Documente Academic
Documente Profesional
Documente Cultură
Stas 9407-75 - Suprastructiri Sudate
Încărcat de
Ghebac AlinTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Stas 9407-75 - Suprastructiri Sudate
Încărcat de
Ghebac AlinDrepturi de autor:
Formate disponibile
'OJ '"" '"" ;:J
&i
p::
~I---------------------------------~----------------------~-----------------------I
l
~ N
.-~--~--------~-------;~--------------~~----~-----;----~--
>Cd
OJ
';:l
....
J!1
.S
01
.,
....
'"
~ <.J
'"
'tl
. ! 0
~,_../. ....
""
'"
c::
:Q
.!l
6
s,
0
.....
.:
0
t.>
~
·c
>Cd
-6
....
::s
s
'"
'"
B
{/.I
OJ
-e
....
;~~~ ~
'tl
....
01
'tl
.:
3
III
iii
~
..
u
'"
0.
m
....
'"
Z Cod CUPS 753 00 00
C Z.: 62421 014 6251
REPUBLICA SOCIALISTA ROMANIA
•
MoeTl>! MeTaJIJlH'IeCKHe acenesnoncpoacasre H urocceaaue
CBAPHbIE
MET AJ1J10KOHCTPYKIJJ1Y1
Ilpezmnca HHII UO H3l'OTOBJIeHHIO
STANDARD DE STAT EDITIE OFICIALA
STAS 9407.75
CONSILIUL NATIONAL PENTRU ~TIINTA
SI TEHNOLOGIE INSTITUTUL ROMAN DE STANDARDIZARE
PODURI METALICE DE CALE FERATA ~I ~OSEA SUPRASTRUCTURISUDATE Prescrfptil de executie
Clasificarea aifanumericll G 61
Ponts m eta l liques de chemin de fer et routiers
Railway and road steel bridges WELDED SUPERSTRUCTURES Requirements for constmctron "
SUPERSTRUCTURES SOUDEES
Prescriptions d 'execution
Cuprins
1 GENERALITATI
2 DOCUMENTATJA DE EXECUTJE 3 MATERIALE
3.1 Metalu! de bazi'\ (laminate de otel) 3.2 Materia!e de adaos
4 EXECUTIA IN INTREPRINDERI DE UZINARE 4.1 Pregatlrea Iaminatelor
4.2 Prelucrarea laminatelor .
4.3 Asamblarea pieselor in subansamb!uri 4.4 Sudarea
4:4.15 Condlttt de calitate ale Irnhinarf lor sudate
4.5 Remedierea defectelor de sudare
4.6 Prelucrarea cusaturtlor sudate . 4.7 Tratamente termice
l4.8 Abateri limita la forma ~i dimenslun lle pleselor sudate
4.9 Pregatirea tmbtnartlor care urmeaza a fi executate pe santier 4.10 Montarea de proba a suprastructurii podului
4.11 Reguli ~i metode de verificare a calitiitii
4.12 Receptta suprastructuriJor sndate de poduri in fntreprindcrfle de uzinare 4.13 Lucrarl 'dupa efectuarea receptlet, Iivrare, termene de garantie
4.14 Expediere
5. REGULI PRIVIND [MONTAJUL ~I RECEPTIA PE ~ANTIER ~ •. 5.10 Receptta snprastructurilor de poduri metaIice sudate pe santier
Pag .
2
2
3
3
7
7
7
7
8 ..
9
10 ... 15
15
16
16
16
21
21
21
22
23
23
23
24 Aprobat de:
rNSTITUTUt ROMAN DE STANDARDIZARE Str. Edgar Qui,net ",r. 6 BUCURE~TI Telex 11.312 CNST R
Revizuit In
Data intrllrii in vigoare: 1975-01-01
Elaborat initial in
I
:j
1
STAS 9407-75
-2-
1. GENERALITATI
1.1. Prezentul standard cupr inde prescriptii de executie in intreprinderi de uzinare si pe santiere a subansamblurilor ~i ansamblurilor suprastructurilor metalice sudate ale podurilor de cale Ierata ~i sosea.
1.2. Supraslructur ile metalice ale poduriIor se executa de tntrepr inderi care sint dotate cu:
instalatii ~i utilaje corespunziitoare tehnologiei de executie specifice podurilor
sudate,
rilor sudate,
spatii necesare Inchise pentru desiasurarea procesului tehnologic,
laborator pentru incercarea distructiva ~i nedistructiva a metalelor si a cusatu-
- personal tehnic de specialitate ; ingineri, sudori, maistri sudori, rnaistri de poduri sudate si sudori autor izati 9i verifica]i periodic conform reglementarilor stabilite de Ministerul Transporturilor ~i Telecomunicatillor.
1.3. Proscr ipt i ile prezentului standard nu sint limitative. Pentru podurile metalice sudate cu alcatuiri deosebite (conform STAS 1911-75 9i STAS 1844-75) sau pentru poduri obisnuite, cu acordul par ti lor , se pot stabili 9i alte prescripti i bazate pe studii si incercari, in cazul in care prescriptiile
din prezentul standard nu se pot aplica sau sint insuficiente.
1.4. La executia podurilor sudate de cale ferata si sosea nu se aplica prevederile STAS 9398-73.
2. DOCUMENTATIA DE EXECUTIE
2.1. Docurnentatia de executie trebuie sa cuprinda :
- desenele de executie,
- breviarul notelor de calcul,
- caietul de sarcini,
- procesul tehnologie de executie.
2.1.1. Desenele de ex~eutie trebuie sa prevada :
- marcile ~i clasele de ealitate aleotelurilor,
- modul de prelucrare a muchiilor,
- grosimea ~i modul de prelucrare a cusaturilor,
- specificarea materialelor de adaos, dad proiectantul considera necesar,
- clasele de cali tate ale cusaturi lor sudate, conform prevederiIor STAS 1911-75
si STAS 1844-75. In caz d in proiect, pentru unele cusaturi sudate nu se prevede c1asa de calitate, se considera cii acestea sint de clasa III-a.
2.1.1.1. Planurile de executie se verifica de catre intrepr inderea de uzinare, inainte de inceperea executiei, in ceea ce priveste:
- sistemele geometrice,
- cotele principale ale subansamblurilor ~i ansambluriIor,
- detallile de executie 9i preluerare a sudurilor,
- extrasele de materiale,
- posibi litatile de manevrare 9i transport in uzina, prccumsi pe calea Ierata sau
90sea.
2.1.1.2. Daca pe planurile de executie nu se specifics grosimea cusaturilor de colt (a), aceasta se stabiles te de catre intreprinderea de uzinare in Iunctie de grosimea (t) a produselor laminate care se im-
bina, conform tabelului 1. ~
Tabelul 1
Grosimea cusaturflor' de colt
Grosimea tablelor t mm
a
mm, min.
4 ... 8
3,5
9 ... 15
4,0
4,5
16 ... 20
5,0
21. .. 30
31...40
6,0
8,0
-3-
La grosimi neegale ale produselor laminate care se sudeaza, grosimea minima a cusaturilor de colt (a), se stabileste corespunzator grosimii medii a celor doua laminate.
2.1.1.3. Pentru subansambluri care depasesc gabaritul admis pentru transport, proiectantul trebuie sa obtina aprobarile necesare din partea organelor de adrninistratie a cailor Ierate sau a drumurilor respective.
2.1.1.4. In cazul constatarii de catre intreprinderea de uzinare a unor deficiente in planurile de executie, aceasta procedeaza dupa cum ur meaza:
- pentru deficiente care nu alecteaza suprastructura rnetalica din punct de vedere al rezistentei sau al montajului (neconcordante de cote, diferente in extrasul de materlale etc.), dectueaza modificarile respective cornuniclndu-le si proiectantului ;
. - pentru deficients care afecteaza podul din punct de vedere al rezistentei sau al
rnontajului, restitue proiectul Institutului de proiedare care l-a elaborat, pentru remediere.
2.1.1.5. Modificarile necesare a fi aduse proiectului din cauza unor situatii locale, nu se fac dectt cu avizul prealabil al proiectantului,
2.1.2. Breviarul notelor de calcul cuprinde: - caracteristicile sectiunilor,
- eforturile in elernente,
- eforturile unitare elective.
2.1.3. Cusatur ile sudate necesar a fi radiografiate, conform STAS 1911-75 ~i STAS 184j-75, se indid! in p lanurile de executie.
2.1.4. Pentru podurile rnetalice sudate cu alcatulri deosebite (conform STAS 1911-75 si STAS 1844-75) se pot rntocmi, de la caz la caz, prescriptii suplirnentare sau caiete de sarcini speciale petru aceste lucrari,
2.1.5. Procesul tehnologic de executie se intocmeste de catre intreprinderea de uzinare.
Procesul tehnologic stabilit trebuie sa asigure Irnbinar ilor sudate cel putin aceieasi caracteristicl mecanice ca sl cele ale metalului de baza care se sudeaza precum si clasele de cali tate prevazute in proiect pentru cusaturile sudate.
2.1.5.1. Procesul tehnologic de executie pentru fiecare subansamblu trebuie sa cuprinda: - piese desenate cu cote, pentru Iiecare reper;
- procedeele de executie a pieselor ~i de prelucrare a muchiilor;
- marcile ~i clasele de cali tate ale otelurilor care se sudeaza ;
- tipurile ~i dimensiunile cusaturilor sudate ;
- forma si dimensiunile muchiilor cafe urrneaza a se suda conform datelor din
proiect, sau in lipsa acestora conform STAS 6552-52 si STAS 6726-56~ - calitatea materialelor de adaos;
- modul ~i ordinea de asamblare a pieselor in subansambluri;
- procedeele de sudare;
- regimul de sudare;
- ordinea de executie a cusaturilor sudate;
- ordinea de aplicare a straturilor de sudura ~i nurnarul trecerilor;
- modul de prelucrare a cusaturilor sudate ;
- tratamentele ter mice, daca se considera necesare;
- ordinea de asarnblare a subansamblurilor;
- planul de control nedistructiv (Rontgen, gamma sau ultrasonic) al tmblnarilor:
- planul de prelevare a epruvetelor pentru in£ercari distructive.
2.1.5.2. Regimurile de sudare se stabilesc de catre intreprinderea de uzinare, pe irnbinari de proba ; acestea se considera corespunzatoare numai daca rezultatele incercarilor mecanice ~i analizelor metalografice, corespund prevederilor prezentului standard.
Pentru Iiecare mardi de otel ~i pozijle de sud are prevazuta a se aplica la podul respectiv , se va executa cite 0 serie de placi de proba.
3. MATERIALE
3.t. Metalul de baza (laminate de otel).
3.1.1.Calitatea metalului de baza folosit la executia podurilor, trebuie sa corespunda prevederilor din proiect, precum ~i prevederilor din tabelul 2.
STAS 9407-75
-4-
Tabelul2
Glasa de \ Limitari de carbon (G) ~i
Marca STAS vanadiu (V), max. 0/0
otelulul calltate G I v-
OL 37 2K - -
OL 37 3K - -
OL 37 4K - -
OL 44 3K 500-68 0,20 -
505-69
OL 44 4K 0,20 -
OL 52 3 K 0,20 -
OL 52 4 AK 0,20 -
OL 52 4 BK 0,18 0,12
OGS 1 0,18 0,12
OGS 2 9021-71 0,18 -
OGS 3 0,20 - 3.1.2. Laminatele din otel trebuie sa fie insotlte de certificatele de cali tate :;;i sa fie marcate de catre uzina producatoare,
3.1.2,1. Intreprlnderea de uzinare a podului trebuie sa verifice corespondenta dintre datele cuprinse in certificatele de cali tate, cu cele prevazute in standardele de produs ~i cele din prezentul standard.
3.1.2.2.Certificatele de calitate ale larninatelor se pastreaza la tntreprinderea de uzinare timp de 10 ani dupa terminarea executiei podului.
3.1.2.3. Intreprinderea de uzinare verifica la fiecare 300 t laminate aprovizionate de Ia aceeasi uzina, calitatea laminatelor prin incercari mecanice efectuate conform tabelului 3.
Epruvetele se preleveaza din laminatele cu grosimea cea mai mare.
Daca rezultatele sint necorespunzatoare, verificarea se face la Iiecare larninat din sarja din care s-au prelevat probele, tndeparttndu-se cele cu calita]i necorespunzatoare,
'" ....
Os
;:l
" '"
p
8
....
.g
§
<,;)
§
"
-5-
STA:S ~4U7-70
8
....
.g
§
o
":"" '"
9<7~
0 .. '" O~C'f;)
~"'oo ,.,r--",
'"
+
M
;:l c
.~;
;h r
STAS 9407-75
-6-
'" ""
.s
.,
s
.,
~
::l ...
/:
.... ....,
z~
~7~
STAS 9407-75·
3.1.2.4. Folosirea laminatelor nemarcate este admisa nurnai daca, electuind 1a fiecare bucata in parte analize chirnice ~i incercari conform tabelului 3, rezulta 0 calitate corespunzatoare prevederilor prezentului standard.
3.1.3. Folosirea unor laminate eu alte calita]i dedt cele prevazute in prezentul standard, de exemplu laminate aprovlzionate prin import, se poate face in conditiile prevazute in STAS 1911-75 ~i STAS 1844-75.
3.2. Materiale de adaos
3.2.1. Materialele de adaos trebuie sa corespunda prevederilor din proiect sau prevederilor din tabelul 4.
Tabelul 4
Procedeul de sudare I Material de adaos I STAS
Mannalii cu arc electric Electrozi Inveli ti 7240-69
1125-69
Semiautomatii sau Sirmiide otel pentru
automata sudare 1126-71
Flux pentru sudarc -*) 0) Conform prescrip titlor speciale In vigoare
Pentru tmblnar i de rezistenta supuse la sarcini dinamice sau variabile, se recornanda Iolosirea de electrozi si f1uxuri bazice.
3.2.2. Materialele de adaos, dad nu sint specificate in proiect, se aleg de catre intreprinderea de uzinare in functie de marca Iarninatelor de otel ce se sudeaza, asUel inctt i mbinar ile sudate sa reaIizeze eel putin caracter isticile mecanice prevazute in tabelul 3.
3.2.3. Materialele de adaos trebuie sa fie tnsotite de certificate de cali tate eliberate de catre tntreprinderile producatoare.
3.2.3.1. Intreprinderea de uzinare verifica corespondent a dintre datcle cuprinse in certificatele de calitate c u cele prevazute in prezentul standard.
3.2.3.2. Certificatele de cali tate ale materialelor de adaos se pastreaza la intrepr inderea de uzinare timp de 10 ani dupa terminarea executiei podului.
3.2.3.3. Lipsa certificatelor de calitate obliga intreprinderea de uzinare la verificarea calitati! materialelor de adaos care trebuie sa corespunda prevederilor din prezentul standard.
3.2.4. Folosirea altor materiale de adaos decit cele prevazute in prezentul standard, de exemp1u materia Ie de adaos aprovizionate prin import, se poate face daca in urma verificarilor. rezulta calitati corespunzatoar e prevederilor prezentului standard ~i conditiilor tehnice de folosire adecvate,
4. EXECUTIA IN INTREPRINDERI DE UZINARE
4.1. Pregatlrea laminatelor.
4.1.1. Laminatele se aleg prin verificarea dimensiunilor ~i aspectului,
4.1.1.1. Laminatele eu defecte ca: stratificar i, suprapuneri, fisuri, incluziuni, precum ~i cele cu abateri dimensionale mai mari decit cele admise prin standardele de produs nu se folosesc 1a executie.
4.1.1.2. Laminatele ruginite sau murdare, se curata lnainte de prelucrare,
4.1.1.3. Laminate1e care prezinta unele defor matii trebuie indreptatc inainte de prelucrare. 4.1.1.4. Indreptarea si indoirea laminatelor se face conform prevederilor STAS 3461-75. 4.1.1.5. Trasarea pieselor se face conform STAS 3461-75.
Pe fiecare piesa trasata (reper), se rnarcheaza prin poansonare sau vopsire cu vopsea persistenta sarja ~i numarul pozi [Iei , conform proiectului sau procesului tehnologic.
4.2. Prelucrarea laminatelor.
4.2.1. Prelucrarea laminatelor se face prin: taiere si prelucrarea rnuchiilor.
4.2.1.1. Taierea se poate face cu: Ioarfeca, Iierastrau, oxigen, cu precadere mecanizat.
Suprafetele taieturilor executate cu foarfeca se prelucreaza prin aschiere pe 0 adinci me de min 3 mm, cu exceptia guseelor ~i rigidizarilor.
STAS 9407-75
-8-
i:
i~
ijl
l .. ,.s ..•. ;
~.,;:,.o..._------- ...... - __;. .
fi,,, "
\.
Suprafetele taietur ilor executate cu foarfeca nu mai necesita preIucrare prin aschiere daca prin sudare se top esc compIet.
4.2.1.2. PreIucrarea muchiiIor se poate face:
- cu oxigen, cu precadere mecanizat,
- prin aschiere.
4.2.1.3.La preIucrarea cu oxigen se iau masuri de protejare a laminatelor irnpotriva umidltatii. 4.2.1.4. Zgura care se Iorrneaza pe suprafata taieturii, dupa prelucrarea cu oxigen, se tndeparteaza. 4.2.1.5. Crestatur+le, neregularitatile sau fisurile rezultate dintr-o prelucrare defectuoasa cu oxigen, se tnlatura prin daltuire, polizare sau rabotare.
4.2.1.6. Prelucrarea cu oxigen a larninatelor cu continut ridicat de carbon sau slab aliate, se efectueaza cu prctncalzire, la temperatura determinate de executant in functie de compozitia chirnica ~i grosimea laminatelor.
4.2.1.7. Nu se adrnite prelucrarea cu arc electric.
4.2.1.8. Piesele al car or contur prezinta unghiuri intrtnde, se gauresc in prealabil in virful unghiului cu un burghiu avind diametrul minim de 25 mm. Piesele mai putln importante pot fi realizate ~i prin taiere cu oxigen la masina de copiat, asigurindu-se 0 racordare cu diametrul de min 25 mm urrnata de polizare.
4.2.1.9.Piesele ce se deforrneaza in timpul prelucrarii se indreapta inainte de a fi supuse altor operajii.
Indreptarea poateIi fikuta la rece cu rnasini de indreptat cu valturi sau cu prese; nu se admite indreptarea prin Iovire (ciocanire},
4.3. Asarnblarea pieselor in subansambluri
4.3.1. Inainte de inceperea asamblar ii, rnarginile ~i fetele laminatelor, in zona ce urrneaza a fi imbinata prin sudare, Sf curata ptna la luciu metalic pe 0 latime de 30, .. 40 mm de 0 parte si de alta a rostului de sudare.
4.3.2. Asamblarea pieselor, se recomanda sa se execute pe dispozitive de asamblare.
4.3.2.1. Dispozitivele trebuie sa asigure precizia de asamblare, in limitele tolerantelor stahilite prin prccesul tehnologic, precurn ~i pastrarea rosturilor prescrise intre marginile pieselor.
4.3.2.2. Dispozitivele de asarnblare 'pot servi si Ia sustinerea subansambluriIor in vederea executarii cusatur ilor sudate, daca acestea permit executarea in condltiuni corespunzatoare a sudurilor netmpiedecind deformarea libera a pieselor.
4.3.3.. La capetele rosturilor de sudare, se aseaza in prelungire piese tehnoIogice de aceasi marca, prelucrate la fel ca piesele care se sudeaza.
Lungimile pieselor tehnologice sint de minimum 100 mm daca nu folosesc pentru extragere de epruvete.
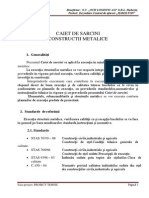
Daca din pieseIe tehnologice trebuie sa se extraga epruvete, dimensiunile acestora sint conform figurei 1, in care se arata si planul de prelevare a epruvetelor. In acest caz piesele tehnologice se executa din materiale extrase din aceleasi laminate ca piesa care se sudeaza.
In tabelul 5 se arata felul epruvetelor (extrase ca In fig. 1) si aI Incercarilor 1a care sint
sup use.
~l~ T T T Ts 7; Ts I I I
ellsii/ura sodaiii.
~ .s I
~~ ? ~
11
11 ~ KVax XVac: !1
.(') I ~
1-- c---- - - - ~ (')
- .-
II
20 50 20 9><50 450 ~o, 60 2~ 120 2~ 50 2~
. . 850min . Fig. 1
-9-
STAS 9407-75
Tabelul 5
Epruvete I Felul epruvetelor I Incercartle la care stnt
(notatia) supuse epruvetele
M Epruvete la care Incercarea se etectueaza pe fete le Macrostructura, micro-
prevazute In fig. 1, cu linie ingro~ata structura, duritate
KVax Epruvete normale conform STAS 7511-66, cu crest a- lncovoiere prin soc.
tura in axul cusatur il sudate ~i perpendicular pe ea
KVCP Epruvete normale conform STAS 7511-66 cu cresta- Incovoiere prin soc
ax tura In axul cusiiturii sudate ~i perpendicular pe ea. (contraprobe)
I Conform STAS 5540-65 tndoire
Ts Conform STAS 5540-65 Tractlune In sudurii
T Conform STAS 5540-65 Tractiune In Imbinare 4.3.3.1. Se recornanda ca inainte de taierea epruvetelor sa se efectueze radiografierca cusaturii sudate insemntndu-se portiunile cu defecte, pentru a fi eliminate.
4.3.3.2. Taierea epruvetelor se face cu mijloace mecanice,
4.3.3.3. Piesa tehnologica cu dimensiunile aratate in fig.l, se poate tmparti in doua jumata]i care se aseaza deo parte ~i cealalta a rostului.
4.3.3.4. Piesele tehnologice se Indeparteaza dupa terrninarea operatiilor de sudare a rostului, prelucrindu-se corespunzator capetele cusaturilor sudate.
Indepartarea pieselor tehnologice se face prin taiere cu Ilacara ; nu se adrnitc Indepartarea lor prin Iovire.
Zonele In care au Iost prinse piesele tehnologice se prelucreaza prin polizare, plna la Iata larninatului.
4.3.4. Prinderile provizorii prin suduri scurte se executa manual, cu electrozi de calitatea celor
prevazuti pentru cusaturile definitive. . .
Lungimea, grosimea si distanta tntre sudurile scurte se stabilesc prin procesul tehnologic .
. Daca in procesul tehnologic se prescrie executarea cusaturilor sudate cu preincalztre, prinderile provizorii se fac in acelas i Iel.
4.3.S. Piesele itnbinate prin sudura cap la cap, se asarnbleaza in subansambluri, numai dupa verificarea radiografidi a calitatii sudurii pentru cIasele de calitate preserise.
4.4. Sudarea
4.4.1. Sudarea poate fi executata prin orice procedeu de sudare manuala, semiautornata sau automata eu arc electric, cu conditia ca acesta sa asigure calitatea corespunzatoare Irnbinar i lor sudate.
Folosirea unor noi procedee de sudare, poate fi adrnisa numai pe baza avizului unui institut de cercetare de specialitate !1i dupa instruirea ~i verificarea personalului de executie.
4.4.2. Sudarea se executa in hale inchise, la minimum + SoC. Locurile de munca trebuie sa fie lipsite de curenti de aer.
Sudarea in aer liber este perrnisa in conditiile aratate la pd. S.4.
4.4.3. Folosirea electrozilor bazici S8 face prin uscare prealabi la la temperatura indicat.i de uzina producatoare, In !ipsa unei indicatii, eledrozii se usuca in cuptoare la 250°C ... 30QoC timp de minimum 2 ore.
Electrozii se transporta ~i se pastreaza la loeul de sudare, in cutii speciale terrnoizolante.
4.4.4. Zonele pc care se aplica cusaturile sudate se curata de murdar ie, rugina, ulei. Marimca rosturilor este conform procesului tehnologic; in cazul unor rosturi mai mari, nu se admite introducerea
in aces tea a unor materiale de umplere. ,
Se adrnite incarcarea prin sudare a rnarginilor.fiecarei piese in parte, pina se realizeaza latirnea de rost prascrisa.
4.4.S. Pe suprafetele pe care nu se executa ulterior sudura, se interzice amorsarea arcului electric. Se vor lua masuri sa nu se produca deteriorar i ale pieselor prin stropirea cu metal topit.
4.4.6. Zgura de pe cusaturi se fndepiirteazii numai dupa racirea normals a acestora. Se lnterzice racirea Iortata a tmbinarilor sudate.
4.4.7. La sudare in mai multe straturi, suprafata stratului anterior se curata complet de zgara, iar eventualele defecjiuni se Inlatura lnaintea aplicarii stratului ur m ito r.
4.4.8. La sudurile cap la cap, cornpletarea cu sudura la riidacinii se face dupa curji tirea rostului de sudare.
STAS 9407-75
10 -
.
4.4.9. Sudarea tncepe ~i se terrnina pe piesele tehnologice.
In cazurile in care nu este posibila asezarea pieselor tehnologice, craterele se completeaza eu sudura,
4.4.10. Sudurile scurte de prindere se acopera cu cusatura propr iu-zisa.
4.4.11. Straturile de sudura, se recornanda a se executa unul dupa aItul fara ca zona trnbinarii sa se raceasca. La depunerea unui strat nou, temperatura stratului depus anterior nu trebuie sa depaseasca 200°C.
4.4.12. Sudarea in uzina, in aite pozi [ii decit cea orizontala, este adrnisa numai daca aceasta pozitie nu poate fi realizata datorita unor conditii speciale; se evita sudarea in pozitie verticala si peste cap.
4.4.13. Cusaturile sudate se executa cu dimensiunile prevazute in procesul tehnologic, asigurindu-se trecerea lina spre larninatele care se tmbina.
4.4.14. La fiecare cusatura, sudorul trebuie sa marcheze sau sa impri me poansonul sau pe laminatele care se imbina, in locuri vizibile la aproximativ 50 mm de axul cusatur ii, in dreptul rnijlocului lungimii cusaturii daca aceasta nu depaseste 1 m sau in dreptul capetelor acesteia daca depaseste lungimea de 1 m.
Poansoanele sudorilor se cuprind in schite tntocmite pentru fiecare subansamblu in parte care se pastreaza la irttreprinderea de uzinare in dosarul de executie al podului.
4.4.15. Conditii de calitate ale i mbinarilor sudate,
4.4.15.1 Forme.
Formele cusaturilor sudate admise ~i neadmise sint conform tabelului 6.
-11-
-12 -
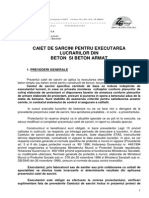
4.4.15.2. Dimensiuni
4.4.15.2.LLatimea maxima admisibi la a cusaturii sud ate cap la cap (el infig.2), in Iuncjie de pro/cedeul ~i de pozttia de sudare utilizata, este conform tabelului 7.
e,
0-
...
rJ'
Fig. 2
Tabelul 7 Latimea maxima admlsthila, e1
Procedeul de mm
sudare Pozij.ia de sudare ~
eu prelucrarea fara preluerarea
mlldziikll' mllclllil<Jl'
- verticala,
- orizontalii,
Manual - In [ghiab, e + 2 1+5
- In plafon,
- In cornisa
Automat In jghiab Adineimea maxima de patrundere prin
topire 4.4.15.2.2. Suprainaljari le maxi me admisibile ale cusaturilor sudate cap la cap (fig.2) sint urrnatoarele:
pe fata superioara (Cl)' In Iunctie de deschiderea rostului (e) conform tabelului 8 pe Iata inferioara (cz)' in functle de grosimea tablei (f), conform tabelului g.
Tabelul 8
Deschiderea rostului Supratnaltarea maxima
e c1
mm mm
<10 1
10 ... 25 2
>25 3 Tabelnl 9
Grosimea tab lei Supratnaltarea maxima
t c.
mm lim
<10 I 1
>10 2 4.4.15.2.3. Dimensiunile minime (Sl) ~i maxime (S2) ale catetelor cusaturilor de colt (fig.3), tn Iunctie de grosimea lor, (a) sint conform tabelului 10.
.-
.
-13 -
Fig. 3
Tabelul 10
Grosimea cusaturllor de Dimensiunile adml sib ile
ale catetelor
colt, a mm
mm
81 I 8.
3 3,5 5,5
4 5,0 7,5
5 6,5 9,5
6 8,0 11,0
7 9,0 12,5
8 10,0 14,0
9 11,5 16,0
10 13,0 17,5
12 16,0 20,0
14 18,r 23,0
16 21,5 26,0
18 24,0 29,0
20 27,0 32,0 4.4.15.2.4. Abaterile admisibile ale grosimii cusaturii de sudura de colt (a), sint conform tabelului 11
Tabelulll
Grosimea cusaturflor de Abateri jdmisiblle
sudura, a
mm mm
<6 +1
-0,5
>6 ±1 4.4.15.3. Defecte, conform STAS 8299-69.
4.4.15.3.1. Defectele neadmise la tmbinarile sudate slnt urrnatoarele: - defecte de forma, conform tabelului 6,
- fisuri,
- cratere neumplute,
- scurgere de metal topit,
-.
l:)IA::> ~4U/-/D
- 14-
- nepatrunderi,
- zone cu arsuri ,
- zone. supraincalzl te.
4.4.15.3.2. Defectele admise intre anumite limite la imbinarile sudate, precum ~i criteriile de stabilire a acestor limite, sint conform tabelului 12.
'I'abelul 12
Defecte admise
Felu!
tmbtnari i I Criterii limitative
Simbol Denumire
Sudura cap Aa Incluziuni circulare de Marlmea dcfectelor (d) ~i d Istanta
la cap gaze intre defecte (I), conform tabelelor
13 ~i 14
B a Incluziuni circulare ne-
metalice
A c Cuiburi izolate de pori Conccntrarea poriIor ~i diametrul po-
circulari riIor, conform tabelelor 15 ~i 16
Sudura de G Pori eirculari la supra- Dfs tanta intre pori ~i diametrul pori-
colt fata lor conform tabelelor 17 ~i 18. li ~ ~;.~~------~------~--~
4.4.15.3.3. Gradul defectelor se stabileste cu ajutorul tabelelor 13 ... 18, in Iunctie de: marirnea defedelor (d),
- distanta intre defecte (I) sau diametrul cercului pe care se afla defectele (D).
Tabelul 13
Defectul \ Mar imea defectelor \ Gradul defectelor
(simbol) d
A a; B a I ~O,l t 1 1
> 0,1 t :I Tabelul 14
Defectul I Dlstanta lutre defecte \ Gradul detectelor
(slmbol) I
:;. 30 d 1
A a ; B a 20 d «; 1 < 30 d 2
\ 10 d .<; I < 20 d 3
< 10 d 4 Tabelul 15
Defectul I Mar imea detectelor I Gradul derectelor
[simbol) d
Ac I <; 0,5 I 1
> 0,5 2 x) Numarut maxim de pori admis tntr-un cuib este 5.
Tabelul16
Defectul I Diametrul cerc ului pe I
(simbal) care se ana detectcle Gradul defectelor
'D
Ac I :;. 10 I 1
<10 2 TabeJul 17
Detect.ul \ Mar imca detectelor I Gradul defectelor
(simbol] d
G I < 1,5 I 1
> 1,5 2 - 15-
Tabelul 18
Pefectul**) I Distanta Inve defecte I Gradul defectelor
(stmbol)
G I ~ 20 d I 1
< 20 d 2
.. xxj . Numarul maxim de pori admis este .5 pe metrul Ilnlar ,
4.4.15.3.4. Cornbinatiile de deiecte admise pentru clasele de cali tate prescrlse in STA S 1 911-75 ~I STAS 1844-'75 slnt date in tabelul 19.
Tabelul 19
Gradul detectetor admise pentru
Detectul clasa de calitate a cusaturi lcr sudate , Cornbtnattl de
(simbol) defecte neadm ise
I A I IIA I III A
Aa 1.1 1.2 1.3 1.4
2.1
2.2
2.3
2.4
B a 1.1 . 1.2 1.3 1.4
2.1
2.2
2.3
2.4
Ac 1.1 1.1 1.1 1.2
2.1
2.2
C - - - toate gradele
D - - - toate gradele
Fa - - - toate gradele
Fb - - - toate gradele
G 1.1 1.1 1.1 1.2
2.1
2.2 Simultaneitatea defectelor A a si B a cu A c, se admite cu conditia respectarii distantei minime pentru defedele A a ~i B a, fata de porul (din cuibul de pori) eel mai apropiat.
Exemplu de not are a unui defect. Inc1uziunile circulare de gaze (A a) avtnd:
- marirnea defectului d<O,1 t, pentru care corespunde gradul defedului 1 (in tabelul 13) si
distanja tntre defede I = 20 d, pentru care corespunde gradul defectului 2 (in tabelul 14),
se noteaza :
A a --1.2 4.4.15.4. Caraderistiei meeanice
4.4.15.4.1. Caraderisticile mecanice ale metalului tmbinar ilor. determinate pe epruvete ex trase din piesele tehnologice, trebuie sa corespunda valorilor prevazute in tabelul 3.
4.5. Remedierea delectelor de sudare.
4.5.1. Defedele cusaturilor sudate neadmise prevazute la pd. 4.4.15.3.1 precurn si cele admise prevazute la pd. 4.4.15.3.2 dar care depasesc dimensiunile limita, se remediaza conform prevederilor de mai jos.
La toate defedele constatate trebuie sa se stabileasca eauzele aparitiei ~i masurile ce trebuie luate pentru exc1uderea reaparitiei ior.
4.5.1.1. Remedierea portiunilor cu defede se face prin:
- tnlaturarea portiunilor cu defede prin daltuire sau taiere are-aer,
- polizarea rosturilor ce se creaza,
- resudarea rostului folosind de regula, acelas procedeu ea ~i la sudarea initiala,
- racordarea prin polizare a cusaturii reiacute eu metaluI de baza ~i eu cusatura
initlala.
9407-75
- 16-
4 5.1.2. Remedierea cusaturilor cu pori izolati sau cu incluziuni izolate, se poate face ca la pct.4.5.1.1, sau prin gaurire la un diametru care sa perrnlta resudarea tn conditiuni corespunzatoare.
4.5.1.3.Remedierea crestaturilor situate pe m arginile cusaturi lor perpendicular pe directia eforturilor, se face prin polizare sau sudare ~i polizare conform t abelului 20.
Tabelul 20
Grosimea Iaminatului Adtncimea crestaturlt Solutla de remedf ers
t
rnrn mm
<;;:20 <0,5 polizare
>20 <1,0
<;;:20 >0,5 polizare-sudare-polizare
>20 >1,0 la nivelul piesclor ce se
sudeaza 4.5.1.4.Remedierea crestaturilor situate pe marginile cusaturilor paralel cu directia eforturilor, se face prin polizare sau sudare ~i polizare conform tabelului 21.
Tabelul 21
Groshnea Iaminatului t Adincimea crestatnrf l Solut la de remediere
mm mm
<20 <1,0 po llzare
>20 <0,06 t
<20 >1,0 polizare-sudare-polizare,
>20 >0,06 t Ia nfvelul pi eselor ce se
sudeaza 4.5.1.5. Crestaturlle situate la marginilecusaturilor, pe nervuri de rigidizare, se pot lasa neremediate daca au adlncirnea pina la 1 mm.
4.5.1.6. Portiunile remediate In care reapar defecte neadmise, se sup un unor noi remedieri.
In aceeasi portiune se admit:
- max 2 remedieri la imbinari de clasa I de cali tate,
- max 3 remedieri la imbinari de c1asa II ~i III de calitate.
Daca, dupa aceste remedieri, apar noi defecte neadmise, piesa se rebuteaza,
4;5.2. Deforrnatiile prod use la sudarea subansambluriIor care depasesc tolerantele prevazute la pct. 4.8., se rernediaza prin indreptare la rece cu prese sau la cald (conform STAS 768-66).
4.6. Prelucrarea cusaturilor sudate
4.6.1. Cusaturile sudate executate cu grosimi mai mari decit cele prevazute in proiect, se pot prelucra, chiar daca aceasta operatie nu este prevazuta in protect sau in procesul tehnologic.
4.6.3. Directia de polizare, trebuie sa fie paralela cu directia efortului dominant din piesa.
Nu se admite matarea sudurilor.
4.7. Tratamente termice
Tratarnentele terrnice care se pot folosi la executia podurilor sudate sint : - preincalzirea marginilor pieselor care urmeaza a fi sudate,
- detensionarea subansamblurilor dupa sudare.
Necesitatea detensionarii subansamblurilor, se va stabili pentru cazuri [ustificate, de comun acord intre proiectant ~i executant,
4.8. Abateri limlta la forma ~i dimensiunile pieselor sudate
'1
4.8.1. Abaterile admisibile dupa efectuarea sudar ii ~i aplicarea tratarnentelor termice, la forma . ~i dimensiunile subansamblurilor prevazute In proiecte sint aratate in tabelul 22 .
... -~
'._ . ;~
17
STAS 9407-75<
o·
'" '" .....
~ a
:~ s a "
" S s
's s .~
.~ .~ os
'd os S
os ..... S
S ..... ..
''::: .. os
" '" os 'd
~ OJ 'd
"" 'd _'
-e .el~ .QI~ '"
0
0
<5
-lYf vv
flT II
/-W II
r-~ f\
"
\I
,i
1) 1/ ,I
!: ,I
"
'ro "
'" ..q - ,
" , " "
eo \1 ,
ii: ~~ I
" \u-
"
"
-~ "
\1
-t;L
---
" I
'd ,OJ
" '" s s
'" ~; a
.~ s s
E :g's s
" ~
Ci --
'0
"" <1 <1
a ..::
;;;
--
~ ~
.~ .~ "
0. 0. c
.;!; .~ " .~ ..,
.., ..
'" .~ "' " 0
0- '0. 0-
" " '"
" " c '" ..
" '" '" '" .s
\;l ...
. ;:: OJ .;:: :;J
" :§. " "
:3 :3 os
:e- '"
.§ .. .S ;;;
0 0
0. 0. ""
" .8 " .s S
-e 'd
'" "; .. '" .~
" " " " "
...
's o " c " .~
.s " .s c 0.
" ~ oS ~ .s
" OJ
"
Ci "
c '" -, "'
'd "
"" '';
,,' '"
- "._
~ ~ ..,,,
._ 'd
" "" ...
_ l> ""
.f2-o § 00
." ~"
.., !:l .;v tU
" ~-
" " OJ OJ
... " ro "
OJ .. .... s
,,,OJ "._ ro._
:::s ",,'~ "OJ)
,,_ ... 0. ""c
C " =:Ir;;j )~ ::;:I
...... _ u.., "'~
~...; T"< I '" I O'l
zt; ..
STAS 9407-75
-18-
"ai .... SOl""
"''''''' "00
<'>00
~oo
~ ;u ~~
~:a
-- r---
): q '\_
~;~
I I
I II I
I II I
I II I
I I: I
, 'I I
, " I
I II
I 'I
I I I
1'1
I t I
1.1 '
" :
), I
'~I I --I
q
-,
------'''':::---
'>I
1=====4+-
a
""
S
;;;
...
<1
-<?
-;:;
o
S
-"
.,
-~
0.
a
r-.
1\
'" --
.~ ca
c .,
" S ~'6b
... "
" " ""~
","" :0..-=
S 1;
... _- 0" - ... " '" 0""
- 19-
STAS 9407-75
..,.
'" ,oj ""'
'" ""'
a .Q c
.... ~ ·s El El
2.- " S
.~ El
'" 's .;:; ·S
'" s coO
'0 '"
:i OJ S S
" '" "''''
.~ '" 00 ....
.Q c '"
'" 00 '" '"
""' "" 00 '0 '0
'"
~ '"
;... ;; ,...;
'" .... ,-<
0.., 0 0
~ " 0 0
"'.~
?-'O 0 05 q
--
~ 14>
1 tu'" "
';:;
::l
co
::z: ~ Jill U J_J..JY j"(V
F'--=-::=:::' =====1 I
__ ~_~---_J
s a
~
t;
0
....
v
'0
'"
"
...,-
"
...
"
o
.Q
's
:s
';;;"
...
.$
:§ ...
. 5 oS
~.~
N
:0.,.,;
"'.~
S.~
5'"
"'v
v-
c '"
'" ..
... ..,
zt
Q)
:;; ·c
"
~
_____________ --+ ---'- __ -+- '-- 1
·c
,'"
N
~
'So
·c
e
..,
e S
·s .Q
::l ·s
"
" :§
A 1 (,
-\ 1~.'If'I_t_-_H~
J 1='" :!:!:::==l-- Ir-
o ...
S11\.S 9407·75
- 20-
... .". ...,,,
~ ]~ '"
:a 13 13 ";
" ~o.. ...
';;; S S o..t'l ~
's .,.
';; '~ ... ,S~ .,
'0 '" '"
'" 13 .-< :0."
S 0 <
0 ,~ " Eo<
';:: ... 0 0 :::: [;
'" " '" '" so .... ., "'''' ,; '"
" '" ~g
~ '0 '0 -H -H -H + I -H I§
.., ,~
"" - - ",-
< " " 0
.... .... o ... 1:1
0 0 ;.1:j
0 0 0
<:5 ,; " " U
"'0.
I
I ~
1
i i .j i
,'"
...
rr 1 1 1 1 1 1 .1 1 1
". ,
ti: ... "'i fr
,
II
"
""',,,,
,~ " SIf"
_:l S ~ S 13 " " S 13
"" '" 13 .- .." 1 1
.... ,'" 1'1 1'1 13 " S S
'213 t'l E
., :::J 's S
---
" '0
... "" ..! "" "" "" <!
,~ e ~ <I <I <I t! ... ... 1 1
" fil
~
---
'" "
0. 1:j '"
"
~ ... " '"
0 13
... '" ~E " ~
'" .._, <l '"
;. " ... ~ ,!!I 1;; '"
g 0 """" 0 " a
" ;; " 0. t'l""
13 ",'0 <l ''Z. :;to.. '60
... " '"
.... " '" .. '" .... '" 0 "
'" "
" "" "'.- "" " Oi ,<:I" ....
Os ... " :!::: ,,~ S
.. " '" ... '" ';:: '" '" ... '1::
0. .s ""''' '" ...
'<3 2. ,,0. ," '" .... 00
" '0:; '~e " " S S
" ... "" '" '';:; '" .... =~
''; " " 13 " .e " ".., ~
0. .e :a 0 0 :E " '"
~,5 " " '" ,~~ 1
~ ..!; 13 '" ~ ~o..
" " -e '" :§ ,,-
... ;:: ,,"" .... .; ~ "'.,.
c , "" "" " ~ ~. Oi '"
... " .., <l <l <l 9~ <l "" '"
's ':;:' ':;:' " ,,- " " ~.E
0" <l 'OJ
::l 's., 's., 0 " " .., 0 " " '" '2:0.
" .., ,,'Il N :. ... '3
0 ~ ~ .e s S .e .. ~2 )(U '"
- "" "" "" ,H 0
.... .;l;I I Era 0..
" v» ,,- " '60 ~
£ ,,'~ ,~
ro'i:! 'U; a ~ " '.0 6 '2
:§ ... " " .E
S~ :::'ooof ~ "
,~ "" sg~ ",- .~
" 0 ~'§ s ~ ::l
.... :;:: ._ u:l o..Q,lo ... "
... "C~;;~ ~'to 13
see Sg ",,0
dlo .~ ~ ....... ....- -:;:,
c::I "'~~ ,~ '" - "
:::"C .!~ 1'1:;; au ,g
::=. ';D -E=N :=.a = ...
""_ .... .$ (!.) ::I 'F:~ ;:
13 ... ,~ '" 'i: ~
... " t.=~ <,)
... ",. $S ~';; " ... "
0- 2~~.s 1;;" "i
-'" "',~
0-;;'. "" ...... """ ",,'0 ""
<'''' 0 <" "',~ <13 <g_ <
-- "" "
':i ... I '" I ~I ... I ~I ~ I r- I 00 I el 0 I ....
z.., .... M M M M .... ... ... - aspectului pieselor ce se asarnbleaza,
- dimensiunilor ~i formei subansamblurilor,
- existentei pieselor tehnologice,
- calitatii prinderilor provizorii prin suduri scurte,
- calitati! sudurii cap la cap a pieselor ce se asarnbleaza.
4.11.4 Calitatea sudurilor se verifica dupa cum urrneaza :
4.11.4.1 Cu ochiul Iiber si cu instrurnente obisnuite de masura la urrnatoarele caracteristici : - aspectul pieselor in zona sudurilor,
- aspectul cusaturilor dupa executarea fiecarui strat ~i dupa prelucrare,
- aspectul portiunilor remediate,
- existenta sudurilor la radacina rosturilor. inclusiv abaterile admisibile ale
acestora,
- dimensiunile subansamblurilor, inclusiv abaterile admisibile ale acestora,
- marcarea cu poansonul sudorului ,
- natura ~i marirnea defectelor exterioare.
Pentru determinarea defedelor de suprafata se pot folosi si Iichide penetrante.
4.11.4.2 Prin radiograiiere conform reglementarilor tehnice in vig;are, numai dupa eliminarea defedelor exterioare.
Porjiunile verificate in acest fel se marcheaza pe piese ~i se noteaza in planul de radiografiere. Defedele constatate prin examinarea cliseelor radiografice se clasifica conform pd.4.4. 15.3.3, inscriindu-se in buletine de control radiografic.
Cliseele radiografice se pastreaza la intreprinderea de uzinare tirnp de 10 ani, dupa care se predau beneficiarului.
Dad defectele constatate la irnblnari de c1asa II A si III A (vezi pd.4.4.15.3.1) stnt nead-
rnisibile prin natura lor, lungimea cusaturilor ce se veriiica se dubleaza. Daca ~i la a doua verificare ..
se constata astfel de defede, cusaturile sudate se verifica pe toata Iungimea, procedindu-se conform
pet. 4.5.
4.11.4.3 Pfitf. e'X"<ftITifla"fe ffletakigfflfieii Ie ufmJt(fJfele CJ[Jct€r}§lici: - forma cusaturilor in sectiune transversa Iii ,
- !ipsa defectelor neadrnise,
- ,21-
. STAS 9407-75
4.9. Pregatlrea imbinllrilor care urmeaza a fi executate pe santler,
4.9.1. Prelucrarea rnarginilor pieselor pentru imbinari ce urrneaza a fi executate pe santier se face conform proiedului de execu]ie.
MarginiIe pieselor respective se lasa nevopsite in uzina (pina la montaj), pe ctte 100 mm de fiecare parte a rostului.
4.9.2. Giiurirea pieselor sau a subansamblurilor sudate care se imbina prin .nituire sau suruburi de inalta rezistenta, se eiectueaza conform STAS 3461-75, insa numai dupa terminarea lucrarilor de sudare.
Alezarea giiurilor se eiectueaza dupa rnontajul de proba conform STAS 3461-75.
4.9.3. Prelucrarea supraietelor in contact, in cazul lmbinarilor care se rea!izeazii cu suruburi de tnalta rezistenta, se executa conform STAS 9330-73.
4.10. Montarea de proba a suprastructurii podului.
Intreprinderea de uzinare trebuie sa efedueze mont area in spa]iu, de proba, a suprastructurii podului, conforrrrprevederilor proiectului de executie.
Prin tntelegere tntre proiectant ~i executant se poate renunta in anumite cazuri speciale, la executarea acestei montari in spatiu, cu conditia ca tntreprinderea de uzinare sa intocrneasca pentru executant , fi~e cu dimensiunile de tmbinare reale, pentru subansamblurile care urrneaza a
fj imbinate pe santier, prin sudura. .
Rezultatele masurarilor se inscriu in fise intocrnite in acest scop de catre proiectant,
4.11. Regull ~i metode de verificare a calitatlt,
4.11.1. Calitatea lucrarilor ce se executa in intreprinderea de uzinare trebu ie verificatii dupa fiecare faza de lucru (prelucrare, asamblare, sudare, montare), din punct de vedere al condijiilor impuse prin prevederile prezentului standard si prin procesul tehnologic,
4.11.2, Calitatea prelucrarii laminatelor se verifica din punet de vedere al: - marcarii sarjei ~i a pozi [iei,
- aspectului suprafetelor .rezultate prin taiere,
- dimensiunilor ~i formei pieselor,
- unghiului rosturilor de sudare,
4.11.3. Calitatea asamblarii pieselor in subansambluri se verificii din punct de vedere al:
, .
. ~
o i Ao ~4U/-/b
- 22-
- constituentii structurali si granulajia, numai pentru oteluri OL 52 ~i similare;
- corespondenta cu prevederile procesului tehnologic a numarului de straturi.
4.11.4.4 Prin verificarea corespondentei rezultatelor obtinute la efeduarea incercari lor cu valorile caraeteristicilor mecanice, prevazute in tabelul 3.
In cazul in care -rezultatele unora dintre incercarile efectuate nu corespund valorilor din tabel, acele incercari se repeta pe un numar dublu de epruvete.
Daca ~i in acest caz rezultatele sint necorespunzatoare, chiar la 0 singura epruveta, piesa se rebuteaza.
4.11.5 Calitatea pregatir i! tmbinarilor ~i a rnontarii in spatiu, de proba, se verifica din punct de vedere al:
- modului de alcatuire in ansarnblu a podului,
- dimensiunilor podului in ansamblu,
- oblicitati! podului, in cazul podurilor oblice,
- su prainal tari i lonjeroanelor , la podurile in curba,
- contrasagetii podului,
- pasuirii fetelor in contact ale pieselor care se tmbina pe santier prin nituire
sau cu suruburi de tnalta rez istcnta,
- aspectului formei ~i dimensiunilor rosturilor 1a piesele ce urrneaza a fi sudate pe santier,
- calitatii gaurirfi ~i alezar ii.
4.12. Recepjla suprastructurilor sudate de poduri in intreprinderile de uzinare.
4.12.1 Receptia suprastrueturilor sudate de pod uri in intreprinderile de uzinare se face de comisii stabilite de catre beneficiar.
4.12.2 La receptie, intreprinderea de uzinare trebuie sa prezinte comisiei, fie podu1 montat de proba conform pet 4.10, fie subansamblurile separate asezate in pozijie convenabila pentru examinare.
Zonele imbinarilor sudate se prezinta la recep [ie nevopsite,
4.12.3 Intreprlnderea de uzinare trebuie sa prezinte comisiei de recep]ie, docurnentajia aratata la pet. 4.12.3.1...4.12.3.10.
4.12.3.1 Proiectul de execu]le inclusiv eventualele rnodilicari aduse in timpu1 executiei cu acordul proieetantului.
4.12.3.2 Prescriptiile speciale sau caietul de sarcini special intocrnit conform pet. 2.1.4~ 4.12.3.3 Procesul tehnologic inclusiv eventualelcmodificari aduse in timpul executiei . 4.12.3.4 Schitele subansarnblurilor cuprinzind:
- numarul sarjelor laminatelor, din care s-au executat piesele,
- numerele poansoanelor sudorilor care au executat trnblnarile,
- numarul !Ii pozi tia cliseelor radiogralice.
4.12.3.5 Lista rnaterialelor fo1osite cu copii1e certificatelor de calitate si a buletinelor de analize ~i incercari.
4.12.3.6 Rezultatele controalelor radiografice ale cusaturrlor de sudura, insotite de buletine de control 9i cliseele respective.
4.12.3.7 Lista rezultatelor probelor ~i incercari lor mecanice efectuate in intreprinderea de uzinare asupra materialelor ~i irnbinari lor sudate.
4.12.3.8 Fisele de masurari dirnensionale pentru subansambluri1e care nu se monteaza de proba (in spatiu) in intrepr inderea de uzinare 9i care se imbina pe santier prin s;ware.
4.12.3.9 Lista sudorilor cuprinzind:
- nurnele sudorilor,
- numarul poansonului fiecarui sudor,
- numarul-autorizatiel Iiecarui sudor.
4.l2.3.10 Certificatul de receptie interna a podului.
4.12.4 Comisia de receptie trebuie sa constate in prealabil verificarii :
- stadiul in care se gasesc Iucrarile pentru prezentare la receptie ; daca podul este montat conform pet 4.12.2;
- existenja documcntajiei prevazuta la pet. 4.12.3.
4.12.5 Comisia de receptie trebuie sa verifice:
- in totalitate, elementele prevazute la pet.4.12.5.1...4.12.5.4;
- prin sondaj, elementele prevazute la pd. 4.12.5.5 ... 4.12.5.10.
- 23-
STAS 9407·75
4.12.5.1 Calitatea metalului de baza ~i a materialelor de adaos, pe baza certificatelor de calitate emise de catre furnizori.
4.12.5.2 Corespondents intre rezultatelc obtinute la efectuarea incercarilor si valorile caracteristicilor mecanice prevazute tn tabelul 3.
4.12.5.3 Calitatea cusaturilor sudate prin exarninarea buletinelor ~i cliseelor radiografice. 4.12.5.4 Corespondenta contrasagetii podului cu prevederile proiectului.
4.12.5.5 Aspectul, forma 9i dimensiunile cusaturiior sudate 9i existenta marcajului efectuat eu poansoancle sudorilor.
4.12.5.6 Dimensiunile subansamblurilor ~i ale ansamblurilor.
4.12.5.7 Incadrarea abaterilor la forma 9i dimensiuni in prevedcrile tabelului 22. 4.12.5.8 Pregatirea corecta a irnbinarilor care urrneaza a fi.executate pe santier. 4.12.5.9 Oblicitatea, in cazul podurilor oblice.
4.12.5.10 Suprainaltarea lonjeroanelor Ia podurile in curbs.
4.12.6 Dupa efectuarea ver iiicari lor, comisia de receptie intocmeste un p,foces verbal in care se vor inscrie :
- date referitoare la prevederile pd. 4.12.5., ~ defecte constatate si rnasuri de remediere,
- acceptarea, refuzul sau arninarea recepjiei cu termen de remediere a defectelor,
4.13 4.13.1
Lucrarl dupa efectuarea receptlei, Ii vrare , terrnene de garantle,
Podurile metalice se vopsesc dupa reccptie conform prevederilor STAS 3461-75. Vopsirea in interior a sectiunilor casetate, inchise errnetic, nu este necesara.
In vederea livrarii , podurile se cintaresc conform STAS 3461-75.
4.13.2
4.13.3 La livrarea podului, intrepr inderea de uzinare trebu ie sa transmita beneficiarului, urrnatoares docurnentatie :
- procesul verbal intocmit de comisia de receptie,
- docurnentatia prevazuta la pet. 4.12.3.4 .. .4. 12.3.10, cu exceptia cliseelor ra-
diografice.
4.13.4 Termene Ie de garanjie sint conform prevederilor STAS 3461-75.
4.14. Expediere
4.14.1 Expedierea podurilor se face conform prevederilor STAS 3461-75.
4.14.2 Locurile unde se prind lan turi lc sau cablurilc pentru manipulate, se rnarcheaza de intreprinderea de uzinare prin vopsire, dad aceasta se cere prin proiect.
4.14.3 Nu se adrnite prinderea prin sudare a unor piese auxiliare necesare pentru manipulare ~i transport, In afara celor specificate prin proiect.
5. REGULI PRIVIND MONTAJUL ~I RECEPTIA PE ~ANTIER
5.1. La montajul ~i recepjia pe santier se respects tn principal. regu lile de mai jos.
5.2. Descarcarea , manipularea 9i depozitarea subansamblurilor pe santier se face astfel incit sa se
evite suprasolicitari sal! deforrnari ale unor elemente cornponcnte.
5.3. Asamblarea :;;i montarea podului se executa de regula dupa tehnologia prevazuta prin proiect.
5.3.1. Montarea podurilor se face pe schele executate conform desenelor de executie.
Montarea se poate face 9i pe rampe, introducerea in cale realizindu-se cu mijloace mecanizate.
5.3.2. Grinzile cu zabrele trebuie sa rezeme numai la noduri, daca prin proiect nu este prevazut altfel.
5.3.3 Daca alezarea gaurilor nu s-a executat in intreprinderea de uzinare, aceasta se executa pe santier numai dupa asamblare cu dornuri :;;i suruburi 9i dupa asezarea in pozitie corecta a mtregului pod.
Pozi tia corecta :;;i dimensiunile podului se verifies in tirnpul montajului prin rnasurari repetate.
5.4. Imblnarile sudate se executa pe baza unei tehnologii de asamblare-sudare pe santier, intoc-
mita de ca he inginerii de specialitate ai intreprinderii de montaj.
STAS 9407-75
,24 -
5.5. Pentru executarea tmbinarilor sudate, trebue sa se ia masuri de protejarea pieselor ce se su-
deaza ~i a sudorilor tmpotriva vlntului, ploii, zapezii. ,
5.6. Nituirea lmbinari lor se executa conform STAS 3461-75.
5.7. Stringerea suruburi lor de inalta rezistenta se executa conform STAS 9330-73,
5.8. Verificarea calitatil executiei se eiectueaza pe faze de Iucru conform pet. 4.1 I.
Se verifies ~i modul de pregatire a suprafetelor In vederea vopsirii.
5.9. Dupa asamblare, mont are ~i executarea tuturor irnbinarilor , podurile se vopsesc conform
prescriptiilor tehnice in vigoare.
5.10 Receptia=suprastructurflor de poduri metalice sudate pe santier
5.10.1 Receptia suprastructurilor de poduri metalice- sudate, se face de catre comisii stabilite de
catre beneficiar. .
5.10.2 Receptia se face pe faze de executie, pe tronsoane sau pe intregul pod. 5.10.3 La receptie zoneIe lmbinarilor executate pe santier se prezinta nevopsite. 5.10.4 La recepjie se prezinta urrnatoarea documentatie :
• - planurile de executie,
- tehnologia de asamblare-montare,
- tehnologia de asamblare-sudare,
- documentele prevazute Ia pet .4.12.3.4 .. .4.12.3. 10,
- buletinele de control radiografic si cliseele respective,
- certificatele de calitate ale rnaterialului de adaos,
- rezultatele incercarilor efectuate pe santier,
- schitele imbinari lor executate pe santier cuprinzind numereIe poansoanelor
sudorilor, .
- lista cu schite de pozi tionare a remedierilor executate pe santier,
- lista cotelor si dimensiunilor verificate inclusiv abaterile constatate,
- schita cuprinzind contrasageata -efectiva a podului.
5.10.5 Comisia de receptie trebuie sa constate prealabil verificarii :
- stadiul in care se gasesc Iucrarile pentru prezentare la recepjie ; daca poduI este montat conform pct.5.10.2;
- existenta docurnentajiei prevazute la pet. 5.10.4.
5.10.6 Comisia de receptie trebuie sa verifice:
- in totalitate, elementele prevazute la pet 5.10.6.1...5.10.6.4;
- prin sondaj, elernentele prevazute la pct.5.10.6.5 ... 5.10;6.9.
5.10.6.1 Calitatea irnbinarilor sudate executate pe santier prin analizarea buletinelor de control radiografice ~i a cliseelor respective. ,
5.10.6.2 Calitatea materialelor de adaos.
5.10.6.3 Corespondenta intre rezultateIe obtinute Ia efeduarea incercarilor ~i valorile caracteristiciIor mecanice prevazute in tabeluI 3.
5.10.6.4 Corespondenta contrasagetii efedive a podului cu prevederile proiectuiui. 5.10.6.5 Dimensiunile generale ale podului.
5.10.6.6 Incadrarea abaterilor in abaterile admisibile prevazute in tabelul 22.
5.10.6.7 Aspectul, forma ~i dimensiunile cusaturi lor sudate executate pe santier ~i existents marcajului efectuat cu poansoanele sudorilor, linga aceste cusaturi.
5.10.6.8 Calitatea imbinarilor nituite.
5.10.6.9 Calitatea lmbinarilor cu suruburi de tnalta rezistenta pretensionate. 5.10.6.10 Calitatea vopsirii.
5.10.7 Dupa efeduarea verificarilor , comisia de receptie , intocmeste un proces verbal in care se inscriu aceleasi elemente ca ~i Ia pct.4.12.6.
5.10.8. Documentele receptiei se pastreaza la beneficiarul lucrarii ,
Elaborat de: MI nlsterul Transporturilor §i Teleeemunt-
call1Ior ,'"
Institutul de studiit ~i cercetart transporturl Besponsahilul proiectului: ing. Doraliu Sli.liigeanu Redactat final: Instltutul Romiln de Slandardizare Servlciul constructrt ~i materiale de constructtl
Ing. eameUa Slveseu
, Colalloratorl:
- Instrtutul- de Constructf i Bucurestf , Colectivul catedre i de poduri condus de Profesor ing. Andrei Caracostea
- Institutul Politehnic 'I'Imisoar a
- InstitntuI de cercetar i metalurgice
- Centrul de sudura ~i tncercarl la oboseala Timl~oara
- D'irect ia tehnicil. ~i de dezvoltare din MTTc
- Dfrectfa generala linii ~i lnstalatli din MTTc
- Institutul de profectarf ciii ferate
- Institutul de protectart transporturl auto, navale
~i aeriene
- Trustul de constructrt caf ferate
_ Trustul de constrnctf l drumurl, poduri, porturl ~i aeroporturi'
Intreprinderea de poduri metallee §t prefabricate din
• befon Pite~ti', ' .,.. '
, '
S-ar putea să vă placă și
- C 172 - 74 or PT Prindere & Montaj Table MetaliceDocument35 paginiC 172 - 74 or PT Prindere & Montaj Table MetaliceMaDGeoÎncă nu există evaluări
- Subiecte CF Partial IiDocument29 paginiSubiecte CF Partial IiAnca BalanÎncă nu există evaluări
- SR 599 (INLOCUITr-599) - Lucrari-De-Drumuri-Tratamente-Bituminoase-Conditii-De-CalitateDocument43 paginiSR 599 (INLOCUITr-599) - Lucrari-De-Drumuri-Tratamente-Bituminoase-Conditii-De-CalitateCiprian CipriÎncă nu există evaluări
- Indicativ ST 009-05 - SPECIFICAŢIE TEHNICĂ PRIVIND PRODUSE DIN OŢEL UTILIZATE CA ARMĂTURI: CERINŢE ŞI CRITERII DE PERFORMANŢĂDocument44 paginiIndicativ ST 009-05 - SPECIFICAŢIE TEHNICĂ PRIVIND PRODUSE DIN OŢEL UTILIZATE CA ARMĂTURI: CERINŢE ŞI CRITERII DE PERFORMANŢĂSorinÎncă nu există evaluări
- St. 009-05 Specificaţie Tehnică Privind Produse Din Oţel Utilizate Ca ArmăturiDocument44 paginiSt. 009-05 Specificaţie Tehnică Privind Produse Din Oţel Utilizate Ca ArmăturiIrina OprescuÎncă nu există evaluări
- 4 Proiectarea Liniilor de Contact +ƒi A Echipamentului Deschiderii PDFDocument85 pagini4 Proiectarea Liniilor de Contact +ƒi A Echipamentului Deschiderii PDFCoty62Încă nu există evaluări
- Clasificarea Si Simbolizarea Materialelor Metalice Si Nemetalice 2Document21 paginiClasificarea Si Simbolizarea Materialelor Metalice Si Nemetalice 2AnamariaMuscruÎncă nu există evaluări
- Ordinul MDRT 1496-2011 PDFDocument27 paginiOrdinul MDRT 1496-2011 PDFflorin_haiduÎncă nu există evaluări
- BC 05-98Document49 paginiBC 05-98Alex CătănescuÎncă nu există evaluări
- SR en 15258Document32 paginiSR en 15258Big Dady PufÎncă nu există evaluări
- ST 009-05 Armaturi Din OtelDocument37 paginiST 009-05 Armaturi Din OtelDanut StanciuÎncă nu există evaluări
- SR en 1433 2003 Canale de Evacuare A Apelor Uzate PDFDocument62 paginiSR en 1433 2003 Canale de Evacuare A Apelor Uzate PDFDragos PetrescuÎncă nu există evaluări
- AND 553 - Normativ Privind Execuţia Îmbrăcăminţilor BituminoaseDocument17 paginiAND 553 - Normativ Privind Execuţia Îmbrăcăminţilor BituminoaseovidiuchirvaseÎncă nu există evaluări
- Verificarea Calitatii Constructiilor de B.A.Document166 paginiVerificarea Calitatii Constructiilor de B.A.Croitoru GheorgheÎncă nu există evaluări
- Proiect Masini de Constructii IIDocument14 paginiProiect Masini de Constructii IIdri1976100% (1)
- Breviar de CalculDocument3 paginiBreviar de CalculIon CosteaÎncă nu există evaluări
- Despre Boltarii Din Beton Si Folosirea Lor CorectaDocument5 paginiDespre Boltarii Din Beton Si Folosirea Lor Corectaraluca''Încă nu există evaluări
- Caiete de Sarcini BCR 4,0Document56 paginiCaiete de Sarcini BCR 4,0Marius MohanuÎncă nu există evaluări
- MP 038-04Document42 paginiMP 038-04doru_enciuÎncă nu există evaluări
- PT - CR7 - 3 - 2003-Proceduri de SudareDocument24 paginiPT - CR7 - 3 - 2003-Proceduri de Sudarestoianovici_dragos75Încă nu există evaluări
- Caiet de Sarcini BetoaneDocument57 paginiCaiet de Sarcini BetoaneMih AiÎncă nu există evaluări
- Controlul Proceselor de Executie La Podurile Din Beton Armat PDFDocument156 paginiControlul Proceselor de Executie La Podurile Din Beton Armat PDFAlexandru Petru AileneiÎncă nu există evaluări
- Sudura ArmaturiDocument5 paginiSudura ArmaturiTenchiu AndreeaÎncă nu există evaluări
- W2#Document21 paginiW2#Osman Mihaita100% (1)
- Lista STAS RevDocument21 paginiLista STAS RevcazilauÎncă nu există evaluări
- 039.01.2016-07-31-Sudare TopireDocument5 pagini039.01.2016-07-31-Sudare TopiremagdalenaÎncă nu există evaluări
- C150 99 Normativ Privind Calitatea Imbinarilor Sudate Din Otel Ale Constructiilor Civile Ale Si AgricoleDocument61 paginiC150 99 Normativ Privind Calitatea Imbinarilor Sudate Din Otel Ale Constructiilor Civile Ale Si Agricolemthpcluj9126Încă nu există evaluări
- Ne 012-1-2007Document5 paginiNe 012-1-2007Sandu GenovevaÎncă nu există evaluări
- StasDocument28 paginiStasAna Maria Dobre100% (1)
- Normativ I9-1-96Document82 paginiNormativ I9-1-96Radu MadalinaÎncă nu există evaluări
- Instrucţiuni Tehnice Privind Stabilirea Şi Verificarea Clasei de Calitate A Îmbinărilor La Conducte TehnologiceDocument39 paginiInstrucţiuni Tehnice Privind Stabilirea Şi Verificarea Clasei de Calitate A Îmbinărilor La Conducte TehnologiceAlexe Florea100% (1)
- Principii Tehnologice de Execţie A Straturilor Asfaltice În Metoda La Cald Âi ReceDocument13 paginiPrincipii Tehnologice de Execţie A Straturilor Asfaltice În Metoda La Cald Âi ReceAlecs AlecsxÎncă nu există evaluări
- Catalog Stalpi Tubulari M.T. SimplificatDocument27 paginiCatalog Stalpi Tubulari M.T. SimplificatCamelia NituleasaÎncă nu există evaluări
- CS Lucrari - GabioaneDocument7 paginiCS Lucrari - GabioaneGabriel AntonescuÎncă nu există evaluări
- Normative Constructii Si Instalatii ElectriceDocument81 paginiNormative Constructii Si Instalatii ElectriceComaniciu MarinelaÎncă nu există evaluări
- Declaratie Conformitate Camine Vizitare Diametru 800Document4 paginiDeclaratie Conformitate Camine Vizitare Diametru 800Adi AdyÎncă nu există evaluări
- Sectiunea 2 - Sala Sport 102 Lemn - Fara Retea Oraseneasca de CanalizareDocument25 paginiSectiunea 2 - Sala Sport 102 Lemn - Fara Retea Oraseneasca de CanalizareGeorge Ostafie100% (1)
- Caiet de Sarcini Lucrari de Poduri - Rev.01 - UpdatedDocument161 paginiCaiet de Sarcini Lucrari de Poduri - Rev.01 - UpdatedCristi BorbeliÎncă nu există evaluări
- Standardele Romane Pentru Produsele Din ConstructiiDocument41 paginiStandardele Romane Pentru Produsele Din ConstructiiNASTASA ELENAÎncă nu există evaluări
- CD 138 02Document12 paginiCD 138 02Titu NicuÎncă nu există evaluări
- Caiet de Sarcini Rezistenta Metal Slanic MoldovaDocument21 paginiCaiet de Sarcini Rezistenta Metal Slanic MoldovaPaul Axinia100% (1)
- VI Constructii MetaliceDocument17 paginiVI Constructii Metalicetoth_danielÎncă nu există evaluări
- Pte 24 Confectii MetaliceDocument17 paginiPte 24 Confectii Metalicem13marian8719100% (2)
- 07 CAIET DE SARCINI ScariDocument6 pagini07 CAIET DE SARCINI ScariAdrian StanciuÎncă nu există evaluări
- Caiet de Sarcini - Structura MetalicaDocument8 paginiCaiet de Sarcini - Structura MetalicaPopovici MihaelaÎncă nu există evaluări
- Caiet Sarcini Structura MetalicaDocument5 paginiCaiet Sarcini Structura MetalicaOvdiuiÎncă nu există evaluări
- Caiet de Sarcini Constructii MetaliceDocument8 paginiCaiet de Sarcini Constructii MetalicecopacelulÎncă nu există evaluări
- Caiet de Sarcini Structuri MetaliceDocument25 paginiCaiet de Sarcini Structuri MetaliceDinuOctavian100% (1)
- C 150 Din 84 CALITATEA ÎMBINARILOR SUDATE DIN OTEL ALE CONSTRUCTIILOR CIVILEDocument59 paginiC 150 Din 84 CALITATEA ÎMBINARILOR SUDATE DIN OTEL ALE CONSTRUCTIILOR CIVILEION50% (2)
- Fasonare Si Montaj Armaturi Din OtelDocument3 paginiFasonare Si Montaj Armaturi Din OtelVladBogdanÎncă nu există evaluări
- Caiet de Sarcini - Structura MetalicaDocument20 paginiCaiet de Sarcini - Structura MetalicaJeney CristinaÎncă nu există evaluări
- Structuri MetaliceDocument26 paginiStructuri MetaliceFulop DanielaÎncă nu există evaluări
- Caiet de Sarcini SubzidireDocument6 paginiCaiet de Sarcini SubzidireSárközi Pál-Zoltán100% (1)
- Caiet de Sarcini Structura LuminatoareDocument34 paginiCaiet de Sarcini Structura LuminatoareDumitraciuc MarcelÎncă nu există evaluări
- Caiet de Sarcini RezistentaDocument8 paginiCaiet de Sarcini RezistentaBarby ForisÎncă nu există evaluări
- Caiet Sarcini MetalDocument9 paginiCaiet Sarcini MetalAnna BarthaÎncă nu există evaluări
- Caiete 17.11Document75 paginiCaiete 17.11Adrian StanciuÎncă nu există evaluări
- H.caiet Sarcini Beton PDFDocument47 paginiH.caiet Sarcini Beton PDFsimo psrÎncă nu există evaluări
- Anexa 24Document4 paginiAnexa 24Andrei-Dan MuresanÎncă nu există evaluări
- Caiet de Sarcini - PodDocument17 paginiCaiet de Sarcini - PodVero Veronica100% (1)
- BADPS25 CsDocument16 paginiBADPS25 CsGhebac AlinÎncă nu există evaluări
- Comportamentul Consumatorului de Produse Si Servicii Bancare de Retail in Romania - 2010Document56 paginiComportamentul Consumatorului de Produse Si Servicii Bancare de Retail in Romania - 2010Ghebac Alin100% (1)
- DevizDocument29 paginiDevizGhebac AlinÎncă nu există evaluări
- IZODocument150 paginiIZOGhebac AlinÎncă nu există evaluări
- HG 28 - 09.01.2008 Continut Cadru Documentatii + Deviz GeneralDocument18 paginiHG 28 - 09.01.2008 Continut Cadru Documentatii + Deviz Generalgelu05Încă nu există evaluări
- K.caiet de Sarcini OtelDocument36 paginiK.caiet de Sarcini OteltyutyuÎncă nu există evaluări
- Baza de Date Si AlgoritmiDocument218 paginiBaza de Date Si AlgoritmiGhebac AlinÎncă nu există evaluări
- Instructia 522 Din 2006Document26 paginiInstructia 522 Din 2006Gheorghita BoacaÎncă nu există evaluări
- AlcooluldDocument2 paginiAlcooluldGhebac AlinÎncă nu există evaluări
- SR 1848-4Document44 paginiSR 1848-4Ghebac AlinÎncă nu există evaluări
- Psiho 7 EwrDocument5 paginiPsiho 7 EwrGhebac AlinÎncă nu există evaluări
- DevizDocument29 paginiDevizGhebac AlinÎncă nu există evaluări
- NE 001-96 Proiectarea Si Executia Cladirilor Pe Pamanturi Cu Umflaturi Si Contractii MariDocument28 paginiNE 001-96 Proiectarea Si Executia Cladirilor Pe Pamanturi Cu Umflaturi Si Contractii MariMonica FuzfaÎncă nu există evaluări
- Calcul Hidraulic Poduri Si PodeteDocument64 paginiCalcul Hidraulic Poduri Si PodeteGhebac AlinÎncă nu există evaluări
- Grinzi Cu Corzi AderenteDocument31 paginiGrinzi Cu Corzi AderenteGhebac AlinÎncă nu există evaluări
- SR en 1536 Normativ - PilotiDocument57 paginiSR en 1536 Normativ - PilotiTiberiu BreazuÎncă nu există evaluări
- Fasii Cu Goluri CatalogDocument25 paginiFasii Cu Goluri CatalogGhebac Alin100% (3)
- AxisVM 10 ManualDocument334 paginiAxisVM 10 ManualChioveanu GeorgeÎncă nu există evaluări
- SR en 1536 Normativ - PilotiDocument57 paginiSR en 1536 Normativ - PilotiTiberiu BreazuÎncă nu există evaluări
- Day.1 1515 N. Botu Earth Work Con Solid atDocument28 paginiDay.1 1515 N. Botu Earth Work Con Solid atGhebac AlinÎncă nu există evaluări