestui modul studenii vor fi capabili s prezinte principalele
grupe de materiale utilizate n industrie pentru diverse produse i s descrie
principalele tratamente recomandate.
128
Unitatea de nvare M3.U11. Materiale i tratamente pentru scule
Cuprins
M3.U11.1. Introducere ................................ ................................ ................................ ...... 128
M3.U11.2. Obiectivele unitii de nvare ................................ ................................ ....... 128
M3.U11.3. Materiale i tratamente pentru scule................................ ................................ 128
M3.U11.3.1. Scule pentru achiere ................................ ................................ ............... 129
M3.U11.3.2. Scule pentru deformare plastic la rece i ti ere ................................ .... 133
M3.U11.3.3. Scule pentru deformare plastic la cald ................................ .................. 134
M3.U11.4. Rezumat ................................ ................................ ................................ .......... 135
M3.U11.5. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 135
M3.U11.1. Introducere
Alegerea materialelor pentru confecionarea sculelor este dominat de
analiza a numeroi factori dintre care cei mai importani sunt: proprietile
materialului care se prelucreaz; tipul operaiei executate cu aceste scule i
performanele mainii-unelte folosite; modul de rcire a sculei i natura fluidului
de rcire; mrimea i geometria sculei; prelucrabilitatea i comportarea la
tratamentul termic a materialului sculei; preul de achiziie al materialului pentru
scul, preul de cost al sculei i durabilitatea acesteia.
M3.U11.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate principalele materiale destinate
construciei sculelor achietoare, sculelor pentru deformare plastic la rece i
sculelor pentru deformare plastic la cald, insistndu-se pe proprietile acestora i
tratamentele termice recomandate.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
prezinte proprietile materialelor utilizate pentru construcia sculelor
achietoare, pentru deformare plastic la rece sau la cald;
clasifice aceste materiale dup diverse criterii i s descrie metodologia de
simbolizare a acestora;
prezinte tratamentele termice recomandate i domeniile de utilizare ale acestora.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
M3.U11.3. Materiale i tratamente pentru scule
Marea diversitate a condiiilor n care lucreaz sculele atrage dup sine o multitudine
de proprieti de ntrebuinare i tehnologice pentru materialele destinate confecionrii lor.
Sintetizate, aceste proprieti sunt urmtoarele: duritate ridicat la temperatura de lucru;
rezisten la uzur; tenacitate.
129
La aceste trei proprieti fundamentale, comune tuturor tipurilor de scule, se pot
aduga i altele care pot cpta o importan mai mare sau mai mic, n funcie de natura
sculei: rezisten la ocuri mecanice; durabilitate; termostabilitate; comportare bun n timpul
tratamentelor; prelucrabilitate prin achiere i deformare; rezisten la coroziune.
In funcie de operaiile pe care le execut n cadrul procesului tehnologic de producie,
sculele pot fi clasificate astfel:
scule pentru achiere;
scule pentru deformare plastic la rece (ambutisare, extrudare, refulare, ntindere
etc.) sau tiere (tanare, perforare, debavurare etc.);
scule pentru deformare plastic la cald (forjare, matriare, laminare etc.).
M3.U11.3.1. Scule pentru achiere
Materialele din care se pot executa sculele achietoare sunt: oeluri carbon de scule,
oeluri aliate pentru scule, oeluri rapide, carburi metalice, materiale mineralo-ceramice,
materiale superdure.
Oelurile carbon de scule (OSC7, OSC8, OSC8M, OSC9, OSC10, OSC11, OSC12,
OSC13 - STAS 1700-80) au un coninut de carbon ntre 0,61,4% i nu conin elemente de
aliere (de exemplu, simbolul OSC 10 corespunde unui oel carbon pentru scule avnd
concentraia masic medie de carbon % Cm = 1,0%). Cu aceste scule se poate achia cu viteze
de circa 20 m/min fr a depi temperatura de 200250
o
C.
Tratamentele care pot fi aplicate sunt:
a) nainte de prelucrarea sculelor: recoacere de nor malizare, recoacere de nmuiere
b) dup prelucrarea sculelor: clire martensitic (eventual clire la temperaturi
sczute) urmat de o revenire joas (la t = 150...200
0
C).
Pentru a evita fisurarea n cazul sculelor cu forme complicate se recomand clirea n
trepte, respectiv clirea n ap i apoi n ulei, iar dup revenire, rcirea n aer. In urma clirii
se obine, n general, o duritate peste 60 HRC dependent de coninutul de carbon al oelului
(figura M3.U11.1.).
Fig. M3.U11.1. Influena coninutului de carbon asupra duritii
Tratamentele de mai sus se aplic sculelor care au aceleai caracteristici pe toat
lungimea lor.
130
In cazul sculelor cu coad, executat dintr-o singur bucat cu partea activ, se
recomand aplicarea urmtorului ciclu de tratament:
clire global;
revenire numai pentru coad n baie de sruri, pn la duritatea de 3040 HRC;
clire a prii active;
revenire global a sculei la duritatea necesar prii active.
Oelurile aliate pentru scule (200Cr120 sau C120, 97MnCrW1 sau MVW14,
105CrW20 sau CW20, 150VMoCr120 sau VMoC120. 55MoCrNi15 sau MoCN5,
39VMoCr53 sau MoVC50 etc. STAS 3611 - 88) sunt oeluri slab aliate cu un coninut de
carbon de 0,81,4%. Viteza economic de achiere cu aceste scule este de 40 m/min, putnd
fi ntrebuinate pn la temperaturi de 350
o
C. Toate oelurile aliate pentru scule sunt
caracterizate prin prezena cromului, care influeneaz pozitiv clibilitatea, rezistena la uzare
i stabilitatea dimensional. In tabelul M3.U11.1. se prezint principalele domenii de utilizare
a oelurilor aliate pentru scule.
Tratamentul termic const, ca i n cazul oelurilor carbon de scule, n clire
martensitic (se face cu rcire n ulei sau n jet de aer) urmat uneori de clire la temperaturi
sczute), dup care se execut o revenire joas (la t = 150...200
0
C).
Oelurile rapide pentru scule (Rp1, Rp2, Rp3, Rp4, Rp5, Rp9, Rp10, Rp11 STAS
7382 - 80) sunt oeluri nalt aliate. Elementele de aliere dau oelurilor rapide o rezisten mare
la temperaturi ridicate, astfel nct sculele din aceste oeluri i pstreaz duritatea pn la
temperaturi de 600
o
C. Acest lucru permite prelucrarea cu viteze de achiere de 23 ori mai
mari dect n cazul oelurilor carbon de scule.
In tabelul M3.U11.2. se prezint principalele domenii de utilizare a oelurilor rapide
pentru scule.
Tratamentul termic al oelurilor rapide const din recoacere, clire (eventual sub 0
o
C),
revenire i tratamente termochimice. Recoacerea este obligatorie att dup forjare ct i dup
degroarea sculei, n scopul eliminrii tensiunilor interne. nclzirea pentru clire trebuie
executat lent n 3 4 trepte, deoarece la aceste oeluri, avnd o conductivitate termic mic,
este favorizat apariia fisurilor.
Rcirea piesei pentru clire de la temperatura maxim se poate efectua fie direct n aer
sau ulei, dac piesa este subire i de form simpl, fie n trepte, dac piesa este groas i cu
form complicat.
Dup aceast clire duritatea este ridicat (6062 HRC), dar exist carburi
nedizolvate (1015%) i austenit rezidual (2030%). Se impune deci executarea unei
reveniri, prin nclzire n baie de plumb, repetat de 23 ori. Pentru ridicarea performanelor
sculelor cu tiuri din oeluri rapide pot fi utilizate diferite tratamente termochimice, cel mai
utilizat fiind nitrurarea. Diagrama tratamentului termic final pentru oelurile rapide este
prezentat n figura M3.U11.2.
Carburile metalice se pot utiliza la achierea materialelor metalice i nemetalice, cu
viteze mari de achiere (cu peste 100% mai mari dect n cazul sculelor din oel rapid). Acest
lucru se datoreaz proprietilor generale, ca: duritate mare (peste 85 HRA), rezisten mare la
uzur, o mare stabilitate termic (i pstreaz duritatea pn la temperaturi de peste 900
o
C).
Pe de alt parte ns carburile metalice prezint dezavantajul deteriorrii rapide n cazul
prelucrrilor cu oc sau cu vibraii.
131
Tabelul M3.U11.1. Principalele utilizri ale mrcilor de oel aliat de sc ule.
Marca oelului Principalele domenii de utilizare
90VMn20 Scule de precizie nedeformabile: filiere, calibre, abloane, matrie, tane
pentru prelucrri la rece.
105MnCrW11 Scule pentru prelucrri la rece: tarozi, freze, alezoare, bacuri de filiere,
burghie, broe, scule de tiere, plci de tiere, cuite fine profilate, scule
pentru prelucrarea lemnului, matrie mici pentru mase plastice, cuite
pentru tierea hrtiei, instrumente de msurat.
117VCr6 Scule pentru prelucrri la rece: tarozi, burghie, alezoare, extractoare,
temuitoare, scule pneumatice, scule de poansonare i gravare.
100VMoCr52 Scule foarte rezistente la uzur, pentru deformri plastice la rece.
155MoVCr115 Scule nedeformabile de mare productivitate, cu stabilitate dimensional,
foarte rezistente la uzur, cu tenacitate ridicat: tane cu sensibilitate la
rupere, tane de ndoit, cuite de foarfece pentru tiere la rece, matrie
de debavurat, scule pentru rulat filete, scule pentru extruziune.
165VWMoCr115 Scule nedeformabile de mare productivitate, cu stabilitate dimensional,
foarte rezistente la uzur i cu tenacitate ridicat: freze, filiere, tarozi,
mandrine, broe.
205Cr115 Scule nedeformabile cu clibilitate redus, rezistente la uzur, care nu
lucreaz la ocuri sau lovituri puternice, cu tenacitate ridicat: matrie,
poansoane, dornuri de tragere, scule de laminare la rece i forjare la
cald, calibre, scule de extrudare.
90VCrMn20 Scule pentru tiere (cuite industriale, tane, matrie, scule pentru
poansoane, scule achietoare, scule pentru ambutisare adnc sau
poansoane, instrumente de msurat).
105CrW20 Scule pentru prelucrri la rece: tarozi, bacur i de filiere, burghie, broe.
45VSiCrW20 Scule rezistente la oc, buterole, dli pneumatice, tane, matrie pentru
prelucrri la rece.
31VCr5 Scule cu utilizri bine precizate: chei fixe i scule de mn, freze melc.
31VMoCr29 Scule pentru prelucrri la cald: matrie i subansamble de matrie, scule
pentru fabricarea de uruburi i nituri, scule pentru maini de forjat
radial, scule supuse la solicitri mari la extruziune pentru prelucrarea
aliajelor de cupru (buce, matrie de presare).
36VSiWMoCr53 Scule pentru deformri plastice la cald: matrie pentru extruziunea la
cald a neferoaselor.
39VSiMoCr52 Scule pentru deformri plastice la cald: matrie i subansamble de
matrie pentru turnarea sub presiune a metal elor uoare.
Tabelul M3.U11.2. Domeniile de utilizare a oelurilor rapide pentru scule
Marca
oelului
Principalele domenii de utilizare
Rp1 Scule pentru achiere rapid, puternic solicitate la uzur i la temperatur:
freze, cuite etc.
Rp2 Scule de achiere cu viteze foarte mari pentru materiale foarte dure: freze,
cuite etc.
132
Rp3 Scule de achiere cu viteze mari pentru materiale cu duritate ridicat: burghie,
scule de filetat, freze, broe, cuite de strung etc.
Rp5 Scule de achiere cu randament satisfctor pentru materiale cu duritate
ridicat: burghie, freze, tarozi, cuite etc.
Rp9 Scule achietoare supuse la uzur accentuat, n regim termic moderat:
burghie, freze (oel rapid economic).
Rp10 Scule achietoare cu regimuri de achiere uoare n materiale cu duritate mic:
burghie, scule de filetat, cuite, freze (oel rapid economic).
Rp11 Scule de achiere cu randament ridicat: freze, alezoare puternic solicitate,
dornuri, poansoane i matrie pentru extrudare la rece.
Fig. M3.U11.2. Diagrama tratamentului termic final pentru o elurile rapide
Plcuele din carburi metalice pentru scule achietoare se clasific n trei grupe
principale de utilizare (STAS 6374-80):
grupa P (marcaj cu culoare albastr) - pentru achierea materialelor feroase ce
formeaz achii lungi (oel laminat, oel turnat, font maleabil);
grupa M (marcaj cu culoare galben) - pentru feroase cu achii lungi sau scurte i
neferoase (oel manganos, oel austenitic, oel pentru automate, font cenuie, font
maleabil, metale neferoase etc.);
grupa K (marcaj cu culoare viinie) - pentru materiale feroase care formeaz
achii scurte, materiale neferoase i materiale nemetalice (font cenuie, maleabil, oel aliat,
neferoase, materiale plastice, lemn etc.).
In general, cu ct granulaia este mai fin, cu att tenacitatea este mai mare, permind
viteze de achiere mai mari. Aliajul dur se poate acoperi, prin depunere chimic sau fizic din
faz de vapori, cu straturi de TiC, TiN, Al
2
O
3
etc., cu grosime de 45 m. Se obin astfel
materiale sandwich, foarte rezistente la uzur, care n condiii de achiere de finisare, fr
ocuri, permit creterea vitezei de achiere cu 3050%.
Materialele mineralo-ceramice sunt compuse din Al
2
O
3
sau din Al
2
O
3
cu amestecuri
din carburi sau metale. In funcie de compoziie se disting trei tipuri:
a) materiale mineralo-ceramice pure (plcue albe), formate din 99,7% Al
2
O
3
i infime
adaosuri de alte substane menite s favorizeze sinterizarea;
133
b) materiale metalo-ceramice (cermei), formate din amestecuri de Al
2
O
3
i diverse
metale;
c) materiale carbido-ceramice (plcue cenuii), formate din amestecuri de Al
2
O
3
cu
TiC sau WC.
Plcuele mineralo-ceramice sunt superioare celor din carburi metalice, printr-o
rezisten mai mare la uzare i la temperaturi nalte (i menin proprietile pn la 1200
o
C).
In schimb, sunt mai fragile dect acestea utilizndu-se numai pentru finisare, la prelucrri fr
ocuri i vibraii.
Exemple
Pentru achiere se utilizeaz materialele mineralo-ceramice de tip a i c.
Fixarea plcuelor mineralo-ceramice pe suport se poate face prin brazare sau prin
fixare mecanic. Suporii se execut din oeluri de mbuntire de nalt
rezisten. In mod curent se utilizeaz mrcile 41MoCN11 sau 40C10, tratate
termic la o
r
=95110daN/mm
2
.
Materialele superdure au ca element de baz diamantul sau nitrura cubic de bor.
Aceste elemente pot fi naturale sau sintetice, iar ca form pot fi monocristale sau policristale.
Folosirea diamantului i a NCB sub form de monocristale, datorit dimensiunilor reduse,
este limitat; ea este economic doar la confecionarea sculelor abrazive. Se recomand la
prelucrri de semifinisare i finisare, cu viteze foarte mari, putndu-se utiliza pn la
temperaturi de 900
o
C (cele cu diamant) i 1100
o
C (cele cu NCB).
Exemple
Pentru realizarea unor scule achietoare cu geometrie bine definit (cuite) se
folosesc policristalele, sub form de plcu, sinterizate. Plcuele din policristale
de diamant se utilizeaz pentru prelucrarea tuturor materialelor neferoase (metale,
materiale plastice, lemn, beton, marmor etc.), iar cele din policristale de NBC
pentru achierea feroaselor.
Alegei materialele pentru sculele achietoare care trebuie s lucreze n
urmtoarele condiii:
Materialul
piesei
Procedeul
de achiere
Rezistena
la rupere
[N/mm
2
]
Viteza de
achiere
[m/min]
Avansul de
achiere
[mm/rot]
Materialul
sculei
OL37 strunjire 400 100 1.5
OLC45 frezare 750 300 0.1
41CrNi12 strunjire 1100 500 1
OSC12 frezare 4000 500 0.02
CuSn9Zn2 strunjire 300 1000 2
M3.U11.3.2. Scule pentru deformare plastic la rece i ti ere
Aceste scule se fabric din: oeluri carbon de scule (OSC7, OSC8, OSC8M, OSC9,
OSC10, OSC11) i oeluri aliate (cel mai des sunt utilizate oelurile C 120 i VMoC120).In
134
unele construcii, sculele executate din oel au prile active executate din carburi metalice.
Tratamentele termice ale sculelor pentru deformare la rece i tiere din oeluri carbon sunt:
recoacere de detensionare; clire cu nclzire n bi de sruri i rcire n ap sau soluie de
sod caustic; revenire joas. Prin modul de executare a tratamentului se realizeaz duriti
diferite n diferite zone ale sculei (de exemplu n cazul unui poanson, duritatea este 4044
HRC n zona cozii, 4851 HRC n partea de trecere i 5658 HRC la partea frontal).
Tratamentele termice ale oelurilor aliate pentru scule de deformare la rece i tiere
sunt urmtoarele: recoacere de detensionare; tratament termic primar: recoacere de nmuiere,
mbuntire (clire + revenire nalt); tratament termic final, cu trei variante: clire cu rcire
n ulei i revenire joas; clire cu rcire n ulei i revenire medie, tripl; clire cu rcire n ulei
sub zero grade i revenire. Pentru mrirea rezistenei la uzur a suprafeelor active se aplic
diferite tratamente termochimice: nitrurare n gaz sau nitrurare ionic, borurare etc. Cele
expuse mai sus sunt valabile pentru prile active ale sculelor pentru deformare plastic sau
tiere. Corpurile acestor scule sunt realizate din alte materiale, mai ieftine: fonte cenuii,
oeluri carbon etc. Acestea se execut prin turnare (fonte, oeluri) sau sudare (o eluri).
Exemplificai diverse scule care au partea activ i corpul din materiale diferite.
Se va pune accent pe urmtoarele aspecte: materialele din care sunt realizate
sculele, tratamentele termice la care sunt supuse, forma constructiv, costul,
construcia, mrimea.
M3.U11.3.3. Scule pentru deformare plastic la cald
Condiiile tehnice pe care trebuie s le ndeplineasc aceste scule sunt de natur
termic i mecanic. Matriele pentru forjare sunt solicitate timp scurt la compresiune,
lovituri, ocuri iar matriele pentru presare, timp mai ndelungat la compresiune. Ca atare,
matriele pentru presare trebuie s fie rezistente la temperatur i s posede bun
conductivitate termic, iar matriele pentru forjare trebuie s aib nalt rezisten mecanic,
tenacitate i duritate ridicat la temperatura de lucru.
Pentru construcia acestor scule se utilizeaz oeluri, care se pot mpri n trei grupe:
grupa I - cuprinde oelurile carbon (0,50,7 %C; OSC7) i oelurile slab aliate
(MoCN15, VMoCn17). Se utilizeaz la confecionarea matrielor cu dimensiuni mari.
grupa II-a - cuprinde oelurile mediu aliate cu Cr, Mo, V, W i Si (MoVC50.10,
MoVC50.15, MoVC53).
grupa a III-a - cuprinde oelurile bogat aliate cu W, Cr i V (VCW85). Se
utilizeaz la matrie cu dimensiuni mai mici, puternic solicitate.
In privina tratamentelor termice, pentru oelurile carbon din grupa I se recomand o
recoacere de detensionare dup prelucrrile preliminare, iar apoi o mbuntire (clire +
revenire nalt). La oelurile aliate se recomand o recoacere de detensionare dup prelucrrile
preliminare, apoi o clire (prenclzire n trei trepte, rcire n dou medii, ulei-aer), urmat de
o revenire dubl, cu rcire n aer.
Exemplificai diverse scule care au partea activ i corpul din acelai material. Se
va pune accent pe urmtoarele aspecte: materialele din care sunt realizate sculele,
tratamentele termice la care sunt supuse, forma constructiv, costul, construcia,
mrimea.
135
M3.U11.4. Rezumat
Principalele proprieti care trebuie ndeplinite de materialele pentru scule sunt:
duritate ridicat la temperatura de lucru, rezisten la uzur, tenacitate.[N/mm
2
]
n funcie de natura sculei, la aceste proprieti se pot aduga i altele: rezisten
la ocuri mecanice, durabilitate, termostabilitate, comportare bun n timpul
tratamentelor, prelucrabilitate prin achiere i deformare, rezisten l a coroziune.
n funcie de operaiile pe care le execut n cadrul procesului tehnologic de
producie, sculele pot fi clasificate astfel: scule pentru achiere; scule pentru
deformare plastic la rece sau tiere; scule pentru deformare plastic la cald.
Grupele de materiale pentru executarea sculelor achietoare sunt: oelurile
carbon de scule, oelurile aliate, oelurile rapide, carburile metalice, materialele
mineralo-ceramice, materialele superdure.
M3.U11.5. TEST DE EVALUARE A CUNOTINELOR
1. Cu oelurile carbon de scule se poate achia cu o vitez maxim de achiere de:
a) 20 m/min c) 2 m/min
b) 200 m/min
2. Oelurile aliate pentru scule au ca pri ncipal element de aliere:
a) wolfram c) crom
b) nichel
3. Oelurile rapide pentru scule i pstreaz duritatea pn la temperaturi de:
a) 60
0
C c) 6000
0
C
b) 600
0
C
4. Carburile metalice sunt utilizate n construcia sculelor achietoare astfel:
a) pentru ntreaga scul c) pentru partea activ a sculei
b) pentru coada sculei
5. Sculele cu partea activ din materiale mineralo-ceramice se caracterizeaz prin
fragilitate:
a) mare c) mic
b) medie
6. Sculele avnd partea activ din policristale de diamant se recomand pentru
achierea:
a) oelurilor c) materialelor neferoase
b) fontelor
136
Unitatea de nvare M3.U12. Materiale i tratamente pentru lagre i roi
dinate
Cuprins
M3.U12.1. Introducere ................................ ................................ ................................ ..... 136
M3.U12.2. Obiectivele unitii de nvare ................................ ................................ ....... 136
M3.U12.3. Materiale i tratamente pentru lagre ................................ ............................. 137
M3.U12.3.1. Lagre cu rostogolire ................................ ................................ ............. 137
M3.U12.3.2. Lagre cu alunecare ................................ ................................ .............. 140
M3.U12.4. Rezumat ................................ ................................ ................................ .......... 142
M3.U12.5. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 143
M3.U12.6. Materiale i tratamente pentru roi dinate ................................ ...................... 144
M3.U12.7. Rezumat ................................ ................................ ................................ .......... 149
M3.U12.8. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 150
M3.U12.1. Introducere
Lagrele sunt definite ca organe de maini utilizate pentru susinerea
arborilor sau a altor piese cu micare de rotaie, servind pentru preluarea sarci nilor
care acioneaz asupra acestora. In industrie se utilizeaz dou tipuri principale de
lagre i anume: lagre cu rostogolire (rulmeni); lagre cu alunecare (cuzinei).
Condiiile n care lucreaz aceste dou tipuri de lagre fiind diferite, materialele
pentru confecionarea lor vor fi i ele diferite.
La alegerea calitilor materialelor pentru roi dinate trebuie s se in
seama n primul rnd de tipurile i valorile solicitrilor la care sunt supuse acestea
n timpul exploatrii. Elementul de rezisten al oricrui angrenaj este dintele. El
este acela care preia eforturile care urmeaz a fi transmise de la motor la arborele
care efectueaz lucrul util al mecanismului, din care face parte angrenajul.
M3.U12.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate materialele destinate
construciei lagrelor de rostogolire i lagrelor cu alunecare, insistndu-se pe
proprieti, tratamente recomandate i simbolizare. De asemenea sunt prezentate
materialele i tratamentele pentru roi dinate.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
descrie proprietile de baz pe care trebuie s le posede un material destinat
confecionrii lagrelor i care sunt tratamentele recomandate;
prezinte compoziia chimic a materialelor pentru lagre i s identifice
simbolizarea acestora;
prezinte etapele necesare a fi parcurse la proiectarea complet a unui angrenaj;
prezinte proprietile mecanice necesare n calculul de rezisten al roilor
dinate;
descrie proprietile tehnologice care trebuie avute n vedere la alegerea
materialului pentru roi dinate;
identifice avantajele i dezavantajele nlocuirii materialelor metalice cu
materiale plastice n construcia roilor dinate.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
137
M3.U12.3. Materiale i tratamente pentru lagre
Lagrele sunt organe de maini, pe care se sprijin arborii sau axele diferitelor maini
sau instalaii. In industrie se utilizeaz dou tipuri principale de lagre i anume: lagre cu
rostogolire (rulmeni); lagre cu alunecare (cuzinei). Condiiile n care lucreaz aceste dou
tipuri de lagre fiind diferite, materialele pentru confecionarea lor vor fi i ele diferite.
M3.U12.3.1. Lagre cu rostogolire
Condiiile n care funcioneaz rulmenii sunt complexe i mult diferite de cele n care
funcioneaz majoritatea celorlalte organe de maini.
Elementele componente ale rulmenilor (inele, bile, role, ace etc.) sunt supuse, n
general, solicitrilor de compresie, traciune, strivire i rostogolire. In timpul funcionrii
rulmentului, fiecare poriune a suprafeei este supus la un numr mare de cicluri de solicitri,
care i schimb periodic semnul. Avem de a face deci, n ultim instan i cu o solicitare la
oboseal a materialului.
O particularitate foarte important a ncrcrii rulmenilor o constituie faptul c, n
rulmeni, sarcinile care acioneaz sunt concentrate pe suprafee foarte mici (figura
M3.U12.1.), la contactul dintre bil i inel sau dintre inel i rol, n funcie de tipul
rulmentului.
Fig.M3.U12.1. Concentrarea sarcinilor la
funcionarea rulmenilor
Dac n aceste zone de contact se afl ntmpltor o incluziune nemetalic, o
aglomerare de carburi de suprafa, din cauza sarcinii concentrate n acest spaiu redus (unde
sarcinile pot atinge valori de pn la 300500 daN/mm
2
), materialul se sfrm, iar
rulmentul iese din funciune, ducnd la oprirea sau chiar avarierea mainii sau instalaiei n
care este montat. Situaia descris mai sus este agravat de faptul c oelurile de rulmeni
funcioneaz n stare clit i revenit la temperaturi joase, avnd deci n ele o structur
martensitic de revenire, foarte dur, ns destul de fragil i cu t ensiuni remanente.
Din cauza acestor condiii deosebite n care funcioneaz rulmenii, i fa de oelurile
de rulmeni se pun nite condiii deosebite (legate de puritate i omogenitatea structurii), care
nu se cer ndeplinite n cazul altor oeluri. Oelurile de rulmeni sunt printre cele mai pure
oeluri, care se elaboreaz n momentul de fa.
Pentru ca probabilitatea aflrii unei incluziuni nemetalice n zona de contact, unde
sarcina este concentrat, s fie ct mai mic, condiiile tehnice prevd ca, n oelurile de
rulmeni, incluziunile nemetalice s fie meninute la un punctaj ct mai redus.
Condiii deosebit de severe se pun la oelul de rulmeni i n ceea ce privete
rspndirea omogen a carburilor n masa oelului. Aceasta din cauz c, aa cum s-a artat
138
mai sus, i o aglomerare de carburi dure i fragile, n zona de concentrare a sarcinii, poate
duce la sfrmarea i distrugerea poriunii respective.
Concluzia rezultat cu privire la deformarea plastic a oelului de rulmeni este deci
urmtoarea: deformarea plastic la cald trebuie efectuat la temperaturi pe ct posibil mai
joase, iar rcirea, dup forjare, trebuie s fie accelerat, pentru a nu permite formarea reelei
de cementit secundar.
Condiiile de funcionare ale rulmenilor, amintite pe scurt mai sus, au dus la concluzia
c, pentru a face fa acestor condiii, materialul destinat confecionrii rulmenilor trebuie s
posede, pe lng cele precizate mai sus, privitor la puritate i omogenitate i urmtoarele
proprieti de baz:
o limit de elasticitate ridicat, astfel nct materialul s nu se deformeze sub
influena sarcinilor statice i dinamice, la care este supus n timpul exploatrii;
o rezisten la oboseal ridicat, care s permit o funcionare normal, n cursul
a mii de ore de exploatare;
o rezisten la rupere, la ocuri i la uzur ridicat, care s permit rulmentului s
reziste, fr a se fisura sau distruge, la sarcinile statice i dinamice importante, la care este
supus n timpul lucrului.
Pentru atingerea acestor proprieti, oelul de rulmeni trebuie s aib o duritate final
de 6266 HRC pe toat seciunea piesei.
Alegerea i utilizarea materialelor adecvate n construcia de rulmeni este practic
rezolvat. Alegerea materialului, n aceast situaie, se refer la organele de maini cu rol
funcional apropiat de cel al rulmenilor, ca: role de reazem i ghidare, paliere cu role sau bile,
piese n contact cu role sau bile etc.
Materialele specifice pentru fabricarea rulmenilor sau organelor de maini nrudi te au
calitatea reglementat de STAS 1456/1 i STAS 11250, simbolizarea lor cuprinznd grupul de
litere RUL, urmat de un numr convenional (fr semnificaie precizat) i, eventual, de
litera V, dac oelurile sunt tratate n vid la elaborare; principalele mrci de oeluri pentru
rulmeni sunt RUL1, RUL1V, RUL2, RUL2V i RUL3V. Compoziia chimic a oelurilor
RUL1 i RUL2 se prezint n tabelul M3.U12.1.
Tabelul M3.U12.1.Compoziia chimic a oelurilor de rulmeni
Coninutul, [% ] Marca
C Cr Mn Si
RUL 1 0,951,10 1,301,65 0,200,45 0,170,37
RUL 2 0,951,10 1,301,65 0,901,20 0,400,65
Dup cum rezult din prezentarea compoziiei chimice a celor dou mrci de oeluri, ambele
au acelai coninut de carbon i crom, respectiv 0,951.10 % C i 1,301,65 % Cr.
Diferena dintre cele dou mrci const din coninuturile diferite de Si i Mn.
Adaosul suplimentar de mangan, n marca RUL 2, are drept scop mrirea clibilitii
oelului (adncimii zonei clite), necesar mai ales rulmenilor cu seciune mai mare. Marca
RUL 1 va fi recomandat n special pentru elemente de rulmeni, n care diametrul critic D
r
este sub 2325 mm, n timp ce marca RUL 2 va fi recomandat pentru seciuni mai mari
(diametrul critic real maxim de 5065 mm).
Siliciul i fosforul, fiind elemente duntoare, care genereaz formarea de incluziuni
nemetalice, trebuie meninute la limite ct mai sczute (Ss 0,05 %, iar P s 0,027 %).
139
Exemple
Coliviile pot fi executate din urmtoarele materiale: oeluri sau fonte speciale,
oel fosforos, alam, material plastic etc.
Tratamentul termic al oelului de rulmeni include tratamentul termic preliminar sau
intermediar, pentru mbuntirea prelucrabilitii prin achiere i tratamentul termic final,
care are drept scop conferirea duritii finale rulmenilor. Tratamentul termic preliminar, care
urmrete pregtirea structurii n vederea uurrii prelucrabilitii prin achiere, este de fapt o
recoacere de nmuiere. In cadrul acestei recoaceri de nmuiere, la oelul de rulmeni, se
urmrete globulizarea din perlit. Aceasta din cauz c perlita globular se prelucreaz mai
bine prin achiere dect perlita lamelar. Din cauza aceasta, recoacerea de nmuiere, aplicat
oelului de rulmeni i urmrind globulizarea cementitei din perlit, este cunoscut i sub
denumirea de recoacere de globulizare. Dup aplicarea acestei recoaceri, are loc prelucrarea
prin achiere pentru obinerea pieselor finite. Piesele prelucrate sunt supuse apoi
tratamentului termic final, care are menirea de a le aduce la duritatea de 6266 HRC, care s
le asigure o comportare optim n exploatare.
Tratamentul termic final, pentru obinerea unei astfel de duriti, va trebui s includ
desigur, n primul rnd, operaia de clire. Avnd n vedere faptul c oelul de rulmeni este
un oel slab aliat, pentru obinerea structurii martensitice de clire trebuie aplicat o rcire
rapid. Bilele de rulmeni, care, datorit formei lor sferice, sunt mai puin expuse fisurii la
clire, se rcesc n mod obinuit n ap, n timp ce inelele i rolele, care, datorit formei, sunt
mai expuse fisurii la clire, se rcesc n ulei. Pentru reducerea tensiunilor interne i a
fragilitii, dup clire se aplic, n mod obligatoriu, o revenire joas, la temperaturi de 150 -
200
0
C (figura M3.U12.2.).
Fig. M3.U12.2. Diagrama tratamentului termic final al oelurilor pentru rulmeni
Cantitatea de austenit rezidual, a crei prezen nu este dorit, obinut n structura
oelului de rulmeni, ajunge la 1012 %.
Din cauza acestei situaii, la tratamentul termic al oelului de rulmeni, trebuie avut n
vedere i necesitatea lichidrii sau diminurii cantitii de austenit rezidual din structur i a
stabilizrii dimensionale n acest fel a rulmenilor.
Stabilizarea dimensional se poate realiza prin:
stabilizare dup clire n ap rece, la temperaturi de 10
0
C timp de o or;
clire dubl cu detensionare intermediar ntre dou cliri;
140
clire sub 0
0
C, (-75
0
C), timp de o or, reducndu-se proporia de austenit
rezidual de la 810 % la 34 %.
Ce proprieti de baz trebuie s prezinte un material destinat confecionrii
rulmenilor?
M3.U12.3.2. Lagre cu alunecare
La alegerea materialelor pentru cuzinei trebuie avute n vedere urmtoarele elemente:
a) ntruct nlocuirea axului este mai dificil dect nlocuirea cuzinetului, materialul
acestuia din urm va trebui s fie mai puin dur dect materialul axului, astfel nct, n timpul
funcionrii, s se uzeze cuzinetul i nu axul;
b) In timpul funcionrii, cuzinetul trebuie s se acomodeze la ax i nu invers. In urma
uzrii i deformrii, cuzinetul trebuie s capete configuraia axului, adaptndu-se la toate
neregularitile de form ale acestuia. Cu ct materialul cuzinetului este mai moale, cu att se
ajunge mai repede la aceast situaie. O duritate foarte sczut a materialului cuzinetului va
determina ns o uzare rapid a lui.
c) Coeficientul de frecare va fi cu att mai mic cu ct duritatea cuzinetului va fi mai
mare. Cuzinetul dur se acomodeaz ns greu la ax.
Cteva din proprietile cele mai importante pe care trebuie s le ndeplineasc
materialele lagrelor cu alunecare sunt: rezisten static i la oboseal bune, chiar i n
condiiile unor temperaturi ridicate; rezisten la uzur i coroziune; afinitate fa de lubrifiant
(pentru formarea peliculei); capacitate bun de rodare; comportare bun n regimurile
tranzitorii; conductivitatea termic bun i coeficient de dilatare redus; greutate specific
mic; uurin de prelucrare la rece sau la cald (turnare, presare); pre sczut i s nu fie
deficitar.
Principalele categorii de materiale care pot fi utilizate pentru construcia lagrelor
sunt: materialele feroase, materialele neferoase, materialele ceramice i materialele plastice.
Dintre materialele feroase, oelurile nealiate au o utilizare limitat ca materiale pentru
lagre, fiind folosite numai n cazul unor solicitri reduse (de exemplu la lagrele
hidrostatice). Aceste oeluri au proprieti slabe de alunecare, sunt susceptibile la coroziune i
asigur dificil o finisare nalt a suprafeei. O mbuntire a proprietilor este posibil prin
tratamente termice sau termochimice (clire, cementare, fosfatare, sulfizare, nitrurare etc.).
Proprieti superioare prezint oelurile slab aliate, att n ceea ce privete comportarea la
alunecare, ct i caracteristicile mecanice.
Pentru lagrele hidrostatice se utilizeaz oeluri inoxidabile martensitice, care
durificate au proprieti de frecare bune n contact cu alte suprafee dure (de exemplu,
materiale ceramice). Trebuie subliniat c toate oelurile trebuie supuse unui tratament termic
de detensionare, pentru a asigura stabilitatea lor dimensional.
Fontele, datorit coninutului lor de grafit, prezint bune proprieti de antifriciune. Se
recomand ndeosebi fontele perlitice cu eutectic fosforos. Dintre dezavantajele acestor
materiale trebuie menionat slaba rezisten la coroziune i proprietile mecanice sczute.
Materialele neferoase cele mai utilizate pentru lagrele lubrifiate sunt bronzurile,
aliajele speciale pentru lagre (babituri) i aliajele uoare. Proprietile cele mai bune le
prezint compoziia pe baz de staniu, care asigur, pe lng comportarea bun la rodaj i la
supranclzire, i o sensibilitate redus la impuriti datorit capacitii de nglobare a
particulelor dure care ptrund n spaiul dintre fus i cuzinet.
141
Exemple
Pentru lagrele hidrostatice, posibilitatea de utilizare a acestor materiale este
redus, deoarece ele nu au proprieti bune de frecare uscat i fiind moi se
prelucreaz greu la preciziile impuse. In plus, datorit coeficienilor de dilatare
mari, apar probleme privind compensarea dilatrilor termice.
Aliajele dure i refractare pe baz de crom, nichel, cobalt, molibden, wolfram etc. i
pstreaz duritatea pn la temperaturi ridicate, de peste 1000
o
C, astfel nct uzura lor este
deosebit de redus. Datorit dificultilor de prelucrare i din considerente economice, aceste
materiale se folosesc mai ales ca straturi superficiale depuse prin diferite procedee (galvanice,
sudare, metalizare n vid cu jet de plasm etc.). Pentru prelucrarea final a pieselor
componente este utilizat rectificarea, honuirea sau lepuirea, n vederea asigurrii calitii
corespunztoare a suprafeelor.
Materialele ceramice i metaloceramice se utilizeaz datorit duritii ridicate i a
proprietilor bune de frecare uscat. Dintre acestea sunt folosite materialele ceramice
obinute prin sinterizare, cum ar fi: oxizii (Al2O3), carburile (TiC, WC), boruril e, nitrurile etc.
Materialele plastice cunosc n prezent un larg interes pentru construcia lagrelor,
avnd pe lng preul de cost sczut i avantajele unor proprieti bune de antifriciune.
Utilizarea lor este limitat ns de prelucrabilitatea dificil n toleranele i la calitatea
suprafeei necesare pentru lagrele de precizie. Se obin rezultate bune prin utilizarea lor n
combinaie cu alte materiale.
Exemple
Lagrele masive sunt executate n ntregime din mas plastic, simpl sau cu
inserie. Cuplul de materiale n acest caz este alctuit din oelul pentru fus i
rinile formaldehidice cu inserie de esturi sau fire textile, cunoscute sub
denumirea comercial de textolit pentru lagr. Semifabricatele din textolit se
prezint sub form de bare, evi sau plci i se prelucreaz prin achiere buce de
lagr, care pot fi simple sau cu guler. Parametrul geometric poate fi luat 1/d =
0,5...1,2, iar grosimea peretelui s = (0,1...0,2) mm. Avndu-se n vedere modulul
de elasticitate sczut al textolitului, la montajul bucelor se va asigura ncrcarea
pe toat lungimea lor pentru a evita deformrile de ncovoiere. Bucele se fixeaz
de corpul lagrului prin presare, lipire, cu tifturi sau uruburi. ncrcarea
lagrelor din textolit este limitat de nclzirea acestora, temperatura maxim de
funcionare fiind 80...90
o
C. Disiparea cldurii degajat prin frecare este problema
cea mai delicat, deoarece conductivitatea termic este cu circa 10
2
mai mic
dect la metale, ceea ce desigur c limiteaz viteza de lucru.
Dintre celelalte materiale plastice au cptat utilizri tot mai largi, n construcia
lagrelor, poliamidele (PA), politetrafluoretilena (PTFE) i poliacetalul (POM).
Poliamidele, dei au un coeficient de frecare relativ mare (pentru cuplul PA-oel
nelubrificat, = 0,2), prezint o rezisten bun la uzare. Se pot prelucra prin achiere, ns
avantaje economice prezint presarea prin injecie. Pentru mbuntirea stabilitii mecanice
se utilizeaz inserii de fibre de sticl, iar pentru micorarea frecrii n material se nglobeaz
bisulfur de molibden sau grafit.
142
Politerafluoretilena, cunoscut comercial sub denumirea de teflon, prezint un
coeficient de frecare redus, o bun rezisten termic, ns datorit structurii lamelare se
uzeaz puternic (de circa 200 ori mai mult dect poliamida). De aceea, ca material pentru
lagre nu se folosete teflonul simplu, ci cu adaosuri de fibr de sticl, praf de bronz, grafit
sau MoS
2
. Teflonul se folosete foarte des sub form de fulgi sau fibre, ca adaos n alte
materiale plastice pentru mbuntirea proprietilor de antifriciune ale acestora.
Masele plastice din familia poliacetalului (POM) au proprieti mecanice bune,
excelnd prin posibilitatea de prelucrare la presarea prin injecie. Ele sunt cunoscute sub
denumirea comercial de delrin. Pentru mbuntirea proprietilor de antifriciune ale
delrinului s-au utilizat inserii cu fibre de teflon cunoscute sub denumirea de delrin-AF. Prin
introducerea unor aditivi chimici s-au obinut materiale cu proprieti tribologice deosebite n
special n ceea ce privete rezistena la uzare. In tabelul M3.U12.2. se prezint unele
caracteristici i recomandri de utilizare ale unor materiale pentru lagre de alunecare.
Tabelul M3.U12.2. Caracteristici i recomandri de utilizare ale unor materiale antifriciune
pentru lagre n regim de frecare mixt
Material Viteza
admisibil
V
a,
[m/s]
Presiunea
admisibil,
P
a
, [N/mm
2
]
Recomandri de utilizare
Fonte:
FcAl
FcA2; FcA3
FmA1
FgnA1; FgnA2
0,22
0,753
12
15
90,05
60,1
120,5
120,5
Fus clit sau normalizat.
Idem pentru FcA
2
. Fus nedurificat pentru FcA
3
.
Fus clit sau normalizat.
Idem pentru FgnA
1
. Fus nedurificat pentru
FgnA
2
.
Bronzuri:
CuSn4Pb4Zn4
CuSn8; CuSn6
CuAl9Fe3
CuAl10Mn2Fe3
< = 5
< = 7
< = 4
< = 6
< = 15
< = 20
Proprieti antifriciune ridicate, proprieti
mecanice medii.
Proprieti antifriciune foarte bune; se utilizeaz
pentru lagre de rspundere.
Proprieti antifriciune bune, rezisten la
coroziune, proprieti mecanice ridicate.
Alame:
CuZn38Pb2Mn2
-
< = 4
Cuzinei turnai n amestec de formare; pentru
condiii uoare de lucr]u.
Babituri:
YSn83
YPb98
-
-
< = 2
< = 20
Cuzinei multistrat; pt. motoare termice.
Cuzinei multistrat; pentru maini-unelte,
reductoare etc., putnd suporta i ocuri.
1. Specificai care sunt elementele ce trebuie avute n vedere la alegerea
materialelor pentru cuzinei.
2. Prezentai proprietile cele mai importante pe care trebuie s le
ndeplineasc materialele lagrelor cu alunecare.
M3.U12.4. Rezumat
n industrie se utilizeaz dou tipuri principale de lagre i anume: lagre cu
rostogolire (rulmeni), respectiv lagre cu alunecare (c uzinei).
143
Principalele proprieti pe care trebuie s le posede materialele pentru lagre cu
rostogolire sunt: limit de elasticitate ridicat, rezisten la oboseal ridicat,
rezisten la rupere, la ocuri i la uzur ridicat, puritate i omogenitate.
Principalele mrci de oeluri pentru rulmeni sunt RUL1, RUL1V, RUL2,
RUL2V i RUL3V.
Proprietile cele mai importante ale materialele lagrelor cu alunecare sunt:
rezisten static i la oboseal bune, chiar i n condiiile unor temperaturi
ridicate; rezisten la uzur i coroziune; afinitate fa de lubrifiant (pentru
formarea peliculei); capacitate bun de rodare; comportare bun n regimurile
tranzitorii; conductivitatea termic bun i coeficient de dilatare redus; greutate
specific mic; uurin de prelucrare la rece sau la cald (turnare, presare); pre
sczut i s nu fie deficitar.
Principalele grupe de materiale pentru lagre cu alunecare sunt: feroase,
neferoase, aliaje dure, ceramice, plastice.
M3.U12.5. TEST DE EVALUARE A CUNOTINELOR
1. Oelurile cu destinaie precizat de tip RUL sunt slab aliate cu:
a) siliciu c) crom
b) titan
2. Cuzineii se execut din materiale:
a) omogene c) rezistente la coroziune
b) eterogene
3. Oelurile cu destinaie precizat de tip RUL sunt slab aliate cu:
a) siliciu c) crom
b) titan
4. Bilele de rulmeni, care, datorit formei lor sferice, sunt mai puin expuse
fisurii la clire, se rcesc n mod obinuit n:
a) ap c) aer
b) ulei
5. Aliajele dure i refractare pe baz de crom, nichel, cobalt, molibden, wolfram
etc. utilizate n construcia lagrelor de alunecare i pstreaz duritatea pn la
temperaturi de peste:
a) 500
o
C c) 1000
o
C
b) 2000
o
C
6. Materialele ceramice i metaloceramice se utilizeaz n construcia lagrelor cu
alunecare datorit:
a) duritii ridicate c) duritii sczute
b) proprietilor bune de frecare
uscat
144
7. Posibilitatea de utilizare a materialelor neferoase pentru lagrele hidrostatice
este:
a) redus c) foarte ridicat
b) ridicat
M3.U12.6. Materiale i tratamente pentru roi dinate
La proiectarea complet a unui angrenaj este necesar s se parcurg, n general,
urmtoarele etape:
stabilirea eforturilor de calcul ale angrenajelor;
stabilirea preciziei necesare;
alegerea materialelor roilor i a tratamentelor;
efectuarea calculului de rezisten;
efectuarea calculului geometric;
proiectarea formei constructive;
ntocmirea desenelor de execuie ale roilor.
La alegerea calitilor materialelor pentru roi dinate trebuie s se in seama n primul
rnd de tipurile i valorile solicitrilor la care sunt supuse acestea n timpul exploatrii.
Elementul de rezisten al oricrui angrenaj este dintele. El este acela care preia
eforturile care urmeaz a fi transmise de la motor la arborele care efectueaz lucrul util al
mecanismului, din care face parte angrenajul. n concluzie, solicitrile principale ale unui
angrenaj se reduc la solicitrile dintelui:
solicitri statice (ncovoiere, figura M3.U12.3.);
solicitri dinamice (oboseal prin ncovoiere ciclic i oc, figura M3.U12.4.);
solicitri de frecare ntre suprafeele de contact (presiune de contact ciclic,
uzare, nclzire, figura M3.U12.5.)
coroziune din partea mediului de lucru (lubrifiant).
Proprietile mecanice necesare n calculul de rezisten al roilor dinate sunt:
rezistena la oboseal prin contact pulsatoriu (oos);
rezistena la oboseal prin ncovoiere pulsatorie (oo1) sau alternant (o-1);
reziliena KCU.
Dintre aceste caracteristici prima se refer la suprafaa (flancul) dintelui, iar celelalte
dou la miezul dintelui (mai precis la seciunea bazei dint elui).
Caracteristicile de rezisten ale materialelor depind, dup cum se tie, de compoziia
chimic (coninutul n carbon, elemente de aliere etc.) i de microstructur, care la rndul ei
este determinat da tratamentele termice aplicate i de dimensiunile produsului n seciune.
La oelurile nealiate n stare laminat, recoapt sau normalizat, proprietile de
rezisten cresc odat cu creterea coninutului n carbon pn la 0,80,9 % C, dup care
rmn practic constante, pe cnd proprietile de plasticitate i rezilien scad continuu.
145
Fig.M3.U12.4. Ruperea la oboseal prin
ncovoiere
Fig.M3.U12.3.Schema solicitrii statice
Fig.M3.U12.5.Tensiuni de contact ntre
angrenaje
Cum rezistena la rupere i duritatea variaz practic liniar n intervalul 00,8 % C,
pentru oelurile hipoeutectoide nealiate este posibil utilizarea relaiei:
o
r
= 0,32 HB (M3.U12.1)
care este valabil i pentru starea de mbuntire.
La oelurile aliate modul de variaie al proprietilor n funcie de carbon este
asemntor, dar valorile proprietilor sunt diferite. La aceste oeluri relaia dintre duritate i
rezistena la rupere are forma:
o
r
= 0,35 HB (M3.U12.2)
La oelurile n stare mbuntit (pn la circa 320 HB sau 35 HRC) s-a constatat
existena unei relaii liniare i ntre rezistena la oboseal prin ncovoiere i duritate (o
1
= 1,6-
2 HRC), ceea ce a condus la stabilirea a diferite relaii ntre limita de rupere la traciune i
limita la oboseal prin ncovoiere alternant. Astfel, pentru oelurile carbon se poate folosi
relaia:
o
-1
= 0,45 o
r
(M3.U12.3)
iar pentru oelurile aliate relaia:
o
-1
= 0,4 o
r
+ 5 (M3.U12.4)
n ceea ce privete rezistena la oboseal prin ncovoiere pulsatorie, acesta poate fi
stabilit cu relaia:
o
oi
= 1,5 o
-1
(M3.U12.5)
n sfrit, pentru oelurile semidure n stare mbuntit (sub 40 HRC) rezistena
admisibil la oboseal prin contact poate fi determinat cu relaia:
o
osa
= 0,24 HB (M3.U12.6)
Relaiile de mai sus se refer la oelurile semidure n stare mbuntit i reprezint
rezistena la oboseal n daN/mm
2
.
146
n aplicaiile practice, la fabricarea roilor dinate, suprafeele de lucru pot fi durif icate
prin clire superficial, cementare sau nitrurare, ceea ce duce la unele modificri ale structurii
stratului superficial. De aceea, coeficienii de multiplicare a duritii sunt mai mari, aa cum
rezult din relaiile de mai jos, aplicabile la determinarea rezistenei admisibile la oboseala de
contact:
a) straturi clite superficial la HRC > 40:
o
osa
= 1,8 HRC (M3.U12.7)
b) straturi carburate i clite la oeluri nealiate sau slab aliate avnd HRC
miez
s 40:
o
osa
= 2,1 HRC (M3.U12.8)
c) straturi carburate i clite la oeluri complex aliate avnd HRC
miez
> 40:
o
osa
= 3,1 HRC (M3.U12.9)
d) straturi cianurate, carbonitrurate sau nitrurate:
o
osa
= 2,8 HRC (M3.U12.10)
De asemenea, i coeficienii din relaiile de calcul a rezistenei la rupere la oboseal
prin ncovoiere alternat sunt mai mari, respectiv n aceste cazuri se vor utiliza relaiile:
a) oeluri nealiate semidure, mbuntite i clite superficial:
o
-1
= 0,55 o
r
(M3.U12.11)
b) oeluri aliate semidure, mbuntite i clite superficial i oeluri de c ementare fr
nichel:
o
-1
= 0,55 o
r
+ 5 (M3.U12.12)
c) oeluri aliate de cementare cu nichel:
o
-1
= 0,45 o
r
+ 5 (M3.U12.13)
Proprietile tehnologice care trebuie avute n vedere la alegerea materialului pentru
roi dinate sunt: puritatea (coninutul admisibil de incluziuni nemetalice), ereditatea granular
(tendina de modificare dimensional a granulelor), clibilitatea i prelucrabilitatea prin
achiere.
Avnd n vedere marea varietate de roi dinate fabricate pentru aparate i maini de
toate tipurile, pentru corecta alegere a materialului, apare necesar o anumit clasificare n
baza unor criterii comune i anume: viteza periferic; fora tangenial (care determin la
rndul ei tensiunile de ncovoiere i pe cele de contact, care acioneaz asupra dintelui, iar -
prin multiplicare cu vitez periferic - i puterea transmis); prezena i valoarea ocului.
La diferite combinaii ale acestor criterii vor corespunde (sau vor fi necesare) anumite
condiii de prelucrare i montaj exprimate prin clasa de precizie a angrenrii precum i prin
gradul de precizie al prelucrrii suprafeelor de lucru ale danturii.
Lsnd la o parte angrenajele cu rol pur funcional i care nu transmit puteri mari, n
continuare sunt prezentate limitele orientative n ceea ce privete viteza periferic i puterea
transmisibil, n funcie de clasa de precizie pentru diferite categorii de angrenaje,
convenional considerate ca slab, mediu, greu i foarte greu solicitate.
In grupa roilor dinate slab solicitate intr cele folosite la mecanisme acionate
manual sau mecanic cu viteze reduse (cricuri, palane manuale), care transmit lin puteri mici.
Preteniile reduse n ceea ce privete proprietile de rezisten, absena aproape total a
ocurilor i gradul de precizie sczut permit folosirea oelurilor nealiate semidure, turnate sau
forjate fr tratament termic sau cu tratamente de recoacere, normalizate sau mbuntire
global, la duriti ce nu depesc 200250 HB.
147
Exemple: oeluri carbon obinuite cu 0,250,5 % C, netratate (OL 42, OL 50, OL
60), oeluri carbon turnate (OT 45, OT 50), fonte turnate.
Roile dinate mediu solicitate se ntlnesc ntr-o serie de reductoare, care transmit
puteri medii sau mari, de exemplu, de la motoare electrice rapide la maini staionare lente cu
perioade de lucru continuu, ndelungate (mori de mcinare, combine miniere, calandri n
industria cauciucului, cuptoare de calcinare, maini pentru industria uoar etc.) sau la maini
cu sarcini variabile, dar cu viteze reduse (maini de ridicat, maini agricole, unele maini-
unelte). Ca urmare a condiiilor de lucru respective (puteri medii i mari, dar practic
invariabile sau cu variaie lent n timp, presiuni specifice relativ mici prin folosirea de
module mari, ocuri ntmpltoare i rare datorit vitezelor reduse sau a numrului mic de
cuplri), aceste roi se execut tot din oeluri semidure nealiate sau aliate (n funcie de
clibilitatea necesar). Ca tratamente termice tipice, la aceast categorie de oeluri se
utilizeaz mbuntirea global la duriti variabile de ordinul 250350 HB (n funcie de
solicitarea la ncovoiere) cu sau fr ulterioar clire superficial la duriti de ordinul 4055
HRC (n funcie de mrimea presiunilor specifice).
Exemple
pentru viteze mici (v < 6 m/sec), presiuni specifice mici, cu sau fr oc se
pot folosi oeluri carbon sau aliate (OLC 55, OLC 45, 35M16, 40C10),
mbuntite la 2025 HRC, oel carbon sau aliat turnat;
pentru viteze mijlocii (v = 612 m/sec), presiuni specifice mici se pot
folosi oeluri carbon de cementare (OLC 15, OLC 20), carburate pe adncimea
de 0,6 - 1 mm i clite superficial la 5560 HRC sau carbonitrurate pe
adncimea de 0,406 mm i clite ptruns.
Grupa roilor dinate greu solicitate se ntlnete n angrenajele reductoarelor
mainilor rapide de gabarite mici, n cutiile de vitez ale mainilor de transport (tractoare,
autovehicule, avioane, nave) sau ale unor maini - unelte, n unele multiplicatoare etc.
Caracteristic pentru aceste roi este faptul c prin reducerea modulului, respectiv prin
creterea numrului de dini, presiunile specifice cresc foarte mult; pe de alt parte, creterea
vitezei periferice i funcionarea pe durate scurte sub sarcini variabile (porniri, frnri, cuplri
dese) conduc la ocuri dese i repetate, care reclam rezistene la oc sporite ale danturii. In
consecin, la fabricarea roilor dinate din aceast grup sunt necesare oeluri cu duriti
superficiale mari i cu miez tenace. In acest scop se folosesc oeluri moi nealiate sau aliate (n
funcie de clibilitatea i rezistena miezului i stratului) la care trebuie aplicat durificarea
superficial prin cementare i ulterioar clire.
Exemple
pentru viteze mijlocii i mici (v = 48 m/sec), presiuni specifice mari, fr
oc se pot folosi oeluri aliate (41CN12, 40C10, 50VC11, 41MoC11),
mbuntite la 45-50 HRC i cianurate pe adncimea de 0,20,3 mm, urmate
de clire i revenire joas (55 HRC n strat i 4050 HRC n miez);
pentru viteze mijlocii (v = 812 m/sec), presiuni specifice mari, oc se pot
folosi oeluri carbon sau aliate (OLC40S, OLC45S, 40C10, 41MoC11, 50VC11,
40BC10), mbuntite la 3035 HRC i clite superficial la 5055 HRC.
pentru viteze periferice i presiuni specifice mari, oc se pot folosi oeluri
148
de cementare aliate (13CN30, 15CN15, 15MoMC12, 18MC10), cementate pe
adncimea de 11,5 mm sau carbonitrurate pe adncimea de 0,60,8 mm i
clite.
Roile foarte greu solicitate se ntlnesc n angrenaje de acelai tip cu cele din grupa
anterioar, dar cu condiii de lucru mai severe n ceea ce privete puterea transmis, mrimea
i frecvena ocurilor. Fiind necesare rezistene mai mari la ncovoiere i la contact, n
compoziia chimic a acestor oeluri trebuie s existe elemente de aliere durificatoare (Cr, Mo,
W, Mn), iar pentru obinerea unor reziliene mari, coninuturi ridicate de nichel. De aceea, la
fabricarea roilor foarte greu solicitate se utilizeaz oeluri complexe aliate de cementare (Cr -
Ni, Cr - Ni - Mo, Cr - Ni - W etc.) Uneori se folosesc oeluri semidure aliate nitruritate.
Pentru angrenajele melcate se recomand urmtoarele materiale i tratamente:
melci sau arbori melcai: oeluri de cementare aliate (15C08, 21MoMC12), clite
i revenite la 5863 HRC; oeluri de mbuntire (OLC 45, 40C10, 41CN12, 33MoC11),
clite i revenite la 4555 HRC;
roi sau coroane melcate (n funcie de viteza de alunecare):
- v < 2 m/sec: bronzuri cu aluminiu - CuAl19 (BzA110T), Cu9Fe3 (BzA19FeT);
- v < 6 m/sec: bronzuri cu staniu - CuSn14 (Bz14T), CuSn12 (Bz12T), CuSn12Ni;
- v > 6 m/sec: bronzuri cu zinc - CuSn9Zn5; CuSn10Zn2;
- v >10 m/sec: bronzuri speciale cu diferite elemente de aliere.
Pinionul fiind ntotdeauna mai greu solicitat dect roata condus, se va confeciona din
material diferit sau din acelai material ns cu tratament diferit. n cazul tratamentului de
cementare, exist numeroase variante tehnologice de tratamente termice finale ulterioare
cementrii, a cror clasificare este prezentat n figura M3.U12.6.
Fig.M3.U12.6. Schema ciclurilor de tratamente termice finale aplicate roilor
dinate cementate (fr revenirea joas pentru detensionare)
Materialele trebuie s asigure rezistena dintelui precum i o deformare minim n
timpul tratamentului termic. Deformarea roilor dinate duce la solicitarea neuniform a
dinilor, presiunea pe flancuri putnd s creasc mult; de asemenea, deformarea roilor dinate
poate fi una din cauzele zgomotului n timpul funcionrii. Pentru micorarea deformaiilor se
aplic urmtoarele procedee de clire: clirea n trepte, clirea cu dornuri speciale care se
monteaz n alezajul roii (figura M3.U12.7.), clirea n trepte combinat cu dornuri de fixare,
clirea n matrie speciale (figura M3.U12.8.).
149
Fig.M3.U12.7. Clire pe dorn Fig. M3.U12.8. Clire n matri
In cazul roilor slab solicitate, cu rol de transmitere a micrii sau care transmit lin
puteri mici, se pot utiliza materialele plastice. Acestea nlocuiesc materialele metalice,
putnd fi utilizate pn la temperaturi de 80100 C, n medii lipsite de umiditate. Se
utilizeaz materialele plastice de tipul poliesterilor, poliamidelor, poliacetalilor, textolitului,
lignofolului (fenoplast cu umplutur de lemn) etc.
nlocuirea materialelor metalice cu materiale plastice n construcia roilor dinate
prezint urmtoarele avantaje:
a) avantaje rezultate din tehnica de formare prin injecie. D posibilitatea de a se
integra mai multe elemente ntr-o singur pies format. Se reduce costul prin absena
uzinrii, lipsa de asamblare, simplificarea operaiunilor de control. Se pot include la formare
numere de serie (litere sau cifre) i diferite culori pentru identificarea pies elor.
b) avantaje datorate proprietilor materialului plastic: calitate de autolubrifiere;
rezisten la coroziune; caliti de izolaie electric; greutate redus i inerie redus;
sileniozitate n funcionare.
c) limitele de utilizare a angrenajelor din materiale plastice: capacitate de ncrcare mai
redus; domeniu limit de temperatur n interiorul cruia materialul plastic poate
funciona; coeficient de dilatare termic liniar ridicat; absorbie de ap la unii polimeri
(de exemplu, la poliamide).
Studiindu-se materialele prezentate n aceast unitate de nvare, se vor alege
cele potrivite pentru executarea urmtoarelor roi dinate:
a) roat dinat puin solicitat, vitez periferic mic, de dimensiuni mari;
b) roat dinat puternic solicitat, vitez periferic mijlocie;
c) roat dinat foarte puternic solicitat, vitez periferic mare, cu oc;
d) roat dinat foarte puin solicitat, rezistent la coroziune, funcionnd
pn la temperaturi de 150
0
C;
e) roat dinat foarte puin solicitat, funcionnd n aer liber.
M3.U12.7. Rezumat
Proprietile mecanice necesare n calculul de rezisten al roilor dinate sunt:
rezistena la oboseal prin contact pulsatoriu (oos), rezistena la oboseal prin
ncovoiere pulsatorie (oo1) sau alternant (o-1),reziliena KCU.
Proprietile tehnologice care trebuie avute n vedere la alegerea materialului
pentru roi dinate sunt: puritatea (coninutul admisibil de incluziuni
nemetalice), ereditatea granular (tendina de modificare dimensional a
granulelor), clibilitatea i prelucrabilitatea prin achiere.
150
Avnd n vedere marea varietate de roi dinate, pentru corecta alegere a
materialului, apare necesar o anumit clasificare n baza unor criterii comune
i anume: viteza periferic, fora tangenial (care determin la rndul ei
tensiunile de ncovoiere i pe cele de contact, care acioneaz asupra dintelui,
iar - prin multiplicare cu vitez periferic - i puterea transmis), prezena i
valoarea ocului.
M3.U12.8. TEST DE EVALUARE A CUNOTINELOR
1. Pentru executarea unei roi dinate slab solicitat se poate utiliza urmtorul
material:
a) oeluri carbon de uz general c) aliaje de nichel
b) oeluri aliate
2. Materialul pentru executarea unei roi dinate se alege n funcie de:
a) solicitrile danturii c) limea butucului
b) diametrul exterior
3. Materialul pentru o roat dinat greu solicitat trebuie s asigure:
a) duritate superficial i miez tenace c) rezisten la temperaturi joase
b) miez dur
4. Caracteristicile de rezisten ale materialelor depind de:
a) compoziia chimic c) dimensiunile produsului
b) microstructur
5. Ce caracteristic se refer la suprafaa sau flancul dintelui:
a) rezistena la oboseal prin contact
pulsatoriu
c) reziliena KCU
b) rezistena la oboseal prin ncovoiere
pulsatorie
6. n aplicaiile practice, la fabricarea roilor dinate, suprafeele de lucru pot fi
durificate prin:
a) clire superficial c) nitrurare
b) cementare
7. Ce caracteristic se refer la miezul dintelui (mai precis la seciunea bazei
dintelui):
a) rezistena la oboseal prin contact
pulsatoriu
c) reziliena KCU
b) rezistena la oboseal prin ncovoiere
pulsatorie
151
Unitatea de nvare M3.U13. Materiale i tratamente pentru arcuri i
ghidaje
Cuprins
M3.U13.1. Introducere ................................ ................................ ................................ ..... 151
M3.U13.2. Obiectivele unitii de nvare ................................ ................................ ....... 151
M3.U13.3. Materiale i tratamente pentru arcuri ................................ .............................. 152
M3.U13.4. Rezumat ................................ ................................ ................................ .......... 153
M3.U13.5. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 153
M3.U13.6. Materiale i tratamente pentru ghidaje ................................ ............................ 154
M3.U13.6.1. Ghidaje cu alunecare................................ ................................ .............. 154
M3.U13.6.2. Ghidaje cu rostogolire................................ ................................ ............ 156
M3.U13.7. Rezumat ................................ ................................ ................................ .......... 156
M3.U13.8. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 156
M3.U13.1. Introducere
Arcurile sunt organe de maini care, prin forma lor i prin proprietile
elastice deosebite ale materialelor din care sunt executate, se deformeaz elastic,
sub aciunea unor sarcini exterioare, n limite relativ mari. n timpul deformrii
elastice, arcurile nmagazineaz lucrul mecanic efectuat de sarcina exterioar sub
form de energie de deformaie, avnd posibilitatea s-l restituie n perioada de
revenire la starea lor iniial. Principalele caliti ale materialelor din care se
execut arcurile se refer, n principal, la: rezisten ridicat la rupere, limit
ridicat de elasticitate, rezisten mare la oboseal. n unele domenii de folosire,
materialelor pentru arcuri li se impun o serie de caracteristici speciale, ca:
rezisten la temperaturi ridicate; rezisten la coroziune; lipsa proprietilor
magnetice; dilataie termic redus; comportare elastic independent de
temperatur etc.
Ansamblul sanie-ghidaj este un organ de main, specific mainilor-unelte,
avnd o importan capital n asigurarea preciziei dimensionale i de form a
suprafeelor pieselor prelucrate pe acestea. In funcie de natura frecrii, ghidajele
pot fi: ghidaje fr elemente intermediare (cu alunecare); ghidaje cu elemente
intermediare (cu rostogolire).
M3.U13.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate materialele destinate
construciei arcurilor i ghidajelor precum i tratamentele recomandate acestora.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
prezinte principalele faze care trebuie parcurse la proiectarea unui arc;
descrie materialele utilizate n construcia arcurilor i s clasifice aceste
materiale dup diferite criterii;
prezinte modalitatea de simbolizarea a materialelor pentru arcuri i n funcie de
operaiile de obinere a arcurilor s descrie tratamentele termice recomandate;
prezinte tipurile de ghidaje ntlnite, avantajele i dezavantajele acestora;
descrie grupele de materiale folosite n construcia ghidajelor i tratamentele
termice aplicate.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
152
M3.U13.3. Materiale i tratamente pentru arcuri
Principalele faze care trebuie parcurse la proiectarea unui arc sunt:
stabilirea tipului constructiv al arcului (n foi, elicoidal, bar de torsiune etc.), n
funcie de condiiile de lucru impuse arcului i de unele legturi funcionale;
determinarea tensiunilor efective din arc (de regul acestea au valori relativ
ridicate, din necesitatea de a limita dimensiunile arcului);
elaborarea procesului tehnologic de execuie a arcului;
alegerea materialului pentru arc i a tratamentului adecvat;
predimensionarea arcului pe baza caracteristicilor specifice materialului ales.
Materialele pentru arcuri trebuie s satisfac urmtoarele condiii tehnice, specifice
domeniului lor de utilizare:
limita de elasticitate ct mai ridicat;
rezisten mare la oboseal, nsoit de o sensibilitate ct mai redus fa de
concentratori;
stabilitate corespunztoare n timp a caracteristicilor mecanice, n condiii de
temperatur i mediu specifice utilizrii;
caracteristici superioare de plasticitate, care s permit formarea arcurilor prin
tehnologii adecvate fr a compromite proprietile iniiale ale materialului, mai ales n
cazurile n care arcurile nu se mai trateaz termic dup formare.
In funcie de compoziia chimic, oelurile pentru arcuri se pot clasifica astfel:
a) oeluri carbon pentru arcuri, care conin 0,61,05 % C i 0,30,8 % Mn (ARC 6,
ARC 6A, ARC 7, ARC 10 - STAS 795-84, echivalente cu OLC 65 A, OLC 55A, OLC 85 A,
OLC 75 A - STAS 893-80);
b) oeluri aliate pentru arcuri, care conin Mn, Si, Cr, V, N (ARC 1, ARC 2, ARC 3,
ARC 4, ARC 5, ARC 8, ARC 9 - STAS 795-84; 30C120-STAS 3583 - 80; RW180 - STAS
3611 - 80 etc.).
In afar de oeluri, la construcia arcurilor pot fi utilizate i materiale neferoase: alam,
bronz cu staniu, bronz cu beriliu, bronz cu siliciu.
Operaiile principale de obinere a arcurilor sunt: deformare plastic la cald;
deformare la rece.
Caracteristicile i domeniile de utilizare ale unor materiale pentru arcuri se prezint n
tabelul M3.U13.1.
In cazul prelucrrii la cald, dup punerea n form a arcurilor (nfurarea spirelor,
formarea foilor etc., realizate la temperaturi de 8501050
o
) se aplic o recoacere. In cazul
deformrii la rece, nainte de tragere este necesar o recoacere de nmuiere a oelurilor aliate
pentru arcuri; dup nfurarea la rece din srm tras este necesar o recoacere de
detensionare. Dup executarea arcurilor, indiferent de operaia prin care s-au realizat, se
aplic o clire martensitic n ntreaga seciune, urmat de o revenire medie, imediat dup
clire. Cele mai bune rezultate le d clirea izoterm, arcurile avnd o tenacitate mai ridicat.
Prezentai condiiile tehnice, specifice domeniului de utilizare, pe care trebuie s
le satisfac materialele pentru arcuri.
153
Tabelul M3.U13.1. Proprieti i utilizri ale unor materiale pentru arcuri (STAS 795 -84)
Material
Limita de
curgere,
daN/mm
2
Rezistena
la rupere,
daN/mm
2
Alungirea
la rupere,
A [%]
Utilizri principale
OLC 55A
(ARC 6A)
88 108 6
Arcuri spirale sau multilamelare pt. solicitri
mici
OLC 65A
(ARC 6)
78 98 10
Arcuri de tip special, elicoidale, multilamelare,
pt. solicitri mici
OLC 75A
(ARC 10)
88 108 9
Arcuri de tip special, elicoidale, multilamelare,
pt. solicitri mici
OLC 85A
(ARC 7)
98 113 8
Arcuri de tip special, elicoidale, multilamelare,
pt. solicitri mici
51Si17A
(ARC 5)
108 118 6
Arcuri elicoidale sau multilamelare pt. solicitri
medii
51VCr11A
(ARC 2A)
118 132 6
Arcuri elicoidale, spirale sau multilamelare
puternic solicitate
60Si15A
(ARC 3)
127 147 6
Arcuri elicoidale, multilamelare, disc, inelare,
pt. solicitare medii
56Si17A 108 127 6
Arcuri elicoidale, multilamelare, disc, inelare,
pt. solicitare medii
M3.U13.4. Rezumat
Materialele pentru arcuri trebuie s satisfac urmtoarele condiii tehnice:
limit de elasticitate ct mai ridicat, rezisten mare la oboseal, nsoit de o
sensibilitate ct mai redus fa de concentratori, stabilitate corespunztoare n
timp a caracteristicilor mecanice, n condiii de temperatur i mediu specifice
utilizrii, caracteristici superioare de plasticitate, care s permit formarea
arcurilor prin tehnologii adecvate fr a compromite proprietile iniiale ale
materialului, mai ales n cazurile n care arcurile nu se mai trateaz termic dup
formare;
n funcie de compoziia chimic, oelurile pentru arcuri se pot clasifica astfel:
oeluri carbon pentru arcuri, care conin 0,61,05 % C i 0,30,8 % Mn;
oeluri aliate pentru arcuri, care conin Mn, Si, Cr, V, N
Alte materiale: alam, bronzuri cu staniu, cu beriliu, cu sil iciu.
M3.U13.5. TEST DE EVALUARE A CUNOTINELOR
1. Proprietatea cea mai important a materialelor pentru confecionarea
arcurilor este:
a) duritate ridicat c) rigiditate
b) limit de elasticitate ridicat
2. Clasificai oelurile pentru arcuri n funcie de compoziia chimic.
3. Specificai ce materiale pot fi utilizate n construcia arcurilor, n afar de
oeluri.
154
4. Tratamentul final recomandat pentru oelurile utilizate la confecionarea
arcurilor este:
b) recoacere de nmuiere
c) clire martensitic urmat de
revenire medie
b) cementare
M3.U13.6. Materiale i tratamente pentru ghidaje
Ansamblul sanie-ghidaj este un organ de main, specific mainilor-unelte, avnd o
importan capital n asigurarea preciziei dimensionale i de form a suprafeelor pieselor
prelucrate pe acestea.
In funcie de natura frecrii, ghidajele pot fi:
ghidaje fr elemente intermediare (cu alunecare);
ghidaje cu elemente intermediare (cu rostogolire).
M3.U13.6.1. Ghidaje cu alunecare
Ghidajele cu alunecare ale mainilor-unelte se construiesc n dou forme: ghidaje
dintr-o bucat cu batiul; ghidaje aplicate.
Ghidajele dintr-o bucat fac corp comun cu batiul mainii-unelte sau cu elementul
mobil, ceea ce presupune confecionarea fiecrui element din acelai material cu cel al
ghidajelor. Deoarece confecionarea ghidajelor presupune materiale cu anumite caliti,
ntotdeauna superioare celor pentru construcia batiurilor sau elementelor mobile, rezult clar
dezavantajul acestor tipuri de ghidaje. Dac se adaug acestui dezavantaj i dificultile de
prelucrare datorate gabaritului i greutii batiului, n special, este justificat tendina de
folosire a ghidajelor aplicate. Dac totui se adopt soluia ghidajelor dintr-o bucat,
materialele utilizate, precum i tratamentele care se pot aplica sunt cele prezentate la capitolul
batiuri.
Ghidajele aplicate pe batiu sau pe elementul mobil elimin dezavantajele prezentate
mai sus. Acest lucru se realizeaz prin construirea batiului sau elementului mobil dintr-un
material de calitate inferioar, deci mai ieftin.Fa de ghidajele dintr-o bucat, ghidajele
aplicate prezint unele avantaje: durabilitate mai mare ca urmare a folosirii calitilor
superioare de materiale, prelucrare mai uoar, posibilitatea nlocuirii n cazul unei uzuri
accentuate.Dezavantajul ghidajelor aplicate const n faptul c ele necesit efectuarea unor
prelucrri suplimentare pentru fixarea lor, nregistrndu-se astfel o scumpire a mainii.
Materialele folosite n construcia ghidajelor aplicate sunt: fontele, oelurile de calitate i
aliate i materialele plastice. Dintre fonte, la executarea ghidajelor se utilizeaz fontele
cenuii, fontele modificate i fontele aliate.
Fontele cenuii cele mai folosite sunt cele de calitate superioar, cu structur perlitic.
Astfel, fonta Fc35 se poate folosi pentru ghidaje supuse la o presiune de contact pn la 20
daN/cm
2
, iar fonta Fc 25, la o presiune pn la 5 daN/ cm
2
.
Fontele modificate au rezistena la uzur de circa 3 ori mai mare comparativ cu
fontele cenuii, iar proprietile generale se apropie de cele ale oelurilor.
Fontele aliate au rezisten i mai mare la uzur, ns sunt mult mai scumpe. Se
utilizeaz fonte aliate cu Ni, Cr, Mg, Ti, etc.
155
Dintre oeluri sunt recomandate cele de cementare OLC 15 i OLC 20, clite i rcite
n ulei.
Oelurile de cementare se utilizeaz pentru ghidaje cu lungime ce nu depete
500...700 mm (dac ghidajele sunt mai lungi se utilizeaz mai multe buci); aceasta deoarece
aceste materiale au tendine puternice de deformare n timpul tratamentului termic. Dup
clire i rcire n ap se supun unei reveniri, n urma creia duritatea lor ajunge la 52...60
HRC. Folosirea oelurilor aliate este justificat numai datorit faptului c ele au o tendin de
deformare mai mic n timpul tratamentului termic. Dup clire cu rcire n ulei se execut i
la acestea o revenire, n urma creia duritatea va fi tot de 52...60 HRC.
Exemple
Oelurile aliate cu crom (de exemplu 41C10) se folosesc pentru executarea
ghidajelor lungi dintr-o singur bucat.
Ghidajele aplicate din materiale plastice se utilizeaz n special la maini-unelte grele,
cum sunt strungurile carusel, mainile de frezat longitudinal, mainile de rabotat, mainile de
broat etc, precum i la mainile unelte-mijlocii cu viteze mari de alunecare, la care principala
form de uzur a ghidajelor o constituie griparea.
Ghidajele din materiale plastice nltur pericolul apariiei fenomenului de stick-slip,
care face ca micrile de avans, ndeosebi cele cu viteze foarte mici s se produc sacadat,
neuniform. Ele se aplic n general pe elementul mai scurt, adic pe sanie sau mas, iar
fixarea se poate face n mai multe moduri: cu uruburi din alam i tifturi din font, cu
uruburi din oel, cu dopuri i tifturi din textolit (figura M3.U13.1.), prin lipire cu diveri
adezivi, prin aplicare direct. Fixarea prin ultimele dou procedee are avantajul c reduce
grosimea ghidajelor aplicate de la 8...10 mm la numai 2...5 mm. Pentru ghidajele realizate prin
aplicare direct se utilizeaz cu precdere rinile epoxidice, principalele avantaje fiind:
presiuni statice pe ghidaje pn la 750 daN/cm
2
, temperatur de utilizare pn la 80
o
C,
rezisten la atac chimic din partea multor medii agresive (mai puin aceton, benzen i
toluen), prelucrare uoar prin achiere (cu scule din carburi metalice).
Fig.M3.U13.1.Ghidaje din textolit, f ixate
cu uruburi
Fig.M3.U13.2. Ghidaje cu rostogolire
Un dezavantaj l constituie faptul c materialele plastice au un coeficient de
conductivitate termic mic (de 100...150 ori mai mic dect al fontei), ceea ce face ca la
frecarea uscat acestea s se nclzeasc foarte mult, pn la 120...130
o
C, temperatur la care
devin fragile i se rup.
1
2
156
Prezentai avantajele i dezavantajele ghidajelor aplicate.
M3.U13.6.2. Ghidaje cu rostogolire
Ghidajele cu rostogolire sunt tot mai mult utilizate n construcia de maini, datorit
frecrii reduse, preciziei de execuie i uniformitii deplasrii (figura M3.U13.2.). Corpurile
de rulare 1 (bile, role sau ace), se execut din oeluri dure (61...65 HRC), clite, rectificate i
lepuite (RUL 1, RUL 2). Cile de rulare 2 se execut din oeluri de calitate (OLC 55, OSC 8,
OSC 10), fiind apoi clite i superfinisate.
M3.U13.7. Rezumat
n funcie de natura frecrii, ghidajele pot fi: fr elemente intermediare (cu
alunecare), cu elemente intermediare (cu rostogoli re);
Ghidajele cu alunecare executate dintr-o bucat cu batiul sunt executate din
acelai material ca i acesta din urm, ceea ce constituie un dezavantaj;
Ghidajele cu alunecare aplicate prezint unele avantaje: durabilitate mai mare
ca urmare a folosirii calitilor superioare de materiale, prelucrare mai uoar,
posibilitatea nlocuirii n cazul unei uzuri accentuate;
Principalele materiale pentru ghidaje cu alunecare sunt: fonte, oeluri, materiale
plastice.
M3.U13.8. TEST DE EVALUARE A CUNOTINELOR
1. Oelurile nealiate de cementare utilizate la confecionarea ghidajelor de
alunecare pot avea lungimea maxim de:
a) 20 mm c) 700 mm
b) 100 mm
2. Un ghidaj de alunecare care se uzeaz puternic i trebuie nlocuit des se
realizeaz cu urmtoarea soluie constructiv:
a) aplicat pe batiu c) sudat pe batiu
b) dintr-o bucat cu batiul
3. Corpurile de rulare ale unui ghidaj cu alunecare se execut din:
a) material plastic c) oel aliat cu crom
b) oel aliat cu nichel
4. Oelurile de cementare se utilizeaz pentru ghidaje cu lungime :
a) 100...500 mm c) 700...1200 mm
b) 500...700 mm
5. Ghidajele cu rostogolire sunt tot mai mult utilizate n construcia de maini
datorit:
a) frecrii reduse c) uniformitii deplasrii
b) preciziei de execuie
157
Unitatea de nvare M3.U14. Materiale i tratamente pentru batiuri i
carcase, arbori i axe
Cuprins
M3.U14.1. Introducere ................................ ................................ ................................ ..... 157
M3.U14.2. Obiectivele unitii de nvare ................................ ................................ ....... 157
M3.U14.3. Materiale i tratamente pentru batiuri i carcase ................................ ............. 158
M3.U14.4. Rezumat ................................ ................................ ................................ .......... 161
M3.U14.5. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 161
M3.U14.6. Materiale i tratamente pentru arbori i axe ................................ .................... 161
M3.U14.7. Rezumat ................................ ................................ ................................ .......... 163
M3.U14.8. TEST DE EVALUARE A CUNOTINELOR ................................ ........... 164
M1.U4.1. Introducere
Meninerea preciziei poziiei reciproce a subansamblurilor unei maini n
timpul funcionrii, pentru a asigura gradul de precizie cerut, constituie cerina
principal ce trebuie s o ndeplineasc batiurile. Condiiile invariabilitii formei
batiului se realizeaz prin: alegerea materialului i a tratamentului adecvat;
alegerea formei corespunztoare; asigurarea rezistenei la vibraii i a rigiditii;
asigurarea unei rezistene ridicate la uzare i a unei stabiliti termice ct mai
mari. Carcasele trebuie s asigure o precizie determinat a poziiei relative a
pieselor i mecanismelor unitilor de asamblare, att n regim static ct i
dinamic. Totodat ele permit orientarea i fixarea unitii de asamblare de care
aparin cu alte uniti de asamblare, mpreun cu care formeaz o anumit main,
instalaie sau utilaj. Condiiile tehnice care se impun carcaselor se refer la:
rezisten mecanic, rigiditate, rezisten la uzur, rezisten la coroziune, precizie
dimensional, de form geometric i poziie a suprafeelor, stabilitate termic,
etaneitate.
Alegerea materialelor i a tratamentelor pentru arbori i axe se face n
funcie de mai muli parametri, cei mai importani fiind: tipul lagrelor (cu
alunecare sau cu rostogolire); rezistena materialului la ncovoiere, torsiune i
oboseal; viteza de uzur a suprafeelor de frecare i n primul rnd a fusurilor;
forma constructiv, dimensiunile (n special lungimea) i defectele posibile ca
urmare a aplicrii tratamentelor.
M1.U4.2. Obiectivele unitii de nvare
n aceast unitate de nvare sunt prezentate materialele destinate
construciei batiurilor i carcaselor, arborilor i axelor precum i tratamentele
recomandate acestora.
La sfritul acestei uniti de nvare studenii vor fi capabili s:
prezinte materialele utilizate n construcia batiurilor i carcaselor, avnd n
vedere cerinele legate de tehnologia de fabricaie i cele economice,
insistndu-se pe proprieti, tratamente aplicate i domenii de utilizare;
prezinte parametrii pe baza crora se face alegerea materialelor i tratamentelor
pentru arbori i axe;
descrie proprietile materialelor destinate construciei arborilor i axelor i
tratamentele termice aplicate.
Durata de parcurgere a acestei uniti de nvare este de 2 ore.
158
M3.U14.3. Materiale i tratamente pentru batiuri i carcase
Avnd n vedere cerinele legate de tehnologia de fabricaie i cele economice, la
construcia batiurilor se utilizeaz urmtoarele materiale:
pentru batiuri turnate: font cenuie, font maleabil, font globular, font
modificat, font aliat.
pentru batiuri sudate: oeluri.
Realizarea batiurilor prin turnare, din font, prezint unele avantaje: manoper mai
puin (mai ales la forme complexe); capacitate mai bun de amortizare a vibraiilor;
prelucrare mai uoar; condiii mai bune de ungere i alunecare la ghidaje (cnd acestea sunt
dintr-o bucat cu batiul);suficient rezisten mecanic i rigiditate.
Exist ns i o serie de dezavantaje, cum ar fi: creterea duratei de execuie; adaosuri
de prelucrare relativ mari; costuri mari de execuie, care se amortizeaz ns la producii de
serie; duritatea suprafeelor de frecare nu poate depi 220...240 HB, n cazul cnd ghidajele
se confecioneaz monobloc cu batiul.
Fontele cenuii cele mai utilizate sunt:
Fc 35, pentru eforturi o = 500 daN/cm
2
, avnd rezisten la uzur i rezisten
mecanic mari;
Fc 25, pentru eforturi o = 150...450 daN/cm
2
(majoritatea batiurilor mainilor-
unelte mijlocii);
Fc 20, pentru eforturi o = 100 daN/cm
2
.
Fontele modificate se apropie, prin proprieti, de oeluri. Ele pot fi clite superficial
prin inducie sau cu flacr, dup care duritatea lor ajunge la 45...52 HRC.
Fontele aliate au proprieti mecanice superioare cu circa 20% fa de Fc 30 i cu
circa 40% fa de Fc 25. Se utilizeaz pentru batiurile strungurilor automate, mainilor-unelte
de nalt precizie. Aceste fonte sunt ns mult mai scumpe, de aceea se utilizeaz numai cnd
se cer o rezisten mecanic i o rezisten la uzur mari, n condiii de gabarit redus.
Dup turnare i prelucrarea de degroare, batiurile sunt supuse unui tratament de
detensionare, pentru nlturarea total a tensiunilor interne. Detensionarea se poate realiza pe
cale mecanic (prin solicitri variabile, prin vibraii, prin tensionri mecanice suplimentare)
sau pe cale termic (la temperatura mediului ambiant, timp de 6...12 luni - mbtrnire
natural sau prin nclzire la 400...650
o
C, meninere 2...6 ore, rcire lent n cuptor -
mbtrnire artificial).
Batiurile sudate din table sau profiluri din oel nu au nici unul din dezavantajele celor
turnate. Dup calitile oelului au avantajul c sunt uoare, ajungnd la 1/2...3/4 din greutatea
batiurilor din font. Reducndu-se lungimea liber a elementelor care pot vibra i dndu-se
construciei o form raional, avantajul fontei fa de oel privind amortizarea vibraiilor
poate fi compensat. Batiurile sudate din oel se prefer la forme simple, care nu necesit
manoper mult sau n cazul unui numr redus de buci, cnd confecionarea modelelor de
turnare nu ar fi rentabil. Se recomand oelurile carbon nealiate, cu coninut sczut de carbon
(OL 32, OL 34. OL 37, OL 42, OL 50), normalizate.
Turnarea batiurilor cere un consum mare de energie, ceea ce devine un factor negativ
n situaiile actuale privind economisirea combustibililor. De asemenea, dup turnare, batiurile
necesit prelucrri suficient de complexe, pe maini-unelte speciale i cu timpi mari de
prelucrare.
159
Construciile sudate prezint adesea avantaje, ns cu toate recoacerile aplicate sau
detensionrile prin vibraii, apar uneori probleme de deformaii n exploatarea mainilor-
unelte respective.
Ca alternativ la materialele clasice pentru batiuri prezentate mai sus au aprut unele
materiale noi, cum ar fi betonul polimerizat, granitul etc.
Principalele tipuri de rini utilizate pentru obinerea betonului polimerizat sunt: rini
epoxidice, rini poliesterice nesaturate, rini de tip metacrilat.
Primul tip de rini n combinaie cu un material de reacie corespunztor d o mas
duroplastic solid i dur, cunoscut sub denumirea comercial de araldit. Amestecul se
compune n principal din rina reactiv ca material de legtur i granit sfrmat ca material
de umplere. La ntrirea acestui amestec este mpiedicat n mare msur formarea de pori i
se elimin complet formaiunile capilare, spre deosebire de betonul obinuit (format din ap i
ciment), la care apa n plus formeaz prin evaporare pori i formaiuni capilare.
La executarea batiului din beton polimerizat, economia de energie primar pentru formare
este de 50...80% fa de execuia prin turnare din metal. Ins hotrtoare pentru utilizarea
acestui material sunt avantajele amortizrii vibraiilor i capacitii calorice.
Exemple
Proprietile de amortizare a vibraiilor ale betonului polimerizat sunt de circa 8 ori
mai mari fa de font. Aceast comportare excelent privind amortizarea
vibraiilor poate fi folosit la creterea puterii de achiere la timpi egali de uzur a
sculei. Viteza de avans poate fi mrit, ceea ce duce la timpi mai scuri de
prelucrare, deci la mrirea productivitii mainii -unelte.
Cldura specific a betonului polimerizat este de dou ori mai mare n comparaie cu
fonta, iar conductivitatea termic este de circa 1/20 din cea a fontei, ceea ce face batiul practic
insensibil fa de variaiile de temperatur (figurile M3.U14.1. i M3.U14.2.).
Batiurile din beton polimerizat se execut cu ghidajele i elementele pentru fixarea
ulterioar a altor piese, nglobate (figura M3.U14.3.). La unele construcii, batiul din beton
polimerizat este combinat parial cu un soclu din beton hidraulic (figura M3.U14.4.).
Fig.M3.U14.1.Stabilitatea termic a unor
materiale pentru batiuri
Fig.M3.U14.2. Variaia temperaturilor la
un ciclu de lucru
Carcasele trebuie s asigure o precizie determinat a poziiei relative a pieselor i
mecanismelor unitilor de asamblare, att n regim static ct i dinamic. Totodat ele permit
orientarea i fixarea unitii de asamblare de care aparin cu alte uniti de asamblare,
mpreun cu care formeaz o anumit main, instalaie sau utilaj.
160
Fig. M3.U14.3. Seciune printr-un batiu din
beton polimerizat
Fig. M3.U14.4.Construcia unui batiu
din materiale combinate
Avnd n vedere marea diversitate de construcii i de destinaii funcionale ale
carcaselor, pentru fabricarea acestora se folosesc diferite materiale ca: fonte cenuii, fonte
maleabile, oeluri carbon turnate, oeluri carbon obinuite, metale neferoase etc.
O larg utilizare n construcia carcaselor o are fonta cenuie, datorit faptului c n
multe cazuri satisface cerinele funcional-constructive i totodat corespunde cerinelor
tehnologice i economice. Din Fc 15 i Fc 20 se fabric carcasele mainilor -unelte obinuite i
care nu au suprafee supuse la uzur n timpul funcionrii (de exemplu, carcasele cutiilor de
avansuri), marea majoritate a carcaselor pentru organe de transmitere a micrii i pentru
cutiile de viteze de la mainile agricole, a carcaselor pompelor centrifuge, ale reductoarelor i
altor ansambluri care nu sunt solicitate deosebit i n special care nu lucreaz n regim
dinamic.
Exemple
Carcasele mainilor-unelte de precizie, carcasele arborilor principali, blocurile
arborilor principali de la mainile-unelte automate cu arbori multipli, blocurile
cilindrilor i chiulasele motoarelor cu ardere intern i ale compresoarelor,
carcaselor reductoarelor care lucreaz n regimuri grele de funcionare etc. se
execut din Fc 25 i Fc 30. Carcasele care lucreaz n condiii de solicitri
complexe, supuse la momente ncovoietoare i de torsiune, la vibraii i n general
la sarcini dinamice, se execut din font maleabil sau oel carbon turnat (Fm 35n,
Fm42a, OT 45-2, OT 50-2, OT 55-2 etc). Carcasele care lucreaz n mediu coroziv
se fabric din oeluri aliate rezistente la coroziune cum sunt oelurile aliate cu Si,
Cr, Ni .a. (T50 SNMo280-pentru construcii mai complicate, respectiv 20C130 i
7TC170 - pentru construcii mai simple).
La carcasele sudate se utilizeaz oeluri carbon obinuite cu coninut sczut de carbon,
n general OL 42 i OL 50. O utilizare larg n construcia carcaselor cu destinaii diferite i
mai ales a pieselor de tipul blocurilor motor sau a carcaselor pentru pompe, o au aliajele de
aluminiu turnate sub presiune sau n cochilie.
Tratamentele termice recomandate sunt: recoacerea de detensionare i uneori
recoacerea de omogenizare, pentru carcasele turnate i normalizarea pentru carcasele sudate.
161
Prezentai materialele utilizate n construcia batiurilor obinute prin turnare i
specificai care sunt avantajele i dezavantajele realizrii batiurilor prin aceast
tehnologie de fabricaie.
M3.U14.4. Rezumat
Cerina principal pe care trebuie s o ndeplineasc batiurile este meninerea
preciziei poziiei reciproce a subansamblurilor unei maini n timpul
funcionrii.
Pentru construcia batiurilor se utilizeaz urmtoarele materiale: pent ru batiuri
turnate: font cenuie, font maleabil, font globular, font modificat,
font aliat; pentru batiuri sudate: oeluri;
Ca alternativ la materialele clasice pentru batiuri au aprut unele materiale
noi, cum ar fi betonul polimerizat, granitul etc.
Dup turnare i prelucrarea de degroare, batiurile sunt supuse unui tratament
de detensionare, pentru nlturarea total a tensiunilor interne;
Pentru fabricarea carcaselor se folosesc diferite materiale ca: fonte cenuii,
fonte maleabile, oeluri carbon turnate, oeluri carbon obinuite, metale
neferoase etc.
Tratamentele termice recomandate sunt: recoacerea de detensionare i uneori
recoacerea de omogenizare, pentru carcasele turnate i normalizarea pentru
carcasele sudate.
M3.U14.5. TEST DE EVALUARE A CUNOTINELOR
1. Pentru o producie de serie mare a unor batiuri executate din font se
utilizeaz urmtorul procedeu tehnologic:
a) sudare c) forjare
b) turnare
2. Cea mai important proprietate a unui material pentru executarea batiurilor
este:
a) rezistena la coroziune c) capacitatea de amortizare a
vibraiilor
b) greutatea redus
3. Materialele pentru carcasele executate prin sudare sunt:
a) oeluri carbon de uz general c) fonte
b) oeluri aliate
M3.U14.6. Materiale i tratamente pentru arbori i axe
Principalele materiale folosite n construcia arborilor i axelor sunt:
oeluri carbon (OL37, OL42, OL50, OL60, - STAS 500-80);
oeluri carbon de calitate (OLC25, OLC35, OLC45, - STAS 880-80);
162
oeluri aliate cu crom (15CN15, 13CN30, 41C10, 41MoC11, 50VC10);
oeluri turnate (28TMC12, 21TMC12);
fonte cu nalt rezisten (fonte modificate, fonte aliate).
Executarea arborilor din oeluri aliate este justificat numai n cazul n care construcia
impune acest lucru (pinioane executate corp comun cu arborele, figura M3.U14.5.) sau n
cazul arborilor puternic solicitai, la care se pun i probleme de gabarit minim. In toate aceste
cazuri prelucrarea arborilor trebuie realizat atent, ntruct creterea rezistenei la oboseal a
oelului aliat este nsoit de o mrire a sensibilitii acestuia la concentrarea eforturilor.
Fig. M3.U14.5. Pinion executat corp comun cu arborele
Asigurarea rezistenei la oboseal a arborelui i a rezistenei la uzare a fusurilor
acestuia trebuie s se realizeze prin forma constructiv a arborelui i prin tratamente de
suprafa mecanice, termice sau termochimice (figura M3.U14.6.) i numai n ultim instan
prin folosirea oelurilor aliate.
La arborii la care condiiile de rigiditate sunt determinante n alegerea dimensiunilor,
ntrebuinarea oelurilor aliate este, n general, nejustificat, ntruct modulul de elasticitate
este practic acelai pentru oelurile aliate i pentru cele nealiate.
Fig. M3.U14.6. Arbore cu fusuri tratate termic
La confecionarea arborilor care posed suprafee de frecare se folosesc oeluri al
cror strat superficial poate fi durificat, n vederea mririi rezistenei la uzare, prin cementare,
nitrurare, clire superficial cu flacr sau inducie. Clirea superficial se aplic de regul la
acei arbori care, din cauza lungimii lor, nu pot fi introdui n cuptoarele pentru cementare sau
nitrurare.
In cazurile n care se impune pe lng o rezisten mare la uzur i o mare rezisten
mecanic, se folosesc oeluri cementabile aliate cu crom i nichel, clite i revenite pn la
5663 HRC.
Exemple
In practic se ntmpl frecvent ca seciunea arborelui s fie mai mare dect cea
rezultat din calcule. Aceasta se datoreaz unor cerine de exploatare (spre
exemplu, arborele principal trebuie s aib un alezaj pentru a permite trecerea
piesei de prelucrat) sau tehnologice, ceea ce face ca eforturile din material s fie
reduse. Ca urmare a acestui fapt, arborele poate fi confecionat dintr-un oel carbon
163
de construcie sau chiar din font perlitic sau modificat. Pentru mrirea
rezistenei la uzare, n cazul acestor arbori, suprafeele de frecare se mbrac cu
buce din oeluri aliate cu duritate mare, tratat e termic.
Fontele cu nalt rezisten folosite n construcia arborilor cu dimensiuni mari sau a
celor cu forme complicate ofer avantajul unor importante economii de material i manoper.
Sensibilitatea mai redus la concentrarea eforturilor unitare i proprietatea de amortizare a
vibraiilor reprezint, de asemenea, avantaje.
Tratamentele termice care se pot aplica sunt cele cunoscute, recomandate i n funcie
de calitile care se cer arborilor sau axelor. Pot fi utilizate:
pentru oelurile de cementare: recoacere de normalizare, recoacere + nitrurare,
carburarea + clire + revenire joas, , cianurare + clire + revenire joas.
pentru oelurile de mbuntire: recoacere de nmuiere, recoacere de normalizare,
clire superficial, clire dubl + revenire + nitrurare.
Exemple
In cazul unor arbori sau axe cu o form care predispune la deformaii n timpul
clirii (de exemplu axele cu came), nu se recomand rcirea lor simpl dup clire
prin scufundare n bi de ulei, deoarece uleiul care este n contact direct cu axa cu
came se nclzete neuniform. Se recomand ca rcirea s se fac n garnituri de
matrie, n care uleiul ptrunde sub presiune.
Tratamentele termice ale arborilor cotii se aleg i se execut dup procedee distincte,
n funcie de materialele din care s-au realizat semifabricatele. Tratamentele pot fi ncadrate n
dou grupe distincte:
tratamente termice de nmuiere, executate naintea operaiilor de prelucrare
mecanic prin achiere;
tratamente termice n cursul prelucrrilor, n scopul obinerii duritii superficiale
prescrise, nainte i dup operaiile de rectificare i superfinisare.
La semifabricatele realizate din font modificat sau aliat, se aplic, de obicei, o
singur recoacere de nmuiere, naintea operaiilor de prelucrare mecanic.
In cazul semifabricatelor din oeluri, se aplic un tratament de normalizare, nainte de
operaiile de prelucrare mecanic, iar dup aceasta se aplic cementarea, nitrurarea, respectiv
clirea.
1. Prezentai parametrii n funcie de care se face alegerea materialelor i a
tratamentelor pentru arbori i axe.
2. Prezentai tratamentele termice care pot fi aplicate arborilor cotii.
M3.U14.7. Rezumat
Alegerea materialelor i a tratamentelor pentru arbori i axe se face n funcie
de mai muli parametri: tipul lagrelor, rezistena materialului la ncovoiere,
torsiune i oboseal, viteza de uzur a suprafeelor de frecare, forma
constructiv, dimensiunile (n special lungimea) i defectele posibile ca urmare
a aplicrii tratamentelor;
164
Principalele materiale folosite n construcia arborilor i axelor sunt: oeluri
carbon; oeluri carbon de calitate; oeluri aliate cu crom; oeluri turnate; fonte
cu nalt rezisten (fonte modificate, fonte aliate);
Tratamentele recomandate sunt: pentru oelurile de cementare: recoacere de
normalizare, recoacere + nitrurare, carburarea + clire + revenire joas, ,
cianurare + clire + revenire joas; pentru oelurile de mbuntire: recoacere
de nmuiere, recoacere de normalizare, clire superficial, clire dubl +
revenire + nitrurare.
M3.U14.8. TEST DE EVALUARE A CUNOTINELOR
1. Prezentai tratamentele termice care se pot aplica arborilor i axelor n funcie
de calitile cerute acestora.
2. Pentru arborii la care condiiile de rigiditate sunt determinante n alegerea
dimensiunilor se recomand urmtoarele materiale:
a) oeluri nealiate c) alame
b) oeluri aliate
3. Ce se recomand n cazul unor arbori sau axe cu o form care predispune la
deformaii n timpul clirii?
M3.4. TEST DE AUTOEVALUARE A CUNOTINELOR
1. Proprietatea cea mai important a materialelor pentru confecionarea
arcurilor este:
a) duritate ridicat c) rigiditate ridicat
b) limit de elasticitate ridicat
2. Corpurile de rulare ale unui ghidaj cu alunecare se execut din:
a) material plastic c) oel aliat cu Cr
b) oel aliat cu Ni
3. Oelurile aliate pentru scule au ca pri ncipal element de aliere:
a) wolfram c) crom
b) nichel
4. Sculele avnd partea activ din policristale de diamant se recomand pentru
achierea:
a) oelurilor c) materialelor neferoase
b) fontelor
165
5. Materialul pentru executarea unei roi dinate se alege n funcie de:
a) solicitrile danturii c) limea butucului
b) diametrul exterior
6. Cu oelurile carbon de scule se poate achia cu o vitez maxim de achiere de:
a) 20 m/min c) 2 m/min
b) 200 m/min
7. Oelurile cu destinaie precizat de ti p RUL sunt slab aliate cu :
a) siliciu c) crom
b) titan
8. Pentru o producie de serie mare a unor batiuri executate din font se
utilizeaz urmtorul procedeu tehnologic:
a) sudare c) forjare
b) turnare
9. Carburile metalice sunt utilizate n construcia sculelor achietoare astfel:
a) pentru ntreaga scul c) pentru partea activ a sculei
b) pentru coada sculei
10. Pentru arborii la care condiiile de rigiditate sunt determinante n alegerea
dimensiunilor se recomand urmtoarele materiale:
a) oeluri nealiate c) alame
b) oeluri aliate
REZOLVAREA TESTULUI DE AUTOEVALUARE
1. b 5. a 9. c
2. c 6. a 10. a
3. c 7. c
4. c 8. b
166
BIBLIOGRAFIE
1. CARP, V., MIHIEI, GH., Elemente de tiina i tehnologia materialelor. Editura
Tehnic, Bucureti, 1998.
2. CHESA, I., Alegerea i utilizarea oelurilor. Editura tehnic, Bucureti, 1984.
3. DOMA, A., DOMA, S., Materiale metalice n construcia de maini i instalaii.
Editura DACIA, Cluj-Napoca, 1981.
4. GHIGLIONE, D., Influena materialului i a tratamentului termic asupra formei
pieselor. CETIM-Information, Paris, 114/1990.
5. HORUN, S., Aplicaiile materialelor plastice. Editura tehnic, Bucureti, 1988.
6. ISPAS, St., Materiale compozite. Editura tehnic, Bucureti, 1987.
7. JOHN, V.D., Introduction to Engineering Materials. Macmillan Publishing Company,
New York, 1983.
8. MRSCU KLEIN VL., Alegerea materialelor vol.I. Editura Universitii Transilvania
din Braov, 2000.
9. MRSCU KLEIN VL., Alegerea materialelor vol.II. Editura Universitii Transilvania
din Braov, 2004.
10. PALFALVI, A., Metalurgia pulberilor. Editura tehnic, Bucureti, 1988.
11. POPESCU, N. .a., tiina materialelor pentru ingineria mecanic. Editura FAIR
PARTNERS, Bucureti, 1999.
12. STEEDS, W., Engineering Materials Machine Tools and Processes. Editura Longmans,
Londra, 1989.
13. VERMESAN, G., ndrumtor pentru tratamente termice. Editura Dacia, Cluj-Napoca,
1987.
14. ZGUR, GH., Materiale compozite cu matrice metalic. Editura Academiei Romne,
Bucureti, 2000.
S-ar putea să vă placă și
- Aplicatie Practica Evalare ConformitateDocument47 paginiAplicatie Practica Evalare Conformitateanon_743805215Încă nu există evaluări
- Curs 1 MPDDocument17 paginiCurs 1 MPDCiobi Dragos100% (1)
- PR V - TEMA - 2019 - 2020 PDFDocument1 paginăPR V - TEMA - 2019 - 2020 PDFTraian TiberiuÎncă nu există evaluări
- Ae - Cap 1 - 17-18 PDFDocument24 paginiAe - Cap 1 - 17-18 PDFAndreea StancuÎncă nu există evaluări
- Anexa 1-Model Plan de Afaceri Statie GPLDocument12 paginiAnexa 1-Model Plan de Afaceri Statie GPLGabi VlaicuÎncă nu există evaluări
- Metode Si Procedee Tehnologice CursDocument76 paginiMetode Si Procedee Tehnologice CursremussÎncă nu există evaluări
- V. Procese de Depunere În Plasmă Cu Arc Catodic (Plasmatron)Document21 paginiV. Procese de Depunere În Plasmă Cu Arc Catodic (Plasmatron)Diana NistoranÎncă nu există evaluări
- Stiinta Si Tehnologia Materialelor - Machedon Teodor PDFDocument122 paginiStiinta Si Tehnologia Materialelor - Machedon Teodor PDFMarius PanaiteÎncă nu există evaluări
- Materiale Si Tehnologii Folosite La Executarea Matritelor de InjectatDocument76 paginiMateriale Si Tehnologii Folosite La Executarea Matritelor de InjectatValerian Alecsa94% (16)
- LucrareDocument66 paginiLucrareIulian PopoviciÎncă nu există evaluări
- Aschiabilitatea MaterialelorDocument11 paginiAschiabilitatea MaterialelorIfrim PetronelÎncă nu există evaluări
- Folosirea Procesului de Diecasting in Industria AutomotiveDocument67 paginiFolosirea Procesului de Diecasting in Industria AutomotiveObaciuIonelÎncă nu există evaluări
- Oteluri 2Document11 paginiOteluri 2mihai2lung100% (1)
- Proiect - Lucaveschi ElenaDocument77 paginiProiect - Lucaveschi ElenaBianca Dragu100% (1)
- ArboriDocument15 paginiArboriVlad Vicovanu100% (2)
- I. Adaosuri de PrelucrareDocument17 paginiI. Adaosuri de PrelucrareRazvan Constantin PristavuÎncă nu există evaluări
- 2015 - Volum Geoecologia PDFDocument170 pagini2015 - Volum Geoecologia PDFMadear CălinÎncă nu există evaluări
- Plastic Ranforsat Cu CarbonDocument16 paginiPlastic Ranforsat Cu CarbonVlad SibiceanuÎncă nu există evaluări
- Metalurgia TitanuluiDocument16 paginiMetalurgia TitanuluiandradaolteanuÎncă nu există evaluări
- Fizica Solidului Ion MunteanuDocument722 paginiFizica Solidului Ion MunteanuAndreea CostasÎncă nu există evaluări
- Posibilităţi de Redare În Circuitul Economic A Terenurilor Degradate CA Urmare A Activitatilor MiniereDocument4 paginiPosibilităţi de Redare În Circuitul Economic A Terenurilor Degradate CA Urmare A Activitatilor Minierecobraregala21Încă nu există evaluări
- Obligatiile Angajatorilor Privind SSMDocument3 paginiObligatiile Angajatorilor Privind SSMFAMOUS.CLIP.SCENEÎncă nu există evaluări
- Proiect MecanicaDocument33 paginiProiect MecanicaLiliana PoiatăÎncă nu există evaluări
- Laborator L3 3. Analiza Microscopica - Prezentarea Microscopului Metalografic Si A Metodei de AnalizaDocument10 paginiLaborator L3 3. Analiza Microscopica - Prezentarea Microscopului Metalografic Si A Metodei de AnalizaAlina Jumolea0% (1)
- FORBIO - Studiu - RO HaldeDocument62 paginiFORBIO - Studiu - RO HaldeAlina AgafiteiÎncă nu există evaluări
- Mijloace de Masurare A LungimilorDocument17 paginiMijloace de Masurare A LungimilorRadoi IulianÎncă nu există evaluări
- Scule Pentru StrunjitDocument22 paginiScule Pentru StrunjitArhip FlorinaÎncă nu există evaluări
- ERGONOMIE (Cursul 4+5+6)Document11 paginiERGONOMIE (Cursul 4+5+6)sebannuÎncă nu există evaluări
- Audit Conformitate - BirouDocument45 paginiAudit Conformitate - Birouanon_743805215Încă nu există evaluări
- Proprietatile MaterialelorDocument2 paginiProprietatile MaterialelorFlavia DamianÎncă nu există evaluări
- Matritarea Si ExtrudareaDocument7 paginiMatritarea Si Extrudareadragos_obrejaÎncă nu există evaluări
- Organigrama Spital PDFDocument22 paginiOrganigrama Spital PDFIoana LipanÎncă nu există evaluări
- Curs 1 Fizica IDocument56 paginiCurs 1 Fizica IAlexiu VasileÎncă nu există evaluări
- Aliaje AntifrictiuneDocument12 paginiAliaje AntifrictiuneMaxim Ionela100% (1)
- Criteriile de Evaluare A Angajatilor Din Sistemul SanitarDocument1 paginăCriteriile de Evaluare A Angajatilor Din Sistemul SanitarGEORGIANAÎncă nu există evaluări
- Bioingineria Protezării Cursul 1Document66 paginiBioingineria Protezării Cursul 1Mitu Leonard-GabrielÎncă nu există evaluări
- Radulescu RoxanaDocument17 paginiRadulescu RoxanaRobert CorneaÎncă nu există evaluări
- Strategie Alternativa - Rosia Montana (CULTOURS)Document149 paginiStrategie Alternativa - Rosia Montana (CULTOURS)Andreea BogdanescuÎncă nu există evaluări
- Curriculum Tehnic Electromecanica 9Document54 paginiCurriculum Tehnic Electromecanica 9felicelazarÎncă nu există evaluări
- Energia NuclearaDocument6 paginiEnergia NuclearaNITAÎncă nu există evaluări
- Rapoart de Cercetare Științifică nr.2 #Locovib Vlad MariusDocument73 paginiRapoart de Cercetare Științifică nr.2 #Locovib Vlad MariusMarius VladÎncă nu există evaluări
- Fisa Produs KadjarDocument7 paginiFisa Produs KadjarMadMeOnceÎncă nu există evaluări
- Biomateriale Utilizate in Oftalmologie Lentilele IntraoculareDocument29 paginiBiomateriale Utilizate in Oftalmologie Lentilele IntraoculareCaudu DiaÎncă nu există evaluări
- AIM Rulmenti Rev.2Document95 paginiAIM Rulmenti Rev.2adelinaÎncă nu există evaluări
- Curs 1 OrtezareDocument19 paginiCurs 1 OrtezareGabriel NaonÎncă nu există evaluări
- Tehnologia Materialelor curs-DEMIAN MIHAIDocument89 paginiTehnologia Materialelor curs-DEMIAN MIHAIUntaru Cristina100% (1)
- PROIECTDocument27 paginiPROIECTClauÎncă nu există evaluări
- C13 2022-Curs-Deformarea - IncrementalaDocument12 paginiC13 2022-Curs-Deformarea - IncrementalaMia Mian100% (1)
- Indrumar de Laborator Partea IIIDocument37 paginiIndrumar de Laborator Partea IIIAndrei IonÎncă nu există evaluări
- Morosan Alina Rezumat Rom PDFDocument43 paginiMorosan Alina Rezumat Rom PDFStudi ParadiseÎncă nu există evaluări
- Proiect Sudare PPDocument12 paginiProiect Sudare PPCristian StaicuÎncă nu există evaluări
- C4 - Economia IntreprinderiiDocument51 paginiC4 - Economia IntreprinderiiGeorgiana GxoÎncă nu există evaluări
- Curs 01 Capitol 01Document39 paginiCurs 01 Capitol 01Gabriel SirboiuÎncă nu există evaluări
- Organe de MasiniDocument85 paginiOrgane de MasiniCristina Stirbu0% (1)
- Sisteme Si Tehnologii de Prelucrare Prin DeformareDocument155 paginiSisteme Si Tehnologii de Prelucrare Prin DeformareFlorin CristeaÎncă nu există evaluări
- 10 - Sisteme Si Tehnologii de Prelucrare Prin DeformareDocument155 pagini10 - Sisteme Si Tehnologii de Prelucrare Prin DeformaretcivÎncă nu există evaluări
- Proiect - de - Curs - Tehnologia Daniel AftanasDocument29 paginiProiect - de - Curs - Tehnologia Daniel AftanasSambo SamboÎncă nu există evaluări
- Materiale AvansateDocument146 paginiMateriale AvansateDorin Pricop100% (1)
- Proiect APIDocument23 paginiProiect APIHoratiu ManÎncă nu există evaluări
- Impactul Mondializarii Asupra Comertului International PDFDocument6 paginiImpactul Mondializarii Asupra Comertului International PDFCosmin Burcea-BlendeaÎncă nu există evaluări
- Capitolul 2 Componenta Economica in Politica Globala de MediuDocument45 paginiCapitolul 2 Componenta Economica in Politica Globala de Mediucristi100% (1)
- ANEXEDocument19 paginiANEXEcristiÎncă nu există evaluări
- Lista de Tabele PDFDocument2 paginiLista de Tabele PDFCosmin Burcea-BlendeaÎncă nu există evaluări
- Echipamente Si Dispozitive in UrologieDocument53 paginiEchipamente Si Dispozitive in UrologieCatalina CordonasuÎncă nu există evaluări
- Grile Matematica Aplicata in EconomieDocument31 paginiGrile Matematica Aplicata in EconomieCosmin Burcea-BlendeaÎncă nu există evaluări
- Grile ManagementDocument102 paginiGrile ManagementCosmin Burcea-Blendea0% (1)
- Grile ContabilitateDocument14 paginiGrile ContabilitateCosmin Burcea-BlendeaÎncă nu există evaluări
- Grile Dreptul AfacerilorDocument10 paginiGrile Dreptul AfacerilorCosmin Burcea-BlendeaÎncă nu există evaluări