S-ar putea să vă placă și
- Fluajul MaterialelorDocument12 paginiFluajul MaterialelorGabriel AlinÎncă nu există evaluări
- Determinarea Vâscozităţii Dinamice A Lichidelor Cu Vâscozimetrul HopplerDocument4 paginiDeterminarea Vâscozităţii Dinamice A Lichidelor Cu Vâscozimetrul HopplerCorina StanculescuÎncă nu există evaluări
- 1.b.oscilații Mecanice Și Oscilații Electromagnetice - TeorieDocument6 pagini1.b.oscilații Mecanice Și Oscilații Electromagnetice - TeorieAmelia TeodorescuÎncă nu există evaluări
- L.1. Masurarea Tensiunii Inalte Cu Eclatorul SfericDocument3 paginiL.1. Masurarea Tensiunii Inalte Cu Eclatorul SfericcbeiuÎncă nu există evaluări
- Lucrarea A20 Verificarea Stabilităţii Dielectrice A Aparatelor de Comutaţie de Înaltă TensiuneDocument16 paginiLucrarea A20 Verificarea Stabilităţii Dielectrice A Aparatelor de Comutaţie de Înaltă TensiunenumaionelÎncă nu există evaluări
- Tehnium Aug 89Document24 paginiTehnium Aug 89faneiÎncă nu există evaluări
- Circuite BasculanteDocument20 paginiCircuite BasculanteDragos Nojea100% (1)
- Cap 1.rezDocument43 paginiCap 1.rezAdelina VeleaÎncă nu există evaluări
- Determinarea Viscozității Lichidelor Prin Metoda Corpului RotitorDocument12 paginiDeterminarea Viscozității Lichidelor Prin Metoda Corpului Rotitorpaulsteaua4968Încă nu există evaluări
- L2 LTspiceDocument22 paginiL2 LTspiceBufnita 69Încă nu există evaluări
- RECUPERARE Curs GazodinamicaDocument14 paginiRECUPERARE Curs GazodinamicaAndrei IonescuÎncă nu există evaluări
- A20Document16 paginiA20Neacsu Florin-MariusÎncă nu există evaluări
- InvertoareDocument30 paginiInvertoareCornel Cernei100% (1)
- Calcul TermicDocument28 paginiCalcul TermicVadim RusnacÎncă nu există evaluări
- Instalatii de Frig Si ClimatizareDocument71 paginiInstalatii de Frig Si ClimatizareLaurentiu RosuÎncă nu există evaluări
- Vasco Zi Metru L PDFDocument6 paginiVasco Zi Metru L PDFcocoÎncă nu există evaluări
- Circuite RC În Regim Tranzitoriu (Curs 7)Document42 paginiCircuite RC În Regim Tranzitoriu (Curs 7)Adriana StoicaÎncă nu există evaluări
- Incercarea de Lunga Durata A MaterialelorDocument4 paginiIncercarea de Lunga Durata A Materialelorandreinicusor1958-1Încă nu există evaluări
- ESN CURS 14 CorectatDocument30 paginiESN CURS 14 CorectatLaurentiu RoadevinÎncă nu există evaluări
- TESTE EVALUARE PDE - ExercitiiDocument18 paginiTESTE EVALUARE PDE - ExercitiiMaya YoanaaÎncă nu există evaluări
- Cap 11 - EdometruDocument7 paginiCap 11 - EdometruDeea CreatzaÎncă nu există evaluări
- Tensometria Electrica Rezistiva. PrincipiiDocument4 paginiTensometria Electrica Rezistiva. PrincipiiCristina CorneaÎncă nu există evaluări
- Bazele Electrotehnicii - Regimul TranzitoriuDocument9 paginiBazele Electrotehnicii - Regimul TranzitoriuCatalina-Alexandra NiculaeÎncă nu există evaluări
- Studiul Vibrațiilor Libere Ale Sistemelor Cu Un Grad de LibertateDocument4 paginiStudiul Vibrațiilor Libere Ale Sistemelor Cu Un Grad de LibertateSabin AdrianÎncă nu există evaluări
- Fluajul. Oţeluri Slab Aliate Rezistente La FluajDocument8 paginiFluajul. Oţeluri Slab Aliate Rezistente La FluajAlexandraÎncă nu există evaluări
- Comportarea În Timp A Circuitelor RC PDFDocument10 paginiComportarea În Timp A Circuitelor RC PDFIancu ToniÎncă nu există evaluări
- Subiecte 2017Document5 paginiSubiecte 2017ranca mariusÎncă nu există evaluări
- Masurarea Tensiunilor Mecanice ReferatDocument8 paginiMasurarea Tensiunilor Mecanice Referatrocky_shadow1989Încă nu există evaluări
- 6082 - Verificarea Protectiilor Prin Relee Protectii de DistantaDocument21 pagini6082 - Verificarea Protectiilor Prin Relee Protectii de DistantaRelu Ilie100% (4)
- Inc DRDocument4 paginiInc DRAspect97Încă nu există evaluări
- Sinteze 10 ElectrocineticaDocument86 paginiSinteze 10 ElectrocineticaSimina ElenaÎncă nu există evaluări
- Modul 5b - Piloni MetaliciDocument35 paginiModul 5b - Piloni MetaliciAndrey189Încă nu există evaluări
- Studiul Oscilatiilor Fortate L1Document10 paginiStudiul Oscilatiilor Fortate L1Suingiu LucianÎncă nu există evaluări
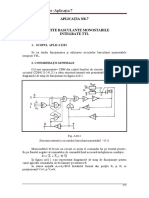
- Circuite Integrate - Aplicaţia 7Document5 paginiCircuite Integrate - Aplicaţia 7Florentina Lăculiceanu SirbulescuÎncă nu există evaluări
- L6-ST ComutatieDocument9 paginiL6-ST ComutatieM_ValentinÎncă nu există evaluări
- MFMH ITT IM c05 Cu AplicatiiDocument47 paginiMFMH ITT IM c05 Cu AplicatiiNicoletaÎncă nu există evaluări
- Rezistenta Materialelor - Solicitari VariabileDocument15 paginiRezistenta Materialelor - Solicitari VariabileGmd28Încă nu există evaluări
- 1-2 - Rezistente HidrauliceDocument37 pagini1-2 - Rezistente HidrauliceAlexandru SîrghiÎncă nu există evaluări
- Capitol Ul 4Document25 paginiCapitol Ul 4Cosmin LupuÎncă nu există evaluări
- Curs InvertoareDocument30 paginiCurs InvertoareIonuţ GrigoreÎncă nu există evaluări
- Capitolul 16.solicitări Variabile PeriodiceDocument32 paginiCapitolul 16.solicitări Variabile PeriodiceAttilaÎncă nu există evaluări
- Circuit Electronic Astabil Cu Tranzistoare BipolareDocument13 paginiCircuit Electronic Astabil Cu Tranzistoare Bipolaregiani20cmÎncă nu există evaluări
- L12 LTspiceDocument12 paginiL12 LTspiceBufnita 69Încă nu există evaluări
- Grupa 02Document19 paginiGrupa 02Agache GigelÎncă nu există evaluări
- 6 - CS - Curs 6 - Convertorul C.c.-C.c. Cu Izolare GalvanicaDocument8 pagini6 - CS - Curs 6 - Convertorul C.c.-C.c. Cu Izolare GalvanicaskaiÎncă nu există evaluări
- Incercari MecaniceDocument6 paginiIncercari MecaniceFoto-video R.A.I.Încă nu există evaluări
- Referat CiemDocument21 paginiReferat CiemFoto-video R.A.I.Încă nu există evaluări
- 03 - Proprietatile Si Incercarile Materialelor Metalice (Facultativ)Document8 pagini03 - Proprietatile Si Incercarile Materialelor Metalice (Facultativ)RaduFlorinIonuţÎncă nu există evaluări
- Prezentare IntindereDocument18 paginiPrezentare IntindereMihaela SolomonÎncă nu există evaluări
- Directiva IntermediaraDocument30 paginiDirectiva IntermediaraFoto-video R.A.I.Încă nu există evaluări
- Directiva in VigoareDocument26 paginiDirectiva in VigoareFoto-video R.A.I.Încă nu există evaluări
- Dir 1992 75 CE RODocument4 paginiDir 1992 75 CE ROFoto-video R.A.I.Încă nu există evaluări
- Ecoproietare ANRE Tran Si Vent 1Document25 paginiEcoproietare ANRE Tran Si Vent 1Foto-video R.A.I.Încă nu există evaluări
- Dir 1992 75 CE RODocument4 paginiDir 1992 75 CE ROFoto-video R.A.I.Încă nu există evaluări
- Directiva Initiala de ZgomotDocument4 paginiDirectiva Initiala de ZgomotFoto-video R.A.I.Încă nu există evaluări
- Directiva 86.594.CEEDocument11 paginiDirectiva 86.594.CEEFoto-video R.A.I.Încă nu există evaluări