Documente Academic
Documente Profesional
Documente Cultură
TUF I BBC
Încărcat de
veselieTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
TUF I BBC
Încărcat de
veselieDrepturi de autor:
Formate disponibile
Tehnologii i utilaje n filaturi
Prof. univ. dr. ing. Demetra Lcrmioara Bordeianu
TEFNOLOGII I UTILAJE N FILATURI
Vol I
FILATURA DE BUMBAC
Ediia a II-a
Demetra Lcrmioara Bordeianu
Tehnologii i utilaje n filaturi
CUPRINS
Consideraii generale Capitolul I Fluxuri tehnologice utilizate n filaturile tip bumbac I.1. Fluxuri tehnologice de obinere a firelor cardate..............
Fluxuri tehnologice de obinere a firelor cardate pe maini de filat cu inele................................... I.1.2. Fluxuri tehnologice de obinere a firelor cardate pe maini de filat OE cu rotor............................. Fluxuri tehnologice de obinere a firelor pieptnate........... Fluxuri tehnologice de obinere a firelor de vigonie........... I.1.1.
7 9
10 10 13 16 19 23 24 26 27 29 29 30 33 34 36 38 40 41 42 44
I.2. I.3.
Capitolul II Procesul tehnologic de amestecare-destrmare-curire
II.1. II.2. Amestecarea materialului fibros.......................................... Destrmarea materialului fibros.......................................... II.2.1. Destrmarea prin smulgere................................. II.2.2. Destrmarea prin batere...................................... II.2.2.1 Destrmarea prin batere n stare liber.... II.2.2.2 Destrmarea prin batere n stare inut..... II.2.3. Destrmarea prin lovire de suprafee fixe........... Curarea materialului fibros.......................................... Agregatul de amestecare-destrmare-curare.................... II.4.1. Desfctorul de baloturi...................................... II.4.2. Curitorul n trepte.............................................. II.4.3. Destrmtorul orizontal...................................... II.4.4. Curitorul aerodinamic....................................... II.4.5. Maina bttoare..................................................
II.3. II.4.
Demetra Lcrmioara Bordeianu
II.5.
Modernizri ale agregatelor de amestecare-destrmarecurare II.5.1 Instalaii de alimentare a agregatelor...................
45 47
II.5.1.1. Desfctoare de baloturi cu alimentare manual a materialului fibros...............
II.5.2 II.5.3 II.5.4 II.5.5 II.5.1.2. Desfctoare automate de baloturi...... Maini pentru destrmarea i curarea preliminar.... II.5.2.1. Curitoare n trepte............................... II.5.2.2. Curitoare axiale................................... Maini pentru destrmarea i curarea intensiv........ Maini automate pentru amestecare........................... Maini automate de alimentare a cardelor..................
48
56 70 71 74 78 81 86
Capitolul III Cardarea
III.1. III.2. III.3. III.4. III.5. Consideraii generale........................................................... Destrmarea materialului fibros n zona de precardare....... Destrmarea materialului fibros n zona tambur - lineale.... Aciunea organelor de lucru n zona cilindrului perietor..... Dispozitive de autoreglare a fineii benzii de card............ III.5.1. Reglarea fineii benzii pe poriuni lungi............. III.5.1. Reglarea fineii benzii pe poriuni medii............. III.5.1. Reglarea fineii benzii pe poriuni. scurte.............
89 89 91 99 105 107 108 110 111
Capitolul IV Dublarea i laminarea benzilor
IV.1. IV.2. IV.3. IV.4. IV.5. IV.6. Consideraii generale........................................................... Mecanismul de laminare...................................................... Indicii laminrii.................................................................... Micarea fibrelor n cmpul de laminare............................. Laminorul pentru bumbac.................................................. Modernizri n domeniul construciei de laminoare.......... IV.6.1. Tipuri de trenuri de laminat................................. IV.6.2. Sisteme de autoreglare a fineii benzii................ IV.6.3. Transportul automat al cnilor.............................
113 113 114 116 120 122 127 127 129 139
Tehnologii i utilaje n filaturi
V.1. V.2. V.3. V.4.
Capitolul V Pieptnarea bumbacului Consideraii generale.............................................................. Pregtirea pentru pieptnare................................................... Pieptnarea.............................................................................. Progrese n construcia mainilor de pieptnat....................... Capitolul VI Obinerea semitortului Rolul i importana operaiei de prefilare............................... Mecanismul de laminare......................................................... Mecanismul de torsionare....................................................... Mecanismul de nfurare....................................................... Progrese n construcia flaierelor.............................................
141 141 144 147 153 157 157 159 162 164 168 175 175 177 178 179 182 187 190 191 195 199 206 209 215 221
VI.1. VI.2. VI.3. VI.4. VI.5.
Capitolul VII Filarea VII.1. Consideraii generale.............................................................. VII.2. Filarea clasic.......................................................................... VII.2.1. Dispozitivul de alimentare...................................... VII.2.2. Mecanismul de laminare......................................... VII.2.3. Mecanismul de torsionare....................................... VII.2.4. Mecanismul de nfurare....................................... VII.2.5. Mecanisme auxiliare............................................... VII.2.6. Progrese n construcia mainilor de filat cu inele.......................................................................... VII.2.7. Maini de filat cu inele cu alimentare din band VII.2.8. Filarea firelor cu miez pe maini de filat cu inele.......................................................................... VII.3. Filarea cu rotor.......................................................................... VII.3.1. Mecanismele mainii de filat cu rotor...................... VII.3.2. Realizri i perspective privind filarea OE cu rotor......................................................................... Bibliografie
Demetra Lcrmioara Bordeianu
Tehnologii i utilaje n filaturi
CONSIDERAII GENERALE
Materiile prime folosite n industria textil sunt fibrele scurte i firele filamentare naturale sau chimice. Pentru a realiza produse finite articole de mbrcminte, decorative, tehnice, etc materiile prime sunt supuse prelucrrii ntr-o succesiune de procese tehnologice n urma crora rezult produse care constituie produse finite pentru un anumit proces tehnologic i n acelai timp materii prime pentru procesele tehnologice urmtoare.
Fibre
Tehnologii de obinere a firelor
Tehnologii de obinere a materialelor neconvenionale
Tehnologii de esere
Tehnologii de tricotare
Tehnologii de obinere a aei de cusut
Tehnologii de finisare chimic
Tehnologii de confecionare a mbrcmintei Succesiunea de procese tehnologice necesare realizrii articolelor de mbrcminte
Demetra Lcrmioara Bordeianu
Firul este un corp solid, flexibil, aproximativ cilindric, ce se obine prin transformarea unei niruiri de fibre ndreptate, paralelizate i orientate pe direcia longitudinal a acesteia. Materia prim sosete n filaturi sub form de baloturi, n care fibrele se prezint sub form de aglomerri, ghemotoace i cu un coninut nsemnat de impuriti n cazul fibrelor naturale. Pentru a obine fir dintr-o asemenea materie prim este necesar un lung proces de transformri fizico-mecanice, de form i de poziie, ce se realizeaz prin prelucrarea acesteia ntr-o succesiune de faze tehnologice. Principiul de obinere a firelor pe utilajele dintr-o filatur se bazeaz pe subierea (laminarea) treptat a materialului fibros pn la fineea dorit a produsului final i torsiunea acestuia pentru a conferi firului rezistena necesar, n funcie de destinaia lui. Uniformitatea firelor este asigurat prin dublaje ce se efectueaz n diverse puncte ale procesului tehnologic. Succesiunea de faze tehnologice (maini), prin care materia prim i modific coninutul i poziia relativ a fibrelor transformndu-le n fir, formeaz fluxul tehnologic de obinere a firului. Pe mainile unui flux tehnologic pentru obinerea firelor se realizeaz urmtoarele operaii: curare; destrmare; amestecare; cardare; laminare; pieptnare; torsionare; nfurare; O operaie poate fi realizat pe o singur main (de exemplu, pieptnarea se realizeaz numai pe maina de pieptnat) sau pe mai multe maini (de exemplu, torsionarea se realizeaz pe flaier i pe maina de filat cu inele).
Tehnologii i utilaje n filaturi
CAPITOLUL I FLUXURI TEHNOLOGICE UTILIZATE N FILATURILE TIP BUMBAC
Firele tip bumbac, funcie de destinaia lor i de materia prim din care se prelucreaz, pot fi obinute dup trei sisteme de filare: sistemul de filare al firelor cardate sistem ce permite realizarea unor fire n gama de finee Nm 10-100 pentru fire clasice, folosind maini de filat cu inele, i Nm 10-60 pentru fire neconvenionale, realizate pe maini de filat neconvenionale; sistemul de filare al firelor pieptnate sistem ce permite realizarea firelor n gama de finee Nm 70-200 i care utilizeaz pentru filarea final maina de filat cu inele; cercetri de dat recent semnaleaz posibilitatea obinerii firelor OE pieptnate n gama de finee Nm 50-100, fire ale cror caracteristici fizico-mecanice i de aspect sunt superioare firelor OE realizate pe sistem cardat; sistemul de filare al firelor tip vigonie sistem ce permite realizarea firelor n gama de finee Nm 1-16 cu fibre recuperate din materiale textile refolosibile, utiliznd maini de filat cu inele sau maini de filat neconvenionale. Pe aceste sisteme se pot prelucra att amestecuri omogene (100% bumbac, 100% PES, etc.), ct i amestecuri eterogene (binare, ternare, etc.), amestecuri realizate pe baza unor reete de amestec ce includ componentele fibroase i cotele de participare ale acestora.
10
Demetra Lcrmioara Bordeianu
I.1. FLUXURI TEHNOLOGICE DE OBINERE A FIRELOR CARDATE I.1. 1. Fluxuri tehnologice de obinere a firelor cardate cu maini de filat cu inele
n figura I.1 este prezentat schematic un flux tehnologic de obinere a firelor cardate cu operaiile care se execut pe fiecare faz, semifabricatul care rezult i formatul de depozitare a semifabricatului, flux frecvent ntlnit n filaturile din ara noastr. n funcie de fineea firelor, de calitatea ce trebuie obinut i mai ales de utilajul folosit, procesul tehnologic poate fi mai scurt sau mai lung. Scurtarea procesului de filare, fr nrutirea calitii firelor, nseamn reducerea costurilor de fabricaie, reducerea consumului de materii prime i n final reducerea preului firelor. Perfecionrile i modernizrile aduse utilajelor n ultima perioad (prin mecanizarea i automatizarea diferitelor operaii, prin agregarea diferitelor utilaje) permit utilizarea unor procese tehnologice de obinere a firelor mult prescurtate (figura I.2). Primele ncercri de filare direct din band s-au realizat prin echiparea mainilor de filat cu inele cu un tren de laminat costisitor tip 8/8 (sistem NASROFIL i PFENNISBERG) i a permis obinerea unor fire groase (Nm<20) i cu o neuniformitate mare, datorat imposibilitii evitrii laminajelor false. Sistemul a fost reintrodus de firma Sussen prin maina de filat Fiomax RC1000 (iniialele RC indic procedeul RingCan de filare a firului direct din band). Pentru a evita apariia laminajelor false rastelul de alimentare cuprinde un sistem de transport al benzilor de la can spre trenul de laminat care permite utilizarea unor benzi mai fine. Benzile sunt predate trenului de laminat de nite elemente de glisare, amplasate pe curele transportoare i care au aceeai lime cu acestea.
Tehnologii i utilaje n filaturi
11
Figura I.1. Flux tehnologic de obinere a firelor cardate folosind maini de filat cu inele
bat
12
Demetra Lcrmioara Bordeianu
Figura I.2. Fluxuri tehnologice prescurtate de obinere a firelor cardate B bataj (agregat de amestecare-destrmare-curare); C card; L laminor; MFI maina de filat cu inele
n cazul prelucrrii diferitelor amestecuri de bumbac cu fibre chimice de diferite tipuri, amestecarea componenilor se realizeaz, cel mai adesea n benzi, la prima trecere pe laminor. Se pot utiliza 2-3 pasaje de laminor, n funcie de cerinele calitative care se cer firului, dependente la rndul lor de destinaia lui (figura I.3).
Figura I.3. Flux tehnologic de obinere a firelor cardate din amestecuri binare A-D-C agregat de amestecare-destrmare-curare; C card; L laminor; MFI main de filat cu inele
Mai rar, amestecarea componenilor se realizeaz i la primele maini ale agregatului amestecare destrmare curare, cu condiia ca lzile de alimentare-amestecare s fie dotate cu cntare dozatoare.
Tehnologii i utilaje n filaturi
13
I.1.2. Fluxuri tehnologice de obinere a firelor cardate pe maini de filat OE
n figura I.4 este prezentat un flux actual i modern care cuprinde mainile de filat cu capt liber, la care se alimenteaz banda obinut pe card sau la laminor. Fineea maxim a firelor obinute pe plan mondial prin acest sistem este Nm 70. Dup cum se observ din schema prezentat, acesta este un flux tehnologic prescurtat, din care lipsete prefilarea (operaia de obinere a semitortului, operaie care se realizeaz pe flaier), iar firul este debitat direct pe bobin (deci nu necesit neaprat operaia de bobinare). Succesul tehnologiilor de filare OE cu rotor este datorat multiplelor sale avantaje, care vizeaz: o cretere medie de 3 ori a productivitii muncii; o reducere cu 50% a numrului de ore muncitor solicitate pe unitatea de mas de fir produs; o reducere cu 40% a necesarului de spaiu productiv; economii de energie n special pentru firele groase i de finee medie; reduceri semnificative a deeurilor; toleran pentru sorturi de bumbac cu o gam mai larg a proprietilor fizico-mecanice. Dezavantaje: nu se poate obine toat gama de finee a firelor; datorit structurii diferite a firelor, domeniile de utilizare a acestora sunt limitate. Prelucrarea unor amestecuri binare (de bumbac cu fibre chimice sau fibre chimice de naturi diferite) presupune realizarea amestecului celor doi componeni, uzual la prima trecere de laminor (figura I.5.a), sau n bataj, atunci cnd acestea sunt dotate cu cntare dozatoare (figura I.5.b). n cazul n care amestecul componenilor se realizeaz n bataj numrul pasajelor de laminor poate fi redus, fiind sufiicente doar dou pasaje.
14
Demetra Lcrmioara Bordeianu
Figura I.4. Flux tehnologic de obinere a firelor OE cardate
Tehnologii i utilaje n filaturi
15
Figura I.5. Fluxuri tehnologice de obinere a firelor OE cu rotor din amestecuri binare B bataj; C card; L laminor; MFOE main de filat OE cu rotor
16
Demetra Lcrmioara Bordeianu
I.2. Fluxuri tehnologice de obinere a firelor pieptnate
Dup cum se observ din schema unui flux tehnologic de obinere a firelor pieptnate din bumbac prezentat n figura I.6, n acest flux sunt introduse trei operaii suplimentare: laminarea, reunirea benzilor i pieptnarea. Firele foarte fine nu pot fi obinute dac amestecul prelucrat conine fibre groase i scurte. Deci pentru obinerea firelor fine se impune eliminarea fibrelor scurte (care de obicei sunt i fibre mai groase), operaie ce se realizeaz pe maina de pieptnat. Laminarea nainte de pieptnare i reunirea benzilor sunt faze pentru pregtirea niruirii de fibre n vederea pieptnrii. Prin laminarea nainte de pieptnare se asigur o paralelizare i ndreptare a fibrelor n vederea menajrii lor n timpul pieptnrii. Reunirea benzilor asigur nfurarea a 16-24 benzi pe acelai sul, n vederea obinerii unei pturi ce se alimenteaz la maina de pieptnat. Indiferent de tipul constructiv al reunitorului, produsul debitat (ptura) este nfurat sub form de sul cu limea de 250300 mm i diametrul de 250-500 mm. Reunitorul de benzi este precedat de 1-3 treceri de laminor (ntotdeauna un numr impar de treceri de laminor). n cazul n care fluxul tehnologic conine doar flaierul mediu, gama de finee a firelor obinute este de pn la Nm 100, iar cnd fluxul tehnologic include i flaierul fin se pot obine fire cu fineea de pn la Nm 200. Prin utilizarea unor utilaje moderne flaierul fin poate fi exclus din fuxul tehnologic de obinere a firelor fine. i prin acest sistem se pot prelucra i amestecuri eterogene (binare, ternare, etc.), amestecuri realizate pe baza reetei de amestec. De reinut ns, c fibrele chimice nu se piaptn; lungimea lor medie este apropiat de lungimea lor nominal (impus n timpul procesului de fabricaie), iar coninutul de fibre scurte este practic inexistent.
Tehnologii i utilaje n filaturi
17
Figura I.6. Flux tehnologic de obinere a firelor pieptnate folosind maini de filat cu inele
18
Demetra Lcrmioara Bordeianu
Tehnologia de prelucrare a firelor pieptnate din amestec de bumbac cu fibre chimice este prezentat n figura I.7.
Figura I.7. Flux tehnologic de obinere a firelor pieptnate din amestecuri binare A-D-C agregat de amestecare-destrmare-curare; C card; L laminor; R.B. reunitor de benzi; MPpt main de pieptnat; MFI main de filat cu inele
Obinerea firelor OE pieptnate (figura I.8) nu mai este o noutate. Procesul de pieptnare contribuie ntr-o mare msur la mbuntirea caracteristicilor fizico-mecanice i de aspect ale firelor OE cu rotor i permite creterea limitei de filabilitate a acestora pn la Nm 80-100.
Figura I.8. Flux tehnologic de obinere a firelor OE pieptnate B bataj ( agregat de amestecare-destrmare-curare); C card; L laminor; R.B. reunitor de benzi; MPpt main de pieptnat; MFOE main de filat cu capt liber (OE)
Tehnologii i utilaje n filaturi
19
I.3. Fluxuri tehnologice de obinere a firelor de vigonie
Firul de vigonie, la origine era un fir de prul animalului vicunia (fibre cu aspect mtsos, lucios, moale, ondulat, de finee mare) care crete n Peru. Datorit preului foarte ridicat (sunt fibrele cele mai scumpe) compoziia acestui fir s-a modificat treptat, astfel nct astzi el nu mai conine nici o urm a acestui pr animal, devenind un fir tip bumbac prelucrat pe utilaj specifice filaturii de ln cardat sau filaturii de bumbac cardat. n compoziia lor, firele de vigonie conin deeuri rezultate din filaturile de bumbac n amestec cu sorturi inferioare de bumbac, cu material fibros rezultat din destrmarea deeurilor de esturi i tricoturi i cu fibre chimice. Sunt utilizate pentru obinerea esturilor scmoate pentru mbrcminte, articole de uz casnic, stofe de mobil, tricotaje, etc. Gama de finee a acestor fire este Nm 5-15. Firul are pilozitate mare i un volum aparent mare. Lungimea fibrelor este sub 30 mm, iar fineea lor este Nm 4000-8000. Numrul minim de fibre n seciunea transversal a firului este mare (160-180, comparativ cu 60-70 la firele de filat cu inele i 100 la firele de filat cu rotor). Un flux complet pentru obinerea firelor de vigonie este prezentat n figura I.9. Dup cum se observa din figura, pregtirea componenilor este foarte diferit datorit diversitii materiilor prime utilizate (fibre din sorturi inferioare de bumbac, celofibre, resturi de fire, petice de tricot, deeuri de la carde sau din bataj) i poate cuprinde o serie de operaii cum ar fi: sortarea, tierea, destrmarea deeurilor, amestecarea, etc.
20
Demetra Lcrmioara Bordeianu
Figura I.9 Flux tehnologic de obinere a firelor de vigonie
Tehnologii i utilaje n filaturi
21
Pregtirea i curarea materiilor prime rezultate din pierderile tehnologice din filaturile tip bumbac (deeurile de la agregatul de amestecare destrmare curare, de la carde, de la mainile de pieptnat sau de la mainile de filat) se folosesc mainile Willow, Willomat, scuturtoare, destrmtoare sau separatoare de fire. Pregtirea i curarea resturilor de fire, de esturi sau tricoturi se face pe destrmtoare cu 3 6 tambure, care realizeaz o destrmare intensiv, mult mai energic dect cea realizat pe mainile folosite pentru pregtirea deeurilor din filaturi. Amestecarea componenilor se poate realiza semiautomat sau automat. Prelucrarea amestecului se poate realiza i pe agregatul de cardare din filatura de ln cardat, situaie n care semifabricatul obinut la ultima card, pe aparatul divizor, este pretortul niruire de fibre fals torsionat, care urmeaz a fi prelucrat n continuare pe maini de filat cu inele specifice acestui sector. Pentru realizarea firelor de vigonie materia prim este supus unei destrmri i curiri puternice urmat de o dubl cardare. Atunci cnd sunt utilizate dou cardri, de obicei pe primul pasaj se utilizeaz o card cu cilindrii sau grupuri cardatoare, iar pe cel de-al doilea pasaj o card cu capace sau lineale, dotat cu sistem de autoreglare a fineii benzii. Cea de-a doua card este alimentat cu o ptur constituit din 3 4 suluri de ptur. n principal, procesul tehnologic de obinere a firelor de vigonie cuprinde urmtoarele faze: pregtirea componenilor, cardarea i filarea (figura I.10).
22
Demetra Lcrmioara Bordeianu
Figura I.10. Principalele faze ale unui flux tehnologic de obinere a firelor vigonia
Tehnologii i utilaje n filaturi
23
CAPITOLUL II AMESTECAREA, DESTRMAREA, CURAREA
Prima faz a procesului tehnologic de obinere a firelor, n filaturile tip bumbac se realizeaz n secia numit bataj. Operaiile procesului tehnologic din bataj trebuie s asigure: amestecarea componenilor ce pot avea caracteristici diferite sau pot fi de natur diferit, ntr-o mas fibroas unic ct mai omogen din punct de vedere structural, din care s se obin cantiti ct mai mari de fir cu caracteristici uniforme; destrmarea ghemotoacelor mari de 3-4 kg, n ghemotoace mici, de 2-6 g; eliminarea unui procent ct mai mare de impuriti i fibre defecte; formarea unui strat continuu de material fibros cu caracteristici prestabilite sub forma unui sul de ptur ce va fi alimentat direct la card, sau sub form de aglomerri fibroase care sunt transportate pneumatic spre card. Funcie de natura i caracteristicile materiei prime, se pot utiliza diferite variante de linii tehnologice: cu 1 2 puncte de lovire (pentru fibrele chimice, care sunt lipsite de impuriti i deci nu necesit curare), sau cu 3 - 6 puncte de lovire (pentru bumbac, funcie de calitatea acestuia). Indiferent de tipul constructiv sau de principiul de funcionare a mainilor unui agregat din bataj, toate trebuie s ndeplineasc n final aceleai funcii: amestecare destrmare curare.
24
Demetra Lcrmioara Bordeianu
II.1. AMESTECAREA MATERIALULUI FIBROS
Amestecarea componenilor de materie prim, care particip cu proprietile i caracteristicile lor la realizarea firelor, este o operaie care se execut aproape pe toate fazele unui flux tehnologic, fiind motivat de mai multe considerente, ntre care: I. Considerente privind calitatea firului innd seama de nsuirile foarte diverse ale fibrelor de bumbac, nu numai ntre sorturi diferite, ci i ntre loturile aceluiai sort i chiar n interiorul aceluiai balot, se poate aprecia importana acestei operaii n realizarea unei mase fibroase ct mai omogene din care s se obin cantiti ct mai mari de fir cu caracteristici uniforme. 2. Considerente privind folosirea tuturor sorturilor de bumbac Se amestec sorturi de bumbac care exceleaz prin anumite caracteristici cu alte sorturi la care aceleai caracteristici sunt deficitare n vederea obinerii unui amestec de fibre a crui caracteristici au valori medii. 3. Considerente tehnologice Vizeaz obinerea unor fire cu caracteristici fizico-mecanice ce nu pot fi realizate dintr-un singur component. 4. Considerente privind lrgirea bazei de materii prime Pentru acoperirea necesitilor mereu crescnde de materii prime fibroase se prelucreaz pe scar din ce n ce mai larg fibre chimice n amestec cu bumbac i amestecuri de fibre chimice diferite. n filaturile tip bumbac se prelucreaz: amestecuri omogene: din mai multe baloturi ale aceluiai sort de bumbac sau tip de material fibros; din sorturi diferite de bumbac i deeuri de bumbac; amestecuri eterogene (binare, ternare, etc.): din bumbac cu fibre chimice; din fibre chimice diferite.
Tehnologii i utilaje n filaturi
25
Deci, amestecul se poate defini ca o reuniune intim de mai muli componeni care au caracteristici diferite, ntr-o mas unic de fibre ale crei caracteristici medii corespund celor cerute de firul pentru care a fost alctuit. Amestecul se caracterizeaz prin componente i cote de participare care formeaz mpreun reeta de amestec. Realizarea unui amestec fibros presupune: proiectarea amestecului activitate care const n stabilirea prin calcule a reetei de amestec, adic a tipurilor de materii prime, a caracteristicilor fibrelor i a proporiilor cu care acestea particip n amestec; amestecarea propriu-zis activitate care presupune parcurgerea unor etape care s realizeze treptat amestecarea intim a fibrelor.
Metode de amestecare
1. Amestecarea ntmpltoare Este o metod ce const n distribuirea ntmpltoare, cu egal probabilitate, a particulelor componenilor n masa de amestec. Organele mainilor imprim particulelor micri dezordonate, n ncperi nchise (de exemplu, lada de alimentare-amestecare, desfctorul de baloturi, destrmtoarele). Particulele de material fibros sunt luate dintr-o vecintate i transportate n alt vecintate. 2. Amestecarea organizat Se realizeaz prin suprapunerea, dublarea mai multor niruiri de fibre i alimentarea lor simultan la o main. Acest tip presupune distribuirea componenilor n cantiti determinate n masa amestecului i se realizeaz n dou etape: a) amestecarea unor niruiri de diferite componente (fiecare niruire conine o singur categorie de fibre); n aceast etap se realizeaz reeta de amestec; b) dublarea unor semifabricate ce conin fibre din toate componentele, n proporiile stabilite; n aceast etap se realizeaz amestecarea propriu-zis.
26
Demetra Lcrmioara Bordeianu
II. 2. DESTRMAREA
Destrmarea are drept scop micorarea treptat a ghemotoacelor de material fibros, operaie ce continu pn la individualizarea fibrelor astfel nct n finalul procesului tehnologic s poat fi obinut o niruire de fibre descreite, paralelizate, orientate de-a lungul axei i lipsit de impuriti. Destrmarea este necesar pentru: eliminarea impuritilor; crearea condiiilor necesare realizrii unei amestecri intime a fibrelor; crearea condiiilor necesare aezrii ordonate i descreite a fibrelor n lungul semifabricatului; Destrmarea trebuie s ndeplineasc anumite condiii de calitate legate de menajarea fibrelor i eliminarea impuritilor precum i condiii economice sub aspectul eficientizrii operaiei. Respectarea acestor condiii va fi posibil efectund destrmarea n etape succesive i cu intensiti cresctoare. Fiecare faz a destrmrii se va realiza cu maini diferite i cu parametri de lucru diferii, n funcie de materia prim i de gradul de destrmare al acesteia. La nceput particulele de material fibros sunt mari, forele de legtur dintre fibre i dintre fibre i impuriti sunt puternice, motiv pentru care destrmarea trebuie s fie lent, realizat cu organe de main care prin micri lente s genereze forele necesare ruperii sau micorrii rezistenei particulelor de material fibros. n etapele urmtoare, particulele sunt mai mici, intensificarea destrmrii se va realiza prin creterea vitezei organelor de lucru, intensitile de lovire cresc, forele generate sunt mai mari, asigurndu-se condiiile unei bune destrmri. n funcie de intensitatea de destrmare i de organele ce o realizeaz, destrmarea i curarea materialului fibros n bataj se realizeaz prin trei procedee: destrmarea prin smulgere; destrmarea prin batere: n stare liber; n stare inut; destrmarea prin lovire de suprafee fixe.
Tehnologii i utilaje n filaturi
27
II.2.1. Destrmarea prin smulgere
Destrmarea prin smulgere este cea mai lent destrmare i const n separarea unor pri din particulele de material fibros cu ajutorul unor organe de main care ptrund lent n masa de material fibros. Poate fi realizat n stare liber sau n stare inut. Destrmarea prin smulgere n stare liber (de exemplu, cuiele pnzei urctoare i ale cilindrului egalizator de la lada de alimentare-amestecare) se produce datorit interaciunii a dou cuie asupra unui ghemotoc de material fibros (figura II.1).
Figura II.1. Destrmarea prin smulgere n stare liber
Presupunem un ghemotoc prins ntr-un cui al cilindrului egalizator i un cui al pnzei urctoare. Asupra ghemotocului vor aciona urmtoarele fore: T tensiunea care apare n ghemotoc; C fora centrifug; N reaciunea normal a acului asupra ghemotocului; R rezultanta acestor fore.
28
Demetra Lcrmioara Bordeianu
Tensiunea care apare n ghemotoc (T) este o for activ de traciune orientat pe direcia vrfurilor celor dou ace, direcie care pentru simplificare o considerm tangent la traiectoria acelor pnzei cu cuie. Aceast for ia natere datorit sensului de micare a celor dou organe. n momentul n care aceasta devine egal cu rezistena la rupere a particulei va duce la destrmarea ei. Fora centrifug (C) este o for care apare datorit micrii de rotaie a pnzei i este orientat pe direcie normal la pnz. Reaciunea normal a acului asupra ghemotocului (N) este o for orientat pe direcie normal pe muchia activ a acului. Rezultanta acestor fore (R) va imprima particulei de material fibros o tendin de micare pe direcia muchiei active (muchia interioar a acului) n doua sensuri: de la baz spre vrful acului; de la vrf spre baza acului. Dac particula are tendina de a se deplasa spre vrful acului apare pericolul ca ea s fie aruncat din nou n camera de amestec, fenomen ce favorizeaz amestecarea. Dac particula are tendin de a se deplasa spre baza acului atunci ea este bine prins de ac, iar odat cu creterea forei T, prin ndeprtarea vrfurilor acelor se va produce ruperea particulei. n aceast situaie se realizeaz destrmarea. Impunnd condiii pentru realizarea destrmrii se poate face un calcul matematic obinndu-se valoarea minim a forei T care s asigure ruperea ghemotocului. De remarcat c valoarea i sensul rezultantei, deci a gradului de destrmare, depind de valoarea forei centrifuge (C) deci de viteza pnzei cu cuie, de unghiul de nclinare a acului () i de coeficientul de frecare () dintre ac i material.
Tehnologii i utilaje n filaturi
29
II.2.2. Destrmarea prin batere (lovire)
Este o destrmare mai intens care se realizeaz prin lovirea particulelor de material fibros de ctre anumite organe n micare, care vor genera fore ce vor duce, n majoritatea cazurilor, la ruperea particulelor de material, sau doar la slbirea legturilor dintre fibre sau dintre fibre i impuriti. Deci i n acest caz operaia de destrmare este nsoit de operaia de curare, de eliminare a impuritilor.
II.2.2.1. Destrmarea prin batere n stare liber
Este cea mai lent destrmare prin batere. Desfacerea particulelor de material fibros, purtate de un curent de aer n zona de aciune a unui organ de main aflat n micare de rotaie se realizeaz prin lovirea (baterea) lor. Se consider o particul ipotetic de material fibros, cu masa concentrat n dou puncte, A i B, lovit de un organ n micare de rotaie (figura II.2.).
Figura II.2. Destrmarea prin batere n stare liber Va viteza curentului de aer ce poart particula; viteza unghiular de lovire.
Particula este purtat de un curent de aer cu viteza va , iar organul de lovire se rotete n jurul axei fixe O cu viteza unghiular .
30
Demetra Lcrmioara Bordeianu
Datorit ciocnirii va apare un impuls I orientat pe direcie tangenial la traiectoria braului i n acelai sens cu sensul de micare al braului. Impulsul I se descompune dup dou direcii: dup direcia AB: I1 = I cos ; perpendicular pe direcia AB: I2 = I sin ; Componenta I1 va genera o for care tinde s ndeprteze punctul A de punctul B, for care atunci cnd va depi valoarea sumei forelor de adeziune dintre fibre va provoca ruperea particulei, deci destrmarea. Componenta I2 genereaz o for care d un moment de rotaie n jurul punctului B i care determin astfel modificarea permanent a poziiei particulei de material fa de organul de lovire. Mrimea componentei I1 depinde de unghiul 90o. n majoritatea cazurilor ghemotoacele sunt desfcute, iar cele ce nu s-au desfcut imediat au legturile mult slbite astfel nct dup un numr de loviri se va ajunge la ruperea particulei, deci la destrmarea materialului fibros. De exemplu, la curitorul n trepte ntre cei ase cilindri cu nasuri destrmarea se realizeaz prin baterea materialului n stare liber, de ctre organele de lovire montate pe cilindri (nasuri sau degete), precum i prin proiectarea particulelor de material de barele grtarelor montate sub cilindrii de lovire.
II.2.2.2. Destrmarea prin batere n stare inut
Este destrmarea cu intensitatea cea mai mare, care se realizeaz asupra materialului aflat n micare de naintare spre raza de aciune a unui organ de lovire. n cazul acestei destrmri se creeaz fore de percuie mai mari, ceea ce face ca ea s fie folosit pe ultimele faze ale procesului de destrmare. De obicei micarea de naintare a materialului este realizat de doi cilindri ntre care este presat stratul de material fibros, cilindrii care au o vitez mic de rotaie (figura II.3).
Tehnologii i utilaje n filaturi
31
Stratul de material format din particule relativ mici (care au suferit i alte aciuni de destrmare) este oferit organului de lovire (B) care detaeaz din barb (parte anterioar liber a stratului alimentat) poriuni mici de material fibros. Destrmarea realizat n acest mod este mult mai intens datorit faptului c un capt este inut (nainteaz lent, cu viteza cilindrilor alimentatori), iar cellalt este lovit.
Figura II.3. Destrmarea prin batere n stare inut
Principiul acestei destrmri, prezentat n figura II.3, const n lovirea puternic a stratului de material fibros ce nainteaz lent (cu viteza cilindrilor alimentatori) de ctre organul de lovire (B), genernd astfel impulsul (P) orientat dup o tangent la traiectoria de micare. Acesta se descompune dup dou direcii: una orientat de-a lungul brbii P1, ce are ca efect detaarea acelor particule legate de restul materialului prin fore de frecare mai mici dect fora generat de componenta P1; una ce trece prin centrul cilindrului inferior P2, ce are tendina de a comprima stratul de fibre, deci creterea forelor de frecare dintre fibre; Pentru a evita ruperea fibrelor se impune ca l r + e, iar pentru a produce destrmarea materialului trebuie ca grosimea brbii s fie mai mare dect ecartamentul, organul de lovire s ating barba, adic: e < g, n care: l lungimea fibrelor; g grosimea brbii;
32
Demetra Lcrmioara Bordeianu
e distana minim ntre cilindrii inferiori i traiectoria volantului bttor, denumit ecartament; r raza cilindrului inferior. O destrmare ambelor condiii, adic: corespunztoare lr+e e<g din care rezult: lr<e<g Raportul presupune respectarea
lr e < <1 g g
e se numete grad de prindere al brbii i el g
determin practic gradul de destrmare.
II. 2. 3. Destrmarea prin lovire de suprafee fixe
n general, sub organele de lovire sunt plasate grtare din bare cu seciune triunghiular. Principalul rol al acestora este eliminarea impuritilor. Prin lovirea ghemotoacelor n stare liber de ctre organele de lovire de barele fixe ale grtarelor se produce o destrmare suplimentar i o scuturare de impuriti. De exemplu, la destrmtorul orizontal (figura II.4) suprafaa fiecrei bare are o anumit poziiei i ndeplinete o anumit funcie. Astfel, suprafaa pasiv (AB) a primelor bare este tangent la traiectoria organului de lovire, favoriznd lovirea impuritilor mari de ntreaga suprafa activ a seciunii barei (AC) ceea ce va determina cderea lor, prin ricoare n lada de deeuri. Treptat, impuritile i micoreaz dimensiunea, implicnd creterea impulsului de lovire prin micorarea unghiului de inciden i mrirea unghiului de ricoare. nclinarea suprafeei BC mpiedic reintroducerea impuritilor n masa de fibre.
Tehnologii i utilaje n filaturi
33
Figura II.4. Destrmarea prin lovire de suprafee fixe
Eficiena destrmrii se apreciaz prin doi indici, i anume: gradul de destrmare i gradul de afnare. Gradul de destrmare, este definit de relaia:
Gd =
n care:
ma md 100 ma
(%)
ma masa ghemotocului de fibre alimentat la o main; md masa ghemotocului de fibre debitat de aceeai main. Gradul de afnare, se calculeaz cu ajutorul relaiei:
Ga =
n care:
Vt V f Vt
100
(%)
Vt volumul total al amestecului de fibre; Vf volumul ghemotocului de fibre.
34
Demetra Lcrmioara Bordeianu
II. 3. CURAREA
Curarea materialului fibros const n ndeprtarea din amestec a impuritilor i a fibrelor defecte. Condiia de baz a currii mecanice este ca impuritile s se gseasc la suprafaa particulelor de material fibros. De aceea procesul de destrmare este ntodeuna nsoit i de curare.
a
Figura II. 5. Principiul separrii impuritilor a) forele care apar ntr-un sistem particul de material fibros impuritate, supus currii mecanice; b) eliminarea impuritilor printre barele grtarelor
n figura II.5 sunt redate forele care apar ntr-o particul ipotetic de material fibros (1) pe suprafaa creia se afl o impuritate (2), supus aciunii organului de lovire (3). De obicei impuritatea are un volum mai mic i o densitate mai mare, ceea ce va face ca impulsul primit de aceasta s fie mai mare comparativ cu impulsul primit de restul masei fibroase (F1>F2). Ca urmare impuritatea va avea tendina de a se deplasa cu o vitez mai mare i cele dou corpuri se vor separa efectiv dup un numr oarecare de lovituri. Dup separare, impuritile vor fi eliminate prin trecerea ntregului material peste nite suprafee prevzute cu deschideri prin care nu pot trece dect impuritile care au volume mai mici.
Tehnologii i utilaje n filaturi
35
Destrmarea i curarea trebuie s ndeplineasc anumite condiii de calitate legate de menajarea fibrelor i eliminarea unui procent ct mai mare de impuriti, precum i condiii economice sub aspectul eficientizrii operaiilor. Respectarea acestor condiii este posibil numai efectund o destrmare n etape succesive i cu intensiti cresctoare. Eficiena operaiei de curare se apreciaz prin intensitatea cu care se modific coninutul de impuriti (exprimat n procente) al materialului fibros alimentat i debitat n noua operaie de curare. Trebuie s se in cont i de procentul de deeuri, deoarece o curare bun presupune creterea cantitii de deeuri i deci de materii prime, cu repercursiuni asupra preului de producie. Gradul de impurificare se calculeaz cu relaia:
I=
n care:
q Q
q masa de impuriti coninut n materialul fibros; Q masa total a materialului fibros. Deeurile eliminate de o main nu conin doar impuriti ci i fibre filabile, aruncate odat cu impuritile, dar ntotdeauna gradul de impurificare al deeurilor este mult mai mare dect cel al materialului fibros alimentat (Ideeu>>Imat. fibros alim.)
36
Demetra Lcrmioara Bordeianu
II. 4. AGREGATULUI DE AMESTECARE-DESTRMARE-CURARE
Mainile care intr n componena agregatului, n funcie de operaia tehnologic predominant pe care o ndeplinesc, se clasific n: maini sau instalaii de alimentare a agregatului; maini pentru destrmarea i curarea preliminar a materialului fibros; maini pentru amestecarea i omogenizarea componenilor amestecului; maini pentru destrmarea i curarea materialului fibros; maini pentru formarea stratului de fibre ce va fi alimentat la card; Toate tipurile de agregate dispun de instalaii pentru transportul pneumatic al materialului fibros, instalaii de filtrare a aerului, instalaii sau dispozitive de reglare a debitului de material fibros, instalaii speciale de eliminare a prafului, instalaii de detectare i separare a metalelor i scnteilor.
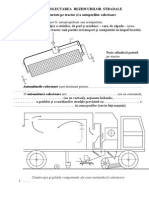
Agregatul de amestecare-destrmare-curare PLATT
Un asemenea agregat, a crui schem de amplasare este prezentat n figura II.6, cuprinde urmtoarele maini: cinci lzi alimentatoare-amestectoare, numite i desfctoare de baloturi; un curitor (destrmtor) n trepte; un curitor (destrmtor) orizontal; un curitor aerodinamic; dou maini bttoare. Toate mainile agregatului realizeaz aceleai operaii de amestecare, destrmare i curare a materialului fibros dar cu intensiti diferite (cresctoare, pentru menajarea fibrelor). La maina bttoare se realizeaz i primul semifabricat din filatura de bumbac, semifabricat numit ptur.
Destr\m\tor in trepte
Destr\m\tor cu cu]ite
Tehnologii i utilaje n filaturi
Cur\]itor aerodinamic B D L\zi alimentare - amestecare B\t\tor 1 B B - conducte pentru transportul bumbacului D - conducte pentru transportul impurit\]ilor D B
B\t\tor 2 D
37
Fig.II.6. Schema de amplasare a liniei de bataj PLATT
38
Demetra Lcrmioara Bordeianu
Transportul materialului fibros de la o main la alta n cadrul agregatului de amestecaredestrmarecurare se realizeaz prin intermediul unor pnze transportoare sau pe cale pneumatic. Traseul poate fi scurtat prin ocolirea unor maini n cazul prelucrrii unui bumbac superior (cu fibr lung i coninut redus de impuriti) sau a fibrelor chimice (care nu necesit o destrmare prea energic). n figura II.6. sunt prezentate i conductele pentru evacuarea prafului i a impuritilor. Baloturile cu material fibros sunt depozitate n stare desfcut n sala de lucru, timp de 12-24 ore, pentru a permite climatizarea masei fibroase (n scopul evitrii condensrii vaporilor de ap la suprafaa fibrelor, fenomen ce ar determina creterea aderenei impuritilor de fibre) i destinderea fibrelor (pentru a-i recpta starea de relaxare i elasticitatea anterioare comprimrii lor n baloturi).
II.4.1. Desfctorul de baloturi
Primele maini ale agregatului de amestecare-destrmarecurare Platt sunt cele cinci lzi alimentatoare-amestectoare, care realizeaz desfacerea i amestecarea materialului fibros, cunoscute i sub denumirea de desfctoare de baloturi. Schema tehnologic a unui desfctor de baloturi este prezentat n figura II.7. Materialul fibros, dislocat n poriuni mici, n conformitate cu reeta de amestec, este depus pe banda transportoare (1) care nainteaz cu o vitez mic, de circa 510 m/min, este preluat de banda transportoare (2) i depus n camera de amestec. Cu ajutorul pnzei urctoare (3), format din ipci echidistante n care sunt nfipte cuie puternice i ascuite, sunt smulse poriuni din materialul fibros, care sunt transportate cu o vitez de circa 100120 m/min spre cilindrul egalizator (4). Acest cilindru are o turaie de aproximativ 500 rot/min, este prevzut cu 12 rnduri de cuie conice i are rolul de a asigura trecerea spre pnza colectoare (8) a unei cantiti uniforme de material fibros. Clilndrul curitor (5), cu o turaie de aproximativ 500 rot/min, este prevzut cu patru palete, i are rolul de a desprinde
Tehnologii i utilaje n filaturi
39
eventualele aglomerri fibroase rase n cuiele cilindrului egalizator. n cazul n care cuiele pnzei urctoare se ncarc cu prea mult material, cilindrul egalizator va returna surplusul n camera de amestec, realizndu-se astfel i amestecarea.
Fig. II.7. Destrmtorul de baloturi 1; 2 mas alimentatoare; 3 pnz urctoare; 4 cilindru egalizator; 5 cilindru curitor, 6 cilindru detaor; 7 plac de nivel; 8 pnz transportoare; 9 magnet; 10 buncr; 11 conduct de aspirare a impuritilor i a prafului
Dac materialul fibros din camera de amestec depete un anumit nivel, atunci materialul va presa placa de nivel (7), oblignd-o s oscileze. Deplasrile plcii sub aciunea materialului fibros determin oscilaii ale axului de la care este transmis micarea pentru cuplarea sau decuplarea alimentrii, asigurndu-se astfel un nivel constant de material fibros n camera de amestec. Cilindrul detaor (6), care are o turaie de aproximativ 1.000 rot/min, desprinde aglomerrile de material fibros de pe cuiele pnzei urctoare, proiectndu-le peste un magnet puternic (9), care are rolul de a atrage eventualele particule metalice. Materialul fibros de la toate lzile alimentatoare, colectat prin intermediul pnzei colectoare, este predat curitorului n trepte.
40 II.4.2. Curitorul n trepte
Demetra Lcrmioara Bordeianu
La agregatul de amestecare-destrmare-curare Platt, curitorul n trepte, a crui schem tehnologic este prezentat n figura II.8, este amplasat la captul benzii transportoare care colecteaz materialul fibros de la cele cinci lzi alimentatoareamestectoare (1).
7
2 4
Fig.II.8. Curitorul n trepte 1 mas alimentatoare; 2 cilindri curitori; 3 grtar; Fig. I.3. Cur\]itorul in trepte 4 plac fix; 5 buncr; 6 band transportoare; 7 celul fotoelectric
Curitorul n trepte este una dintre mainile cele mai eficace de destrmare i curare preliminar a bumbacului, operaii ce sunt asigurate cu ajutorul a ase cilindri (2), care au o micare de rotaie de 350700 rot/min. Fiecare cilindru destrmtor este prevzut cu patru rnduri de degete (sau nasuri) cu faa de atac rotunjit pentru a evita ruperea fibrelor. Clilindrii sunt dispui ntr-un plan nclinat la 450 i au o vitez cresctoare de la primul spre ultimul cilindru, pentru a favoriza preluarea materialului fibros de pe un cilindru pe altul. Sub fiecare cilindru, cu excepia ultimului, se gsesc grtarele (3) formate din bare metalice cu seciune triunghiular, care asigur desprinderea impuritilor mari.
Tehnologii i utilaje n filaturi
41
De la ultimul cilindru materialul fibros este dirijat spre un buncr (o camer de nivel constant) prevzut cu o celul fotoelectric (7) cu rol de reglare a debitului de material fibros spre banda transportoare de evacuare a acestuia (6).
II.4.3. Destrmtorul orizontal
n cadrul agregatului de amestecare-destrmare-curare Platt, destrmtorul orizontal, numit i curitor orizontal, este alimentat de ctre banda transportoare de evacuare a materialului fibros de la curitorul n trepte. Schema tehnologic a acestui destrmtor este prezentat n figura II.9. Materialul fibros presat pe banda transportoare (1) de cilindrul canelat din lemn (2) i cilindrul metalic (3) este oferit aciunii de destrmare a organului de lovire (6), care are o turaie de aproximativ 700 rot/min.
8 4 3 2
Fig. Il.9. Destrmtorul orizontal 1 mas alimentatoare; 2; 3; 4 cilindrii alimentatori; 5 grtar; 1.4 6Destr\m\torul Fig. organ de lovire; 7 orizontal cutie de deeuri; 8 cuit
42
Demetra Lcrmioara Bordeianu
Organul de lovire se prezint sub forma unui ax, pe care sunt montate decalat discuri, n care sunt fixate plcue, numite i cuite. Tamburul cu cuite este nconjurat pe o poriune de 2700 de un grtar cu bare triunghiulare (5), care are ca rol principal divizarea aglomerrilor de fibre i desprinderea impuritilor care, avnd o mas mai mare, vor cdea n cutia de deeuri (7). Muchia (8) va desprinde eventualele aglomerri de fibre reinute de cuitele tamburului, iar materialul fibros va fi transportat pneumatic spre urmtoarea main.
II.4.4. Curitorul aerodinamic
n cadrul agregatului de amestecare-destrmare-curare Platt, curitorul aerodinamic este plasat dup o lad alimentatoare cu camer de rezerv, a crei schem tehnologic este prezentat n figura II.10.
Figura II.10 Lad alimentatoare cu camer de rezerv
Tehnologii i utilaje n filaturi
43
Lada alimentatoare funcioneaz asemntor desfctorului de baloturi, cu diferene n ceea ce privete: alimentarea cu material fibros, care este n acest caz transportat pneumatic; asigurarea nivelului constant de material fibros n camera de amestec, care se realizeaz cu ajutorul unei celule fotoelectrice; desimea i dimensiunea cuielor, care sunt mai dese i mai scurte pe msur ce mrimea ghemotoacelor scade. Curitorul aerodinamic, a crui schem tehnologic este prezentat n figura II.11, primete materialul fibros presat pe masa transportoare (1) de ctre cilindrii de presiune (2) i cilindrul alimentator (3) sub care se gsesc nite pedale (3), care asigur o presare elastic i uniform a stratului de material.
Figura II.11. Destrmtorul aerodinamic Platt 1 mas alimentatoare; 2 cilindrii de presiune; 3 cilindrul alimentator; 3 pedale; 4 bar cu ace; 5 organ de lovire (tambur Kirschner); 6 conduct de transport; 7 fant; 8 - cuit; 9 tambur sit; 10 cilindrii detaori; 12 conduct de transport a materialului fibros
Organul de lovire (5) este prevzut cu trei plci n care sunt fixate cuie, are o turaie de aproximativ 850 rot/min i, mpreun cu bara cu ace (4), asigur destrmarea materialului. Aglomerrile de fibre astfel destrmate, mpreun cu impuritile, sunt aruncate spre
44
Demetra Lcrmioara Bordeianu
conducta de transport pneumatic(8). Impuritile, avnd o mas mai mare, i vor pstra traiectoria rectilinie, prsind conducta prin fanta (7), practicat n acest scop, n timp ce fibrele vor fi preluate de ctre curentul de aer produs de ventilatorul (6) i dirijate spre tamburul sit (9). Aerul din interiorul tamburului sit este aspirat prin prile laterale. n acest fel se creeaz o depresiune pe suprafaa interioar a tamburului, care determin aezarea materialului fibros sub forma unui strat pe suprafaa lui. Stratul este desprins de cilindrii detaori (10) i condus, prin conducta (12), ctre un distribuitor, care l dirijeaz spre cele dou maini bttoare.
II.4.5. Maina bttoare
n cadrul acestui agregat, mainile bttoare constituie mainile finale de la care se obine primul semifabricat din filatur numit ptur, care se nfoar pe sul. Maina bttoare Platt, a crei schem tehnologic este prezentat n figura II.12.
Figura II.12. Maina bttoare 1 mas alimentatoare; 2 cilindrii de presiune; 3 cilindrul alimentator; 4 pedale; 5 grtar; 6 organ de lovire (volant Kirschner); 7 tamburi sit; 8 cilindrii detaori;;9 cilindrii calandri; 10 cilindrii nfurtori; 11 sul de ptur
Tehnologii i utilaje n filaturi
45
Pe masa alimentatoare (1), materialul fibros este presat de cilindrii de presiune (2) i cilindrul alimentator (3), sub care se gsesc pedalele (4). Oscilaile pedalelor (dispuse una lng alta pe ntreaga lime a mainii), corespunztoare variaiei grosimii stratului fibros, sunt cumulate prin intermediul unor prghii sumatoare, obinndu-se n final o oscilaie medie, care determin modificarea turaiei cilindrilor alimentatori n funcie de grosimea medie a stratului de material fibros, i asigurndu-se, astfel, uniformitatea grosimii pturii pe ntreaga lungime a acesteia.
II.5. Modernizri ale agregatelor de amestecare-destrmare-curare
Avnd n vedere diversitatea materiilor prime utilizate, a operaiilor tehnologice pe care le ndeplinesc i a modului diferit de acionare asupra materialului fibros, mainile care intr n componena unui agregat de amestecare-curare-destrmare se pot clasifica dup urmtoarele criterii: dup materia prim prelucrat: pentru prelucrarea bumbacului cardat i pieptnat (3-6 puncte de lovire); pentru prelucrarea fibrelor chimice (1-2 puncte de lovire); dup sistemul de acionare asupra materialului fibros: cu acionare mecanic; cu acionare mecanico-pneumatic; dup operaia tehnologic pe care o ndeplinesc: maini sau instalaii de alimentare a agregatelor; maini pentru destrmarea i curarea preliminar a materialului fibros; maini pentru amestecarea i omogenizarea componenilor amestecului;
46
Demetra Lcrmioara Bordeianu
maini pentru destrmarea i curarea intensiv a materialului fibros; maini pentru formarea straturilor de fibre ce urmeaz a fi alimentate la card. Principalele caracteristici ale agregatelor de amestecaredestrmare-curare prezentate la ultimele expoziii textile, vizeaz: obinerea unor producii foarte mari, care pot ajunge la unele maini la 2000 kg; realizarea unei curiri eficiente, a unei desprfuiri intensive, chiar n condiiile utilizrii unor materii prime cu coninut mare de impuriti; automatizarea sistemelor de control a alimentrii i dozrii componentelor la preluarea acestora din baloturi prin programarea, n funcie de numrul baloturilor, a traseului i a modului de funcionare a organelor de preluare; utilizarea microprocesoarelor pentru dirijarea amestecului fibros, asigurnd un nalt grad de precizie a participrii fiecrui component, lucru foarte important, n special la amestecuri de fibre de naturi diferite; asigurarea flexibilitii sistemului care poate realiza n acelai timp 2-3 amestecuri pe aceeai linie, printr-un distribuitor ce transmite comenzile prin computer; cuplarea cu instalaii de recuperare ce realizeaz curarea i reintroducerea fibrelor colectate din camerele de deeuri existente la bataj i alte maini de filatur; dotarea instalaiilor de recuperare cu sisteme auxiliare de detectare a metalelor i de separare a particulelor grele ce asigur o bun protecie a organelor de lucru i o cretere a productivitii utilajelor de desfacere curare; dotarea agregatelor cu un monitor central, care prin intermediul unui display poate reda grafic sau sub form de text date privind producia i parametrii de lucru (viteze, presiuni n conductele de transport, nlime de umplere a buncrelor, etc.); cuplarea agregatelor de amestecare-destrmare-curare prin sistem pneumatic de transport cu 6-12 carde pe care le alimenteaz continuu.
Tehnologii i utilaje n filaturi
47
II.5.1. Instalaii de alimentare a agregatelor
Realizarea unui amestec corect i ct mai omogen, presupune acordarea unei atenii deosebite chiar de la nceputul procesului tehnologic, adic de la alimentarea agregatului cu material fibros preluat din baloturi. Indiferent de modul de alimentare al agregatului (manual sau automat) este necesar ca baloturile din fibre s fie desfcute cu cel puin 24 ore naintea introducerii lor n lucru pentru a aduce masa fibroas la condiiile climaterice din sala de lucru. Se recomand condiionarea materialului fibros ntr-un microclimat cu temperatur de 22-22oC i o umiditate relativ a aerului de 40-50%. Pentru realizarea unui amestec corespunztor se recomand alimentarea unui numr ct mai mare de loturi de baloturi: minim 30 de baloturi pentru fibre de bumbac i minim 5 loturi deci 15 baloturi pentru fibrele chimice. Lzi alimentatoare-amestectoare sau desfctoare de baloturi sunt primele maini ale agregatelor de amestecaredestrmare-curare la care alimentarea se poate face manual sau automat. O linie este dotat cu 2-6 asemenea maini i cu o main de construcie asemntoare numit desfctoare de retururi sau lad alimentatoare pentru retururi, la care se alimenteaz resturi de semifabricate (ptur, band pneumafil, nfurri de pe cilindrii) cu valoare de ntrebuinare apropiat de cea a amestecului din care provine, motiv pentru care ele se pot reintroduce n acelai amestec fr a depi proporia de 5-8%. II.5.1.1. Desfctoare de baloturi cu alimentare manual a materialului fibros S-au construit lzi alimentatoare cu cntare automate (dozatoare), ce asigur alimentarea urmtoarelor maini cu porii ct mai exacte de componeni conform reetei de amestec. La toate tipurile de maini dotate cu astfel de dispozitive, cntarele sunt amplasate la captul debitor al mainii.
48
Demetra Lcrmioara Bordeianu
ntre firmele constructoare de desfctoare de baloturi prevzute cu cntare dozatoare se numr: Hergeth Hollingsworth cu lzile alimentatoare amestectoare MBK/W 6.010 i ABK/W 6.020; Marzoli cu lzile alimentatoare amestectoare B10/2 i B22/A; Trtzschler cu lzile alimentatoare amestectoare BOW i BOWA (figura II.13); Crosrol cu lzile alimentatoare amestectoare WPT i WPB.
Figura II.13. Lad alimentatoare-amestectoare Trtzschler model BO a BOW; b BOWA; 1, 4 mas alimentatoare; 2, 5 sistem de control (fotocelul); 3 cilindrii de presiune; 6 pnz nclinat cu cuie; 7 cilindru curitor; 8 cilindru egalizator; 9 cilindru detaor; 10 clapet; 11- recipientul cntarului; 12 clapet pentru descrcarea cntarului; 13 pnz transportatoare amestectoare; 14 condensator; 15 camer de rezerv a materialului fibros; 16 cilindrii alimentatori
Tehnologii i utilaje n filaturi
49
Pentru prelucrarea loturilor mici se recomand utilizarea modelului BOW la care alimentarea materialului fibros se realizeaz manual. Pentru prelucrarea loturilor mari se recomand utilizarea modelului BOWA care are n componena sa i un buncr de alimentare care primete ghemotoacele de fibre de la desfctorul automat prin intermediul unui condensator. Alimentarea la acest desfctor se poate realiza manual i/sau automat. Straturile de material fibros ce au ajuns n camera de amestec, sunt preluate de pe masa alimentatoare (4), de pnza nclinat (6) prevzut cu ipci transversale cu cuie. Datorit sensului de deplasare al acestei pnze, materialul este condus spre captul ei superior i oferit aciunii cilindrului egalizator (8), prevzut de asemenea cu cuie. Prin rotirea lui n sens invers deplasrii pnzei, se produce smulgerea i desfacerea ghemotoacelor. O cantitate uniform de material fibros este condus mai departe de cuiele pnzei nclinate spre cilindrul detaor i dirijate n recipientul cntarului (11). O alt parte, surplusul de material fibros prins n cuiele nclinate, va fi reintrodus de cilindrul egalizator n camera de amestec, unde are loc o amestecare ntmpltoare cu restul materialului. Este posibil reglarea poriilor de material fibros cntrite din gram n gram precum i frecvena cntririlor. Majoritatea firmelor asigur o precizie de cntrire de 10 g. Pentru a obine o asemenea precizie, pnza nclinat este programat s lucreze cu dou viteze: o vitez normal n prima faz, care asigur umplerea propriu-zis, pn aproape de greutatea programat a unei porii de material fibros; o vitez redus ce asigur atingerea cantitii prestabilite. n figura II.14 sunt prezentate fazele unui ciclu de cntrire: a) umplerea recipientului cu vitez mare, faz n care clapetele de alimentare sunt deschise; b) micorarea vitezei de umplere pn la atingerea greutii prestabilite; c) nchiderea clapetelor de alimentare i cntrirea final a materialului fibros depus n recipient;
50
Demetra Lcrmioara Bordeianu
d) deschiderea clapetelor de descrcare a cntarului i depunerea materialului fibros pe pnza transportoare; e) nchiderea clapetelor ce au permis descrcarea cntarului; f) deschiderea clapetelor de alimentare cu material fibros i nceperea unui nou ciclu de cntrire.
Figura II.14. Funcionarea cntarului dozator
Se poate observa c aproape de atingerea greutii programate un sistem automat (fotocelul sau ntreruptor cu magnet) acioneaz asupra uni motor reductor care reduce viteza pnzei urctoare i a maselor de alimentare la 1/8 din viteza normal. n acest mod se intensific destrmarea ghemotoacelor ce are loc ntre pnza urctoare i cilindrul egalizator, alimentarea cntarului realizndu-se cu vitez redus i cu ghemotoace mici. La atingerea greutii prestabilite un sistem pneumatic comand nchiderea clapetelor (1) i deschiderea clapetelor (3), materialul fiind preluat de masa colectoare (4), notaiile fiind cele din figura II.15.
Tehnologii i utilaje n filaturi
51
Figura II.15. Schema de principiu a cntarului dozator 1 clapete de alimentare; 2 recipientul cntarului; 3 clapete de descrcare; 4 pnz transportoare colectoare
Dei unii specialiti consider c utilizarea desfctoarelor de baloturi nu mai este de actualitate, astfel de sisteme de alimentare fiind depite, marile firme constructoare de maini textile continu s le perfecioneze. Astfel, firma Hergeth Holligsworth construiete n prezent lzi alimentatoare-amestectoare la care cilindrul egalizator poate avea 4 sau 8 rnduri de cuie (figura II.16) funcie de gradul de compactitate al materialului fibros alimentat. Firma recomand pentru prelucrarea bumbacului i a fibrelor artificiale lzi alimentatoare cu cilindri egalizatori prevzui cu 8 rnduri de cuie (modelul MBK 6010), iar pentru prelucrarea fibrelor sintetice lzi alimentatoare-amestectoare cu cilindru egalizator prevzut cu 4 rnduri de cuie (modelul HF 6012). Datorit construciei robuste a pnzei urctoare cu cuie i a cilindrului egalizator este posibil prelucrarea n condiii bune, chiar i a unui material fibros greu destrmabil, cu adeziune mare ntre fibre, sau a unuia care se prezint sub form de aglomerri fibroase mari.
52
Demetra Lcrmioara Bordeianu
Ecartamentul ntre pnza urctoare i cilindrul egalizator (ecartament care modific gradul de destrmare i producia mainii) pot fi reglate chiar i n timpul funcionrii utilajului. La cererea beneficiarului pot fi livrate i lzi alimentatoareamestectoare dotate cu cntare dozatoare (modelul MBK/W 6010 i respectiv HF/W 6012).
Figura II.16. Lad alimentatoare-amestectoare Hergeth Hollingsworth a HF 6012; b MBK/W 6010; 1, 2 mas alimentatoare; 3 pnz urctoare cu cuie; 4 plac de nivel; 5 cilindru egalizator; 6 cilindru curitor; 7 cilindru detaor; 8 conduct de aspiraie; 9 clapet; 10 cntar dozator
Tehnologii i utilaje n filaturi
53
Firma Marzoli i firma Textima realizeaz o lad alimentatoare-amestectoare (figura II.17 i II.18) la care cilindrul egalizator este nlocuit cu o pnz egalizatoare cu cuie mai fine. Este recomandat pentru prelucrarea fibrelor lungi i fine.
Figura II.17. Lada alimentatoare-amestectoare Textima model 1310 1, 2 mas alimentatoare; 3 pnz nclinat cu cuie; 4 cilindru detaor; 5 pnz egalizatoare; 6 cilindru curitor; 8 bar de nivel; 9 conduct de aspirare
La lada alimentatoare B 10/1 a firmei Marzoli (figura II.18) materialul fibros desprins de cilindrul detaor din cuiele pnzei nclinate este preluat de un cilindru de desfoiere i depus pe pnza colectoare. Aceeai firm construiete i lzile alimentatoare B11/1 cu alimentare manual recomandat prelucrrii retururilor i deeurilor, precum i lada alimentatoare B 22/1 prevzut cu cntar dozator.
54
Demetra Lcrmioara Bordeianu
Figura II.18. Lad alimentatoare-amestectoare Marzoli model B 10/1 1, 2 mas alimentatoare; 3 pnz nclinat cu cuie; 4 cilindru detaor; 5 pnz egalizatoare; 6 bar de nivel; 7 cilindri de alimentare; 8 cilindru de desfoiere
Firma Trtzschler construiete lada alimentatoare AS (figura II.19) destinat prelucrrii retururilor la care cilindrul egalizator este de asemenea nlocuit cu o pnz egalizatoare (8). Lada este dotat i cu un cilindru n form de stea (2) i un dispozitiv de detaare (3) ce asigur destrmarea benzilor de card sau laminor.
Figura II.19. Lada alimentatoare pentru retururi model AS a firmei Trtzschler 1 mas alimentatoare; 2 cilindru stelat; 3 dispozitiv de detaare; 4 mas transportatoare; 5 fotocelul; 6 cilindru curitor; 7 conduct de aspirare a prafului; 8 pnz egalizatoare; 9 pnz nclinat cu cuie; 10 cilindru detaor
Tehnologii i utilaje n filaturi
55
Producia lzii alimentatoare poate fi redus pn la 5 kg/h pentru a asigura chiar i ncorporarea unei cantiti reduse de retururi n proporii constante i uniforme. O posibilitate de amplasare a desfctoarelor de baloturi propus de firma Trtzschler este prezentat n figura II.20. Cele 2-6 desfctoare de baloturi (d) alimentate cu material fibros prin intermediul meselor de alimentare (c) sunt aezate paralel n poziie perpendicular pe direcia pnzei transportoareamestectoare (a).
Figura II.20. Amplasarea desfctoarelor de baloturi KNW, firma Trtzschler a pnz transportatoare; b conduct pentru transport pneumatic; c mas alimentatoare; d desfctor de balot
Debitarea ghemotoacelor de fibre pe masa transportoareamestectoare asigur formarea unor straturi suprapuse care conin fibre din toate componentele alimentate. Deasupra pnzei transportoare sunt montate dispozitive de presare a straturilor de ghemotoace fibroase. La captul pnzei transportoare se afl un cilindru care realizeaz o preluare vertical, asigurnd astfel o amestecare intens a tuturor componentelor coninute n straturile orizontale de ghemotoace de fibre depuse pe pnz. Un curent de aer asigur transport pneumatic prin conducta (b) a materialului fibros astfel preluat spre urmtoarea main a agregatului. Amplasarea unor magnei permaneni n aceast zon asigur eliberarea prilor metalice din materialul fibros.
56
Demetra Lcrmioara Bordeianu
II.5.1.2. Desfctoare automate de baloturi Utilizarea instalaiilor pentru alimentarea automat din baloturi a agregatelor de amestecare-destrmare-curare prezint unele avantaje, ntre care: realizarea unor amestecuri mai corecte prin evitarea greelilor datorate unei alimentri neregulate cu material fibros de ctre muncitori; mbuntirea uniformitii amestecului printr-o alimentare continu, constant i controlat; creterea productivitii muncii prin automatizarea operaiei de transport a baloturilor din depozit, dezambalare, ncrcare i alimentare continu a platformelor de lucru cu baloturi; Preluarea i desfacerea materiei prime se realizeaz cu ajutorul unor organe de preluare care trebuie s asigure menajarea fibrelor. Dup felul organelor de preluare desfctoarele automate de baloturi pot fi: desfctoare automate cu cleti (gheare lamelare); desfctoare automate cu cilindrii de dislocare (cu discuri): cu un cilindru; cu doi cilindri. Ambele tipuri de desfctoare pot fi: fixe situaie n care baloturile sunt aezate n containere care se deplaseaz prin faa organelor de preluare (prezint dezavantajul posibilitii prelucrrii simultane a unui numr redus de baloturi); mobile caz n care baloturile pot fi aezate n containere fixe sau, mobile prin dreptul crora se deplaseaz organele de preluare.
Tehnologii i utilaje n filaturi
57
II.5.1.2.1. Desfctoare automate cu organe de preluare cu cleti Aceast categorie de desfctoare include: desfctoare automate cu dispozitive preluare fixe din baloturi mobile; desfctoare automate cu dispozitive de preluare mobile din baloturi fixe. Din prima categorie de desfctoare automate cu organe de preluare cu cleti fac parte cele realizate de firma Trtzschler n dou variante de smulgere: desfctor automat n uniti de smulgere individualizate (ZA); desfctor automat multiplu cu uniti de smulgere (MZA3). n figura II.21 este prezentat un desfctor automat multiplu cu uniti de smulgere MZA 3 realizat de firma Trutzschler. Instalaia este prevzut cu 2 linii cu 3, 5, 7 sau 9 uniti de desfacere montate unele n spatele celeilalte i o mas transportoare amplasat pe aceeai direcie cu ele.
Figura II.21. Desfctor automat multiplu Trtzschler, model MZA3 a suport mobil pentru baloturi; b mas ce realizeaz deplasarea baloturilor; c celul fotoelectric; d mas transportatoare-colectoare; e unitate de smulgere
58
Demetra Lcrmioara Bordeianu
Schema de principiul a desfctoarelor automate este prezentat n figura II.22.
Figura II.22. Schema de principiu a desfctoarelor automate 1 baloturi; 2 mas transportoare de baloturi; 3 cleti; 4 band transportoare colectoare; 5 plci de ghidare a baloturilor
n figura II.23 este prezentat principiul de funcionare a unor asemenea desfctoare automate realizate de firma Trtzschler.
Figura II.23. Funcionarea desfctoarelor automate cu cleti ale firmei Trtzschler 1 baloturi; 2 masa transportoare; 3 - cleti
Tehnologii i utilaje n filaturi
59
Baloturile (1) sunt aezate pe dou mese transportoare (2) deasupra unor dispozitive de smulgere (3) care extrag din baloturi ghemotoace de material pe care le depun pe banda transportoare colectoare (continu pentru mai multe uniti de desfacere). Baloturile sunt deplasate ntr-o micare de dute-vino. Dispozitivul de smulgere este alctuit din dou gheare arc i execut dou micri: o micare de ridicare coborre cu o adncime de ptrundere (deci o grosime a ghemotocului) reglabil; o micare de dechidere-nchidere cu o frecven de circa 150 cicli/min i cu o for de circa 25 daN. Se poate modifica n felul acesta gradul de desfacere al materialului fibros producia unei uniti de smulgere. Din categoria desfctoarelor automate cu dispozitive de preluare mobile din baloturi fixe face parte cel realizat de firma Hergeth Hollingsworth numit Multi-Bale Gripper model MBG-E, prezentat n figura II.24. La acest desfctor, a crui funcionare imit operaia manual de alimentare, capul de preluare execut dou micri de translaie: pe vertical pn la nlimea de 2,8 m, ceea ce permite preluarea n condiii corespunztoare a fibrelor din baloturi mari (cu fibre voluminoase sau cu cantitate mare de fibr); pe orizontal pe o lungime de 21 m, reglabil din metru n metru. Alimentarea se poate realiza din 24-36 de baloturi, dar nu din mai puin de 6 baloturi, amplasate pe un singur rnd. Un cap de preluare alimenteaz o singur lad alimentatoareamestectoare prelund straturi de fibre din fiecare balot dup un program prestabilit. Instalaia funcioneaz ciclic. Un ciclu cuprinde urmtoarele faze: preluarea materialului din baloturi, ce se realizeaz prin coborrea capului de preluare pn la nivelul baloturilor, nchiderea
60
Demetra Lcrmioara Bordeianu
cletilor, ridicarea capului de preluare mpreun cu fibrele reinute de cleti; transportarea materialului fibros prelevat din baloturi spre lada alimentatoare amestectoare prin deplasarea pe orizontal a capului de preluare; depunerea fibrelor pe masa transportatoare a lzii alimentatoare amestectoare, prin deschiderea cletilor.
Figura II.24. Instalaie de alimentare Hergeth Hollingsworth MBG-E 1 in de ghidare; 2 crucior; 3 cap de preluare
Desfctorul automat MBG-E poate fi inclus n orice linie de preluare a fibrelor din bataj, deoarece poate fi utilizat pentru fibre a cror lungime variaz n limite largi. Producia instalaiei poate ajunge la 700 kg/h, dependent de numrul baloturilor din care se face alimentarea i de lungimea de deplasare a capului de preluare. II.5.1.2.2. Desfctoare automate cu cilindri de preluare Fiabilitatea relativ redus a desfctoarelor automate cu cleti, datorat ruperii arcurilor lamelare ce intr n construcia acestora, a orientat atenia constructorilor spre realizarea unor desfctoare automate la care preluarea materialului se face cu ajutorul unor cilindri cu discuri.
Tehnologii i utilaje n filaturi
61
Desfctoare automate cu un cilindru de preluare Blendomatul BDT 013 a firmei Trtzschler, figura II.25, este un desfctor automat la care preluarea materialului fibros se realizeaz cu ajutorul unui singur cilindru cu discuri (13), a cror dini ptrund printre barele grtarului (4). Se mpiedic astfel smulgerea unor ghemotoace prea mari.
Figura II.25. Desfctorul automat Blendomat BDT 013 1 fotocelul; 2 dispozitiv de preluare; 3 cilindru de preluare; 4 grtar; 5 cilindru de sprijin; 6 conduct flexibil (furtun) de conducere a materialului fibros prelucrat; 7 turn; 8 suport de deplasare cu automatul
62
Demetra Lcrmioara Bordeianu
Instalaia are o productivitate ridicat i este destinat prelucrrii fibrelor chimice (un singur component) pentru care se consider suficient o alimentare din 8-12 baloturi. Poate prelucra maxim 15 baloturi ce se pot aeza pe un singur rnd. Preluarea materialului fibros se face n ambele sensuri de deplasare, cu o vitez de 10 m/min. Capul de preluare execut dou micri de translaie: una pe orizontal alternativ pe o lungime de 7500 mm, i cu un avans de 60 mm de la i respectiv spre turn pentru preluarea uniform a stratului de material fibros din baloturi. Schimbarea sensului acestei micri (de apropiere sau de deprtare de turn) se realizeaz odat cu schimbarea sensului de deplasare al automatului; una pe vertical, la care avansul, dependent de densitatea de mbalotare, poate fi reglat i controlat automat, i care determin ptrunderea sa n balot. Sistemul de fotocelule (1) are rolul de a opri automat instalaia, atunci cnd o persoan ptrunde n perimetrul de lucru al acesteia. Un alt desfctor de baloturi la care preluarea materialului se face cu un singur cilindru de dislocare este desfctorul automat UNIFLOC al firmei Reiter realizat n mai multe variante constructive care difer ntre ele n principal prin lungimea i limea de lucru. Spre deosebire de Blendomatul BDT 013, desfctorul automat UNIFLOC poate prelua alternativ dou sortimente de materii prime de naturi diferite plasate n patru grupe, cte dou pe fiecare parte a instalaiei. Numrul maxim de baloturi ce pot fi prelucrate simultan este 130, iar valoarea maxim a produciei este de 1200 kg/h.
Tehnologii i utilaje n filaturi
63
Desfctoare automate cu doi cilindri de preluare Din aceast categorie fac parte majoritatea desfctoarelor prezentate la ultimele expoziii de utilaj textil, printre care: Blendomatul BDT 019 i BDT 020 a firmei Trtzschler; Desfctorul automat ABO a firmei Crosrol; Desfctorul automat B 12 a firmei Marzoli; Desfctorul ROTOMIX 3D i OPTOMIX OPT 3M 3 a firmei Hergeth Hollingworth; Blendomatul BDT 019 este o main flexibil, cu utilizare universal, construit pentru a rspunde unor cerine foarte diferite. Este eficient pentru prelucrarea partidelor de orice dimensiune din diferite tipuri de bumbac sau din amestecuri de fibre din naturi diferite ce pot fi preluate de pe o singur parte a instalaiei sau de pe ambele pri (figura II.26).
Figura II.26. Posibiliti de utilizare a Blendomatului BDT 019
Cnd instalaia este programat s preia materialul de pe ambele pri, ea va pivota, se va roti automat la sfritul, respectiv nceputul irurilor de baloturi. Dac este programat s preia materialul doar de pe o parte ea se va roti la terminarea baloturilor de pe acea parte, urmnd a prelua materialul de pe cellalt ir de baloturi, timp n care vor fi nlocuite baloturile de pe irul de pe care s-a preluat materialul anterior rotirii instalaiei.
64
Demetra Lcrmioara Bordeianu
Deci posibilitatea automatului de a prelua ghemotoace numai dintr-un ir de baloturi permite pregtirea celui de-al doilea ir fr oprirea instalaiei. O lime de lucru de 1720 mm i o lungime de 50m permit aezarea a 130 baloturi care asigur funcionarea continu, fr operator timp de 72 de ore pentru o linie de curare cu o producie de 550 kg/h. n cazul prelucrrii unor baloturi cu nlime diferit, automatul asigur prelucrarea uniform a ghemotoacelor din toate grupurile. Viteza de lucru este de 5-15 m/min funcie de producia liniilor de curare care realizeaz alimentarea la aceast instalaie. Sistemul de preluare este format din doi cilindri de preluare (3) care lucreaz pe rnd, funcie de sensul de deplasare al automatului, deci a capului de preluare (figura II.27).
Figura II.27. Capul de preluare al Blendomatului BDT 019 1 cilindri de preluare; 2 grtar; 3 cilindri de sprijin; 4 baloturi; 5 hot de aspiraie
Cilindrul de desfoiere care realizeaz preluarea materialului fibros este cobort adnc pe suprafaa baloturilor, el are acelai sens de rotaie i de nclinare a dinilor cu sensul de deplasare al capului de preluare, asigurnd astfel o bun menajare a fibrelor i deci un numr minim de fibre rupte. Cilindrul de desfoiere (de preluare) care ar prelua ghemotoacele n sens contrar deplasrii capului de preluare este ridicat la 10 mm astfel nct dinii si nu ptrund prin grtar n stratul de material fibros.
Tehnologii i utilaje n filaturi
65
Instalaia permite prelucrarea mai multor amestecuri, asigurnd alimentarea a 2-3 linii de bataj (figura II.28).
Figura II.28. Posibiliti de utilizare a Blendomatului BDT 019
Blendomatul BDT 020 (figura II.29)este soluia optim pentru prelucrarea unei singure reele de amestec o perioad ndelungat de timp. Numrul maxim de baloturi care pot fi prelucrai este de 60, aezai pe un singur rnd, iar producia maxim de 1000 kg/h. Instalaia poate funciona continuu n condiiile alimentrii continue cu baloturi noi, alimentare ce poate fi realizat cu ajutorul unor elevatoare (stivuitoare), fie automat prin intermediul unor instalaii construite special de firma Trtzschler care asigur legtura ntre dispozitivul de baloturi i instalaia automat de preluare a ghemotoacelor din baloturi. Capul de preluare, n poziie normal de lucru este nclinat o cu 4-10 fa de orizontal, asigurnd astfel o amestecare avansat a materialului fibros, ce se realizeaz att ntre baloturi diferite ct i ntre diferite straturi ale baloturilor. La o trecere a capului de dislocare vor fi preluate ghemotoace din partea superioar a ultimilor baloturi, de la mijlocul altora i de la partea inferioar a primelor baloturi alimentate. Prin aceasta se asigur o amestecare avansat, dar i o prelucrare uniform a ghemotoacelor din toate grupurile. Capul de preluare al Blendomatului BDT 020 lucreaz pe acelai principiu ca i cel al automatului BDT 019 fr ns a avea posibilitatea de rotire, el prelucrnd baloturi aezai doar pe un singur rnd.
66
Demetra Lcrmioara Bordeianu
Figura II.29. Modul de lucru al desfctorului BDT 020
Tehnologii i utilaje n filaturi
67
Toate instalaiile automate BDT sunt comandate i supravegheate de microcomputere, a cror elemente se etaloneaz, se fabric i se verific de firma Trtzschler. La terminarea lotului, benzile transportoare sunt oprite, iar capul de dislocare, de desfacere revine treptat la orizontal, prelund ntreaga cantitate de material alimentat. Schimbarea amestecului de fibre presupune alimentarea benzilor transportoare cu noi baloturi, alimentare ce poate fi realizat manual, cu ajutorul unui electrostivuitor, sau automat. Pe acelai principiu se bazeaz i amestectorul B-12-SB, realizat de firma Marzoli. n raport cu modelele precedente prezentate de aceast firm acest desfctor permite: reducerea ghemotoacelor prelevate, datorit modificrii profilului dinilor cilindrilor de preluare a materialului fibros i datorit posibilitii utilizrii unei viteze variabile a unitii de preluare (8-15 m/min); afiarea automat a terminrii baloturilor; reducerea zgomotului la 75 dB; creterea produciei la 1100-1500 kg/h n cazul prelucrrii unui singur amestec, i la 800-1000 kg/h n cazul prelucrrii a dou amestecuri. Firma Hergeth Hollingsworth din acest gen de desfctoare a realizat desfctorul OPTOMIX, model OPT 2 M3 destinat prelucrrii fibrelor scurte cu lungimi de pn la 60 mm la care capul de preluare este mobil i baloturile sunt fixe, i desfctorul ROTOMIX 3D cu dispozitive de preluare mobile din baloturi mobile. Sistemul de preluare a destrmtorului OPTOMIX este alctuit din 2 cilindri cu discuri a cror dini ptrund prin barele unui grtar. Se asigur astfel o destrmare menajat a fibrelor, ce sunt apoi transportate de un curent de aer spre un sistem de aspiraie, prevenindu-se astfel deteriorarea fibrelor sau formarea nopeurilor.
68
Demetra Lcrmioara Bordeianu
Desfctorul ROTOMIX (figura II.30) are o construcie special care permite rotirea celor dou capuri de preluare cu 360o n jurul unor axe. Suprafaa de preluare este nclinat ceea ce adaug o a treia dimensiune n crearea amestecului. Platforma de lucru a desfctorului este alimentat continuu prin intermediul unor pnze transportoare. Producia maxim a desfctorului este de 1500 kg.
Figura II.30. Desfctorul ROTOMIX- 3 D, firma Hergeth Hollingsworth 1 balot; 2 benzi transportoare; 3 cap de preluare
De obicei n cazul prelucrrii amestecurilor din componeni de natur diferit pentru dozarea acestora conform reetei de amestec, dup desfctoarele automate se amplaseaz o camer de rezerv prevzut cu un cntar dozator. O astfel de camer (buncr) este cea construit de firma Trtzschler (figura II.31). La partea superioar camera de rezerv (2) are pereii perforai (3) pentru a permite evacuarea aerul care a servit transportul materialului fibros spre buncr. nlimea materialului fibros din buncr este controlat de celula fotoelectric (5). Odat cu creterea nlimii materialului fibros n buncr se acoper din ce n ce mai mult gurile de evacuare ale peretelui perforat i ca urmare, presiunea materialului fibros n buncr i spre canalul de alimentare crete. n aceast situaie
Tehnologii i utilaje n filaturi
69
comutatorul pneumatic (1) oprete alimentarea cu material de la mainile precedente, pn la atingerea presiunii prestabilite, care corespunde unei anumite nlimi de umplere a buncrului.
Figura II.31. Buncr de alimentare cu cntar dozator 1 comutator pneumatic; 2 camer de rezerv; 3 perete perforat; 4 conduct de evacuare a aerului; 5 fotocelul; 6 camer de rezerv; 7 cilindri de preluare; 8 cilindri alimentatori; 9 cilindru de desfoiere; 10 clapete de alimentare; 11 cntar; 12 clapete de descrcare; 13 pnz transportatoare amestectoare
70
Demetra Lcrmioara Bordeianu
La partea inferioar a buncrului se afl doi cilindri de preluare (7) care transfer materialul fibros prin intermediul cilindrilor alimentatori (8) spre cilindrul de desfoiere (9). Acesta este prevzut cu ase bare cu ace care destram materialul fibros n ghemotoace mai mici i mai uniforme pe care le arunc n recipientul cntarului (11). La atingerea greutii prestabilite, clapetele de alimentare (10) se nchid i se recntrete materialul depus n recipient. Prin deschiderea clapetelor de descrcare (12) materialul este depus pe pnza transportoare-amestectoare (13) care colecteaz materialul fibros de la mai multe asemenea buncre.
II. 5. 2. Maini pentru destrmarea i curirea preliminar
Prelucrarea materialului fibros pe agregate de amestecaredestrmare-curare presupune acordarea unei atenii deosebite destrmrii fibrelor, precum i ndeprtrii impuritilor fr frmiarea lor, cunoscut fiind faptul c impuritile mici au o aderen mai mare la fibre i se elimin mult mai greu. n acest scop, dup desfctoarele de alimentare ale agregatului, sunt amplasate maini care, prin batere n stare liber lovesc ghemotoacele mari de fibr desfcndu-le n ghemotoace mai mici. Concomitent cu aceast destrmare sunt eliminate i impuritile mari cu aderen mai mic de fibre. Din aceast categorie fac parte curitoarele n trepte i curitoarele orizontale (axiale) cu 1, 2, sau 3 tambure, cu alimentare i debitare pneumatic a materialului fibros.
Tehnologii i utilaje n filaturi
71
II. 5.2.1. Curitoare n trepte
Schema tehnologic din figura II.32 prezint o instalaie de destrmare i curare preliminar care cuprinde n componena sa un buncr (camera de rezerv), un curitor n trepte i un destrmtor axial (orizontal).
Figura II.32. Instalaia de destrmare i curare preliminar 1 condensator; 2 celul fotoelectric; 3 buncr; 4 cilindru alimentator; 5 cilindri de batere; 6 muchie; 7 grtar; 8 camera de rezerv; 9 cilindru transportor; 10 cilindru alimentator; 11 tambur cu cuite; 12 bare de lovire; 13 segmente de grtar; 14 clapet; 15 conduct de transport pneumatic al materialului
Alimentarea n camera de rezerv (3) cu ghemotoace ce au deja un anumit grad de destrmare se realizeaz de ctre condensatorul (1). Celula fotoelectric (2) are rolul de a controla nlimea de umplere, iar cilindrul alimentator (4) realizeaz o destrmare preliminar a materialului fibros i o alimentare n flux continuu a curitorului n trepte. Cilindrii (tamburii) de batere (5) sunt dispui la 45o fa de orizontal i conduc materialul spre camera de rezerv (8).
72
Demetra Lcrmioara Bordeianu
Prin lovirea materialului fibros de barele grtarului corpurile strine, n special resturi de frunze i semine, cojie, etc, sunt desprinse i cad n cutia de deeuri amplasat sub grtar. Muchiile (6), printr-un reglaj corespunztor, modific cantitatea de impuriti eliminate, mrind astfel puterea de curare. Pe cilindrii sunt sudate nite bare robuste, numite nasuri, sau degete, care au faa de atac rotunjit pentru a evita ruperea fibrelor. Ghemotoacele sunt antrenate n jurul fiecrui tambur de batere un numr variabil de ture (care s asigure o destrmare i curare corespunztoare, fr ns ca materialul s rmn prea mult timp n zona de aciune a unui tambur). Se realizeaz n acest mod i o amestecare a materialului fibros. Din camera de rezerv (8), materialul fibros este condus spre tamburul (12) al destrmtorului orizontal prin intermediul unui cilindru transportor (9) i a unui cilindru alimentator (10), astfel nct barele de lovire (12) ale tamburului vor lovi stratul de material fibros realiznd astfel o destrmare n stare inut. Jumtatea inferioar a circumferinei tamburului este acoperit de patru seciuni de grtar (13), formate din bare metalice ce pot fi reglate individual, printre care sunt eliminate impuritile. Ghemotoacele de fibr, de dimensiuni mult micorate, sunt transportate de un curent de aer prin faa clapetelor (14) spre condensatorul urmtoarei maini a agregatului. O instalaie similar este cea realizat de firma Trtzschler care cuprinde curitorul n trepte SRS 6 i destrmtorul axial cu un singur tambur model RN, prezentat n figura II.33. Dei este una din cele mai eficiente maini de destrmare i curare preliminar a bumbacului, se poate renuna la ea dac liniile de amestecare-destrmare-curare sunt prevzute cu instalaii automate de alimentare, care asigur o desfacere avansat a ghemotoacelor. Astfel liniile prezentate n ultima perioad de firmele Rieter i Trtzschler nu au n componen asemenea maini. Curitorul n trepte se recomand s nchid liniile de destrmare cu alimentare manual.
Tehnologii i utilaje n filaturi
73
Figura II. 33. Linie de destrmare curare, firma Trtzschler 1 condensator; 2 tambur perforat; 3 ventilator de absorbie; 4 cilindru detaor; 5 buncr de alimentare; 6 celul fotoelectric; 7 cilindrii alimentatori; 8 tambur pentru destrmare; 9 curitor n trepte; 10 aspirator de praf; 11 destrmtor axial; 12 mas alimentatoare; 13 cilindru de presiune; 14 cilindrii alimentatori; 15 tambur; 16 curent de aer
Printre ultimele variante constructive de curitoare n trepte se numr i curitorul n trepte B51/1 prezentat de firma Marzoli la ultimele expoziii de utilaj textil (figura II.34).
Figura II.34. Curitorul n trepte B51, firma Marzoli
74
Demetra Lcrmioara Bordeianu
La aceast main alimentarea ghemotoacelor se realizeaz prin intermediul unui buncr cu perete vibrator. Maina are 6 cilindri, fiecare cu ase rnduri de nasuri. Sub primii cinci cilindri sunt montate grtare cu bare cu seciune triunghiular, cu deschiderea dintre bare reglabil. nainte ca materialul fibros s ptrund n zona de aciune a celor ase cilindri cu nasuri, ghemotoacele sunt destrmate i curate cu ajutorul unui cilindru de desfoiere, prevzut cu organe de lovire, i proiectate pe suprafaa barelor triunghiulare ale grtarului. Preluarea materialului de pe un cilindru pe altul este facilitat de plcile reglabile montate la partea superioar a cilindrilor, n zona lor de interaciune. Maina poate realiza producie de pn la 600 kg/h.
II.5.2.2. Curitoare axiale
Curitoarele axiale pot fi de diverse tipuri constructive: cu unul, dou sau trei tambure; cu alimentare pneumatic sau prin intermediul unor pnze transportoare. Printre curitoarele axiale cu un singur tambur se numr i curitorul UNICLEAN B1, realizat de firma Rieter. Utilajul are o eficien mrit de destrmare i curare ce se realizeaz prin lovirea n stare liber a ghemotoacelor de barele grtarului, de ctre garnitura cu ace a tamburului. Turaia tamburului (400-800 rot/min) i poziia elementelor grtarului sunt reglabile funcie de intensitatea de curare. Practica a demonstrat c introducerea n flux a UNICLEANului asigur, prin optimizarea procesului de eliminare a deeurilor, economii de materii prime de 0,3-1%. n figura II.35 este prezentat schema de principiu a unui astfel de destrmtor axial cu buncr de alimentare. Materialul fibros alimentat pe cale pneumatic prin conducta (1) este oferit prin intermediul cilindrilor alimentatori (5) aciunii tamburului (6) prevzut cu 12 rnduri de barete. Prin lovirea ghemotoacelor de barele triunghiulare ale grtarului (7), care nconjoar pe 270o tamburul, acestea sunt desfcute. Parte din impuriti cad prin barele grtarului n cutia de deeuri (8), iar
Tehnologii i utilaje n filaturi
75
ghemotoacele mult micorate sunt transportate pneumatic prin conducta (9) spre urmtoarea main a agregatului.
Figura II.35. Destrmtor axial 1 conduct de alimentare; 2 tambur sit; 3 cilindrul detaor; 4 camer de rezerv; 5 cilindri alimentatori; 6 tambur; 7 grtar; 8 camer de deeuri; 9 conduct de debitare
Renunarea la curitorul n trepte din liniile de amestecaredestrmare-curare destinate prelucrrii bumbacului, n cazul prelucrrii unui bumbac cu coninut mare de impuriti (din sorturi medii sau inferioare) impune adesea folosirea unor curitoare axiale (orizontale) cu mai multe puncte de lovire a ghemotoacelor n stare liber.
76
Demetra Lcrmioara Bordeianu
Astfel, firma Trtzschler prezint la ultimele expoziii de maini textile curitorul cu dou tambure AXI-FLO AFC (figura II.36), iar firma Crosrol curitorul cu trei tambure 3 RC (figura II.37).
Figura II.36. Curitorul cu dou tambure AXI-FLO AFC, firma Trtzschler 1 conduct de alimentare; 2 tambur pentru destrmare; 3 plac deflectoare; 4 grtar cu bare triunghiulare; 5 pies de ghidare (reglabil); 6 tubulatur pentru eliminarea impuritilor; 7 conduct pentru evacuarea ghemotoacelor
Curitorul AXI-FLO AFC are o putere mare de curare, iar principiul de funcionare evit formarea nopeurilor i pierderea fibrelor filabile. Ghemotoacele sunt alimentate pneumatic prin conducta de alimentare (1) i dirijate spre cmpul de aciune a celor dou tambure orizontale (2), pe care sunt montate cte 8 rnduri de bare cilindrice. Barele tamburelor (2) antreneaz ghemotoacele peste barele grtarelor (4), plasate sub tambure. Placa deflectoare (3) este reglabil i are rolul de a dirija materialul fibros n spaiile de deasupra tamburelor, iar piesa de reglare (5) dirijeaz continuu materialul fibros n zona de interaciune dintre cele dou tambure, unde barele se rotesc n sens invers, micornd astfel ghemotoacele. Datorit posibilitilor de reglare a curenilor de aer ce aspir ghemotoacele din main, se asigur transportarea ghemotoacelor
Tehnologii i utilaje n filaturi
77
mici, ce vor prsi maina fr a mai fi supuse unei noi loviri. Ghemotoacele mai mari, vor putea prsi curitorul AXI-FLO numai dup ce au fost destrmate n ghemotoace mici, deci numai dup o destrmare i curare suficient. Fa de grtare, ambele tambure se rotesc n acelai sens, cu viteze mici, de 300-400 rot/min, evitndu-se astfel rularea fibrelor ntre tambur i grtar. O desfacere eficient a materialului se realizeaz n zona de interaciune a celor dou tambure, unde viteza relativ este de 600-800 rot/min. Aceast main, care realizeaz desfacerea i curarea ghemotoacelor n stare liber, este eficient dac este alimentat cu ghemotoace relativ mici. De aceea ea poate fi utilizat ca prim curitor numai dac este alimentat de la o instalaie automat. n lipsa acestei instalaii ea este amplasat dup un alt curitor preliminar, cum ar fi curitorul n trei trepte. Curitorul cu trei tambure 3 RC realizat de firma Crosrol, figura II.37, asigur o curare eficient, fr a spori tendina de formare a nopeurilor.
Figura II.37. Curitor cu trei tambure 3 RC, firma Crossrol 1 pnz transportatoare; 2 cilindri alimentatori; 3, 4,5 tambure; 6 grtar; 7 conduct de evacuare a ghemotoacelor; 8 conduct de eliminare a impuritilor
Alimentarea se face cu ajutorul pnzei transportoare (1) i a cilindrilor alimentatori (2), direct de la un multiamestector sau de la un buncr de rezerv de tip TR. Primul tambur (3) este prevzut cu 8
78
Demetra Lcrmioara Bordeianu
rnduri de cuie poziionate intercalat, astfel nct n materialul fibros prins de cilindrii alimentatori acestea s ptrund n puncte diferite. Urmtoarele dou tambure (4 i 5) au patru rnduri de bare cu nasuri, a cror vrfuri sunt dispuse dup o linie elicoidal. Viteza cresctoare a celor trei cilindrii destrmtori asigur o destrmare progresiv. Barele grtarului (6) de sub cilindri destrmtori sunt reglabile, ceea ce asigur controlul cantitii de deeuri i reducerea cantitii de fibre filabile eliminate.
II.5.3. Maini pentru destrmare curare intensiv
Dup destrmarea i curarea preliminar a bumbacului, operaii prin care au fost ndeprtate impuritile grele i cele de dimensiuni mari, materialul fibros este supus unei destrmri mult mai intense, cu ajutorul unor organe de lovire cu cuie, sau cu garnituri rigide sau elastice. Firma Trtzschler prezint la ultimele expoziii textile cinci tipuri de curitoare: cu 1, 3 sau 4 cilindrii curitori. n figura II.38 sunt prezentate dou modele de curitoare cu un cilindru, realizate de firma Trtzschler.
Figura II.38. Curitoare CLEANOMAT cu un cilindru, firma Trtzschler a model CVT1; b model CNT1 1 cilindri alimentatori; 2 cilindru destrmtor cu cuie; 2 cilindru destrmtor cu ace; 3 cuit; 4 segment de cardare; 5 conduct de colectare a deeurilor; 6 - conduct de debitare
Tehnologii i utilaje n filaturi
79
Materialul fibros este adus pe o mas alimentatoare, presat de un cilindru calandru i oferit spre destrmare (n stare inut) tamburului (2) de ctre cilindri alimentatori (1). Prin lovirea ghemotoacelor de cuite i segmentele fixe de cardare (4) are loc slbirea legturilor ntre fibre i impuriti i eliminarea acestora din urm prin conducte speciale de aspiraie (3). n cazul prelucrrii unui bumbac cu coninut mrit de impuriti se recomand folosirea destrmtorului a crui tambur este echipat cu cuie (model CVT1), iar pentru bumbacul cu fibr lung i coninut redus de impuriti firma recomand a se utiliza un curitor cu tambur cu ace (model CNT1). ntr-o linie de amestecare-destrmare-curare aceste curitoare pot fi folosite i ca prime maini de curare.
Figura II.39. Curitoare CLEANOMAT cu trei cilindri, firma Trtzschler a CVT3; b CNT3; 1 cilindri alimentatori; 2 cilindru destrmtor cu cuie; 3 cilindri destrmtori cu ace; 4 segment de cardare; 5 cuite i dispozitive de absorbie a deeului; 6 conduct de debitare
Curitorul cu trei cilindri (figura II.39) se recomand a fi folosit ca unic destrmtor pentru amestecurile de bumbac cu coninut mediu de impuriti. Primul cilindru destrmtor poate avea garnitur cu cuie (model CVT3) sau cu ace (model CNT3) cel de al doilea are garnitur grosier (CVT3) sau medie (CNT3) tip dini de ferstru, iar ultimul cilindru curitor este mbrcat cu o garnitur fin tip dini de ferstru. Este indicat a fi folosit pentru curarea materialului ce a suferit deja o destrmare preliminar, adic dup un precuritor. Curitorul cu patru cilindri CLEANOMAT CVT4 (figura II.40) este cel mai eficient curitor din toate modelele acestui sistem. Randamentul su de curare corespunde celui realizat prin utilizarea a 3-4 curitoare clasice.
80
Demetra Lcrmioara Bordeianu
Figura II.40. Curitoare CLEANOMAT CVT4 cu patru cilindri, firma Trtzschler 1 cilindri alimentatori; 2a cilindru destrmtori cu cuie; 2b cilindru destrmtori cu ace; 2c cilindru destrmtor cu garnitur de finee medie tip dini de ferstru; 2d cilindru destrmtor cu garnitur fin tip dini de ferstru; 3 cuit; 4 segment de cardare; 5 dispozitive de absorbie a deeului; 6 conduct de debitare
O linie a agregatului de amestecare-destrmare-curare ce include un asemenea curitor poate fi completat, dac este nevoie, cu un curitor cu doi cilindri tip AXI-FLO AFC, realiznd o foarte bun destrmare i curare, indiferent de coninutul de impuriti a materialului fibros prelucrat. n alegerea celui mai adecvat tip de curitor trebuie s se in cont de modul de egrenare, de lungimea fibrelor prelucrate, de coninutul de impuriti a materialului prelucrat, precum i de dificultatea eliminrii acestora. Capacitatea bumbacului de a fi curit exprimat prin factorul C (Cleanability) se adopt n funcie de metoda de egrenare, de coninutul i mrimea particulelor strine (resturi de semine cu fibre, frunze, cojie) procentul de impuriti i nopeuri. Optimizarea procesului de curare se realizeaz prin modificarea poziiei plcuelor deflectoare montate naintea cuitelor (ce au poziii reglabile). Atunci cnd coninutul de impuriti n bumbac este de exemplu 2%, ar fi ideal ca procentul de deeuri s fie tot de 2%. n acest caz materialul ndeprtat sub form de deeu ar fi constituit n totalitate din impuriti i, n consecin, gradul de curare al materialului prelucrat, realizat de main ar fi de 100%. Optimizarea intensitii de curare presupune apropierea, pe ct posibil de aceast situaie, adic alegerea punctului de lucru, astfel nct s se realizeze o curare ct mai intens n condiiile ndeprtrii unui procent ct mai mic de fibre filabile.
Tehnologii i utilaje n filaturi
81
II.5.4. Maini automate pentru amestecare
Realizarea unui amestec omogen i uniform din care s se realizeze fire cu aceleai caracteristici calitative n ntreaga partid, i care s permit o valorificare superioar a materiilor prime a stat mereu n atenia tehnologilor. Cercettori de renume consider c un amestec omogen nu poate fi realizat dect pe mainile agregatului de amestecaredestrmare-curare, i de aici rolul important ce revine acestei operaii n realizarea unei amestecri corespunztoare. Se apreciaz c, chiar prin utilizarea unui numr mrit de pasaje de laminor (3-4 sau chiar mai multe) realizarea amestecului pe laminoare nu poate asigura un amestec intim ntre fibre. Calitatea amestecului pornete chiar de la desfctoarele de baloturi i este influenat de modul de aezare a acestora i de modul de realizare a detarii. Toate fazele ulterioare ale procesului de amestecare contribuie la creterea uniformitii amestecului, iar integrarea lor corect este una din condiiile ce se impun pentru obinerea unui amestec corespunztor. n cazul utilizrii a doi sau mai muli componeni ce au caracteristici sensibil diferite, sau sunt chiar de natur diferit (exemplu: fibre sintetice cu fibre celulozice) realizarea unui amestec omogen este o cerin primordial. Se recomand, n acest caz, utilizarea desfctoarelor de baloturi dotate cu cntare dozatoare, urmate de maini automate de amestecare. Acest procedeu conduce la obinerea unui amestec cu grad ridicat de omogenitate i este utilizat din ce n ce mai mult n filaturile pentru fire cardate. El permite, n primul rnd, creterea omogenitii amestecului pe poriuni lungi, urmnd ca n operaia de cardare s se execute o aciune de amestecare, de omogenizare pe poriuni scurte.
82
Demetra Lcrmioara Bordeianu
Multiamestectoare
Dei realizate n diferite tipuri constructive, principiul de amestecare al tuturor multiamestectoarelor const n depunerea materialului n compartimente orizontale i prelevarea lor n sens vertical, sau invers. Se folosesc multiamestectoate cu dou pn la zece compartimente, n funcie de numrul componenilor, de numrul baloturilor ce se alimenteaz i de capacitatea de producie a agregatului din care face parte. Multiamestectoarele construite de firma Trtzschler MPM sau MCM difer ntre ele prin modul de debitare al materialului fibros. La modelul MPM (figura II.41) debitarea se face printr-un canal de amestec de unde materialul este transportat pneumatic la urmtoarea main, n timp ce la modelul MCM materialul fibros este debitat pe o pnz transportoare care alimenteaz urmtoarea main. Ambele multiamestectoare sunt alimentate pneumatic cu ghemotoace de material prin conducta (1) de un curent de aer creat de un ventilator. Umplerea camerelor de amestec se face succesiv i cu o nlime de umplere ce crete progresiv de la primul la ultimul compartiment. Aerul este evacuat prin orificiile pereilor perforai (7) i conductele de retur (3), iar nivelul materialului n camerele de amestec este controlat de o celul fotoelectric (5) sau de un manometru ce indic presiunea din fiecare camer. Scderea acestei presiuni sub o anumit valoare comand deschiderea clapetei corespunztoare compartimentului respectiv i umplerea sa automat cu ghemotoace de material fibros. Fiecare compartiment este prevzut la partea inferioar cu doi cilindri debitori (10) cu viteze reglabile n vederea adaptrii cantitii de material depuse pe banda colectoare (12) la produciile urmtoarelor maini i de un cilindru detaor (11). Straturile de material fibros din cele ase camere de amestec suprapuse pe banda transportoare (12) sunt dirijate spre conducta de evacuare (13).
Tehnologii i utilaje n filaturi
83
Figura II.41. Multiamestectoare Trtzschler a model MCM 6; b model MPM 6; 1 conduct de alimentare; 2 clapet; 3 compariment; 4 canal de alimentare; 5 fotocelul; 6 conduct de retur; 7 perei perforai; 8 compartiment; 9 cilindri de desfoierei; 10 mas de amestec; 11 canal de amestec; 12, 14 pnz transportatoare; 13 conduct de debitare
Firma Trtzschler construiete i multiamestectoare cu 8-10 camere de amestec, a cror producie variaz ntre 450-1000 kg/h n funcie de numrul compartimentelor i nlimea lor.
84
Demetra Lcrmioara Bordeianu
Multiamestectorul UNIBLEND A-80 (figura II.42) construit de firma Rieter poate realiza un amestec din 8-10 componente i este recomandat mai ales pentru prelucrarea amestecurilor de bumbac cu fibre chimice.
Figura II.42. Multiamestectorul UNI blend A-80, firma Rieter 1 conduct de alimentare; 2, 3 conducte de evacuare a aerului; 4 unitate de dozare a componentelor; 5 straturi cu componente ale reetei de amestec; 6 unitate de evacuare a materialului fibros; 7 conduct de transport pneumatic; 8 camer de control
Producia maxim a mainii de 1000 kg/h poate alimenta simultan 4 amestecuri diferite la carde. Firma constructoare apreciaz c pot fi realizate amestecuri foarte sensibile, spre exemplu 99% bumbac cu 1% poliester. Aceeai firm construiete amestectorul UNIMIX (figura II.43) la care cele 6 compartimente se ngusteaz i se curbeaz la partea inferioar oblignd materialul s-i schimbe direcia de deplasare, modificndu-se totodat i poziia straturilor depuse iniial n compartimente. Umplerea compartimentelor se face automat prin deschiderea clapetei corespunztoare compartimentului n care nivelul este cel mai sczut. Se asigur astfel meninerea nivelului, peste o anumit valoare limit n toate compartimentele.
Tehnologii i utilaje n filaturi
85
Figura II.43. Multiamestectorul UNI MIX B7/3, firma Rieter 1 conduct de alimentare; 2 camere verticale; 3 pnz transportatoare; 4 cilindru condensator; 5 pnz urctoare cu cuie; 6 camer de amestecare; 7 cilindru egalizator; 8 cilindru detaor; 9 camer de alimentare; 10 tambur destrmtor; 11 camer de deeuri i impuriti; 12 conduct pentru evacuarea particulelor; 13 ventilator pentru evacuare praf
Amestecarea materialului fibros se realizeaz n trei puncte: n punctul de preluare a materialului fibros de pnza urctoare cu cuie care atrage ghemotoacele din toate straturile; n zona de interaciune dintre cilindrul egalizator i pnza urctoare cu cuie; n zona cilindrului destrmtor. n funcie de tipul materiei prime i de numrul i natura componentelor reetei de amestec acest multiamestector poate fi amplasat dup desfctoarele automate, dup curarea preliminar, dup dozatoare (n cazul prelucrrii amestecurilor de fibre de natur diferit), sau chiar pentru alimentarea cardelor. Producia mainii variaz ntre 400-600 kg/h.
86
Demetra Lcrmioara Bordeianu
II. 5. 5. Instalaii automate de alimentare a cardelor
La agregatele clasice de destrmare-curare, ultima main este maina bttoare, de la care se obine primul semifabricat din filatur, denumit ptur. Asemenea maini sunt prevzute cu sisteme automate pentru: reglarea grosimii pturii; scoaterea automat a sulurilor; cntrirea sulurilor; nregistrarea produciei. n ultima vreme constructorii de utilaj textil au conceput instalaii care alimenteaz direct cardele cu ghemotoace, realiznd transportul pneumatic de la ultimul punct de destrmare a agregatului de amestecare-destrmare-curare direct la carde. O linie de amestecare-destrmare-curare, funcie de capacitatea sa, poate alimenta pn la 12 carde aezate unele lng altele, sau una dup alta. O astfel de instalaie este alimentatorul automat, realizat de firma Trtzschler, EXTRA FEED FBK 533 prezentat n figura II.44. Materialul transportat prin conducta de distribuie (1) este dirijat spre buncrul de rezerv (4) a cror perei la partea superioar sunt perforai (3) pentru a permite evacuarea aerului ce a servit la transportul materialului fibros. Concomitent cu aceasta se realizeaz i o aciune de desprfuire, de absorbie a prafului prin conducta (2). Cilindrul de alimentare (6) dirijeaz materialul spre cilindrul de desfoiere (7) prevzut cu 4 lineale cu ace scurte, ce desfac materialul n ghemotoace mai mici pe care le arunc n buncrul de alimentare (12). n acest buncr se realizeaz i o condensare, compactizare a materialului fibros urmare a absorbiei aerului prin pereii perforai (13) de ctre ventilatorul (5). Cilindri debitori (14) trag materialul din buncrul de alimentare al cardei (15). Pentru meninerea stratului de fibre n form condensat, n absena presiunii aerului, ntre cilindri debitori (14) i cilindrul alimentator al cardei (15) se realizeaz un laminaj.
Tehnologii i utilaje n filaturi
87
Figura II.44. Alimentator automat EXTRA FEED FBK 533, firma Trtzschler 1 conduct de alimentare; 2, 5 ventilatoare; 3 perete perforat; 4 camer superioar; 6 cilindrul de alimentare; 7- cilindru destrmtor; 8 sistem de control; 9 reglarea presiunii de lucru; 10 reglarea vitezei de baz; 11 traductor de presiune; 12 camer inferioar; 14 zon de condensare (absorbie aer); 14 cilindri debitori; 15 cilindru alimentator al cardei; 16 tahometru
Alimentarea uniform a cardelor este asigurat de unitatea de control (8) care primete informaii de la tahometrul (16) care indic viteza cilindrului alimentator al cardei, de la traductorul de presiune (11) despre presiunea din buncrul de alimentare al cardei, unde se formeaz stratul de fibre. Dup compararea lor cu valorile programate sistemul de control (8) comand, dup caz, mrirea sau micorarea vitezei cilindrului alimentator (6). Dei este posibil s se alimenteze chiar i numai o singur card, pentru o exploatare a instalaiei n condiii optime de funcionare firma recomand ca aceasta s nu alimenteze mai puin de 3 carde i nici mai mult de 12 carde. Numrul de carde ce poate fi alimentat de o asemenea instalaie este impus de performana acesteia, dar i a mainilor ntregii linii de amestecare-destrmarecurare.
88
Demetra Lcrmioara Bordeianu
Pe un principiu asemntor funcioneaz i instalaia de alimentare automat MASTERCHUTE model MC-S a firmei Hergeth Hollingsworth, figura II.45.
Figura II.45. Instalaia de alimentare automato MASTERCHUTE model MCS, firma Hergeth Hollingsworth 1 cilindru alimentator; 2 cilindru destrmtor; 3 conduct de transport a materialului fibros; 4 conduct de evacuare; 5 cilindrul alimentator al cardei; 6 ventilator
Maina este destinat prelucrrii fibrelor cu o densitate de lungime de pn la 3,3 dtex i o lungime de fibr pn la 40 mm, diferite tipuri de bumbac, fibre chimice i amestecuri. Transportul stratului de fibre spre cilindrul alimentator al cardei se realizeaz fr laminarea acestuia, deoarece nivelul materialului fibros n camera de rezerv este verificat i reglat permanent asigurndu-se astfel i o presiune constant a acestuia. Tendina general a principalelor firme constructoare de utilaj textil se orienteaz acum spre realizarea unor linii continue bataj-card cu posibilitatea de a alimenta direct pn la 10 carde, prin cuplarea acestora cu sisteme pneumatice i de transport automat, care funcioneaz sincronizat cu carda.
Tehnologii i utilaje n filaturi
89
CAPITOLUL III CARDAREA
III.1. CONSIDERAII GENERALE
n procesul de destrmare-curare aglomerrile de material fibros sunt mult micorate, astfel nct la alimentarea cardei masa medie a ghemotoacelor este de 0,5-1,0 mg. n cazul prelucrrii bumbacului, n acest proces sunt eliminate de asemenea i o parte din impuriti (circa 70-80%). Destrmarea i curarea materialului fibros continu, cu o intensitate mrit, n procesul de cardare al crui scop principal este de a defibra aglomerrile fibroase pn la individualizarea fibrelor i de a elimina impuritile i nopeurile. n afara acestor operaii, prin cardare este eliminat o parte din fibrele scurte, are loc o ndreptare a fibrelor, dar acestea reprezint operaii secundare, altele fiind mainile destinate acestor scopuri. Destrmarea particulelor pn la individualizarea fibrelor, operaie considerat proprie cardrii, are ca efect slbirea forelor de adeziune dintre impuriti i fibre, favoriznd astfel desprinderea i eliminarea acestora. Cardarea ncheie operaia de curare a bumbacului, urmnd ca n fazele urmtoare (cu excepia operaiei de pieptnare) materialul fibros s fie supus numai operaiilor de ndreptare, paralelizare i laminare. Operaia de destrmare are loc ntre dou suprafee acoperite cu ace sau srm dinat n anumite condiii de vitez i nclinare a acelor.
90
Demetra Lcrmioara Bordeianu
n funcie de sensul de nclinare a acelor i de vitezele relative ale celor dou organe care interacioneaz pot avea loc urmtoarele aciuni: cardare, preluare i rulare.
Figura III.1. Principalele zone active ale unei carde de bumbac
n figura III.1 sunt indicate poziiile relative ale garniturilor n principalele zone active ale unei carde de bumbac, i anume: a) n zona de interaciune dintre garnitura cilindrului ruptor i a tamburului se produce preluarea materialului, garniturile sunt cu acele ncruciate, ambele garnituri se mic cu vrful acelor nainte, dar vitezele diferite (vT>vR) fac ca micarea relativ a lor s fie cu vrful acelor nainte pentru tambur i cu vrful acelor n urm pentru ruptor. Efectul final este transferul materialului fibros de pe garnitura ruptorului pe cea a tamburului; b) n zona tambur-lineale se realizeaz cardarea propriuzis. Garniturile au acele paralele, iar micarea lor relativ este cu vrful acelor nainte. Diferena mare dintre turaia tamburului i cea a linealelor (vT>>vL) imprim ghemotocului prins ntre cele dou ace o tendin de ptrundere spre baza acelor, favoriznd astfel ruperea, destrmarea ghemotoacelor;
Tehnologii i utilaje n filaturi
91
c) n zona de interaciune a garniturii tamburului i a cilindrului perietor acele sunt tot n poziie paralel, tamburul se mic cu vrful acelor nainte, perietorul cu vrful acelor napoi. Micarea relativ este n sens contrar celei din cazul cardrii, iar efectul obinut este invers, adic fibrele n loc s fie atrase sunt respinse de ambele garnituri. Se realizeaz astfel un transfer parial al fibrelor de pe tambur pe perietor (vT>vP) i o aciune redus de cardare, efectul predominant fiind de rulare a materialului;
III.2. DESTRMAREA MATERIALULUI N ZONA DE PRECARDARE
n aceast zon are loc o destrmare grosier a ghemotoacelor care se desfac n proporie de 70-90%. Concomitent cu aceasta are loc i ndeprtarea a 70-75% din impuriti coninute de ptur. Schema tehnologic parial a unei carde prezentat n figura III.2 permite vizualizarea aciunii organelor de lucru asupra materialului fibros n aceast zon.
Figura III.2. Zona de precardare 1 mas alimentatoare; 2 cilindrul alimentator; 3 cilindru ruptor; 4 tambur
92
Demetra Lcrmioara Bordeianu
n zona dintre ansamblul mas alimentatoarecilindrii alimentatori i cilindrul ruptor se realizeaz: o destrmare a ghemotoacelor de material fibros, nainte ca acestea s fie eliberate de sub presiunea cilindrilor alimentatori i a masei alimentatoare; o puternic laminare datorat raportului mare ntre turaia cilindrului ruptor i cea a cilindrilor alimentatori; o curare a materialului fibros prin ndeprtarea impuritilor ale cror legturi cu materialul fibros s-au slbit, devenind astfel impuriti libere i care sunt aruncate de fora centrifug sub main. Ghemotoacele de fibre alimentate sunt destrmate n ghemotoace de dimensiuni mai mici i orientate longitudinal n sensul de rotaie a cilindrului ruptor. n realizarea unei destrmri corespunztoare n aceast zon, o importan deosebit o prezint profilul mesei alimentatoare care trebuie s satisfac dou condiii: s asigure o aciune progresiv a dinilor ruptorului asupra stratului fibros, ceea ce se realizeaz printr-o nclinare a suprafeei active a masei fa de vertical, cu un unghi de 15-20o; s evite pericolul ruperii fibrelor supuse aciunii de lovire de ctre dinii cilindrului ruptor, n timp ce ele sunt prinse cu un capt de ctre cilindrii alimentatori.
Figura III.3. Recomandri privind profilul masei alimentatoare a pentru bumbac cu fibr scurt i medie; b pentru bumbac cu fibr lung 1 cilindrul alimentator; 2 masa alimentatoare; 3 cilindrul ruptor
Tehnologii i utilaje n filaturi
93
Pentru realizarea acestor deziderate constructorii de carde din diferite ri practic n funcie de lungimea fibrelor prelucrate, mase alimentatoare cu diferite profile (figura III.3). S-au calculat de asemenea valorile optime ale unghiului de atac a garniturii ruptorului (5-10o) care s asigure o destrmare i o separare a impuritilor de fibre n condiii bune. Gradul de destrmare i cel de curare se mrete odat cu creterea turaiei cilindrului ruptor, dar aceasta este limitat de pericolul creterii excesive a coninutului de fibre filabile n deeuri i de nrutirea procesului de transferare a fibrelor de pe ruptor pe tambur. Dac raportul dintre turaia tamburului i cea a ruptorului este prea mic, deci viteza ruptorului este prea mare, o parte din fibre nu vor fi transferate i se va produce rularea acestora sub capacul ruptorului. Fibrele care se vor ntoarce sub capacul ruptorului vor fi condensate sub form de sforicele i nopeuri, datorit curenilor turbionari care apar n zona de interaciune a cilindrului ruptor cu tamburul, cureni a cror intensitate este determinat de viteza celor dou organe. Practica a dovedit c la un raport vT/vR = 1,5-2,5 transferarea fibrelor pe tambur este satisfctoare. La un raport mai mic exist riscul ca o parte din fibre s rmn pe ruptor, iar la unul mai mare gradul de agare a dinilor tamburului se micoreaz. Schema de principiu din figura III.4 permite explicarea aciunii de preluare a materialului fibros de pe ruptor pe tambur.
V1
N2 P R2 U2 R1
N1 P U1 V2>V1
V2 Figura III.4. Aciunea de preluare a materialului fibros n zona tambur-ruptor
94
Demetra Lcrmioara Bordeianu
Aceast aciune ce are ca efect transferul fibrelor de pe un organ de lucru pe altul se realizeaz atunci cnd acele garnituri au direcii ncruciate, se mic n acelai sens, dar cu viteze diferite. Se consider ca moment iniial momentul n care cele dou ace (aparinnd garniturii ruptorului i respectiv tamburului) au vrfurile n particula de material n poziia cea mai apropiat. Dup un timp (datorit vT>vR) acul de pe garnitura tamburului se va ndeprta de cel de pe garnitura ruptorului. n ghemotocul prins de cele dou ace apar fore de cardare P , ale cror reaciuni R1 i R2 se opun destrmrii, desfacerii ghemotocului 41. Acestea se descompun n dou componente: una ndreptat dup direcia muchiei active a acului ( U ) i una perpendicular pe aceast muchie ( N ). Efectele acestora fa de cele dou garnituri sunt diferite. Astfel n timp ce componenta U 2 arat tendina ghemotocului de a intra n garnitura tamburului, componenta U 1 tinde s scoat ghemotocul din garnitura ruptorului. n consecin garnitura ruptorului, care are o micare relativ cu vrful acelor n urm (datorit vR<vT) va respinge fibrele, n timp ce garnitura tamburului, care se mic cu vrful nainte, le preia. Componentele forei N au tendina de a ndrepta ( N 2 ) sau de a ndoi ( N 1 ) acul, ceea ce este posibil numai n cazul garniturilor elastice.
Modernizri ale mecanismului de precardare
n decursul anilor acestui mecanism i s-au adus numeroase perfecionri n scopul creterii gradului de destrmare i implicit a gradului de cardare propriu-zis efectuat de tambur i lineale. O atenie deosebit a fost acordat mririi gradului de curare a bumbacului de impuriti. Aa cum s-a artat, aceste deziderate pot fi realizate prin mrirea turaiei cilindrului ruptor.
Tehnologii i utilaje n filaturi
95
n scopul creterii turaiei ruptorului n condiiile pstrrii raportului optim ntre viteza periferic a tamburului i cea a ruptorului, unii constructori au adoptat un al doilea cilindru ruptor. Primul ruptor, cu o turaie mare, asigur o bun destrmare i curare a materialului fibros, iar al doilea, cu o turaie mai mic favorizeaz transferarea integral a fibrelor spre tambur (figura III.5).
Figura III.5. Mecanism de destrmare cu doi cilindri ruptori a poziionai vertical; b poziionai orizontal 1, 2 cilindri ruptori; 3, 4 cuit; 5 grtar oscilant; 6 ventilator
96
Demetra Lcrmioara Bordeianu
Introducerea celui de al doilea ruptor are ca scop i reducerea intensitii curenilor turbionari din zona de interaciune a cilindrului ruptor cu tamburul, cureni ce favorizeaz apariia nopeurilor. Acest sistem asigur o cretere a produciei cu circa 50% concomitent cu mrirea cantitii de impuriti eliminate i reducerea cantitii de fibre bune din deeu. Pentru a diminua i mai mult apariia nopeurilor, unii constructori fabric cel de-al doilea ruptor perforat, cu depresiune de aer n interior i acoperit cu o garnitur rigid (figura III.5 b). Masa fibroas destrmat de primul ruptor, care are o turaie mrit va fi absorbit pe garnitura celui de-al doilea cilindru, fiind supus din nou unei destrmri. Turaia mai mic a celui de-al doilea cilindru ruptor asigur preluarea, la un raport de viteze favorabil a materialului fibros de ctre garnitura tamburului. Acest sistem asigur o bun destrmare a materialului i eliminarea curenilor turbionari. Acest sistem este aplicat la carda construit de firma Whitin cu denumirea de Maxi-Clean i la cea a firmei Daiwa. Pentru a mri capacitatea de destrmare n zona ruptorului au fost concepute i experimentate diferite dispozitive i mecanisme care s interacioneaze cu ruptorul, cum ar fi: 1 2 cuite (la cardele clasice), sau 1 2 grupuri cardatoare plasate sub cilindrul ruptor. Cele 1-2 cuite poziionate imediat dup masa alimentatoare au dublu rol: de a dirija impuritile care se lovesc n traiectoria lor de muchia activ spre camera de deeuri i de a menine fibrele lungi n garnitura tamburului. La aceste sisteme destrmarea ghemotoacelor din zona cilindrilor alimentatori-cilindrul ruptor se continu n zona de interaciune a garniturii ruptorului cu muchia activ a cuitului i cu barele triunghiulare ale grtarului printre care sunt ndeprtate impuritile. Cilindrii care formeaz grupurile cardatoare sunt mbrcai cu garnituri rigide de finei diferite. De obicei cilindrul lucrtor este mbrcat cu o garnitur identic cu cea a tamburului i are o turaie de 3-8 rot/min, iar ntorctorul este mbrcat cu o garnitur identic cu cea a perietorului i are o turaie de 735 rot/min.
Tehnologii i utilaje n filaturi
97
Majoritatea cardelor moderne au amplasate sub cilindrul ruptor, segmente cardatoare i cuite. Astfel firma Rieter realizeaz carda C 50 echipat cu un cuit i dou segmente cardatoare destinate prelucrrii bumbacului sau cu o plac suplimentar de alimentare i dou segmente cardatoare pentru prelucrarea fibrelor chimice. Aceast card se difereniaz din punct de vedere conceptual de celelalte carde ntlnite n practica industrial i prin sistemul de alimentare unidirecional folosit (figura III.6).
Figura III.6. Modaliti de alimentare a cardelor Rieter
Particularitile acestui concept vizeaz alimentarea materialului fibros n acelai sens (cilindrii alimentatori i cilindrul ruptor au n zona lor de interaciune, acelai sens de rotaie), fapt ce asigur menajarea fibrelor i reduce riscul ndeprtrii fibrelor filabile n deeu. Sistemul permite de asemenea adaptarea mainii la diferite tipuri de materii prime prin modificarea uoar i rapid a distanei dintre punctul de prindere i cel de destrmare. Datorit acestor aspecte, utilizarea acestui sistem de alimentare asigur obinerea unor benzi superioare calitativ, din care se vor obine fire a cror tenacitate este mai mare cu circa 1% i cu frecven a imperfeciunilor (subieri, ngrori, nopeuri, nr./1000 m fir) mai mic cu circa 6%. O analiz a lungimii fibrelor eliminate indic faptul c 3/4 din totalul lor au o lungime mai mic de 12,5 mm.
98
Demetra Lcrmioara Bordeianu
O alt modernizare a mecanismelor de precardare este cea realizat de firma Trtzschler pentru carda de mare productivitate DK760 la care sub ruptor sunt amplasate dou cuite cu sisteme de colectare a deeurilor i un segment de cardare (figura III.7).
Figura III.7. Mecanismul de precardare al cardei Trtzschler DK760 1 cilindru de alimentare; 2 ruptor; 3 tambur; 4 masa alimentatoare; 5 sistem de msurare a grosimii stratului de material fibros; 6 clapete reglabile; 7 segment cardator; 8 cuite separatoare de deeu cu hot de aspirare
Clapetele de ghidare (6) plasate naintea cuitelor separatoare pot fi reglate individual din exterior. O deschidere mai mare a acestor clapete permite cuitelor (8) s ptrund adnc n stratul de material fibros, astfel nct cantiti mari de deeuri sunt separate. n caz contrar, deci la o deschidere mic a acestor clapete, cantitatea de deeu eliminat este redus. Carda de mare productivitate DK803 prezentat la ultima expoziie ITMA de aceeai firm, are un mecanism de precardare WEBFEED format din trei cilindrii ruptori cu garnituri diferite, uniti de curare i segmente de cardare (figura III.8). De menionat faptul c cei trei cilindrii ruptori, prin modul de amplasare i tipul garniturii, asigur o desfacere intens i menajat, ceea ce permite creterea turaiei tamburului i montarea pe acesta a unei garnituri mai fine. Primul cilindru este prevzut cu ace scurte ce asigur extragerea ghemotocului din jgheabul de alimentare, iar ceilali doi cu garnituri rigide de finei i unghiuri cresctoare ce asigur o destrmare progresiv i o menajare a fibrelor. La aceste efecte concur i vitezele cresctoare ale celor trei cilindri ruptori.
Tehnologii i utilaje n filaturi
99
Figura III.8. Mecanismul de precardare al cardei DK 803, firma Trtzschler 1 cilindru alimentator; 2 cilindri ruptori; 3 tambur; 4 cuite cu dispozitive de eliminare a impuritilor; 5 segmente cardatoare
Eliminarea impuritilor grosiere se realizeaz n zona primului cilindru, la ceilali doi datorit forelor centrifuge mari are loc eliminarea impuritilor fine i desprfuirea.
III.3. DESTRMAREA MATERIALULUI N ZONA TAMBUR-LINEALE
Cardarea propriu-zis are loc n zona de interaciune a garniturii tamburului cu garnitura linealelor. La cardele clasice linealele, n numr de 100-110 din care n zona activ (adic linealele care intr n interaciune cu garnitura tamburului care au acele ndreptate spre tambur) numai 40-45 care acoper pe circa o treime circumferina tamburului. Linealele sunt mbrcate cu garnitur semirigid i au o vitez de naintare de 80-150 mm/min, mai mare n cazul prelucrrii bumbacului i mai mic la prelucrarea fibrelor chimice. Tamburul este mbrcat cu garnitur rigid de finee mult mai mare dect cea a ruptorului i are o turaie de 180-400 rot/min. Sub tambur este montat un grtar format din bare triunghiulare cu rolul de a permite cderea impuritilor mici i a fibrelor prea scurte,
100
Demetra Lcrmioara Bordeianu
considerate nefilabile, de a menine fibrele ce nu au fost preluate de perietor n garnitura sa i de a dirija curenii de aer din aceast zon. Datorit poziiei paralele a acelor celor dou garnituri, a sensului de micare i a vitezelor relative (vT>vL), cnd un ghemotoc de fibre este supus aciunii simultane a celor dou garnituri (figura III.9) iau natere n ghemotoc dou fore egale i opuse ( P ), numite fore de cardare, care au tendina de a desface materialul fibros.
V1
P N1
U1 R1
N2 R2 U2 V2>V1 P
V2
Figura III.9 Aciunea de cardare n zona tambur-lineale
Ghemotocul prin rezistena proprie se va opune destrmrii cu forele de reaciune R1 i R2 egale i de sens opus forelor de cardare. Acestea se descompun n dou componente: una orientat pe direcia muchiei active a acului ( U ) i una pe direcie perpendicular pe aceast muchie ( N ). Valoarea acestor fore este dependent de unghiul de cardare , astfel:
U = R cos N = R sin
Forele de umplere U1 i U2 tind s deplaseze ghemotocul spre baza acului. Efectul de reinere a ghemotocului (de deplasare a lui spre baza acului) este simetric, adic are loc pentru ambele garnituri. n consecin ghemotocul nu poate prsi nici una din
Tehnologii i utilaje n filaturi
101
garnituri, i datorit vitezelor diferite ale celor dou garnituri apar dou fenomene: desfacerea ghemotocului n dou pri, una rmnnd pe o garnitur, alta pe cealalt garnitur. Dup desfacerea ghemotocului n dou pri, fiecare parte va suferi un nou proces de destrmare, pn la individualizarea fibrelor; separarea fibrelor, ndreptarea i orientarea lor pe direcia de micare a acelor, fenomen datorat reinerii ghemotocului de ctre o garnitur (cea a tamburului) i deplasarea acelor celeilalte garnituri (a linealelor) printre fibre, fr s le antreneze; Ambele fenomene se petrec simultan, efectele finale ale cardrii fiind destrmarea, separarea fibrelor, ndreptarea i paralelizarea lor parial.
Modernizri ale mecanismelor din zona de cardare propriu-zis
ntre ncercrile fcute pentru modernizarea acestei zone, se menioneaz: nlocuirea linealelor mobile cu plci staionare, utilizarea capacelor combinate, utilizarea a dou sectoare de lineale, nlocuirea capacelor plane cu capace cilindrice, etc. nlocuirea linealelor mobile cu plci staionare, ncovoiate dup curbura tamburului, ca de exemplu la carda CC 150/170 B a firmei Bonino (figura III.10), sau cardele firmei Litmans model CZ69 i CZ0103 pentru filare OE i tip CZ0102 pentru filarea fibrelor din deeuri.
Figura III.10 Carda CC 150/170 B cu lineale staionare, firma Bonino
102
Demetra Lcrmioara Bordeianu
ntre avantajele pe care le prezint acest sistem sunt: eliminarea curenilor de aer din zona tambur-lineale; posibilitatea realizrii unui ecartament mai strns; reducerea numrului ruperilor de fibre; reducerea complet a deeurilor de la lineale; reducerea consumului de energie datorat poziiei staionare a linealelor; posibilitatea schimbrii rapide a linealelor. Dezavantajul utilizrii acestui sistem l constituie numrul mare de impuriti i nopeuri ce rmn n vl. Utilizarea capacelor combinate (de exemplu carda CC 150/70C a firmei Bonino) - figura III.11
Figura III.11 Carda CC 150/170 C cu lineale combinate, firma Bonino
Utilizarea a dou sectoare de lineale la care primul sector are sensul de micare opus celui al tamburului i realizeaz o cardare grosier, ndeprtnd o cantitate important de deeu n spatele mainii; de exemplu carda Marzoli sau carda CC 150/70A a firmei Bonino (figura III.12); nlocuirea capacelor plane cu capace cilindrice (16-18 cilindri, cu diametru de 80-90 mm) mbrcate cu garnitur rigid sau elastic. Acestea sunt curate de o perie montat pe un bra oscilant n jurul tamburului, care la rndul ei este curat de un pieptene oscilant cu rol de ndeprtare a deeurilor.
Tehnologii i utilaje n filaturi
103
Figura III.12 Carda CC 150/70 A cu dou sectoare de lineale mobile, firma Bonino
La ultimele expoziii de utilaj textil, firme de renume prezint carde cu cte dou grupuri de lineale staionare ntre care se afl lineale mobile. Astfel cardele DK 760, DK 803 i DK 903 ale firmei Trtzschler sunt dotate cu sisteme WEBCLEAN, figura III.13
Figura III.13 Sistemul WEBCLEAN al cardei DK 803 1 perie de curare a linealelor; 2 lineale mobile; 3 cuit de desprindere a impuritilor i conducte de aspiraie; 4 lineale de precardare; 5 lineale de postcardare; 6 conducte de aspiraie; 7 . aprtori
Sistemul se compune dintr-un segment de lineale fixe ce continu operaia de precardare a materialului fibros preluat de tambur de la cilindrul ruptor, urmat de lineale mobile, ce realizeaz operaia de cardare propriu-zis. Operaia de cardare este desvrit de un alt segment de lineale fixe, amplasate dup linealele mobile, care contribuie i la creterea gradului de paralelizare a fibrelor.
104
Demetra Lcrmioara Bordeianu
Sistemul WEBCLEAN cu care este dotat carda DK 903 are n componen: sistem TTS (twin top sistem) amplasat naintea linealelor (n zona de precardare) cu posibilitate de schimbare uoar n funcie de materia prim prelucrat (n trei variante: pentru bumbac mediu, pentru bumbac superior, fibre artificiale sau amestecuri de bumbac cu fibre chimice, sau pentru fibre sintetice); un sistem de msurare cu sensor a ecartamentului ntre tambur i lineale FCT (flat control); un sistem de reglare precis a ecartamentului ntre tambur i lineale PFS (precisiom flat setting); un sistem de reglare a garniturii linealelor PGS (precision grinding sistem), cu posibilitatea rectificrii vrfurilor; sistem permanent de control al nopeurilor din vl NCT (nep control). Linealele staionare sunt dotate i cu uniti de curare a materialului fibros format dintr-un cuit, un dispozitiv de eliminare a impuritilor i o hot de aspiraie. Dou asemenea uniti de curare sunt montate sub tambur, nlocuind astfel grtarul tradiional, asigurnd n acest mod o reducere a coninutului de impuriti din banda cardat i o uniformizare a curenilor de aer de pe suprafaa tamburului. Pe un principiu asemntor se realizeaz operaia de cardare i la carda C 50 a firmei Rieter. Aceasta este echipat cu un sistem brevetat sub denumirea TREX, la care sistemele de precardare i postcardare (amplasate de o parte i de alta a linealelor mobile) sunt alctuite din dou segmente de cardare formate din lineale staionare, ntre care este amplasat un cuit i o conduct de aspiraie. Deosebit de alte sisteme de acest gen este sensul de nclinare a dinilor linealului din faa cuitului (invers fa de celelalte lineale). Sistemul TREX asigur o extracie selectiv a fibrelor scurte (se apreciaz c din totalul fibrelor extrase circa 75% au lungime mai mic de 12,5 mm) i o reducere a numrului de imperfeciuni/1000 m fir.
Tehnologii i utilaje n filaturi
105
III.4. ACIUNEA ORGANELOR DE LUCRU N ZONA PERIETORULUI
Aa cum s-a mai artat, n zona de interaciune a garniturii tamburului cu cea a cilindrului perietor, prin poziia paralel a acelor i sensului lor de micare acelai pentru acele ambelor garnituri se realizeaz tot o operaia de cardare. Datorit unghiurilor de nclinare ale acelor celor dou garnituri (T>P), n zona ecartamentului minim dintre suprafaa garniturii tamburului i a perietorului este posibil i transferul fibrelor de pe tambur pe perietor. Viteza cilindrului perietor, mai mic de 30-70 ori dect cea a tamburului, nu permite dect transferul parial al fibrelor de pe tambur pe perietor. Exist i fibre care nu sunt preluate de pe perietor dect dup ce se rotesc de mai multe ori cu tamburul, efectul final fiind de rulare a materialului pe tambur. Tamburul duce mai departe stratul de fibre ce nu a fost preluat de perietor, peste care se va depune un nou strat de fibre adus de cilindrul ruptor. Fenomenul se repet, astfel nct pe tambur rmn fibre din mai multe straturi, realizndu-se astfel o dublare multipl. Cilindrul perietor preia nedifereniat fibrele din toate straturile, realizndu-se astfel o amestecare intim a materialului fibros prelucrat. La cardele clasice coeficientul de transfer al fibrelor de pe tambur pe perietor este de aproximativ 5%, ceea ce ar nsemna c fibrele de pe garnitura tamburului sunt transferate pe perietor dup 20 de rotaii ale tamburului. Stratul de fibre preluat de garnitura perietorului este dus n zona pieptenului oscilant i detaat sub form de vl. Capacitatea de detaare a pieptenului oscilant depinde de cursa i frecvena de oscilaie a acestuia, astfel nct viteza de detaare s fie cel puin egal cu viteza perietorului, ceea ce implic desprinderea tuturor fibrelor de pe perietor. Datorit faptului c creterea frecvenei pieptenului oscilant este limitat de considerente constructive (peste 3000 osc/min) provoac vibraii n mecanisme precum i datorit faptului c
106
Demetra Lcrmioara Bordeianu
creterea productivitii cardei impune creterea capacitii de detaare la cardele din ultimele generaii pieptenele oscilant a fost nlocuit de mecanisme de detaare cu pieptene rotativ sau cu cilindri detaori. n figura III.14 este prezentat mecanismul de detaare a vlului i de formare a benzii cu care sunt echipate cardele DK 760 i DK 803 ale firmei Trtzschler.
Figura III.14. Mecanismul WEBSPEED de detaare a vlului i formare a benzii, firma Trtzschler 1 perietor; 2 perie circular; 3 cilindru detaor; 4 cilindri calandri; 5 WEBSPEED; 6 cilindri calandri; 7 plac profilat de ghidare
Dispozitivul brevetat sub denumirea WEBSPEED cuprinde o perie circular (2) care mpiedic nfurarea vlului pe cilindrul detaor (3). Vlul este transformat n band i alimentat la plnia de msurare a fineii debitate (5), de unde este preluat de cilindri calandri i dirijat spre cilindri de depunere a benzii n can. Perechea de cilindri calandri (4) au rolul de a sfrma impuritile tari rmase n vl, resturile de semine i de plant care nu au fost eliminate n procesele anterioare. Impuritile sfrmate pot fi ndeprtate n procesele de prelucrare ulterioar, sau prin absorbie. n cazul cardrii fibrelor chimice, la care strivirea nu este dorit, presiunea cilindrilor calandri este suprimat. Carda DK 903 a firmei Trtzschler este prevzut i cu un tren de laminat 3/3 cu sistem de autoreglare a fineii benzii pe poriuni scurte.
Tehnologii i utilaje n filaturi
107
III.5. DISPOZITIVE DE AUTOREGLARE A FINEII BENZII LA CARD
Reducerea neuniformitii semifabricatelor dintr-o filatur constituie una din cele mai importante probleme ce a stat mereu n atenia specialitilor. n acest sens, analizndu-se banda produs de card se constat c ea prezint variaii de finee cuprinse n limite largi de la foarte scurte (sub 10cm) pn la foarte lungi (peste 250m). Ameliorarea acestei neuniformiti, ce nrutete calitatea produselor i mrete numrul ruperilor de fire nu se realizeaz dect parial prin dublare pe laminare, fapt ce impune obinerea unor benzi ct mai uniforme nc din faza de cardare. Aplicarea unor dispozitive de autoreglare la card prezint deci avantajul de a reduce variaiile fineii benzii chiar din prima faz a procesului tehnologic, oferind posibilitatea reglrii fiecrui component n parte. n funcie de lungimea de band pe care se execut controlul i corecia se deosebesc urmtoarele sisteme: sisteme care acioneaz pe lungimi mari de band (de peste 40 m); sisteme care acioneaz pe lungimi medii de band (5-40 m); sisteme care acioneaz pe lungimi mici de band (sub 5 m). Indiferent de sistemul utilizat, principiul autoreglrii variaiei fineii benzii are la baz dependena dintre laminajul realizat i titlul benzii debitate:
TtB densitatea de lungime a benzii debitate; L laminajul; va viteza de alimentare; vd viteza de debitare. Deci corecia fineii reale a benzii, fa de fineea nominal (programat a se realiza) impune modificarea uneia din mrimile va sau vd n funcie de variaiile de grosime (sau de mas) ale benzii alimentate sau debitate.
n care:
vd TtB = f ( L) = f v a
108
Demetra Lcrmioara Bordeianu
III.5.1. Reglarea fineii benzii de card pe poriuni lungi
Principiul acestei reglri const n msurarea fineii benzii debitate i reglarea vitezei de alimentare n funcie de valoarea obinut prin msurare. Schema de principiu a acestui sistem este prezentat n figura III.15 permite identificarea urmtoarelor elemente: condensator de band i punct de msurare a densitii de lungime a benzii; sistem de nregistrare a variaiilor i transformarea lor n semnale electrice; regulator electronic cu rol n reglarea benzii la valoarea nominal; mecanism de comand (sistem de antrenare a cilindrului alimentator).
Figura III.15. Reglarea fineii benzii pe poriuni lungi 1 - condensator de band i punct de msurare a densitii de lungime a benzii; 2 - sistem de nregistrare a variaiilor de finee i transformarea lor n semnale electrice; 3 - regulator electronic cu rol n reglarea fineii benzii la valoarea nominal; 4 - mecanism de comand
Dispozitivele de msurare a seciunii benzii debitate pot fi de diverse tipuri constructive. Cel mai eficient este cel care utilizeaz o plnie pneumatic, dispozitiv prezentat n figura III.16.
Tehnologii i utilaje n filaturi
109
Figura III.16. Plnie pneumatic pentru msurarea seciunii benzii 1 band; 2 cilindrii calandri; 3 plnie de condensare; 4 zon de condensare; 5 fant cu sistem de msurare a presiunii, dependent de grosimea benzii
Dispozitivul msorar presiunea pe care o provoac banda (1) la trecerea prin plnia de condensare (3). Zona de condensare a vlului n band (4) este prevzut cu o fant (5) n care se introduce un sistem de msurare a presiunii creeate de fibrele care intr n aceast zon mpreun cu un strat de aer. Variaiile de presiune sunt msurate precis i transmise unui sistem de comparare a valorilor reale cu valoarea nominal i printr-un variator PIV se va comanda modificarea vitezei cilindrilor alimentatori. Dimensiunea plniei de msurare se adopt n funcie de fineea benzii supus msurrii. Sistemele de reglare a fineii benzii de card pe poriuni lungi sunt strict necesare dac alimentarea cardei se face cu ghemotoace. Ele suplinesc cu succes rolul regulatoarelor de la mainile bttoare, benzile obinute fiind chiar mai uniforme. Se recomand utilizarea acestor sisteme n filaturile cardate, n care cardele sunt agregate cu mainile din bataj. Aceast reglare trebuie completat cu uniformizarea benzilor prin dublare, impunndu-se utilizarea a cel puin dou pasaje de laminor n preparaia filaturii. Numai reglarea pe poriuni lungi a fineii benzii de card nu poate influena variaiile de finee ale firului din interiorul bobinei, datorit laminajului mare la care este supus banda de card pn ajunge fir. Dac considerm de exemplu laminajul total de la banda cardat pn la fir de 10000 i considernd c autoreglatoarele pe poriuni lungi de la card asigur corectarea fineii dup o lungime de 25 m de band, atunci rezult c aceasta se va reflecta n fir dup 250000 m. Aadar, reglarea fineii benzii cardate pe poriuni lungi reduce numai dispersia general a fineii firului dintr-un lot, neinfluennd dispersia interioar.
110
Demetra Lcrmioara Bordeianu
III.5.2. Reglarea fineii benzii de card pe poriuni medii
Pentru scurtarea lungimii de corecie sistemele de reglare a fineii benzii de card sunt echipate cu dispozitive de msurare optic (1) a stratului de fibre existent pe garnitura tamburului (figura III.17).
Figura III. 17. Schema de principiu a reglrii fineii benzii de card pe poriuni medii 1 dispozitiv optic de msurare; 2 dispozitiv de control a grosimii benzii; 3 unitate de reglare USTER M; 4 reglare electronic UCC; 5 mecanism de comand; 6 cilindru alimentator
Variaiile de grosime ale acestuia sunt sesizate de dispozitive de msurare prin variaia capacitii de reflexie a stratului analizat. Deoarece acest punct de msurare se gsete mai aproape de cilindrul alimentator, reglarea fineii benzii debitate se poate face de 5-10 ori mai repede dect n cazul reglrii fineii benzii pe poriuni lungi, ceea ce reduce corespunztor lungimea de corecie. Acest sistem de reglare este recomandat pentru fluxurile tehnologice ce includ un singur pasaj de laminor. Pentru fluxurile tehnologice uzuale (cu dou pasaje de laminor) includerea unei astfel de reglri nu este strict necesar, uniformizarea fineii benzii fiind asigurat i de laminoare.
Tehnologii i utilaje n filaturi
111
III.5.3. Reglarea fineii benzii de card pe poriuni scurte
Reglarea fineii benzii de card pe poriuni scurte se poate realiza fie prin controlarea grosimii pturii alimentate i reglarea vitezei cilindrului alimentator, fie prin msurarea fineii benzii la intrarea sau ieirea din trenul de laminat i reglarea corespunztoare a laminajului n trenul de laminat. Pentru reglarea fineii benzii de card prin msurarea grosimii pturii alimentate, firma Trtzschler i doteaz cardele cu sistemul CORECTA FEED CFD al crui schem de principiu este prezentat n figura III.18.
Figura III.18. Sistemul de reglare i control CORECTA FEED CFD, firma Trtzschler 1 cilindru alimentator; 2 mas alimentatoare; 3 traductor; 4 regulator; 5 sistem de acionare a cilindrului alimentator; 6 palpator; 7 cilindrul ruptor
Densitatea de lungime a pturii este msurat permanent n zona mas alimentatoare cilindru alimentator de ctre palpatorul (6). Oscilaiile palpatorului, determinate de variaiile de grosime ale pturii sunt transformate n semnale electrice. Valorile obinute sunt comparate cu valoarea nominal a densitii de lungime a pturii. n funcie de variaiile care apar se fac corecii ale vitezei cilindrului alimentare, astfel nct banda rezultat s aib o uniformitate ct mai bun.
112
Demetra Lcrmioara Bordeianu
Cea de-a doua variant de autoreglare a fineii benzii pe poriuni scurte se poate realiza doar la cardele dotate cu tren de laminat, prin: msurarea pneumatic a grosimii benzii la intrarea n trenul de laminat i reglarea vitezei cilindrilor debitori ai trenului de laminat; msurarea mecanic a fineii benzii la intrarea n trenul de laminat i reglarea vitezei cilindrilor debitori i de depunere a benzii n can, deci un regulator cu bucl deschis; msurarea mecanic a fineii benzii debitate i reglarea vitezei cilindrilor debitori i a celor de depunere n can. n prima variant a sistemelor de autoreglare a fineii benzii pe poriuni scurte se ncadreaz sistemul USTER CARD CONTROL (UCC-S) realizat de firma USTER (figura III.19), care este un sistem combinat ce asigur att reglarea fineii benzii pe poriuni lungi, ct i pe poriuni scurte. Acest sistem se bazeaz pe msurarea pneumatic a grosimii benzii.
Figura III.19. Schema de principiu a reglrii fineii de card pe poriuni scurte i lungi (UCC-S) 1 cilindru alimentator; 2 plnie de control; 3 tren de laminat; 4 acumulator de band; 5 tahometru; 6 mecanism de comand; 7 reglare electronic; 8 reglarea valorii nominale a fineii benzii; 9 comand de reglare
Regulatorul UCCS, ce asigur uniformizarea benzilor pe poriuni scurte i lungi este utilizat n special n tehnologiile de filare OE cu alimentare cu band de card, situaie n care se impune alimentarea cu benzi uniforme, deoarece datorit laminajelor mari la filare, chiar i micile neregulariti ale benzii genereaz variaii foarte mari ale fineii firului.
Tehnologii i utilaje n filaturi
113
CAPITOLUL IV DUBLAREA I LAMINAREA BENZILOR
IV.1. CONSIDERAII GENERALE
n procesul tehnologic de filare, materialul fibros trece n msura n care este prelucrat, de la forma de mas fibroas la diferite forme ca: vl, band, semitort, fir. Pentru a ajunge n final la fir, semifabricatele trebuie s sufere o subiere treptat, o reducere a seciunii transversale a niruirii de fibre, operaie ce poart denumirea de laminare. n filatura de bumbac, laminarea se realizeaz prin deplasarea fibrelor unele fa de altele, n lungul niruirii. n acest fel, un numr de fibre dat se repartizeaz pe o lungime mai mare dect cea pe care o ocupa iniial, iar n seciunea produsului vor fi mai puine fibre. Deplasarea fibrelor se realizeaz numai n cazul n care fora exercitat asupra materialului fibros nvinge fora de frecare dintre fibre. Simultan cu deplasarea fibrelor, n timpul laminrii se realizeaz: descreirea fibrelor; paralelizarea fibrelor; eliminarea impuritilor. ndreptarea, descreirea fibrelor i orientarea lor, dup o direcie paralel cu axa geometric a benzii, contribuie la utilizarea mai eficient a rezistenei fibrelor, n rezistena firului.
114
Demetra Lcrmioara Bordeianu
mbuntirea uniformitii benzii i a omogenizrii materialului fibros se realizeaz prin operaia de dublare, care const n alimentarea simultan a mai multor benzi. Operaia se bazeaz pe compensarea neregularitii benzilor reunite, datorat posibilitii siturii unor zone mai groase n dreptul altora mai subiri. Tot n aceast faz se realizeaz cel mai adesea amestecarea unor tipuri diferite de fibre sub form de benzi obinute pe linii tehnologice diferite. Amestecarea benzilor pe laminor permite obinerea unor cote de participare a fibrelor n amestec ct mai apropiate de cele prestabilite. Includerea laminorului n fluxul tehnologic de obinere a firelor contribuie la mbuntirea substanial a caracteristicilor fizico-mecanice ale firelor, precum i la reducerea neuniformitii lor.
IV.2. MECANISMUL DE LAMINARE
La majoritatea mainilor din filaturi, laminarea se realizeaz cu ajutorul unor mecanisme, numite trenuri de laminat. Cel mai simplu tren de laminat este format din dou perechi de cilindri i este prezentat n figura IV.1.
Figura IV.1. Schema mecanismului de laminare P1 ; P2 - fore de presare; E ecartament; va viteza de alimentare a niruirii de fibre; vd viteza de debitare a niruirii de fibre;
Tehnologii i utilaje n filaturi
115
Principalele caracteristici ale unui tren de laminat sunt: Cilindrii inferiori sunt metalici, canelai pentru a mri capacitatea de apucare a niruirii de fibre; Cilindrii superiori, sau de presiune sunt mbrcai n manoane elastice din cauciuc n vederea mririi gradului de strngere a niruirii de fibre supus efortului de laminare (de tragere). Sunt antrenai n micare de cilindrii inferiori prin friciune, astfel nct vitezele periferice ale ambilor cilindri sunt egale. Cu aceeai vitez se mic i niruirea de fibre prins ntre cilindri. Cilindrii alimentatori introduc niruirea de fibre n zona de laminare cu viteza va, iar cilindrii debitori au rolul de a trage produsul laminat cu viteza vd>va. Viteza cilindrilor debitori (vd) este ntotdeauna mai mare dect cea a cilindrilor alimentatori (va) de L ori, mrime care reprezint valoarea laminajului. Zona cuprins ntre punctul de contact a cilindrilor alimentatori i cel al cilindrilor debitori se numete cmp de laminare, deoarece n acest spaiu au loc deplasrile relative ale fibrelor. Lungimea cmpului de laminare E poart denumirea de ecartament. Mrimea ecartamentului este reglabil i se stabilete n funcie de lungimea de fibr prelucrat. Pentru o laminare corespunztoare se impune ca E If; n caz contrar fibrele se vor rupe. Forele de presare P1 i P2 au dublu rol: creeaz fore necesare antrenrii prin friciune a cilindrilor superiori i genereaz fore de frecare ntre fibre pentru controlul deplasrii acestora n cmpul de laminare. Valorile forelor de presiune se stabilesc dup rezultatele obinute n practic, deoarece pn n prezent nu a fost elaborat un model de calcul corespunztor, dar ntotdeauna P2 > P1;
116
Demetra Lcrmioara Bordeianu
IV.3. INDICII LAMINRII
Laminajul mecanic sau gradul de ntindere (Lm) arat de cte ori este mai mare lungimea semifabricatului debitat dect cea a celui alimentat. Se calculeaz ca raport ntre lungimea debitat (ld) i lungimea alimentat (la) n aceeai unitate de timp:
n care:
ld (4.1) la cum: l d = t vd i l a = t va , rezult c: v Lm = a , (4.2) vd Lm =
ld lungimea debitat; la lungimea alimentat; vd viteza de debitare; va viteza de alimentare; t intervalul de timp n care se alimenteaz lungimea la i se debiteaz lungimea ld de semifabricat.
Laminajul real sau gradul de subiere (Lr) arat de cte ori semifabricatul debitat de un mecanism de laminare este mai subire dect cel alimentat. Se poate calcula ca raport al densitilor de lungime ale produselor alimentat (Tta) i debitat (Ttd), sau ca raport invers al numerelor de finee Nma i Nmd.
Lr =
Tt a Nmd = Tt d Nma
(4.3)
Laminajul pierderilor (Lp), intervine n cazul nlturrii unei pri de material n deeuri, situaie n care aceti doi indicatori (Lm i Lr) nu sunt egali. n acest caz subierea semifabricatelor se produce i prin dislocarea unei pri din fibre i impuriti din lungul produsului ce trec n lzile de impuriti. Laminajul pierderilor se calculeaz cu relaia:
Tehnologii i utilaje n filaturi
117
Lr =
n care:
100 100 p
(4.4)
p procentul de deeuri; Explicitnd expresia numerelor de finee Nma i Nmd n relaia (4.3) se poate stabili relaia de legtur ntre aceti doi indicatori:
ld, la lungimile de semifabricat debita, respectiv alimentat n intervalul de timp t; ma, md masele semifabricatelor alimentate, respectiv debitate n intervalul de timp t. Notnd cu p procentul de deeuri, rezult c:
n care:
ld l m m Nm d Lr = = d Lr = d a , la l a md Nm a ma
(4.5)
md 100 p 100 = ma = md ma 100 100 p
(4.6)
nlocuind aceast expresie n relaia (4.5) i innd cont de formulele (4.1) i (4.4) rezult:
Lr =
ld la
md
100 100 p md
(4.7)
Dup simplificare se obine:
L r = Lm
100 100 p
(4.8) (4.9)
Lr = Lm L p
Relaia (4.8) arat c laminajul real este mai mare dect laminajul mecanic, sau cel mult egal cu acesta, atunci cnd procentul de deeuri este zero.
118
Demetra Lcrmioara Bordeianu
ntr-o succesiune de cmpuri de laminare, la care niruirea debitat de un mecanism se alimenteaz la urmtorul, laminajul total se exprim ca produs de laminaje pariale. Laminajele pariale sunt date de relaiile:
L p1 =
v v v2 ; L p 2 = 3 ; .; L pn = n+1 v1 v2 vn
(4.10)
Privind ns toate mecanismele ca pe un singur agregat, atunci pe acesta se va realiza un laminaj total LT, definit ca raport ntre viteza ultimului cilindru, cilindru debitor (vn+1) i viteza primului cilindru, cilindru alimentator (v1). n acest caz laminajul total va fi dat de relaia:
LT =
vn+1 v1
(4.11)
Fcnd produsul laminajelor pariale, dup simplificare se obine aceeai relaie, demonstrnd astfel c laminajul total este produs de laminaje pariale.
LT = L p1 L p 2 .... L pn
(4.12)
Spre exemplificare n figura IV.2 este prezentat un tren de laminat, frecvent ntlnit n filaturile de bumbac, alctuit din 4 perechi de cilindri: alimentatori, intermediari I, intermediari II i debitori.
Figura IV.2. Schema unui tren de laminat tip 4/4
Tehnologii i utilaje n filaturi
119
Se observ c laminajul total
LT =
trei laminaje pariale definite de relaiile:
vd va
se descompune n
L p1 =
viI v v ; L p 2 = iII ; L p 3 = d va viI viII
(4.13)
Produsul laminajelor pariale d tocmai expresia laminajului total, adic:
L p1 L p 2 L p 3 =
Deci:
viI viII vd vd = = LT va viI viII va
(4.15)
(4.14)
LT = L p1 L p 2 L p 3
Atunci cnd laminarea este nsoit de dublare (figuraIV.3), deci cnd la un mecanism de laminat se alimenteaz mai multe niruiri de fibre (fiecare cu densitile de lungime T0) i se debiteaz o singur niruire cu titlul Td, laminajul se calculeaz cu relaia 4.16.
Figura IV. 3 Dublarea i laminarea T0 densitatea de lungime a unei niruiri de fibre alimentate; Td densitatea de lungime a niruirii de fibre debitate; D - dublajul
L=
D T0 Td
(4.16)
120
Demetra Lcrmioara Bordeianu
IV.4. MICAREA FIBRELOR N CMPURILE DE LAMINARE
Laminarea benzilor, aa cum s-a artat, se realizeaz prin deplasarea relativ a fibrelor pe direcia longitudinal i repartizarea acestora pe o lungime mai mare de band. Dac fibrele din banda alimentat sunt drepte i paralele cu axa benzii, atunci ele i vor pstra aceast poziie i dup laminare. Ele i vor pstra lungimea, deoarece forele cu care sunt solicitate n timpul laminrii nu produc dect deformaii elastice. Ceea ce se modific este distana ntre fibre (a) msurat de-a lungul axei (figura IV.4).
Figura IV.4. Micarea fibrelor drepte n cmpul de laminare 1, 2 fibre controlate; 3, 4 fibre flotante
Cnd o fibr controlat, care are lungimea mai mare ca ecartamentul, ea este prins simultan de ambele perechi de cilindri i se va mica cu viteza acelora care exercit o for de strngere mai mare (a cilindrilor debitori) alunecnd spre ceilali cilindri (cilindri alimentatori). Forele de presare, de strngere, dintre cilindri trebuie s fie astfel reglate nct s nu mpiedice alunecarea fibrelor (Pd> Pa), deoarece n caz contrar ele s-ar rupe.
Tehnologii i utilaje n filaturi
121
Fibrele flotante, care au lungimile mai mici dect ecartamentul, au n cmpul de laminare o micare ntmpltoare care depinde de micarea fibrelor controlate cu care acestea vin n contact. Fibrele cu lungimi apropiate de valoarea ecartamentului se vor mica la fel ca i fibrele controlate, n timp ce fibrele scurte se vor mica neuniform. De aceea din sorturi de bumbac cu procent ridicat de fibre scurte, vor rezulta benzi i n final fire cu neregularitate mare. Majoritatea fibrelor controlate sau flotante sunt n realitate fibre ondulate, a cror micare este diferit de cea a fibrelor drepte. n cmpul de laminare, acestea se vor ndrepta datorit posibilitii ca dou puncte de pe aceeai fibr s se deplaseze cu viteze diferite, ndeprtndu-se unul de cellalt.
Figura IV.5. Micarea fibrelor ondulate n cmpul de laminare
n figura IV.5 se poate urmri procesul de descreire. Cnd captul din fa A ajunge n dreptul cilindrilor debitori el i va schimba viteza, ncepnd s se deplaseze cu viteza acestora (vd) n timp ce captul din urm (poziia 2) continu s se deplaseze cu viteza cilindrilor alimentatori (va < vd). Abia dup ce fibra s-a descreit complet, captul din urm (poziia 4) ncepe s se deplaseze cu viteza vd. Dup ce fibra iese din cmpul de laminare nu rmne perfect dreapt, ci revine parial la forma ondulat. Gradul de descreire se mrete cu fiecare trecere pe un mecanism de laminare.
122
Demetra Lcrmioara Bordeianu
IV.5. LAMINORUL PENTRU BUMBAC
n procesul tehnologic, laminorul este utilizat cu triplu scop: ndreptarea i descreirea fibrelor, dublarea benzilor alimentate, amestecarea diferitelor tipuri de fibre. ndreptarea i descreirea fibrelor, aducndu-le n poziie paralel cu axa geometric a benzii (banda de card are un grad de ndreptare a fibrelor mic de 0,5-0,6, fibre cu crlige la captul posterior 50% i anterior 20%) n scopul utilizrii mai eficiente a rezistenei fibrelor n rezistena firului i a unei contribuii mai eficiente a fibrelor la uniformitatea firului; Dublarea benzilor alimentate, n vederea reducerii neuniformitii densitii de lungime a benzilor alimentate i omogenizrii materialului fibros n seciune transversal i n lungul benzii rezultate n urma dublrii; dublarea este considerat ca o metod de egalizare ce se bazeaz pe compensarea neregularitii benzilor reunite, datorat posibilitii ca poriuni mai groase ale unei benzi s se alture poriunilor mai subiri ale alteia. Valoarea dublrii poart denumirea de dublaj i este inversul laminajului (D = 1/L); Amestecarea diferitelor tipuri de fibre sub form de benzi obinute pe linii tehnologice separate, n scopul obinerii unor cote de participare ct mai apropiate de cele prestabilite.
La laminor se alimenteaz 6-8 benzi i se debiteaz o singur band de finee aproximativ egal cu fineea uneia din benzile alimentate (D L). Numrul pasajelor de laminor depinde de gradul de ndreptare i paralelizare a fibrelor, de lungimea lor i de gradul de omogenizare (amestecare) dorit a fi obinut. n cazul prelucrrii fibrelor foarte scurte, se renun total la laminoare, banda de la card (echipat cu sistem de reglare a fineii UCC-S) fiind alimentat direct la mainile de filat cu rotor.
Tehnologii i utilaje n filaturi
123
Procesul tehnologic la laminorul UNIREA-LB La laminorul UNIREA-LB, frecvent ntlnit n filaturile tip bumbac, materialul fibros alimentat se prezint sub forma unor benzi care pot proveni de la card, de la maina de pieptnat, sau de la o trecere precedent de laminor n cadrul pasajelor succesive. Procesul tehnologic, la acest laminor, poate fi urmrit dup schema tehnologic prezentat n figura IV.6.
Figura IV.6. Laminorul pentru bumbac Unirea LB 1 cni; 2 bare conductoare; 3 role de control; 4 cilindrul de control; 5 mas de reunire a benzilor; 6 cilindrii inferiori ai trenului de laminat; 7 cilindrii superiori ai trenului de laminat; 8 bra de presiune; 9 hut de absorbie a scamelor; 10 jgheab; 11 plnie; 12 cilindrii calandri; 13 canal excentric; 14 talerul superior; 15 banda debitat; 16 can de rezerv.
Din cnile (1) cu diametrul de 350500 mm i nlimea de 1.070 mm, benzile sunt trase peste barele conductoare (2) de ctre cilindrii de control (4) i rolele de control (3) care, n lipsa unei benzi, ajung n contact cu cilindrii de control, determinnd oprirea mainii. Benzile sunt apoi reunite pe masa (5), dup care sunt supuse operaiei de laminare cu ajutorul unui tren de laminat tip 3/4. Cilindrii inferiori (6) sunt metalici canelai; acetia primesc micarea prin intermediul unor lanuri cinematice de la motor.
124
Demetra Lcrmioara Bordeianu
Excepie face cilindrul intermediar anterior, numit i cilindru transportor, care este antrenat de ctre cilindrul intermediar superior; acesta primete micarea de la cilindrul intermediar inferior posterior, prin friciune. Acest cilindru (6) are rolul de a controla deplasarea fibrelor n cmpul principal de laminare. Cilindrii superiori (7) sunt mbrcai cu manoane din cauciuc sintetic i primesc micarea, prin friciune, de la cilindrii inferiori. Pentru realizarea forelor de laminare, asupra cilindrilor superiori sunt exercitate fore de apsare prin arcuri elicoidale, montate n casetele braului de presiune rabatabil (8). Deasupra cilindrilor superiori este montat un cadru metalic cu rol de colectare a fibrelor desprinse din niruire n timpul laminrii, fibre ce sunt apoi aspirate prin hota (9). Datorit vitezelor periferice diferite ale cilindrilor, cresctoare de la alimentare la debitare, n trenul de laminat are loc subierea niruirii de fibre, care este apoi condensat de jgheabul (10), plnia (11) i cilindrii (12) i debitat n cana (15), prin canalul excentric (13). La laminor, depunera benzii n can se realizeaz similar cu depunerea benzii la card (sub form de spire cicloidale, ca urmare a turaiilor diferite ale talerului superior prevzut cu ub canal excentric(14) i ale celui inferior. Raportul dintre turaia talerului superior (care determin depunerea benzii sub form de spire) i turaia talerului inferior (care determin rotirea cnii) reprezint numrul de spire dintr-un strat; este un parametru reglabil n funcie de diametrul cnii. Dup depunerea unei lungimi de band prestabilite, msurat cu ajutorul unui contor, cana plin este deplasat automat n faa mainii, iar sub capul de debitare este plasat cana goal (16). Laminorul UNIREA-LB este prevzut cu dou uniti de debitare. Procesul tehnologic prezentat permite evidenierea dispozitivelor i mecanismelor componente ale unui laminor: dispozitivul de alimentare, trenul de laminat, mecanismul de formare i depunere a benzii n can i dispozitive auxiliare.
Tehnologii i utilaje n filaturi
125
Dispozitivul de alimentare
Cuprinde n componena sa toate mecanismele ce pregtesc banda pentru a fi laminat. Rastelul de alimentare ajut al scoaterea benzilor din cni i transportul acestora spre trenul de laminat prin intermediul cilindrilor de ghidare, a cilindrilor de tragere i control i a unei plci de ghidare. De remarcat faptul c cilindrii de tragere (izolai electric) sunt racordai la un ntreruptor care comand un sistem de blocare a motorului, prevenind astfel funcionarea laminorului n lipsa unei benzi. Acelai rol l are i celula fotoelectric montat n apropierea acestor cilindri.
Trenul de laminat
Este principalul mecanism al laminorului. Asigur laminarea controlat a benzilor alimentate prin intermediul a 3, 4 sau chiar 5 perechi de cilindri. Laminoarele moderne sunt dotate cu trenuri de laminat 3/4 (figura IV.7) sau 3/3 cu bar de presiune (figura IV.8).
Figura IV.7. Tren de laminat 3/4 1, 2 cilindri alimentatori; 3, 4, 5 cilindri intermediari; 6, 7 cilindri debitori; 8 arcuri; 9 caset
Cilindrii superiori sunt presai pe cilindrii inferiori prin intermediul unor arcuri (8), montai n caseta (9). Avantajul deplasrii fibrelor dup un traseu curbat, dictat de poziionarea i dimensiunile cilindrului intermediar, (figura IV.7), sau de prezena barei de presiune (figura IV.8) const n realizarea unui control mai bun al fibrelor flotante datorat creterii intensitii cmpului forelor de frecare.
126
Demetra Lcrmioara Bordeianu
Figura IV.8. Tren de laminat 3/3 cu bar de presiune
Cilindrii inferiori sunt metalici canelai, iar cilindrii superiori sunt mbrcai n manoane de cauciuc sintetic antistatizat i tratat cu lacuri speciale, a cror duritate este cuprins ntre 75-83o Sh.
Mecanismul de formare i depunere a benzii n can
Formarea benzii se realizeaz prin comprimarea vlului (lat de 150-200 mm) cu ajutorul unor plnii condensatoare i a unor cilindrii calandrii. Plnia condensatoare are un profil hiperbolic, se termin cu o seciune circular, cu diametrul dependent de densitatea liniar a benzii debitate i de natura fibrelor. Stabilirea diametrului optim al plniei prezint importan deosebit pentru evitarea unei slabe condensri (n cazul utilizrii unui diametru prea mare) sau a frecventelor nfundri (n cazul utilizrii unui diametru prea mare). Depunerea benzii n can se realizeaz n spire cicloidale, cu diametrul spirei mai mare dect raza cnii, prin dou micri de rotaie suprapuse dictate de: talerul inferior care determin rotirea cnii i deci depunerea benzii n straturi; talerul superior, prevzut cu un canal excentric, care determin depunerea benzii sub form de spire cicloidale; Raportul ntre turaia talerului superior i cea a talerului inferior determin numrul de spire dintr-un strat, acesta fiind adoptat n funcie de grosimea benzii.
Tehnologii i utilaje n filaturi
127
Dispozitive auxiliare
Aceste dispozitive includ: dispozitivul de control al alimentrii benzilor, necesar pentru a nu permite ca n main c intre mai puine benzi dect sunt prestabilite, pentru c n acest caz banda debitat ar fi mai subire; contoare de msurare a lungimii debitate i dispozitive de oprire a laminoarelor la depunerea n can a unei lungimi prestabilite de band; dispozitive de absorbie i ndeprtare a fibrelor scurte i a scamei din principalele zone de lucru; dispozitive de autoreglare a fineii benzii debitate pe poriuni scurte, medii sau lungi; dispozitive automate de schimbare a cnilor pline cu cni goale.
IV.6. MODERNIZRI N DOMENIUL CONSTRUCIEI DE LAMINOARE IV.6.1. Tipuri de trenuri de laminat
Principalul mecanism al unui laminor este indiscutabil trenul de laminat. Poate de aceea perfecionarea lui, n ceea ce privete tipul constructiv, asigurarea i reglarea principalilor parametri (ecartamente, presiuni, laminaje) a stat mereu n atenia tehnologilor i a constructorilor de utilaj textil. n prezent, majoritatea firmelor constructoare realizeaz trenuri de laminat n care deplasarea fibrelor se face dup un traseu curbat. Se utilizeaz diferite trenuri de laminat: tip 3/3 cu bar de presiune (de exemplu la laminorul RSB 951 al firmei Rieter); tip 3/4 cu bar de presiune (trenul de laminat al laminorului SH1 al firmei Marzoli prezentat n figura IV.9 sau cel al laminorului SH 801 al firmei Vouk);
128
Demetra Lcrmioara Bordeianu
tip 4/3 cu bar de presiune, prezentat n figura IV.10 (trenul de laminat al laminorului SH 900 al firmei Trtzschler sau cel al laminorului DFH al firmei HOWA Japonia); tip 5/4 (trenul de laminat al laminorului DX 500 al firmei Hara, figura IV.11).
Figura IV.9. Tren de laminat 3/4 cu bar de presiune al laminorului SH1, firma Marzoli
Cmpurile de laminare curbate, determinate de poziia cilindrilor, sau de prezena barei de presiune n zona principal de laminare, asigur un control eficient al deplasrii fibrelor i permit prelucrarea unei game largi de lungimi de fibr cu acelai ecartament.
Figura IV.10. Tren de laminat tip 4/3
n scopul menajrii fibrelor i pentru a proteja manoanele cilindrilor superiori, unele firme (Zinser, Trtzschler) utilizeaz cilindri inferiori cu caneluri n spiral, iar pentru a diminua fenomenul de lipire, de nfurare a fibrelor pe cilindri superiori, acetia au pe suprafaa manonului cte un canal elicoidal. ntre progresele nregistrate n domeniul construciei de trenuri de laminat trebuie menionat i prezena unor sisteme perfecionate de absorbie i ndeprtare a fibrelor scurte i a scamei.
Tehnologii i utilaje n filaturi
129
IV.6.2. Sisteme de reglare a fineii benzilor
Neuniformitatea semifabricatelor de la ultimul pasaj de uniformizare, amplificat de laminajele ulterioare determin neuniformitatea firelor, cu repercursiuni asupra aspectului produselor textile esute sau tricotate. Prin pasaj de uniformizare se nelege faza de fabricaie care contribuie la reducerea neregularitii semifabricatelor i care se poate realiza prin dublare sau prin sisteme de reglare automat. Deci scopul final al utilizrii sistemelor de reglare a fineii benzilor este obinerea unor fire uniforme. Firma USTER clasific variaiile de finee ale benzilor, funcie de lungime, astfel: variaii foarte scurte (cu lungimea sub 25cm); variaii scurte (cu lungimea cuprins ntre 25cm i 2,5m); variaii medii (cu lungimea cuprins ntre 2,5-25 m); variaii lungi (cu lungimea cuprins ntre 25-250 m); variaii foarte lungi (cu lungimea peste 250 m). Aceeai firm consider c variaiile de finee pe poriuni foarte scurte se datoreaz lungimii fibrelor, i c variaiile pe poriuni foarte lungi pot fi reduse printr-un dublaj eficient care contribuie i la scderea limitei de 250 m. Exist ns variaii de finee ce nu pot fi reduse prin dublare. Dublajul nu poate elimina n suficient msur nici variaiile pe poriuni lungi, nici variaiile periodice de tipul celor de la mainile de pieptnat i nu poate reduce foarte mult coeficientul de variaie al semifabricatului ce se alimenteaz. Este cunoscut relaia:
CVd =
n care:
CVa D
(4.17)
CVd coeficientul de variaie al semifabricatului debitat;
130
Demetra Lcrmioara Bordeianu
CVa coeficientul de variaie al semifabricatului alimentat; D valoarea dublajului. Este evident faptul c, atunci cnd coeficientul de variaie al semifabricatului alimentat are valori foarte mari, sau cnd valoarea dublajului este mic, coeficientul de variaie al niruirii debitate va avea valori inadmisibil de mari. n asemenea situaii se impune folosirea unor sisteme automate de reglare, care s asigure reducerea variaiilor de finee pe poriuni lungi, medii i scurte, sisteme cu care sunt dotate i ultimele tipuri de laminoare. Cu tot dublajul aplicat la laminoare, se ntmpl frecvent ca banda obinut la ultima trecere s prezinte abateri relativ mari de la fineea nominal. Aceste abateri sunt depistate n prezent la controlul periodic al fineii benzii de la fiecare cap de laminor, efectuat la 2-3 ore, i se corecteaz manual prin schimbarea roii de laminare. Acest procedeu poate s nu dea rezultate corecte datorit urmtoarelor erori posibile: numrul i masa eantioanelor sunt insuficiente; corectarea se face uneori n momente nepotrivite; la efectuarea corectrii nu se cunoate dac neregularitatea este n cretere sau n descretere. Aceste neajunsuri se nltur prin aplicarea dispozitivelor care msoar continuu denivelrile benzii i prin modificarea laminajului le micoreaz, n anumite limite stabilite, conform relaiei:
vd TtexBdeb = f (L ) = f v constant a
(4.18)
Deci modificarea laminajului se poate realiza fie acionnd asupra cilindrilor debitori, fie asupra cilindrilor alimentatori. Dispozitivele de reglare a fineii sunt asemntoare celor folosite la card, i pot fi clasificate n funcie de locul unde se aplic msurarea, de tipul elementului de msurare i de gradul de automatizare.
Tehnologii i utilaje n filaturi
131
n funcie de locul unde se aplic msurarea neregularitii, dispozitivele de reglare se mpart n: traductoare plasate la intrarea benzii n trenul de laminat; traductoare plasate ntr-unul din cmpurile de laminare; traductoare plasate la ieirea benzii din trenul de laminat. n funcie de tipul elementului de msurare se cunosc: traductoare mecanice (rol palpatoarea); traductoare capacitive (Zelwegwer USTER); traductoare pneumatice (Ever Even); traductoare prin friciune (Frictor); traductoare optice. n funcie de gradul de automatizare se ntlnesc: sisteme de reglare cu circuit deschis (dispozitiv de reglare); sisteme de reglare cu circuit nchis (dispozitive de autoreglare).
Traductoare mecanice
Sunt alctuite dintr-o pereche de cilindri din care unul este prevzut cu un canal (2), iar cellalt cu o rol (1) ce preseaz banda alimentat (4) ce trece prin canal (figura IV.11).
Figura IV.11. Traductor mecanic 1 rol palpatoare; 2 cilindru prevzut cu canal; 3 plnie condensatoare; 4 band alimentat; 5 band debitat
132
Demetra Lcrmioara Bordeianu
Banda alimentat trece printre cei doi cilindri care msoar volumul total. Rola palpatoare este presat de un resort, avnd posibilitatea s oscileze funcie de variaiile de volum ale benzilor. Pe acest principiu se bazeaz dispozitivul de reglare a fineii benzilor de la laminorul Ingolstadt RSB 31, prezentat n figura IV.12.
Figura IV.12. Principiul de funcionare al regulatorului laminorului RSB 31, firma Ingolstadt 1 cilindri debitori; 2 cilindri alimentatori; 3 rol palpatoare; 4 sistem de prghii; 5 sistem de transformare a variaiilor de grosime a benzii n semnale electrice; 6 element de comparaie a valorilor efective cu valoarea nominal; 7 variator cu conoizi; 8 tahometru.
Oscilaiile rolei palpatoare (3), n funcie de variaiile de grosime ale benzii, sunt transmise printr-un sistem de prghii (4) la un sistem (5) transform variaiile de grosime ale benzii n valori electrice (este format dintr-o limb plonjatoare care modific inducia cmpului electric al unei bobine magnetice). Impulsurile de tensiune generate de bobin se suprapun peste tensiunile tahometrului (8) proporional cu turaia momentan a cilindrilor alimentatori. Valorile pozitive sau negative sunt transmise elementului de comparaie (6) care comand modificarea turaiei cilindrilor alimentatori prin intermediul variatorului cu conoizi (7). Ultimele generaii de laminoare realizate de firma Vouk sunt echipate cu autoreglatoare USC (figura IV.13) a cror sisteme de msurare de tip rol palpatoare (1) amplasat la intrarea benzilor n trenul de laminat, sesizeaz cele mai mici variaii de grosime.
Tehnologii i utilaje n filaturi
133
Figura IV.13. Schema de principiu a autoregulatorului USC din dotara laminorului SH 801/2 E, firma Vouk 1 unitate de msur(rola palpatoare); 2 cilindri alimentatori; 3 cilindrii intermediari; 4 cilindri debitori;5 plnie; 6 - organ de msur; 7 cilindri calandri; 8 mecanism de reglare; 9 unitate electronic; 10 laminaj preliminar (constant); 11 laminaj principal (variabil); 12 distana ntre punctul de control i cel de reglare; 13 microterminal; 14 tahometru; 15 unitate de selectare semnal pentru servomotor .
Viteza variabil a cilindrilor alimentatori i intermediari (2), menin un laminaj preliminar constant, astfel nct coreciile sunt realizate n zona principal de laminare (11), n care laminajul (dintre cilindrii intermediari, cu vitez variabil i cilindrii debitori cu vitez constant) este variabil. Eficacitatea sistemului de reglare a fineii benzii USC este determinat de comenzile foarte rapide pentru corecie, care micoreaz lungimea de corecie dependent de viteza de lucru.
134
Demetra Lcrmioara Bordeianu
Traductoare capacitive Aceste traductoare se monteaz ntre cilindrii intermediari i debitori sau dup cilindrii debitori. Principiul de funcionare const n deplasarea benzilor printre plcile unui condensator ceea ce determin modificarea dielectricului funcie de variaia n seciune a benzilor. Este ntlnit la autoregulatorul model ADC-E realizat de firma Zellweger USTER cu care sunt dotate laminoarele din seria SH a firmei Vouk (figura IV.14).
Figura 4.14. Autoregulatorul ADC-E Vouk a amplasarea dispozitivului de msur n trenul de laminat
Figura 4.14. Autoregulatorul ADC-E Vouk b schema de principiu a sistemului de autoreglare 1 organ de msur capacitiv; 2 cilindrii alimentaitori ( vitez de alimentare variabil); 3 cilindrii debitori ( viteza de debitare constant); 4 plnie de msurare
Tehnologii i utilaje n filaturi
135
Aceste traductoare sunt mai sensibile dect cele mecanice, dar nu poate fi utilizate la amestecuri cu componente avnd dielectric diferit, deoarece introduce erori de reglare. Prezint de asemenea dezavantajul modificrii structurii benzii n timpul deplasrii prin cmpul electric. Sistemul de autoregulatoare ADC-E permite reglarea variaiilor pe poriuni lungi i medii (pn la o lungime de corecie cuprins ntre 5-10 m) n funcie de valorile fineii benzii msurate prin intermediul unei plnii de msurare pneumatice (4), dispus dup cilindrii debitori ai trenului de laminat. Perfecionrile aduse acestui sistem, prin adugarea unei uniti de msur capacitive (1), permit i reglarea variaiilor pe poriuni scurte, cu lungime de corecie de circa 35 cm. Unitatea electronic, prin mecanismul de reglare, comand modificarea vitezei cilindrilor alimentatori, n funcie de informaiile primite de la cele organe de msur (1) i (4).
Traductoare optice Se bazeaz pe principiul msurrii fotoelectrice a intensitii luminoase. Dispozitivul de reglare este plasat n faa trenului de laminare, iar mrimea msurat este grosimea vlului de fibre. Variaiile intensitii fluxului luminos sunt proporionale cu variaiile densitii de lungime ale benzilor alimentate. Banda debitat trece prin dreptul unui flux luminos care este captat de o celul fotoelectric, care transform mrimile de lumin n mrimi electrice. Aceste mrimi sunt comparate cu cele nominale i cu ajutorul unor elemente de reglare se comand modificarea turaiei cilindrilor debitori. Acest traductor a fost utilizat de firma Rieter la laminorul D7/1, dar datorit ntreinerii costisitoare i a reglajelor dificile aceste traductoare nu s-au extins.
136
Demetra Lcrmioara Bordeianu
Traductoare pneumatice Cu un asemenea traductor, de tip ever-even sunt echipate laminoarele DAIWA, figura IV.15.
Figura IV.15. Dispozitivul de autoreglare ever-even al laminorului DAIWA 1 plnie; 2 servomotor; 3 variator PIV; 4 aparat de nregistrare a abaterilor de presiune; 5 manometru; 6 distribuitor
Aceste traductoare sunt dispozitive prevzute cu plnii pneumatice (1) plasate n faa cilindrilor alimentatori prin care trece fiecare band nainte de intrarea n trenul de laminat. Printr-un orificiu plasat la partea inferioar a plniei se exercit o presiune pneumatic cu ajutorul creia se pot determina variaiile de seciune ale benzii. Acestea sunt transformate n impulsuri de curent, care, amplificate, acioneaz servomotorul (2) i variatorul PIV (3) care modific viteza cilindrilor debitori i intermediari, deci laminajele din ultimele cmpuri de laminare Laminorul RSB 951 a firmei Rieter, figura IV.16, msoar neregularitatea benzii alimentate prin intermediul unui traductor mecanic plasat la intrarea benzii n trenul de laminat.
Tehnologii i utilaje n filaturi
137
Figura IV.16. Funcionarea autoregulatorului laminorului RSB 951, firma Rieter 1 band alimentat (cu variaie de mas); 2 rol palpatoare; 3 tren de laminat; 4 role palpatoare ce transmit informaii spre Silver Monitor Plus; 5 motor principal (turaie constant a cilindrilor debitori); 6 servomotor (modific turaiile cilindrilor alimentatori i intermediar); 7 regulator electronic; 8- Silver Monitor Plus
Variaiile de mas ale benzii alimentate sunt msurate cu acuratee prin intermediul rolei palpatoare (2). Valorile msurate sunt transmise n concordan cu micarea benzii unei memorii electronice i comparate cu valoarea de referin. Prin intermediul servomotorului (6) sunt transmise semnale de corecie ce acioneaz n sensul modificrii corespunztoare a laminajului. Corecia se aplic la distane mici (de 6 mm) independent de viteza de alimentare ceea ce nseamn c neregularitatea benzii alimentate poate fi sesizat i contorizat chiar la viteze mari de debitare. ntregul proces este condus i urmrit cu ajutorul calculatorului, prin intermediul sistemului Sliver Monitor Plus, care primete informaii referitoare la neuniformitatea benzilor debitate de la cilindrii palpatori (4). Sunt astfel afiate date legate de calitatea benzilor de producie i sunt trasate grafice.
138
Demetra Lcrmioara Bordeianu
Pe un principiu asemntor funcioneaz i sistemul de reglare Servo Draft, din dotarea laminorului 730 al firmei Zinser a crui funcionare poate fi urmrit n figura IV.17.
Figura IV.17. Sistemul de autoreglare Servo Draft al laminorului 730, firma Zinser 1 traductor mecanic (rol palpatoare); 2 servomotor principal; 3 calculator al laminajului principal; 4 regulator de vitez; 5 repartizor; 6 convertizor; 7 tablou de serviciu; 8 calculator principal; 9 valoare de corecie; 10 motor principal; 11 motor cu vitez variabil; 12 servomotor modul cu turaie variabil
Masa benzilor este msurat de o rol palpatoare montat naintea trenului de laminat, iar corectarea variaiilor de finee se efectueaz n momentul trecerii lor prin cmpul principal de laminare. Aadar, toate sistemele de autoreglare au rolul de a modifica laminajele, astfel nct fineea benzilor debitate de laminor s fie ct mai uniform pe toat lungimea. Graficul din figura IV.18 permite aprecierea comparativ a eficienei celor trei sisteme de autoreglare a fineii benzilor de laminor i anume: sistemul de autoreglare pe poriuni scurte (I), pe poriuni medii (II) i respectiv pe poriuni lungi (III).
Tehnologii i utilaje n filaturi
139
De remarcat scderea semnificativ a coeficientului de variaie al fineii benzilor laminate prin utilizarea acestor sisteme. mbuntirea calitii benzilor prelucrate este asigurat i de prezena unor sisteme perfecionate de absorbie i ndeprtare a fibrelor scurte i a scamei are se formeaz n principalele zone de lucru (trenul de laminat, condensatoare, etc).
Figura IV.18. Elemente comparative privind eficiena sistemelor de reglare a fineii benzilor I reglarea pe poriuni scurte; II reglarea pe poriuni medii; III reglarea pe poriuni lungi
IV.6.3. Transportul automat al cnilor
ntre perfecionrile aduse laminoarelor trebuie menionate i sistemele automate de transport al cnilor: ntre primul pasaj de laminor i cel de-al doilea ( de exemplu sistemul CANlink, la care alimentarea cnilor la cel de-al doilea pasaj, precum i legarea benzilor se realizeaz manual, iar transportul cnilor goale spre primul pasaj se realizeaz automat); ntre laminor i flaier de exemplu cel propus de firma Trtzschler, care realizeaz i transportul ntre dou pasaje de laminor); ntre laminor i mainile de filat cu rotor.
140
Demetra Lcrmioara Bordeianu
Pentru alimentarea mainilor de filat cu rotor se folosesc n ultimul timp, n locul cnilor cilindrice, cni prismatice. Firmele Rieter i Trtzschler construiesc laminoarele RSB i respectiv HSR 1000 la care depunerea benzilor se realiza n asemenea cni. Sistemul propus i realizat de firma Rieter este cunoscut sub denumirea de CUBIcan i permite: deplasarea cnilor n timpul umplerii pe direcia faspate sub dispozitivul de depunere a benzii; schimbarea cnilor dup umplerea lor cu o lungime prestabilit de band; transportul cnilor ntre laminor i maina de filat cu rotor cu ajutorul vehiculului automat SERVOcan. n figura IV.19 este prezentat sistemul de transport al cnilor ntre laminorul RSB i maina de filat cu rotor R1, realizat de firma Rieter.
Figura IV.19. Sistemul de transport al cnilor de la laminor la maina de filat cu rotor, firma Rieter 1 laminor; 2 platform cu cni de rezerv; 3 sistem de transport (SERVOcan); 4 main de filat cu rotor
Tehnologii i utilaje n filaturi
141
CAPITOLUL V PIEPTNAREA BUMBACULUI
V.1. CONSIDERAII GENERALE
n masa de bumbac, din care prin filare urmeaz s se obin fire, se gsesc cantiti mai mari sau mai mici de fibre cu lungimi cuprinse ntre 3 i 15 mm, fibre care ngreuneaz procesul tehnologic de filare i care nrutesc calitatea firelor, n special a celor fine. Cercetrile ntreprinse de diveri cercettori au artat c lungimea fibrelor este un factor care influeneaz semnificativ i rezistena firelor. Se apreciaz c o cretere a lungimii medii a fibrelor cu 5 mm, n condiiile meninerii celorlaltor caracteristici, determin o cretere a rezistenei firelor cu 20%, fenomen datorat fixrii mai bune a fibrelor n structura firelor. Diagramele de distribuie a lungimii fibrelor de bumbac evideniaz o asimetrie stnga mai mult sau mai puin pronunat n funcie de soi, de metodele de recoltare i egrenare utilizate. Asimetria crete odat cu creterea lungimii bumbacului i odat cu ea crete i neuniformitatea lungimii. Cercetrile au artat c din fibrele neuniforme din punct de vedere a lungimii se obin fire neuniforme i cu rezisten sczut. Rezult deci c, pentru a obine fire uniforme i cu o bun rezisten la traciune este necesar s se mbunteasc uniformitatea lungimii fibrelor. Pentru mrirea uniformitii lungimii bumbacului cu fibr lung, acesta este supus operaiei de pieptnare, ce are drept scop principal eliminarea unui anumit procent de fibre scurte.
142
Demetra Lcrmioara Bordeianu
Modificarea curbelor de distribuie a lungimii fibrelor de bumbac n urma operaiei de pieptnare, prezentat n figura V.1 evideniaz creterea lungimii medii a fibrelor, a bazei bumbacului i implicit a uniformitii acesteia.
Figura V.1. Diagramele distribuiei lungimilor de fibr n condiii reale de pieptnare 1 diagrama de distribuie a lungimii fibrelor din produsul alimentat la maina de pieptnat; 2 diagrama de distribuie a lungimii fibrelor din pieptntur; 3 diagrama de distribuie a lungimii fibrelor din banda pieptnat
n figura V.1 sunt prezentate diagramele de distribuie dup lungime a fibrelor, n condiii reale de pieptnare. Se observ c fa de o lungime minim impus fibrelor din banda pieptnat (I) care n condiii ideale de pieptnare ar trebui s corespund lungimii maxime a fibrelor din pieptntur exist o zon a fibrelor nesigur sortate. Astfel suprafaa (a) reprezint fibre scurte care nu ar trebui s rmn n banda pieptnat, iar suprafaa (b) reprezint fibrele lungi ce au fost ndeprtate n pieptntur, dei ar fi fost de dorit s treac n banda pieptnat. Cu ct aceste suprafee sunt mai mici, cu att maina de pieptnat este mai bine reglat i funcioneaz mai corect. Reprezentarea grafic a densitii de lungime a fibrelor de bumbac pe clase de lungimi (figura V.2) indic faptul c, odat cu ndeprtarea fibrelor scurte (care sunt n general mai groase) se reduce i neuniformitatea densitii de lungime a fibrelor.
Tehnologii i utilaje n filaturi
143
Figura V.2. Densitatea de lungime a fibrelor de bumbac pe clase de lungimi 1 densitatea de lungime a fibrelor de bumbac funcie de lungimea acestora; 2 diagrama de distribuie a lungimii fibrelor de bumbac
n acest context este evident importana introducerii operaiei de pieptnare n fluxul tehnologic de obinere a firelor, operaie ce va permite obinerea unor fire mai fine, mai rezistente, mai uniforme i mai curate, urmare a ndeprtrii fibrelor scurte, a impuritilor i defectelor de fibr rmase n bumbac dup prelucrrile anterioare. Cu astfel de fire se obin, desigur, esturi i tricoturi superioare. Se poate spune n general, c prin operaia de pieptnare, bumbacul fibr este nnobilat mecanic deoarece operaia contribuie la mbuntirea substanial a tuturor parametrilor fizico-mecanici ai firelor. Datorit paralelizrii avansate a fibrelor i descreirii aproape complete a lor (coeficientul de ndreptare a fibrelor ajunge la 9798%) firele vor avea un luciu pronunat. Eliminarea unui numr mare de fibre scurte i impuriti vor contribui la mrirea uniformitii firelor i la creterea rezistenei lor la traciune. Faptul c procesul tehnologic de obinere a firelor pieptnate este mai lung, faptul c se ndeprteaz o cantitate mare de material sub form de pieptntur, determin o cretere a preului acestora comparativ cu preul firelor cardate (n fabricaia crora fibrele scurte rmn alturi de cele lungi n firul final). Avnd n vedere i calitatea superioar a bumbacului folosit pentru obinerea firelor pieptnate, preul ridicat al acestuia, este evident importana operaiei de pieptnare ce trebuie corect condus pentru o folosire eficient, raional i economic a acestor fibre.
144
Demetra Lcrmioara Bordeianu
V.2. PREGTIREA PENTRU PIEPTNARE
Pentru realizarea operaiei de pieptnare se impune o pregtire corespunztoare a materialului, ceea ce presupune includerea n fluxul tehnologic de obinere a firelor a unei faze de pregtire pentru pieptnare, faz ce precede pieptnarea propriu-zis. n banda de card fibrele pot avea capetele ndoite sub form de crlige, a cror prezen n procesul de pieptnare trebuie evitat, fapt ce impune o prealabil ndreptare a lor. Dup modul de prezentare a fibrelor n band i dup sensul de deplasare a acestora, fibrele pot fi clasificate n: fibre fr crlige; fibre cu crlige posterioare; fibre cu crlige anterioare; fibre cu crlige la ambele capete. n figura V.3 sunt prezentate asemenea fibre.
Figura V.3. Poziia fibrelor n banda cardat 1 fibre cu crlige posterioare; 2 fibre cu crlige anterioare; 3 fibre cu crlige la ambele capete; 4 fibre fr crlige
Apariia n faa pieptenelui circular a fibrelor cu crlige posterioare, sau cu crlige la ambele capete nseamn ndeprtarea lor, respectiv trecerea unei nsemnate cantiti de fibre lungi n pieptntur.
Tehnologii i utilaje n filaturi
145
n figura V.4 sunt prezentate dou fibre (1) i (2) cu crlig prinse n flcile cletelui, supuse operaiei de pieptnare i care urmeaz a fi prinse de cilindri detaori.
Figura V.4. Poziia fibrelor cu crlige n cmpul de laminare A linia de prindere a cletilor; B linia de prindere a cilindrilor detaori; 1, 2 fibre
Pieptenele circular va ndrepta crligul fibrei (1) fcnd posibil prinderea acesteia de cilindri detaori. Fibra (2) nu va fi prins de cilindri detaori i n faza urmtoare va fi extras de pieptenele rectiliniu alturi de fibrele scurte, ca pieptntur. Pentru evitarea acestui fenomen este de preferat alimentarea la maina de pieptnat a unor fibre ndreptate, sau a unor fibre de tip (1), deci cu crligul n fa. Cum n banda de card predomin fibrele cu crlige posterioare (circa 65% comparativ cu 15% fibre cu crlige anterioare) i cum fiecare faz presupune inversarea sensului de prezentare a fibrelor alimentate, pregtirea pentru pieptnare const n trecerea fibrelor printr-un numr impar de pasaje de laminor. Utilizarea unei singure treceri pe laminor desface un numr mic de crlige de fibr, deoarece majoritatea fibrelor din banda de card ce au crlige posterioare se vor prezenta la laminor ca fibre cu crlige anterioare ce nu vor fi desfcute n trenul de laminare. De aceea cea mai eficient i des utilizat variant de pregtire pentru pieptnare este cea care include 3 treceri de laminor i un reunitor de benzi, a crui rol principal este de formare a pturii ce urmeaz a fi alimentat la maina de pieptnat. Indiferent de tipul constructiv, produsul debitat pe reunitor este aadar o ptur, nfurat sub form de sul cu limea de 250 300 mm i diametrul de 350 500 mm.
146
Demetra Lcrmioara Bordeianu
Funcionarea acestora este similar pentru diferitele tipuri constructive i presupune alimentarea a 16 48 benzi de laminor ce sunt alturate pe o mas alimentatoare i dirijate spre un tren de laminat (L = 1,09 2,08). Ptura astfel obinut este presat de cilindri calandri i nfurat strns pe mosor. Reunitoarele de benzi sunt dotate cu contoare de lungime i dispozitive de oprire automat a trenului de laminare i a mecanismului de formare a pturii la nfurarea unei anumite lungimi de ptur. n acest timp, sulul i continu micarea, determin ruperea pturii, dup care sulul se oprete i alunec spre un suport de colectare a ei. Perfecionrile aduse acestor utilaje urmresc n principal realizarea unei eficiene maxime a procesului de pieptnare, n vederea obinerii unor fire de calitate superioar. Reunitoarele moderne sunt formate din dou sau trei capuri de laminare, fiecare cap fiind echipat cu cte un tren de laminare. niruirile debitate de fiecare cap de laminare sunt reunite prin suprapunere pe o mas, de unde prin intermediul unor cilindri sunt transportate spre cilindri calandri i nfurtori.
Figura V.5. Schema de principiu a reunitorului RD-300, firma Vouk 1 benzi alimentate; 2 tren de laminat tip 3/4; 3 cilindri de transport 4 dispozitiv de netezire; 5 cilindri calandri; 6 cilindri de nfurare; 7 sul de ptur
Reunitorul RD-300 al firmei Vouk (figura V.5) este prevzut cu 2 3 capuri de laminare la care se alimenteaz 12 16 benzi (1). Unitile de alimentare laminare sunt independente n ceea ce
Tehnologii i utilaje n filaturi
147
privete ecartamentul, tensiunea de alimentare, laminajul parial i total. Trenul de laminat (2), de tip 3/4, al fiecrui cap de alimentare poate realiza un laminaj L = 1,5-5. Forele de apsare pe cilindri superiori ai trenului de laminare se realizeaz hidraulic prin intermediul unor brae pendulare. nainte ca stratul de fibre s ptrund n zona de condensare este netezit pe ambele fee de un dispozitiv special (4), n scopul asigurrii unei bune desfurri a pturii la maina de pieptnat. Dup nfurarea unei lungimi prestabilite de ptur pe sul, printr-un motoreductor se comand ruperea pturii. Un sistem pneumatic permite scoaterea sulului respectiv, nlocuirea lui cu un tub gol i pornirea automat a unui nou ciclu de formare a pturii.
V.3. PIEPTNAREA
Pieptnarea propriu-zis se realizeaz pe maini de diferite tipuri constructive, la care se realizeaz: eliminarea unui nsemnat procent de fibre scurte (10-25%) ce are drept rezultat creterea lungimii medii i a uniformitii lungimii fibrelor ce trec n produsul pieptnat; ndreptarea i paralelizarea fibrelor; eliminarea ultimelor impuriti rmase dup operaiile de cardare i laminare. Procesul tehnologic la o main clasic de pieptnat bumbac, prezentat n figura V.6, evideniaz principalele operaii executate pe aceste maini, i anume: fracionarea pturii de fibre ce urmeaz a fi pieptnat; separarea fibrelor lungi pieptnate ce vor forma produsul final debitat de aceast main, de fibrele scurte ce merg n deeu sub form de pieptntur; lipirea brbilor pieptnate, formarea unui vl continuu care este condensat i transformat n band pieptnat de o anumit finee.
148
Demetra Lcrmioara Bordeianu
Figura V.6. Schema tehnologic a mainii de pieptnat 1 sul de ptur; 2 cilindri desfurtori; 3 plac conductoare; 4 cilindru alimentator; 5, 5 clete; 6 pieptene circular; 7 pieptene rectiliniu; 8 cilindri detaori; 9 vl; 10 plnie; 11 cilindri prestori; 12 band; 13 perie curitoare; 14 tub perforat; 15 pieptntur; 16 cutie colectare deeu
Perfecionrile aduse de-a lungul anilor acestei maini nu au schimbat principiul de funcionare a acesteia. Maina de pieptnat funcioneaz ciclic, n trei faze alternative (figura V.7) care asigur procesul de lucru, i anume: pieptnarea captului anterior al fasciculului de fibre de ctre acele pieptenelui circular (figura V.7 a) n aceast faz ptura este prins puternic de flcile cletelui (1) i (2), ce se afl n poziie nchis. Baretele pieptenului circular trec prin capetele fasciculului de fibre, extrgnd impuritile, nopeurile i fibrele scurte ce nu sunt prinse ntre flcile cletelui. Pieptenele rectiliniu este n poziie pasiv, iar cilindrii detaori sunt deprtai.
Tehnologii i utilaje n filaturi
149
Figura V.7. Fazele unui ciclu de pieptnare
150
Demetra Lcrmioara Bordeianu
deschiderea cletilor i apropierea lor de cilindrii detaori pentru a pregti lipirea fibrelor cu captul posterior al fasciculului de fibre pieptnat anterior (figura V.7b) Cilindrul detaor superior posterior se deplaseaz prin rostogolire peste cilindrul detaor inferior. Toi cilindri detaori superiori se rotesc n sens orar, pentru a aduce extremitatea captului posterior al fasciculului de fibre pieptnat n ciclul anterior, ntr-o poziie nclinat, poziie ce va favoriza lipirea prin suprapunere a fasciculelor de fibre pieptnate n dou cicluri succesive. Pieptenele rectiliniu (5) ncepe s coboare, flcile cletelui ncep s se deschid i sectorul neted al pieptenelui circular orienteaz captul pieptnat al fasciculului spre linia de prindere a cilindrilor detaori. lipirea fasciculului de fibre i pieptnarea captului posterior (figura V.7c) Cnd, n cursa sa de naintare, cletele a ajuns la distana minim fa de cilindrii detaori, barba pieptnat este prins de ctre acetia, efectundu-se astfel lipirea prin suprapunere peste fasciculul de fibre pieptnat n ciclul anterior. Cilindrii detaori superiori se rotesc n sens antiorar, determinnd naintarea materialului pieptnat prin acele pieptenelui rectiliniu care este n poziie activ i reine impuritile, nopeurile i fibrele scurte ce nu au ajuns pn la linia de prindere a cilindrilor detaori. n aceast faz, cletele ncepe s se retrag pentru pregtirea unui nou ciclu de pieptnare; cilindrul alimentator (6) deruleaz o lungime de ptur, dup are cletele se nchide, strngnd puternic ptura pentru nceperea unui nou ciclu de pieptnare. Sincronizarea acestor faze are o influen deosebit asupra calitii operaiei de pieptnare, a randamentului mainii i implicit asupra calitii benzii pieptnate. Pentru realizarea acestor operaii mainile de pieptnat au n dotarea lor urmtoarele mecanisme i dispozitive: dispozitivul de alimentare, cletii, pieptenele circular, pieptenele rectiliniu, i dispozitivul de detaare.
Tehnologii i utilaje n filaturi
151
Dispozitivul de alimentare
Poate fi alctuit din unul sau doi cilindri de alimentare (figura V.8) cu poziie reglabil pe falca inferioar a cletelui n funcie de lungimea fibrelor de bumbac.
Figura V.8. Dispozitivul de alimentare al mainii de pieptnat a cu doi cilindrii alimentatori; b cu un cilindru alimentator; 1 cilindru alimentator; 2 falca inferioar; 3 ptur
Cilindrii au caneluri (pentru o bun apucare a pturii) bine lefuite (pentru a nu aga fibrele) i sunt presai puternic prin intermediul unor arcuri elicoidale, aezate la capetele lor.
Cletii
Au o micare de nchidere-deschidere i de deplasare nainte i napoi pe o distan fix. Distana dintre linia de prindere a pturii de ctre flcile cletilor i linia de prindere a cilindrilor detaori, cnd cletii se afl n poziia cea mai naintat, determin procentul de pieptntur. Cu ct aceast distan este mai mare, cu att procentul de pieptntur este mai mare, deoarece la fiecare ciclu de pieptnare cilindrii detaori apuc un numr mai mic de fibre pieptnate, restul fiind ndeprtate de pieptenele rectiliniu sub form de deeu n pieptntur.
Pieptenele circular
Este unul din cele mai importante organe ale mainii, de care depinde n cea mai mare msur calitatea pieptnrii. Funcie de tipul constructiv al mainii de pieptnat, pieptenele circular poate avea 14-20 barete cu cea a cror finee, desime i nlime cresc progresiv de la prima spre ultima.
152
Demetra Lcrmioara Bordeianu
Dispunerea mai rar a acelor primelor barete menajeaz fibrele la intrarea lor n zona de pieptnare, iar ultimele barete finalizeaz procesul de pieptnare, ndeprtnd cele mai mici nopeuri i impuriti.
Pieptenele rectiliniu
Este singurul organ care asigur pieptnarea prii posterioare a fibrelor din barb, i de aici importana sa deosebit n procesul de pieptnare. El ptrunde n barba de fibre cu puin nainte de ncetarea aciunii de pieptnare a captului anterior de ctre pieptenele circular, mbuntind astfel calitatea pieptnrii, fr a mri cantitatea de pieptntur. Momentul de ncepere a pieptnrii precum i adncimea de ptrundere n barba de fibre sunt reglabile.
Dispozitivul de detaare
Este format din doi cilindri canelai pe care sunt aezai cilindrii superiori mbrcai n manoane de cauciuc sintetic. Au o micare de rotire n sensul debitrii (pentru realizarea detarii fasciculului de fibre pieptnat n ciclul respectiv) i n sens invers debitrii (pentru a pregti lipirea captului din fa al fasciculului pieptnat care urmeaz a fi detaat, de captul din spate al fasciculului pieptnat n ciclul anterior). Datorit faptului c procesul tehnologic de obinere a firelor pieptnate este mai lung, a faptului c o cantitate mare de fibre se pierd sub form de pieptntur, dar si innd cont de calitatea superioar a bumbacului folosit, a preului ridicat al acestuia i a dificultilor de achiziionare al acestuia, putem aprecia importana reglrii corecte a acestei maini. S-a considerat, mult vreme c o calitate superioar a firelor se poate obine prin creterea procentului de pieptntur. Cercetrile au demonstrat c, dependent de calitatea bumbacului i de performanele mainii de pieptnat, creterea procentului de pieptntur peste o anumit limit nu aduce o mbuntire a calitii firelor, sau aceasta este prea mic nct s justifice pierderile suplimentare de materie prim. De aceea, specialistul filator trebuie s aleag cu chibzuin procentul optim de pieptntur, n funcie de caracteristicile materiei prime i de performanele mainii de pieptnat.
Tehnologii i utilaje n filaturi
153
V.4. PROGRESE N CONSTRUCIA MAINILOR DE PIEPTNAT
Modernizrile aduse acestei maini au urmrit valorificarea ct mai raional a materiei prime (n general bumbac de calitate superioar), concomitent cu obinerea unor benzi de bun calitate, la producii ridicate. n acest sens, firma Rieter, prin maina de pieptnai E-70 R concepe o geometrie special de pieptnare care face posibil reducerea distanei dintre punctele de prindere a cilindrilor alimentatori i detaori (figura V.9).
Figura V.9. Reducerea distanei dintre cilindrii alimentatori i detaori la maina de pieptnat E-79 R, firma Rieter 1 cilindru alimentator; 2 clete; 3 plac de ghidare; 4 pieptene rectiliniu; 5 cilindri detaori; 6 distana ntre punctele de prindere a cilindrilor alimentatori i detaori
Micarea concentric a cletilor (figura V.10) asigur o ptrundere uniform a baretelor cu ace a pieptenului circular n ptura de fibre, pe ntreaga durat a pieptnrii captului din fa, mrind astfel precizia pieptnrii. Este posibil reducerea cu 3% a procentului de pieptntur, n condiiile meninerii calitii firelor, cu implicaii directe asupra preului acestora.
154
Demetra Lcrmioara Bordeianu
Figura V.10. Micarea cletilor a la maina de pieptnat E-70, firma Rieter; b alte maini de pieptnat
Maina permite schimbarea automat a sulurilor precum i lipirea pturii, simultan la toate cele opt capete de pieptnare (figura V.11) cu ajutorul sistemului brevetat sub denumirea de ROBOlap 45. Operaia de schimbare a sulurilor este iniiat la terminarea materialului de pe unul din tuburi.
Figura V.11. Schimbarea sulurilor i legarea automat a pturii cu sistemul ROBOlap 1 pregtirea captului posterior pentru lipire; 2 schimbarea sulurilor; 3 pregtirea captului anterior pentru lipire; 4 lipirea pturii i pornirea mainii
Tehnologii i utilaje n filaturi
155
Dup oprirea mainii, pturile de pe celelalte tuburi sunt rupte i absorbite de un sistem de aspiraie. n acelai timp captul dinspre cleti este reinut i pregtit pentru lipirea cu captul de pe noul sul alimentat. Lipirea se realizeaz prin suprapunere de ctre un dispozitiv special cu Aero-pick. Transportul formatelor se poate efectua manual sau automat, prin intermediul sistemului Servolap care poate deservi pn la 3 reunitoare i 18 maini de pieptnat. Firma Vouk, Italia prezint la ultimele expoziii ITMA noua main de pieptnat CM-400/S care se remarc prin fiabilitate, calitate, productivitate i simplitate. Maina este dotat cu un tren de laminat 3/4 acionat de angrenaje plasate ntr-o baie de ulei. Cilindri inferiori sunt din oel clit cu canelur elicoidal, iar cilindrii superiori sunt mbrcai cu un nveli din cauciuc sintetic. Cilindrii superiori sunt presai pe cilindrii inferiori cu sisteme hidraulice care asigur un control eficient al fibrelor n cmpul de laminare, control datorat i traseelor curbate din trenul de laminare. Se pot realiza laminaje de 8,6-19,6 i dublaje de 8. Fineea benzii pieptnate variaz ntre 3-6 Ktex, iar procentul de pieptntur extras poate fi adoptat ntre 8-25%. Maina este dotat cu un calculator central COMBING DATA care permite: furnizarea de date privind funcionarea i producia mainii; diagnosticarea i afiarea opririlor i a cauzelor; reglarea pe tastatura unui PC a frecvenei i duratei de curare a pieptenelui circular (curare ce se realizeaz automat); listarea pe ecran a instruciunilor necesare realizrii corecte a interveniilor de ntreinere a mainii ; memorarea datelor referitoare la interveniile efectuate pentru ntreinerea mainii.
156
Demetra Lcrmioara Bordeianu
Firma Hara, Japonia realizeaz i comercializeaz maina de piepznat VC 300 cu urmtoarele caracteristici: un clete suplimentar plasat ntre cilindrii de tragere i cei de alimentare, care permite reducerea procentului de pieptntur printr-o strngere mai puternic a mnunchiului de fibre; pieptenele circular este echipat cu 13 barete cu ace dublu progresive; trenul de laminat este de tip 5/4 i este prevzut cu o instalaie de aspiraie care cur n permanen att cilindrii superiori ct i cei inferiori; cilindrii de presiune au suprafaa tratat special n scopul reducerii ncrcrii electrostatice; sistemul LAPLIFTER asigur automatizarea tuturor operaiilor de transport ntre reunitor i maina de pieptnat.
Tehnologii i utilaje n filaturi
157
CAPITOLUL VI OBINEREA SEMITORTULUI
VI.1. ROLUL I IMPORTANA OPERAIEI DE OBINERE A SEMITORTULUI
Obinerea semitortului constituie o faz preliminar de pregtire a niruirii de fibre ce urmeaz a fi alimentat la mainile de filat cu inele n vederea transformrii n fir. Obinerea firului direct din banda de laminor (band care conine fibre paralelizate, descreite i cu un grad avansat de individualizare) necesit o puternic subiere. Aceasta nu poate fi realizat practic pe mainile de filat clasice a cror capacitate de laminare maxim este de 60 (din punct de vedere tehnologic se recomand laminaje de circa 40). Dac s-ar alimenta la mainile de filat band cu o densitate de lungime de 3-5 ktex (densitate de lungime optim pentru banda de laminor) pentru a se obine fire cu densiti de lungime de 10-100 tex, valoarea laminajului ar trebui s fie cuprins ntre 50-300, iar pentru obinerea unor fire mai fine s-ar impune utilizarea unor laminaje i mai mari (50-1200). Aspectele prezentate justific necesitatea introducerii acestei faze tehnologice n fluxul de obinere al firelor, utilizndu-se o singur trecere (flaierul mediu) pentru fire cu fineea pn la Nm 100 i dou treceri (flaierul mediu i fin) pentru fire mai fine de Nm 100.
158
Demetra Lcrmioara Bordeianu
Aadar, necesitatea introducerii operaiei de obinere a semitortului este impus de realizarea unei laminri treptate a benzilor. Simpla subiere reduce ns rezistena niruirii, prin reducerea punctelor de adeziune dintre fibrele constituente, favoriznd apariia nopeurilor i laminrilor false, chiar sub greutate proprie. Pentru a se asigura o rezisten minim necesar prelucrrilor ulterioare fibrele niruirii sunt presate prin dispozitive de condensare, iar banda subiat primete o slab torsiune, devenind semitort. Obinerea semitortului se realizeaz pe maini denumite flaiere, ale cror funciuni principale sunt: laminarea benzii, pn la obinerea unei niruiri de o anumit finee, funcie de fineea firului ce urmeaz a fi obinut pe mainile de filat cu inele; torsiunea niruirii laminate n vederea obinerii semitortului cu o rezisten suficient de mare pentru a evita apariia laminajelor false sau a ruperilor de semitort n timpul nfurrii, respectiv desfurrii acestuia. Un semitort slab produce perturbri n trenul de laminare al mainii de filat cu inele datorit pericolului smulgerii unor pachete de fibre n cmpul preliminar de laminare. Valoarea torsiunii nu trebuie s depeasc o anumit valoare ce ar corespunde apariiei fibrelor fixate. n semitort toate fibrele trebuie s fie alunectoare (nefixate prin torsionare) pentru a se crea condiii corespunztoare de laminare la mainile de filat cu inele. Torsiuni prea mari limiteaz posibilitatea desfacerii legturilor dintre fibre n cmpul preliminar al trenului de laminare de la mainile de filat cu inele, determinnd creterea neregularitii i al numrului de ruperi; nfurarea semitortului dup anumite legi pe mosoare n format de bobin cilindric biconic, cu un unghi de conicitate ce poate varia ntre 45o i 60o, funcie de natura i gradul de descreire al fibrelor, precum i de fineea i gradul de torsionare a semitortului .
Tehnologii i utilaje n filaturi
159
VI.2. MECANISMUL DE LAMINARE
Laminarea se realizeaz prin deplasarea fibrelor unele fa de altele, n trenuri de laminat cu o capacitate de laminare de 5-21, ce efectueaz i operaiile de paralelizare i ndreptare a fibrelor la un grad superior mainilor anterioare flaierului, n fluxul tehnologic de filare. Trenurile de laminat ale flaierelor funcioneaz pe acelai principiu ca i cele de la laminoare sau maini de filat cu inele i pot fi de diferite tipuri constructive: tip 4/4; 3/3 sau 3/4 cu dou curelue sau fr curelue (la tipurile mai vechi de trenuri de laminat). Indiferent de varianta constructiv cilindrii inferiori sunt metalici, cu caneluri trapezoidale practicate dup o direcie paralel cu axa de rotaie, sau elicoidal la trenurile de laminat moderne. Sunt cilindrii motori ce primesc micarea de rotaie printr-un lan cinematic (care include i elemente de reglaj pentru laminajele pariale i pentru laminajul mecanic total) de la arborele principal al mainii. Lungimea lor este egal cu lungimea flaierului, iar canelurile sunt practicate doar pe poriunile de laminare. Cilindrii superiori sunt formai din axe scurte cu dou buce la capete ce sunt acoperite cu manoane de cauciuc cu duritate cuprins ntre 70-80o Sh ore (recomandare SKF). Presiunea pe cilindrii superiori se exercit prin arcuri elicoidale montate ntr-o caset numit bra de presiune (rabatabil) sau cu brae de presiune pneumatice care la oprirea mainii reduc automat fora de apsare pe cilindrii, diminund astfel deformarea manoanelor. La intrarea benzii n trenul de laminare i n cmpurile de laminare sunt montate condensatoare, n scopul conducerii mai grupate a fibrelor. Acestea sunt montate pe bare conductoare care deplaseaz niruirea de fibre evitnd astfel uzura manoanelor n aceeai zon. Flaierele de construcie modern utilizeaz trenuri de laminat cu curelue n cmpul principal de laminare (n zona laminajului maxim) cu rol de transport i control al niruirii de fibre. Frecvent sunt utilizate curelue din cauciuc sintetic datorit rezistenei mari la frecare.
160
Demetra Lcrmioara Bordeianu
Portcurelua se execut n patru variante, funcie de lungimea cureluei superioare, dependent la rndul ei de lungimea fibrelor prelucrate: scurt pentru fibre pn la 45 mm; mijlocie pentru fibre pn la 50 mm; lung pentru fibre pn la 60 mm; foarte lung pentru fibre cu lungimea mai mare de 60mm. Cmpul forelor de frecare al niruirii de fibre ntre curelue se realizeaz prin modificarea distanei dintre acestea cu ajutorul unor clipsuri, distaniere care se adopt funcie de fineea semitortului ce urmeaz a fi realizat, astfel: distanier alb (5,5 mm) pentru semitort gros; distanier negru (6,5 mm) pentru semitort gros i mediu; distanier verde (8,2 mm) pentru semitort mediu i fin.
Variante constructive de trenuri de laminat
Pentru prelucrarea bumbacului, a fibrelor chimice 100% sau a amestecurilor de bumbac cu fibre chimice se folosesc urmtoarele tipuri de trenuri de laminat: trenuri de laminat fr curelu; trenuri de laminat cu dou curelue. Trenuri de laminat fr curelu Dintre acestea trenul de laminat tip 4/4 este recomandat prelucrrii fibrelor chimice ce au posibilitatea relaxrii n zona neutr i revenirii la lungimea iniial naintea intrrii n cmpul principal de laminare. Poate prelucra i bumbac sau amestecuri de fibre cu lungimea medie pn la 60 mm. Permite realizarea unui laminaj mecanic total de 12, i a urmtoarelor laminaje pariale: laminajul n cmpul secundar de laminare Lp1 = 1,5-2,6; laminajul n zona neutr Lp2 = 1,05; laminajul n cmpul principal de laminare Lp3 = 2,6-5;
Tehnologii i utilaje n filaturi
161
Presiunea pe cilindrii alimentatori i intermediari este constant, variind ntre 10-14 daN, iar presiunea pe cilindrii debitori poate varia ntre 12-16 daN. Cmpul de laminare poate fi situat n plan orizontal sau nclinat sub un unghi de 12o fa de orizontal (figura VI.1).
Figura VI.1 Trenuri de laminat 3/4 fr curelu a) n plan orizontal; b) nclinat fa de orizontal
Trenul de laminat 3/4 fr curelu este utilizat pentru bumbac i fibre chimice cu lungimea de pn la 60 mm, atunci cnd cmpul de laminare este situat n plan orizontal i pn la 70 mm cmpul de laminare este situat n plan nclinat. Prin cele dou zone de laminare se poate realiza un laminaj total pn la 8. Trenuri de laminat cu dou curelue Permit un control mai riguros al fibrelor n cmpul de laminare, motiv pentru care, ultimele tipuri de flaiere sunt dotate, aproape n exclusivitate, cu asemenea trenuri de laminat. Pot fi tip 3/3 sau 4/4. La trenurile de laminare cu dou zone de laminare cureluele pot fi plasate ntre cilindrii intermediari sau ntre cilindrii intermediari i debitori. Cilindrii superiori sunt presai pe cilindrii inferiori prin intermediul unor arcuri elicoidale, cu posibilitatea de reglare pentru fiecare pereche de cilindri.
162
Demetra Lcrmioara Bordeianu
VI.3. MECANISMUL DE TORSIONARE
Pentru ca niruirea debitat de trenul de laminat s devin semitort, aceasta este uor torsionat de ctre ansamblul furc-fus ce formeaz mpreun mecanismul de torsionare (figura VI.2).
Figura VI.2. Ansamblul furc-fus 1 capul furcii; 2 braul gol al furcii; 3 braul plin; 4 degete prestor; 5 bobin semitort; 6 mosor; 7 fus; 8 banca bobinelor
Organul cel mai important este furca, confecionat din oel forjat sau duraluminiu. Este alctuit dintr-o buc (capul furcii), un bra activ prevzut cu un canal cilindric de ghidare a semitortului, numit i braul gol al furcii i un bra plin cu seciune oval, cu rol de echilibrare a braului activ. Cele dou brae sunt poziionate simetric i au seciunile progresiv descresctoare de la capul furcii spre capetele inferioare, execuie ce corespunde i seciunii semitortului care descrete prin torsionare (torsiunea se propag de la partea inferioar a furcii spre cilindrii debitori ai trenului de laminare).
Tehnologii i utilaje n filaturi
163
Pe braul activ, la partea inferioar, este articulat degetul prestor care datorit poziionrii excentrice preseaz semitortul pe bobin. Furcile sunt aezate pe dou rnduri n zigzag, pe o singur parte a flaierului. Fusul este executat din oel de calitate superioar. Partea superioar este uor conic i cu o cresttur pentru a permite o fixare ct mai bun a capului furcii pe fus, astfel nct cele dou organe fac corp comun n micarea de rotaie. Torsiunea la flaier este dependent de turaia furcilor (nf) i de viteza de nfurare (v), dependent la rndul ei de viteza de debitare a niruirii (vd) i de laminajul fals ce apare ntre trenul de laminat i bobin. Se calculeaz cu relaia:
T=
n care:
nf vi
nf vd L f
(6.1)
nf turaia furcilor (rot/min); vd viteza de debitare (m/min); v viteza de nfurare (m/min); Lf laminajul fals (Lf = 1,01-1,03). Dispunerea pe dou rnduri a furcilor conduce la laminaje false cu valori diferite, i anume cu valori mai mari pentru rnduri de furci din fa i mai mici pentru rnduri de furci din spate. Urmare a acestui fenomen i fineea semitortului depus pe mosoarele din fa va fi diferit de cea a semitortului de pe mosoarele din spate, dezavantaj ce poate fi diminuat prin: utilizarea pretorsoarelor de dimensiuni diferite pentru cele dou rnduri de furci; alimentarea distinct a mosoarelor de pe cele dou rnduri la mainile de filat cu inele, astfel nct s poat fi efectuat corecia laminajelor de pe cele dou rnduri.
164
Demetra Lcrmioara Bordeianu
n cazul n care se impune modificarea torsiunii, se schimb valoarea vitezei de debitare. Valoarea torsiunii se adopt funcie de densitate de lungime a semitortului, lungimea, coeficientul de frecare i densitatea de lungime a fibrelor (caracteristicile fibrelor fiind incluse n valoarea coeficientului de torsiune), conform relaiei lui Kclin:
T = m Nm
n care:
sau
T=
tex
Ttex
(6.2)
m - coeficientul de torsiune metric; tex - coeficientul de torsiune tex;
Nm fineea semitortului; Ttex densitatea de lungime a semitortului.
VI.4. MECANISMUL DE NFURARE
Pe flaier se realizeaz o nfurare paralel, cu pas constant, sub form de straturi cilindrice (figura VI.3).
Figura VI.3. Structura nfurrii cilindrice d0 diametrul mosorului; dx diametrul unui strat de spire oarecare; dmax diametrul ultimului strat de spire; h nlimea unei spire; unghiul de conicitate
Tehnologii i utilaje n filaturi
165
Pentru realizarea unei asemenea nfurri sunt necesare dou micri: micare de rotaie asigurat de diferena dintre turaia bobinei i a furcii. Att furca ct i bobina se rotesc n acelai sens, dar nb > nf, deci bobina o ia naintea furcii asigurnd astfel nfurarea; micare de translaie n vederea aezrii semitortului sub form de spire una lng alta, asigurat de micarea de translaie pe vertical a bncii bobinelor. O nfurare corect a semitortului pe bobin, presupune respectarea urmtoarelor legi: lungimea semitortului nfurat pe bobin n unitatea de timp trebuie s fie egal cu cea debitat de trenul de laminat n aceeai unitate de timp.
Adic:
ld = l
scrie:
(6.3)
innd seama i de laminajul fals (Lf) care apare, putem
v d L f = vi
Cum:
(6.4)
vd L f
este constant de la nceputul nfurrii pn
la sfrit, rezult c viteza de nfurare trebuie s fie constant. Deoarece lungimea nfurat n unitatea de timp depinde de lungimea spirei (ls) i numrul de spire (ns) putem scrie:
li = n s l s = n s d x
(6.5)
Numrul de spire nfurat n unitatea de timp, la flaierele cu bobin activ, este dat de diferena ntre turaia bobinei (nb) i cea a furcii (nf), adic:
ns = nb n f
(6.6)
166
Demetra Lcrmioara Bordeianu
Rezult de aici, expresia primei legi a nfurrii, care presupune:
vi = d bob (nb n f
(6.7)
Cum diametrul bobinei crete n timpul nfurrii i turaia furcilor este constant rezult c pentru a menine constant viteza de nfurare este necesar reducerea turaiei bobinelor de la un strat la altul, i meninerea ei constant n cadrul aceluiai strat. Dac notm cu: y = Dx lungimea unei spire;
z = nbx n f numrul de spire nfurat n unitatea de timp
Rezult:
y z = constant ecuaia unei hiperbole echilatere.
Aadar, descreterea turaiei bobinelor se realizeaz hiperbolic, n trepte, ceea ce presupune intercalarea unui variator de vitez cu canoizi cu profil hiperbolic n lanul cinematic de transmisie a micrii de rotaie spre bobina cu semitort. pasul de depunere a spirelor trebuie s aib aceeai valoare pentru toate straturile. Cea de-a doua lege a nfurrii la flaier, stabilete viteza de translaie a bncii bobinelor (vB) care trebuie s asigure o nfurare cu pas (h) constant, indiferent de diametrul de nfurare, adic:
v Bx = n x h ,
n care:
(6.8)
h pasul de depunere a spirelor (constant); nx numrul de spire care se depun n unitatea de timp pe un diametru dx; vBx viteza bncii.
Tehnologii i utilaje n filaturi
167
Rezult:
nx =
n care:
vd L f
dx
(6.9)
vd L f - lungimea nfurat n unitatea de timp; d x - lungimea unei spire corespunztoare diametrului dx
v Bx = h vd L f
Rezult:
dx
(6.10)
ntruct dx variabil vB = variabil. Aadar, viteza bncii trebuie s descreasc de la primul strat nfurat pn la ultimul. modificarea densitii de lungime a semitortului atrage dup sine modificarea parametrilor de nfurare: pasul spirelor, grosimea stratului i densitatea de nfurare
Ttex = h ,
n care: h pasul spirei; grosimea stratului de spire; densitatea de nfurare.
(6.11)
Pe baza legilor nfurrii se pot efectua corect reglajele mainii pentru obinerea unei anumite tensiuni de nfurare a semitortului i a unei anumite coniciti a bobinei.
168
Demetra Lcrmioara Bordeianu
VI.5. PROGRESE N CONSTRUCIA FLAIERELOR
Flaierele de construcie modern, prezentate la ultimele expoziii se caracterizeaz prin urmtoarele: obinerea unor turaii a furcilor de 1400-1900 rot/min; scoaterea semiautomat sau automat a levatei; utilizarea furcilor suspendate, confecionate din aliaje uoare, antrenate la partea superioar, ceea ce uureaz scoaterea levatei (att cea manual ct i cea automat); tendina de cretere a dimensiunilor bobinelor pentru micorarea frecvenei de schimbare a levatei; utilizarea unor dispozitive de control i reglare a tensiunii semitortului n scopul micorrii neregularitii acestuia; controlul electronic al ruperilor de band i semitort prin semnalizarea i localizarea ruperilor; oprirea automat a mainii la ruperea semitortului sau a benzii alimentate; oprirea automat a flaierului la atingerea unei lungimi prestabilite de semitort; oprirea automat a mainii i nregistrarea opririi n vederea calculrii datelor cu privire la randamentul i producia practic a mainii; utilizarea sistemelor de aspiraie n principalele zone de lucru a mainii n vederea reducerii numrului de defecte prin nglobarea scamelor n structura semitortului; monitorizarea datelor procesului tehnologic; controlul tensiunii semitortului i meninerea sa constant; agregatizarea flaierului cu maina de filat cu inele; transportul aerian al formatelor.
Tehnologii i utilaje n filaturi
169
Firma Zinser realizeaz flaierul model 660 cu randament i fiabilitate nalt, cu manevrarea i ntreinerea uoar care permit realizarea unor semitorturi corespunztoare din punct de vedere calitativ. Maina se poate utiliza pentru prelucrarea bumbacului cardat sau pieptnat, a fibrelor chimice cu lungime pn la 60 mm i a amestecurilor i poate dezvolta o turaie a furcilor pn la 1500 rot/min. Rastelul de alimentare este format din trei sau patru cilindri de tragere care asigur o alimentare fr laminaje false. n condiii standard maina este dotat cu tren de laminat 3/3 cu dou curelue, ce poate asigura un laminaj ntre 6-12, iar la cerere maina se poate livra cu tren tip 4/4 cu curelue. La ruperea sau terminarea unei benzi, maina se oprete automat datorit comenzii primite de la o celul fotoelectric. La ruperea semitortului n zona cilindrilor debitori-furc, niruirea fibroas debitat de unitatea respectiv de lucru este absorbit i transportat printr-o conduct (cu orificiu de aspiraie la ieirea din trenul de laminat) spre un filtru. Maina este dotat cu furci suspendate (figura VI.4) cu profil aerodinamic, construite din aliaje uoare.
Figura VI. 4. Mecanism de nfurare cu furci suspendate, firma Zinser 1 furc suspendat; 2 bobin; 3 transmisia la furc; 4 banca bobinelor
170
Demetra Lcrmioara Bordeianu
Pentru a menine laminajul fals (care apare ntre cilindrii debitori i furc) la valori ct mai mici (sub 1,03) firma Zinser i echipeaz flaierele cu pretorsoare de diametre i nlimi diferite (figura VI.5), care asigur unghiuri constante de intrare a semitortului n furc.
Figura VI.5. Utilizarea pretorsoarelor, firma Zinser a pretorsoare poziionate la acelai nivel; b pretorsoare supranlate pentru rnduri de furci din spate.
Un contor de lungime comand oprirea automat a mainii dup depunerea unei lungimi prestabilite de semitort. La terminarea levatei, banca mpreun cu bobinele este nclinat spre n fa (fr a fi necesar coborrea bobinelor sub nivelul furcii), ntr-o poziie favorabil scoaterii bobinelor. Schimbarea levatei se realizeaz automat de ctre un dispozitiv integrat cu un crucior al crui traseu este o pist inductiv ngropat n sol. Schimbarea automat a levatei se realizeaz n trei faze, i anume: scoaterea simultan a patru bobine de pe flaier i prelevarea a patru evi goale din crucior; plasarea bobinelor cu semitort i a evilor goale pe o plac situat n centrul dispozitivului i rotirea plcii cu 180o; aezarea tuburilor goale n tijele fixate pe banca bobinelor, i suspendarea bobinelor cu semitort n portbobinele inelor de transport automat care le va dirija spre mainile de filat cu inele.
Tehnologii i utilaje n filaturi
171
Firma Marzoli realizeaz flaierul de mare productivitate BCX-16 cu sistem de antrenare a furcilor la partea superioar, deci furci suspendate, pentru uurarea scoaterii levatei printr-o nclinaie a bncii bobinelor cu un unghi de 22o. Flaierul se poate utiliza pentru bumbac cardat, pieptnat i fibre chimice cu lungimea de pn la 80 mm. Trenul de laminat este de tip 3/3 cu dou curelue i realizeaz laminaje ntre 4-20. Braele de presiune sunt de tip SKF PK 1500, turaia maxim a furcilor este 1500 rot/min, iar viteza maxim de debitare este de 60 m/min. Se realizeaz semitorturi n gama de finee Nm 0,06-5,8 cu torsiuni de 17-96 rs/m. Maina poate fi dotat cu sistem de transport aerian al bobinelor cu posibilitatea de stocare pe circuit (sistem CMB) sau de transport direct la mainile de filat cu inele (sistem CMF). Firma Rieter prezint familia de flaiere F n mai multe variante: F1/1a, F4/1, F4/1D, F5. Acestea se utilizeaz pentru prelucrarea fibrelor de bumbac, a fibrelor chimice cu lungimea pn al 60 mm i a amestecurilor. Rastelul de alimentare este reglabil funcie de nlimea cnilor, iar extragerea benzilor se face fr laminaje false. Pentru laminare se utilizeaz trenuri de laminat tip 3/3 cu dou curelue cu bra de presiune SKF PK 1500 cu capacitate de laminare de 4-20 ori, realiznd semitorturi n gama de finee Nm 0,75-6. Cu excepia modelului F1/1a toate celelalte tipuri de flaiere sunt dotate cu sisteme de schimbare automat a levatei. Sunt utilizate furci suspendate care fac posibil schimbarea automat a levatei. Turaia furcilor este cuprins ntre 1200-1600 rot/min, i se adopt funcie de fineea semitortului i nlimea furcilor. Furcile sunt confecionate din materiale uoare, au form aerodinamic i sunt echilibrate static i dinamic. Cu ajutorul unui contor de lungime, dup depunerea pe bobin a unei lungimi prestabilite de semitort se comand sistemul de schimbare automat a levatei. Maina se oprete automat, banca bobinelor coboar i se nclin al 20-25o fcnd posibil extragerea bobinelor pline i nlocuirea lor cu mosoare cu ajutorul instalaiei ROBOlift (figura VI.6).
172
Demetra Lcrmioara Bordeianu
Figura VI.6. Sistem de schimbare a levatei cu instalaia ROBOlift, firma Rieter
Pentru uurarea transportului bobinelor firma Rieter a realizat agregatizarea flaierului cu maina de filat cu inele cu ajutorul instalaiei SERVOTRAIL care cuprinde un sistem de ine suspendate, de care la rndul lor sunt suspendate portbobinele. Firma Toyota propune flaierele model FL-16 i FL-100 cu un grad avansat de automatizare. Trenurile de laminat sunt de tip 3/3 sau 4/4 cu dou curelue. Canelurile elicoidale ale cilindrilor trenurilor de laminare asigur controlul permanent al fibrelor i inserarea unei torsiuni uniforme n semitort. Plniile colectoare dispuse n faa cilindrilor debitori (figura VI.7) contribuie la diminuarea neregularitii semitortului.
Tehnologii i utilaje n filaturi
173
Figura VI.7. Micarea fibrelor n trenul de laminat la flaierul FL-16, firma Toyota
Maina este dotat cu furci suspendate tip SL, cu instalaie de aspirare a prafului i a scamelor din zona cilindrilor debitori ai trenului de laminat i din zona furcilor (figura VI.8) i de transport a niruirii fibrelor debitate la ruperea semitortului spre un filtru.
Figura VI.8. Instalaie de absorbie a scamei i prafului la flaierul FL-16, firma Toyota
174
Demetra Lcrmioara Bordeianu
n scopul prevenirii neregularitii semitortului, maina are n dotare un dispozitiv de control i reglare automat a tensiunii semitortului n timpul nfurrii (figura VI.9).
Figura VI.9. Dispozitiv automat de compensare a tensiunii de nfurare, firma Toyota
Msurarea tensiunii semitortului se realizeaz prin intermediul unui senzor optic care transmite valorile msurate la unitatea electronic de control i reglare ce le compar cu valorile nominale. Tensiunea este reglat, atunci cnd ntre valorile reale i cele nominale apar diferene, prin deplasarea automat a curelei pe conoizi. n acest fel se va schimba turaia bobinelor prin modificarea turaiei variabile ce se transmite n diferenial, realizndu-se o nfurare sub tensiune constant a semitortului, indiferent de stratul de depunere.
Tehnologii i utilaje n filaturi
175
CAPITOLUL VII FILAREA
VII.1. CONSIDERAII GENERALE
Ultima faz a procesului tehnologic de obinere a firelor este filarea propriu-zis. Aceast faz tehnologic se realizeaz pe maini de fulat cu inele sau pe maini de filat neconvenionale i are drept scop obinerea firului, produsul finit al filaturilor, alctuit dintr-o niruire de fibre ndreptate, paralelizate i consolidate prin diverse procedee. Pe mainile de filat se realizeaz urmtoarele operaii: laminarea niruirii alimentate (band sau semitort) pn la fineea dorit; consolidarea niruirii laminate (prin torsionare sau prin alte procedee, ca de exemplu prin lipire, sau prin mpslire) n vederea obinerii unui fir continuu, uniform i cu o rezisten corespunztoare destinaiei lui; nfurarea firului pe diverse formate (evi sau bobine). Pn la sfritul anilor 1960, practic toate firele din fibre scurte erau obinute pe maini de filat cu inele. n 1961, un grup de cercettori de la Institutul de cercetri a bumbacului din Usti Nad Orlici, Cehoslovacia, a reuit s pun n practic i s realizeze procedeul de filare cu capt liber descoperit n 1807 de Samuel Willand i brevetat n 1900 de englezul Philips, procedeu ce a produs o revoluie n tehnica filrii.
176
Demetra Lcrmioara Bordeianu
Multiplele sisteme de filare aprute ulterior i cunoscute sub denumirea de sisteme neconvenionale de filare determin dificulti n clasificarea acestora, specialitii utiliznd diferite criterii cum ar fi: dup modul de formare a firului; dup modul de consolidare a structurii; dup tipul firului produs (normal, cu miez, de efect). Dup ITMA87 s-a ncetenit urmtoarea prezentare a sistemelor viabile de filare n domeniul fibrelor scurte: filarea clasic (cu inele); filarea cu rotor; filarea aerodinamic; filarea prin friciune; filarea prin nfurare; filarea electrostatic; filarea prin lipire.
VII.2. FILAREA CLASIC
Filarea clasic rmne procedeul universal, datorit faptului c pn n prezent nici un alt procedeu de filare nu poate s o nlocuiasc complet din punct de vedere al gamei de finei de fire realizate i al nivelului de rezistenelor la traciune atinse de aceste fire. Pentru transformarea semitortului n fir, mainile de filat cu inele execut urmtoarele operaii: laminarea semitortului pe un tren de laminat care s asigure deplasarea controlat a fibrelor n cmpul principal de laminare; torsionarea niruirii de fibre n vederea obinerii rezistenei corespunztoare fineii i destinaiei firului; nfurarea firului, operaie ce se realizeaz concomitent cu torsionarea prin intermediul ansamblului fus-inel-cursor. Are drept scop depunerea ordonat a firului i obinerea unor formate care s reziste la diverse manipulri i de pe care firul s se desfoare n condiii optime.
Tehnologii i utilaje n filaturi
177
Fig. VII.1. Schema tehnologic a mainii de filat cu inele 1 rastel; 2 bobin; 3 portbobin; 4; 5 conductor de semitort; 6 tren de laminat; 7 conductor de fir; 8 cursor; 9 inel; 10 fus
Din punct de vedere constructiv, maina de filat cu inele este constituit din urmtoarele mecanisme i dispozitive: dispozitivul de alimentare; mecanismul de laminare; mecanismul de torsionare; mecanismul de nfurare; mecanisme auxiliare.
178
Demetra Lcrmioara Bordeianu
VII.2.1. Dispozitive de alimentare
Dispozitivul de alimentare (figura VII.2) trebuie s permit o deservire uoar i rapid i s asigure o desfurare continu, cu tensiune constant a semitortului, sub limita producerii laminajelor false.
Figura VII.2. Dispozitivul de alimentare 1 rastel; 2 bobin cu semitort; 3 portbobin; 4 frn; 5 conductor de semitort
n acest scop, dispozitivele de alimentare cuprind n componena lor un rastel (1) n care bobinele cu semitort (2) sunt aezate prin intermediul unor portbobine (3). Acestea sunt nite dispozitive de construcie special care permit introducerea i scoaterea cu uurin a bobinelor pline sau a mosoarelor goale i meninerea n stare suspendat a bobinelor n timpul derulrii semitortului. Pentru a evita derularea suplimentar a semitortului datorit forelor de inerie, ceea ce ar putea crea dificulti n deservire, portbobinele sunt prevzute cu frne, respectiv tije profilate (4) care prin greutate proprie, frneaz uor bobina. Rastelele pot fi cu 4 6 rnduri de bobine pentru alimentare simpl a semitortului provenit de la flaierul mediu, sau cu 8 rnduri de bobine pentru alimentarea dubl a semitortului provenit de la flaierul fin, n vederea obinerii firelor pieptnate foarte fine.
Tehnologii i utilaje n filaturi
179
VII.2.2. Mecanismul de laminare
Laminarea semitortului este prima operaie tehnologic pe care o execut maina de filat cu inele. Aceasta se realizeaz cu ajutorul unor trenuri de laminat, cel mai frecvent de tip 3/3 cu dou curelue, care asigur un control ct mai complet al fibrelor ntre cilindrii. Un asemenea tren de laminat (figura VII.3) este alctuit dintr-un conductor de semitort (1), trei cilindri inferiori metalici cu caneluri i trei cilindri superiori dintre care cilindrul alimentator (2) i debitor (4) sunt mbrcai cu manoane de cauciuc sintetic antistatizat. Peste cilindrul intermediar superiori este trecut o curelu din cauciuc sintetic (5) tensionat de portcurelua (6). Peste cilindrul inferior intermediar (7) i bara profilat (8) este trecut de asemenea o curelu din piele sau cauciuc sintetic (9) tensionat de bara (10) prevzut cu un arc lamelar.
Figura VII.3. Trenul de laminat 1 cilindrul alimentator inferior; 2 cilindrul alimentator superior; 3 cilindrul intermediar superior; 4 cilindrul debitor superior; 5 curelua superioar; 6 portcurelu; 7 cilindrul intermediar inferior; 8 bar profilat; 9 curelu inferioar; 10 bar de tensionare a cureluei inferioare; 11 cilindru curitor; 12 bra de presiune; 13 prghie
180
Demetra Lcrmioara Bordeianu
ntre cele dou curelue se afl un distanier montat pe placa portcureluei, care se sprijin pe bara profilat (8). Aceste distaniere au dimensiuni diferite, codificate pe culori (conform tabelului VII.1) i sunt utilizate n scopul realizrii unei prinderi elastice a fibrelor ntre curelue n cmpul principal de laminare, condiionat de fineea semitortului i a firului ce se prelucreaz.
Tabelul VII.1
Recomandri privind utilizarea distanierelor
Culoare distanier Negru Alb Galben Rou
Distana ntre curelue 5 3,9 3,1 2,5
Fineea, Nm fir 20-30 34-70 100-170 170-200 semitort 1-1,4 1,6-2 2,4-5 8-16 dublat
Cilindrul debitor superior este curat de un cilindru mbrcat n postav (11). Presiunea pe cilindrii superiori este realizat printr-un bra de presiune (12) i poate fi reglat prin modificarea poziiei unei piese hexagonale montate pe un ax. Armarea i dezarmarea braului de presiune se realizeaz prin coborrea sau ridicarea prghiei (13). Firma Zinser utilizeaz la mainile de filat cu inele model 321 i 330, trenuri de laminat (figura VII.4) de tip 3/3 cu dou curelue la care antrenarea cilindrilor inferiori ai trenului de laminat se realizeaz prin intermediul sistemului SINCHRO-DRAFT.
Figura VII.4. Elemente constructive ale trenului de laminat al mainii de filat cu inele, model 330, firma Zinser 1 bar conductoare; 2, 3 dispozitiv de ghidare a niruirii de fibre; 4 pneumafil; 5 fir; 6 semitort
Tehnologii i utilaje n filaturi
181
Barele conductoare (1) pe care sunt montate elementele de ghidare (2, 3) au o micare de translaie alternativ, cu amplitudine mai mic dect limea manoanelor i a cureluelor. Se evit n acest fel uzura manoanelor pe poriuni nguste, datorit deplasrii niruirii de fibre pe acelai traseu, ceea ce provoac dificulti n laminarea semitortului. Pentru a micora consumurile de materii prime i pentru a evita nfurrile de material fibros pe suprafaa manoanelor, trenurile de laminat sunt dotate cu un sistem de oprire automat a alimentrii n cazul ruperii firelor (figura VII.5).
Figura VII.5. Dispozitiv de absorbie a niruirii de fibre i oprire automat a alimentrii la ruperea firului, firma Zinser 1 fir; 2 dispozitiv de control; 3 pneumafil
La ruperea firului (1) care trece prin dispozitivul de control (2), niruirea de fibre va fi absorbit prin conducta (3) a sistemului pneumafil, moment n care prin dispozitivul de control se transmite comanda de frnare a bobinei de semitort. Dispozitivul de control transmite un semnal la un microprocesor care nregistreaz numrul de ruperi, necesar calculrii produciei practice a mainii i a frecvenei ruperilor pe 1000 fuse or. Firma Toyota, prin maina de filat cu inele, model RX-200, ofer posibilitatea utilizrii unei alte diagrame de micare a niruirii de fibre n zona cilindrilor debitori (figura VII.6). Aceasta se realizeaz prin introducerea n zona de laminare a unui
182
Demetra Lcrmioara Bordeianu
supraveghetor de semitort ROVING-GUARD i un dispozitiv suplimentar cu micare dute-vino cu angrenaj cicloidal, care contribuie la micorarea frecrii i implicit a uzurii manoanelor de cauciuc.
Figura VII.6. Deplasarea lateral a semitortului n trenul de laminare a micare simpl cu dispozitiv clasic; b micare dubl cu dispozitiv Zinser cu angrenaj cicloidal
VII.2.3. Torsionarea. Mecanismul de torsionare
Torsionarea firului clasic, obinut pe maini de filat cu inele, se realizeaz concomitent cu nfurarea, prin rotirea unei seciuni de fir deja format, situat n apropierea zonei de nfurare i se propag pn n punctul de prindere a niruirii de fibre de ctre cilindrii debitori ai trenului de laminat. Spre deosebire de semitort, firul are o torsiune care fixeaz marea majoritate a fibrelor. Aceste fibre, supuse unei solicitri detraciune nu mai pot s alunece, opun o rezisten, participnd cu rezistena lor la rezistena firului. Numrul fibrelor fixate crete odat cu creterea torsiunii, a fineii i lungimii fibrelor. Torsiunea se propag din centrul firului spre exterior, astfel nct fibrele exterioare fac un unghi de nclinare mai mare dect cele
Tehnologii i utilaje n filaturi
183
interioare i ca atare, alungirea i tensiunea lor vor fi mai mari. Fibrele fixate n fir cu ct sunt mai apropiate de axa firului cu att sunt mai puin tensionate sau chiar comprimate. Pe msura creterii torsiunii numrul fibrelor care au posibilitatea s alunece este mai mic, ceea ce determin o cretere a rezistenei firului. Creterea torsiunii peste o anumit valoare, numit torsiune critic, conduce la tensionarea exagerat a fibrelor exterioare i chiar la ruperea lor, ceea ce face ca rezistena firului s scad. De aceea firelor li se confer ntotdeauna o torsiune mai mic dect cea critic. Torsiunea se stabilete n funcie de fineea i destinaia firului (dependent de rezistena sa) i este influenat de lungimea, rezistena i fineea fibrelor prelucrate. Mecanismul de torsionare la maina de filat cu inele cuprinde conductorul de fir (amplasat deasupra fusului, pe axa de simetrie a acestuia), fusul, ansamblul inel-cursor, inelul limitator de balon i separatorul de balon. Conductorul de fir este un inel deschis (figura VII.7) din srm de oel clit fixat ntr-un suport metalic (3), articulat ntr-un manon (4) montat orizontal pe un ax (5) de-a lungul mainii. Inelul se termin cu o cresttur (2) cu rol de a aga captul firului, n cazul n care acesta s-a rupt, evitndu-se astfel ruperea firelor vecine. Toi conductorii de fir sunt rabatabili pentru a permite scoaterea copsurilor pline.
Figura VII.7. Conductorul de fir (codia de purcel) 1 inel; 2 cresttur; 3 suport metalic; 4 manon; 5 ax
184
Demetra Lcrmioara Bordeianu
Ansamblul inel-cursor este cel care produce de fapt torsionarea niruirii de fibre prin alunecarea cursorului, antrenat de fir, pe inel. n acest scop inelele sunt realizate din oel-carbon, cu un grad nalt de finisare a suprafeelor de alunecare a cursorilor (a flanelor), a cror duritate (60-67 HRC) este asigurat de tratamente termice aplicate. Cursorul este confecionat tot din oel, dar cu o duritate mai mic dect inelul pentru a evita uzura apid a acestuia, sau din materiale ceramice. Geometria inelelor i a cursorilor, perfecionarea execuiei lor precum i materialele folosite determin n mare msur numrul de ruperi la mainile de filat cu inele i posibilitile de cretere a vitezei de filare. Se realizeaz astzi inele cu flane de diferite forme care asigur o alunecare uoar a cursorului, precum i fore de frecare mici ntre inel i cursor. n cazul utilizrii inelelor asimetrice (figura VII.8 c, VII.8 d) prin creterea suprafeei de contact ntre inel i cursor, de circa 4 ori, se asigur o stabilitate mai bun a cursorului pe inel ceea ce reduce tendina de vibraie a lui. Este evident posibilitatea de cretere a vitezei cursorului, de micorare a presiunii specifice i deci a uzurii.
Figura VII.8. Poziia cursorilor pe inel a, b inel clasic simetric; c, d inel asimetric; 1 inel; 2 cursor; 3 fir
Tehnologii i utilaje n filaturi
185
Forma cursorului, ce trebuie s corespund profilului inelului, poate fi tip C, tip N, eliptic, oval, etc (figura VII.9).
Figura VII.9. Forma cursorilor a tip C; b tip N; c- tip eliptic; d tip clip; e tip spiv; f tip elipsoid oval; g tip eliptic de seciune mic
Noile tipuri de cursori realizate de firme specializate ca: Brcker, Reines-Furst, Plastex, Cadil, Otra, Kanai au formele simbolizate prin litere cu urmtoarele semnificaii: T cursor cu arc cobort; MT cursor cu arc mediu; H cursor nalt; W cursor larg. Sunt utilizate i combinaii ale acestora, ca de exemplu: HW pentru cursor larg cu arc nalt; EMT pentru cursor ngust cu arc mediu. Se folosesc cursori cu seciune transversal rotund, semirotund, semioval, plat, extraplat, sau rotund-plat (figura VII.10) n funcie de materia prim prelucrat. Astfel, seciunea rotund este recomandat prelucrrii fibrelor sintetice, cea semirotund sau semioval pentru prelucrarea amestecurilor de fibre sintetice cu bumbac sau celofibr, cea plat pentru prelucrarea bumbacului 100%, iar cea rotund-plat este recomandat n special pentru prelucrarea fibrelor acrilice.
Figura 7.10. Tipuri de seciuni transversale ale cursorilor r rotund; hr semirotund; hd semioval; f plat; f tip F extraplat; rf rotund plat
186
Demetra Lcrmioara Bordeianu
Diferenierea cursorilor se realizeaz i prin numere, care indic masa n grame a 1000 buci. Alegerea corect a numrului cursorului pentru filarea unui anumit fir se face n funcie de urmtorii parametri: densitatea de lungime a firului filat; torsiunea firului, n funcie de densitatea lui; materia prim prelucrat; diametrul inelului; viteza de rotaie a fusului; starea de uzur a inelului. Fusul de la maina de filat cu inele (figura VII.11) este unul din organele de baz ale mainii, care prin intermediul ansamblului cursor-inel torsioneaz niruirea de fibre, transformnd-o n fir.
Figura VII.11. Fus SKF 1 fusul propriu-zis; 2 crapodina; 3 cupa fusului; 4 opritor; 5 frn de picior
Din punct de vedere constructiv, fusul este format din trei pri principale: fusul propriu-zis (1), crapodina fusului (2) i cupa fusului (3). Crapodina i axa fusului sunt n contact permanent cu uleiul din cup, ceea ce asigur viteze mari de funcionare, fr frecri, nclzire i uzur.
Tehnologii i utilaje n filaturi
187
Partea superioar a fusului pe care se fixeaz eava are conicitatea 1:40. Pentru a evita ieirea fusului propriu-zis n timpul funcionrii mainii, n cupa fusului este fixat un opritor rabatabil (4), iar pentru frnarea fusului n vederea legrii firului rupt este fixat frna de picior (5). Perfecionrile aduse acestui mecanism includ sisteme de antrenare a fuselor prin intermediul unor curele tangeniale (figura VII.12). Fusele (1) sunt antrenate prin intermediul curelei tangeniale (2) i a rolelor (3), care asigur contactul dintre curea i nuca fusului. O curea primete micarea de la un motor i poate antrena toate fusele sau numai un grup de fuse.
Figura VII.12. Sistem de antrenare tangenial a fuselor 1 fus; 2 curea tangenial; 3 - role
VII.2.4. nfurarea. Mecanismul de nfurare
La mainile de filat cu inele nfurarea se realizeaz pe evi, n straturi conice suprapuse i este determinat de micarea comandat i constant a fusului, de micarea liber a cursorului antrenat de firul care se nfoar i de micarea de ridicare-coborre a bncii inelelor. Turaia cursorului este mai mic dect cea a fusului, diferena ntre ele reprezentnd numrul de spire nfurat pe eav.
188
Demetra Lcrmioara Bordeianu
Micarea de translaie a bncii inelelor asigur depunerea spirelor sub form de straturi tronconice duble (figura VII.13).
Figura VII.13. Structura nfurrii conice hu pasul spirelor din stratul de umplere; hs pasul spirelor din stratul de separaie; - unghiul de nfurare; d diametrul firului; - grosimea stratului dublu
Cnd banca execut micarea de ridicare pasul spirelor (hu) are valoare minim, spirele sunt dese, realiznd depunerea unei lungimi mari de fir; acest strat poart denumirea de strat de umplere. La coborrea bncii se depune stratul de separaie, format din spire mai rare, deci cu pasul spirelor (hs)mare, strat n care lungimea de fir depus este mic. Datorit pasului mare, spirele depuse n acest strat au o poziie ncruciat fa de spirele din stratul de umplere ceea ce va mpiedica ptrunderea spirelor dintr-un strat n altul. Realizarea acestei structuri de nfurare impune respectarea unor legi, care deriv din legile generale ale nfurrii.
legea I-a a nfurrii conice impune ca lungimea de fir debitat ntr-un interval de timp s fie egal cu lungimea de fir nfurat n acelai interval de timp
v d c s = li
n care:
(7.1)
vd viteza de debitare a niruirii de fibre (m/min); cs coeficientul de scurtare al firului; li lungimea de fir nfurat (m).
Dar:
li = ns l s
(7.2)
Tehnologii i utilaje n filaturi
189
n s = n f nc l s = 2 rx
n care:
(7.3) (7.4)
ns numrul de spire nfurat n unitatea de timp; ls lungimea unei spire (m); nf turaia fusului (rot/min); nc turaia cursorului (rot/min); rx raza de nfurare, variabil.
innd cont de relaiile de mai sus expresia primei legi a nfurrii poate fi scris sub forma:
vd cs = (n f nc ) 2 rx
(7.5)
legea a II-a a nfurrii conice stabilete legtura ntre viteza bncii inelelor i numrul de spire depuse. Pentru a realiza nfurarea n straturi conice duble (hu hs), banca inelelor va avea pentru fiecare strat o alt lege de micare:
v B = ns hu (s ) ,
n care:
(7.6)
ns numrul de spire; hu(s) pasul spirelor din stratul de umplere, respectiv de separaie.
innd cont de relaiile (7.2) i (7.4) i de faptul c numrul de spire poate fi calculat ca raport ntre lungimea de fir nfurat i lungimea unei spire (ns = l / ls), rezult c:
i deci:
vd c s 2 rx v c v B = d s hu (s ) 2 rx ns =
(7.7) (7.8)
legea a III-a a nfurrii stabilete relaia dintre densitatea de lungime a firului produs i parametrii de nfurare
190
Demetra Lcrmioara Bordeianu
Tt =
n care:
cos
1 1 hu + hs
(7.9)
Tt densitatea de lungime a firului nfurat (tex); - grosimea stratului dublu (mm); - densitatea de nfurare a firului pe eav (g/cm3); hu pasul spirelor din stratul de umplere; hs pasul spirelor din stratul de separaie; unghiul de nfurare. Este evident faptul c densitatea de nfurare este dependent de densitatea de lungime a firului produs:
Tt cos 1 h +h s u
(7.10)
Aadar, modificarea densitii de lungime a firului, impune modificarea unor parametri reglabili: grosime a stratului, pasul spirelor i unghiul de nfurare i are ca rezultat modificarea densitii de nfurare.
VII.2.5. Mecanisme auxiliare
Pneumafilul este un dispozitiv de absorbie a fibrelor n cazul ruperii firelor ce are drept scop evitarea nfurrii fibrelor pe cilindrii debitori ai trenului de laminat. Este format dintr-o cutie central de absorbie prevzut cu ventilator i camer de colectat fibrele i o conduct central de absorbie la care sunt racordate tuburi cu orificii echidistante, amplasate sub fiecare pereche de cilindri debitori ai trenului de laminat. Prin utilizarea pneumafilului numrul ruperilor se reduce cu 20-30%, se elimin ruperile de fir prin biciuire, iar productivitatea
Tehnologii i utilaje n filaturi
191
muncii crete datorit reducerii timpului de curire i a timpului de remediere a ruperilor de fire. Sufltorul de scam funcioneaz pe principiul aerodinamic de suflare i aspirare a scamei de pe main, la intervale de timp regulate. Sufltorul de scame este montat pe un crucior care se deplaseaz pe dou ine paralele i deservete un grup de maini a crui numr depinde de calitatea materiei prime, de fineea i destinaia firului.
VII.2.6. Progrese n construcia mainilor de filat cu inele
Filarea clasic, continu s se perfecioneze, n pofida unor dezavantaje legate n primul rnd de producia relativ sczut datorat limitrii vitezei cursorului pe inel i a turaiei fuselor, ntruct ea rmne procedeul universal care permite realizarea celei mai largi game de fire. Principalele perfecionri aduse mainilor de filat cu inele vizeaz urmtoarele direcii: creterea turaiei fuselor pn la 25000rot/min, concomitent cu reducerea nivelului de zgomot, de vibraii i a consumului de energie; utilizarea antrenrii tangeniale a fuselor prin folosirea unor curele pentru antrenarea fuselor de pe o parte a mainii, de pe ambele pri, sau a unor grupuri de fuse; antrenarea fuselor cu motoare de turaie reglabil care s asigure i reducerea tensiunii n fir; utilizarea sistemelor de antrenare individual a fuselor (propus de firma SKF), situaie care conduce la obinerea unui randament de peste 95% pentru un motor care antreneaz un fus i o economie de energie de pn la 50% (datorit preului de investiie ridicat, care nu compenseaz creterea vitezei de debitare, sistemul nu a avut nc extinderea scontat);
192
Demetra Lcrmioara Bordeianu
utilizarea inelelor mobile (figura VII.14), care asigur scderea numrului de ruperi i creterea duratei de funcionare a cursorilor. Micarea inelelor (1) se realizeaz prin cuplarea manoanelor de friciune (2) montate pe suportul (3) prin intermediul rolei (4). Rola ntinztoare (5) este montat pe o prghie n cot (6) articulat la batiu. De aceast prghie este fixat greutatea G care are rolul de a menine o tensiune constant n banda elastic de antrenare. Nici aceste sistem nu s-a extins datorit complexitii execuiei i a ntreinerii;
Figura VII.14. Sistem de antrenare a inelelor mobile 1 inel; 2 manoane de friciune; 3 suport; 4 rol; 5 rol ntinztoare; 6 prghie; 7 disc
creterea nivelului de automatizare prin: alimentarea automat cu bobine de semitort; scoaterea automat a levatei; transportul automat al copsurilor n containerul de la captul mainii, sau direct la maina de bobinat; agregatizarea flaier-main de filat cu inele-main de bobinat; lubrefierea automat a mecanismelor mainii; optimizarea trenului de laminat prin: antrenarea bilateral a trenului de laminat; utilizarea braelor de presiune cu acionare pneumatic n scopul asigurrii unei distribuii mai omogene a tensiunilor n niruirea de fibre; alegerea unghiului de nclinare optim i micorarea distanei ntre cilindrii debitori ai trenului de laminat
Tehnologii i utilaje n filaturi
193
i vrful copsului, n scopul creterii stabilitii de filare, prin optimizarea tensiunii de filare; optimizarea geometriei de filare, adic a traseului pe care l parcurge firul de la debitarea din trenul de laminat pn la nfurare.
Firma Zinser utilizeaz un sistem de antrenare tangenial a fuselor pe seciuni, fiecare cu 96 de fuse, dar care primesc micarea de la cte un electromotor individual. Schimbarea levatei se face automat cu un dispozitiv Laser CO-WE-MAT, a crui faze de lucru impun: pregtirea dispozitivului pentru preluarea evilor la terminarea levatei; pivotarea dispozitivului pe nlime i preluarea copsurilor; pivotarea dispozitivului spre exterior i controlul cu raze laser a operaiei de preluare a copsurilor; plasarea copsurilor pe tifturile benzii transportatoare, naintarea benzii transportatoare pe o distan egal cu jumtate din pasul fuselor i pregtirea dispozitivului pentru preluarea evilor; preluarea evilor i pivotarea dispozitivului pe nlime; fixarea evilor pe fusele mainii; terminarea operaiei de scoatere automat a levatei, nceperea filrii i revenirea dispozitivului n poziia iniial De menionat prezena unui fascicul de raze laser, care supravegheaz operaiile necesare schimbrii levatei i comand oprirea rapid a dispozitivului n cazul unor defeciuni. Noile maini de filat cu inele ale firmei Zinser model 321 i 421 ofer posibilitatea transportrii copsurilor, n flux continuu, spre mainile de bobinat pe sistem Peg Tray (figura VII.15) realiznd astfel agregatizarea mainii de filat cu inele cu maina de bobinat.
194
Demetra Lcrmioara Bordeianu
Figura VII.15. Sistemul Peg-Tray a transportul evilor goale cu dispozitiv Peg-Tray n poziia de schimbare a levatei, n timp ce maina de filat este n funciune; b preluarea evilor cu dispozitivul Laser CO-WE-MAT; c deplasarea benzii transportatoare pe o distan egal cu jumtate din mrimea intervalului dintre fuse, astfel nct dispozitivul s poat depune evile pe tifturile de nmagazinare din zonele intermediare; d revenirea benzii transportatoare n poziia de schimbare a levatei, deci deplasarea benzii napoi pe o distan egal cu jumtate din pasul fuselor; e preluarea copsurilor i depunerea lor pe pnza transportoare; f naintarea benzii transportoare i aducerea evilor n dreptul dispozitivului COWE-MAT; g fixarea evilor pe fusele mainii, controlul operaiei cu raze laser i renceperea procesului de filare.
Tehnologii i utilaje n filaturi
195
VII.2.7. Maina de filat cu inele cu alimentare din band
Primele ncercri de filare direct din band au exclus posibilitatea alimentrii la maina de filat cu inele a unor benzi mai subiri, datorit diminurii rezistenei lor, sub limita ce permite manipularea lor corespunztoare. Filarea direct din band s-a realizat iniial prin echiparea mainii de filat cu inele cu un tren de laminat costisitor alctuit din 8 perechi de cilindri (sistem NASROFIL i PEENNSBERG) i a permis obinerea unor fire groase (pn la Nm 20) i cu o neuniformitate mare datorat imposibilitii evitrii laminajelor false. Sistemul a fost reintrodus de firma Suessen prin maina de filat FIOMAX RC 1000 (iniialele RC indicnd procedeul RingCan). Pentru a evita apariia laminajelor false rastelul de alimentare cuprinde un sistem de curele de transport al benzilor de la can spre trenul de laminat, al cror viteze trebuie corelate cu cele ale cilindrilor alimentatori ai trenului de laminat. Benzile sunt predate trenului de laminat netezite i uor aplatizate de nite elemente de glisare amplasate pe curele transportatoare i care au aceeai lime cu acestea. Cnile de band pot fi amplasate pe un singur nivel (figura VII.16), sau etajat (figura VII.17). Trenul de laminat de tip 3/3 cu curelue este de construcie proprie i este indicat a fi utilizat pentru laminaje de pn la 200, laminaje posibil de realizat datorit alunecrii uoare a fibrelor n structura niruirii fibroase. Trenurile de laminat utilizate sunt dotate cu condensatori, amplasai naintea fiecrei perechi de cilindri, a cror deschidere este descresctoare de la alimentare spre debitare. Pentru laminaje a cror valoare este semnificativ mai mare de 200, firma recomand utilizarea trenurilor de laminat tip 5/5, la care ns reglajele optime se stabilesc mai dificil i ntr-o perioad mai lung de timp.
196
Demetra Lcrmioara Bordeianu
Figura VII.16. Main de filat RingCan cu amplasarea cnilor pe un singur nivel
Figura VII.17. Main de filat RingCan cu amplasare etajat a cnilor
Studiile ntreprinse de firma constructoare privind aspectele tehnologice i economice care decurg din utilizarea acestei maini, au condus la concluzia c firele obinute pe RingCan au un pre mai mic i o calitate superioar firelor obinute pe maini de filat cu inele alimentate cu semitort, fr a se schimba nimic din structura firului clasic.
Tehnologii i utilaje n filaturi
197
Calitatea mai bun a acestor fire este, n bun parte, datorat laminrii unei niruiri de fibre ndreptate, paralelizate i cu o aderen uniform ntre fibre, cum este o niruire netorsionat, care are i o capacitate de laminare mai bun. Este cunoscut faptul c torsionarea semitortului, considerat un ru necesar influeneaz negativ capacitatea de alunecare a fibrelor. Necesitatea acestei operaii este impus de necesitatea asigurrii niruirii de fibre a unei rezistene minime util nfurrii pe bobine i desfurrii semitortului n timpul alimentrii la maina de filat cu inele. Laminarea unei niruiri torsionate, n care fibrele sunt dispuse de-a lungul unei linii aproximativ elicoidale, necesit fore de laminare mai mari de 10-20 de ori fa de cele necesare laminrii unei niruiri netorsionate, datorit creterii adeziunii ntre fibre. n scopul ndreptrii fibrelor, deci a anulrii torsiunii, n zona de laminare preliminar se utilizeaz ecartamente mai mari i laminaje reduse (figura VII.18).
Figura VII.18. Elemente de reglare pentru laminarea unei niruiri de fibre netorsionate i torsionate K1, K2, K3 liniile de prindere a cilindrilor trenului de laminat; E1, E1 ecartamentul n zona preliminar de laminare a niruirii de fibre netorsionate, respectiv torsionate (E1 > E1); E2, E2 ecartamentul n zona principal de laminare a niruirii de fibre netorsionate, respectiv torsionate (E2 E2); Lp1, Lp1 laminajul parial n cmpul preliminar al trenului de laminat (Lp1max = 3,5...4; Lp1max = 1,4); Lt, Lt laminajul total (Lt = 3Lt...4Lt)
198
Demetra Lcrmioara Bordeianu
La laminarea unei niruiri netorsionate, cum este banda de laminor pot fi utilizate ecartamente mai mici, apropiate de lungimea de tapel a fibrelor prelucrate, care vor asigura un control mai eficient al deplasrii fibrelor n cmpul preliminar de laminare i care vor permite utilizarea unor laminaje mai mari. Chiar n cazul utilizrii unor laminaje preliminare mari, n semitort rmn fibre insuficient paralelizate (figura VII.19). ptrunderea unor fibre ncruciate n cmpul principal de laminare, impune utilizarea unor fore de laminare mari, care pot provoca supratensionarea unor fibre cu implicaii asupra frecvenelor defectelor de fir i a numrului de ruperi n timpul procesului de filare.
Figura VII.19. Poziia fibrelor n cmpul de laminare A fibre controlate; B fibr flotant n interiorul niruirii; C fibre flotante marginale; D fibr supratensionat; K1-K2 ecartamentul n cmpul preliminar; K2-K3 ecartamentul n cmpul principal
Din cele trei categorii de fibre care apar ntr-un cmp de laminare: fibre controlate, fibre flotante n interiorul niruirii i fibre flotante marginale, doar ultima categorie influeneaz negativ realizarea unui laminaj uniform. Aceast deficien poate fi atenuat prin alimentarea unor benzi mai subiri ce vor permite utilizarea unor condensatori cu deschidere mai mic i a unor distaniere mai mici dect n cazul laminrii semitortului. Aadar, pentru aceeai finee de fir prelucrat, utilizarea unor benzi mai fine permite o vitez de alimentare mai mare, deci o deplasare mai rapid a fibrelor n cmpul preliminar, cu influene
Tehnologii i utilaje n filaturi
199
pozitive asupra calitii firelor. Din acest punct de vedere este recomandabil ca n cazul filrii direct din band, o parte din subierea materialului fibros, care n cazul filrii din semitort era realizat de flaier, s fie preluat de laminor. De remarcat posibilitatea creterii limitei de filabilitate prin utilizarea benzilor pieptnate cu o mic adeziune ntre fibre i cu un grad avansat de ndreptare i paralelizare a fibrelor, caracteristici ce vor permite o laminare mai bun i mai uniform, cu repercursiuni asupra calitii firelor. Un alt avantaj al utilizrii acestui sistem de filare l constituie menajarea mai bun a fibrelor n procesul de filare. n fiecare faz a procesului de filare fibrele sunt solicitate. Excluderea unui pasaj cel al obinerii semitortului i mai ales a forelor necesare pentru anularea torsiunii conferite de flaier contribuie, cu siguran, la menajarea fibrelor. Prescurtarea procesului de filare faciliteaz automatizarea i posibilitatea de agregatizare cu un randament mai bun.
VII.2.8. Filarea firelor cu miez polifilamentar pe maini de filat cu inele
Denumirea de "fir cu miez" este atribuit, n general, firelor cu structura miez-manta n care miezul poate fi filamentar sau o niruire de fibre, iar mantaua este alctuit din fibre stapel de natur diferit de cea a miezului. Consolidarea firului are loc prin torsionarea simultan a componenilor. Firele cu miez polifilamentar sunt realizate pe maini de filat cu inele, al cror rastel este ns prevzut cu suporturi suplimentare pentru alimentarea polifilamentului i dispozitive de frnare i conducere spre zona de reunire cu materialul fibros (de obicei bumbac sau celofibr) de acoperire. Principial introducerea polifilamentului sintetic n vederea acoperirii cu fibre tip bumbac se realizeaz dup urmtoarele sisteme: introducerea polifilamentului sintetic naintea cilindrilor debitori ai trenului de laminat de la maina de filat cu
200
Demetra Lcrmioara Bordeianu
inele n care este alimentat semitortul de fibre tip bumbac i nfurarea fibrelor n jurul polifilamentului sintetic n zona triunghiului de formare a firului, dup cilindrii debitori (figura VII.20, a); alimentarea miezului polifilamentar cu ajutorul unui dispozitiv special care cuprinde o pereche de cilindrii alimentatori, reunirea cu niruirea de fibre i dispunerea acestora n jurul filamentului fiind realizat dup cilindrii debitori ai trenului de laminat (figura VII.20, b);
a.
b.
Figura VII.20. Sistem de filare a fibrelor cu miez filamentar a prin introducerea polifilamenutlui naintea cilindrilor debitori; b prin introducerea polifilamentului dup cilindri debitori
alimentarea polifilamentului de pe o bobin al crui suport permite trecerea semitortului care se reunete cu polifilamentul naintea cilindrilor debitori (figura VII.21,a);
Figura VII.21. Sistem de obinere a firelor cu miez polifilamentar a prin introducerea semitortului prin suportul bobinei cu polifilament; b introducerea polifilamentului naintea cilindrilor debitori, printre dou semitorturi
Tehnologii i utilaje n filaturi
201
alimentarea n trenul de laminat a dou semitorturi; polifilamentul este alimentat separat de o pereche de cilindrii, reunirea realizndu-se naintea cilindrilor debitori ai trenului de laminat. Acest sistem (figura VII.21,b) presupune ca cilindrii de presiune s fie prevzui cu un canal care s permit poziionarea polifilamentului ntre cele dou semitorturi; alimentarea polifilamentului n trenul de laminat, odat cu semitortul, deci naintea cilindrilor alimentatori (figura VII.22). Trecerea polifilamentului prin cmpurile de laminare determin o alungire a acestuia i de aceea acest sistem este utilizat numai n cazul polifilamnetelor cu elasticitate mare (a polifilamentelor elastomere). Sistemul limiteaz i laminajele totale utilizate, care nu pot avea valori prea mari.
Figura VII.22. Sistem de obinere a firelor cu miez elastomer
Polifilamentul sintetic este alimentat pe bobine ce pot avea forme i dimensiuni diferite, n funcie de tipul mainii de bobinat de la care provin i de dimensiunea rastelului mainii de filat cu inele. O problem deosebit de important o constituie cerina acoperirii uniforme i continue cu fibre a polifilamentului, precum i asigurarea unei legturi interne ntre polifilament i materialul fibros care l acoper. Pentru asigurarea acestor cerine au fost efectuate numeroase ncercri de evitare a deplasrii niruirii de fibre fa de miezul polifilamentar. Utilizarea unor condensatoare naintea
202
Demetra Lcrmioara Bordeianu
cilindrilor debitori a condus la rezultate nesatisfctoare deoarece ngustarea niruirii nrutete modul de dispunere a fibrelor n jurul polifilamentului. Pentru obinerea unei niruiri uniforme a fibrelor n jurul miezului trebuie s se utilizeze un conductor al polifilamentului, respectiv al niruirii de fibre corespunztor fineii nominale a firului ce urmeaz a fi obinut. n principiu, este de dorit ca semitortul alimentat s nu aib o deplasare n lungul manoanelor de presiune ai cilindrilor trenului de laminat, ci o poziie stabil. Aceast soluie, dei asigur o acoperire mai bun a polifilamentului comparativ cu cea la care semitortul este alimenta prin intermediul unor conductori de semitort cu o micare rectilinie alternativ n lungul manoanelor prezint o deficien important care const n uzura prematur a cilindrilor i a manoanelor precum i pericolul unei laminri necorespunztoare datorat lipsei controlului fibrelor. Ca urmare soluia utilizrii unor conductori de semitort cu poziie fix, ce se modific la intervale regulate de timp este soluia curent folosit n practica industrial. Pentru susinerea bobinelor cu miezul polifilamentar i conducerea acestuia spre zona trenului de laminat pot fi utilizate diferite dispozitive, ntre care: utilizarea unui dispozitiv rabatabil, adaptat bobinelor tronconice de polifilament (figura VII.23). Dispozitivul este prevzut cu o ram special (1) fixat pe un ax (2). Cursa de ridicare a dispozitivului de susinere a bobinelor cu polifilament este limitat cu ajutorul unei proeminene (6) care blocheaz crligul (7) prevzut la baza suportului (3). Din punct de vedere constructiv dispozitivul este simplu i uor de adaptat la rastelul oricrei maini de filat;
Figura VII.23. Dispozitiv de alimentare a polifilamentului cu suporturi basculante 1 ram; 2 ax; 3 suport 4 bobin cu polifilament; 5 element de ghidare a polifilamentului; 6 proeminen de limitare a cursei de ridicare a dispozitivului; 7 crlig de blocare
Tehnologii i utilaje n filaturi
203
amplasarea bobinelor cu polifilament pe un ax cilindric metalic (1) i conducerea lui cu ajutorul unor bare conductoare (2) spre elementul de ghidare (3) care permite intrarea polifilamentului n contact cu niruirea de fibre naintea cilindrilor debitori ai trenului de laminat (figura 7.24). Semitortul din fibre de bumbac este desfurat de pe bobina (4) condus peste rola (5) spre conductorul (6) n trenul de laminat;
Figura VII.24. Dispozitiv de alimentare a polifilamentului cu suporturi fixe 1 ax cilindric; 2 bare conductoare a polifilamentului; 3 element de ghidare; 4 bobin cu semitort; 5 rol conductoare de semitort; 6 conductor de semitort;
utilizarea unor dispozitive de derulare a polifilamentului elastomer care s permit reunirea lui cu semitortul naintea cilindrilor debitori ai trenului de laminat, soluie care permite creterea laminajului total n trenul de laminat. Dispozitivul de derulare a polifilamentului poate fi amplasat deasupra rastelul pentru bobine cu semitort (figura VII.24) sau sub acesta (figura VII.25). De pe bobina (1) antrenat cu ajutorul cilindrilor (2) polifilamentul elastomer este alimentat sub o anumit tensiune peste rola
204
Demetra Lcrmioara Bordeianu
conductoare (3) la cilindrii debitori (4) ai trenului de laminat. Semitortul (5) din fibre tip bumbac este desfurat de pe bobina (6) i alimentat, n mod obinuit n trenul de laminat, din care este alimentat mpreun cu polifilamentul elastomer dup torsionare, i nfurat pe cops. De menionat faptul c polifilamentul elastomer trebuie tensionat naintea acoperirii cu fibre, aceasta fiind de altfel condiia obinerii unui fir elastic;
Figura VII.25. Dispozitiv de derulare a polifilamentului amplasat sub rastelul pentru bobine cu semitort 1 bobin cu elastomer; 2 cilindru de derulare; 3 rol conductoare; 4 cilindri debitori; 5 semitort; 6 bobin cu semitort.
Pentru nfurarea corect a semitortului peste polifilamentul elastomer se recomand utilizarea unor manoane elastice nuite la cilindrul debitor care s fac posibil centrarea polifilamentului n mijlocul niruirii laminate. Fixarea dispozitivelor de derulare sub rastelul cu bobine suspendate de semitort ofer avantajul unei accesibiliti uoare la cele dou tipuri de bobine alimentate. Schimbarea relativ frecvent a bobinelor cu semitort n situaia fixrii dispozitivului de derulare a polifilamentului elastomer deasupra rastelului cu bobine implic trecerea acestora printre polifilamentele elastomere, deci o deservire mai dificil.
Tehnologii i utilaje n filaturi
205
Derularea propriu-zis poate fi asigurat cu un singur cilindru (figura VII.25) sau cu doi cilindri (figura VII.26). n primul caz bobinele cu polifilament sunt aezate pe un dron al crui ax este ghidat n culisele laterale. La folosirea a doi cilindrii de antrenare este necesar limitarea poziiei bobinelor cu tifturi sau rondele metalice, care ns, prin frecare necontrolat pot s determine unele tensionri suplimentare a polifilamentului elastomer.
Figura VII.26. Dispozitiv de derulare a polifilamentului amplasat deasupra rastelului pentru bobine cu semitort 1 bobin cu elastomer; 2 cilindru de derulare; 3 rol conductoare; 4 cilindri debitori; - semitort; 6 bobin
Indiferent de varianta constructiv adoptat pentru dispozitivele de alimentare, firele cu miez pot fi realizate ntr-o gam sortimental foarte larg, dependent de ponderea miezului polifilamentar, respectiv a fibrelor care l acoper deci de fineea polifilamentului i a semitortului utilizate, de natura i caracteristicile filamentului i a fibrelor, de gradul de tensionare a filamentului, de gradele de torsionare ale firelor, etc. Miezul, funcie de caracteristicile sale, ofer produsului textil rezisten, duritate, uniformitate, elasticitate, stabilitate dimensional, etc. Funcie de utilizarea final a firului, fibrele utilizate pentru acoperire pot conferi firului aspect, confort la purtare, finisare corespunztoare, etc.
206
Demetra Lcrmioara Bordeianu
VII.3. FILAREA CU ROTOR
Apariia numeroaselor sisteme de filare neconvenionale este motivat de faptul c filarea clasic, pe maina de filat cu inele, a atins practic limitele dezvoltrii sale i exist puine resurse de progres n acest caz. Cu toate acestea, mainile de filat clasice sunt singurele care pot fi considerate universale; ele pot fi adaptate pentru a fi folosite n toate tehnologiile de filare, pot prelucra toate categoriile de fibre din baza de materii prime, avnd totodat posibilitatea s produc ntreaga gam de finee a firelor. n momentul actual, firul clasic rmne etalon de calitate. Dei firele produse prin sistemele neconvenionale de filare de cele mai multe ori au caracteristici inferioare firelor clasice, aceste sisteme au i avantaje. Acestea constau n: creteri ale vitezelor de lucru, scurtarea tehnologiei de fabricaie, necesar sczut de personal, reducerea ruperilor de fir etc. Cu toate acestea, la nivelul actual al tehnicii la care sunt concepute i realizate, ele nu au reuit s se impun dect pentru domenii restrnse. Singurele care se pot bucura de un succes (i acesta limitat) sunt filarea cu rotor i cea prin friciune. Cauzele principale ale acestui rezultat sunt caracterul neacceptat al firului n realizarea articolelor clasice, destinaiilor actuale i comportamentului, uneori necorespunztor destinaiei produselor finite. De altfel, dr. Frifz Schuman apreciaz c, firul obinut pe maina de filat cu rotor nu trebuie privit ca un nlocuitor al firului obinut pe maina de filat cu inele, ci ca un fir nou, cu structur nou, cu proprieti speciale, create spontan care se cer utilizate avantajos pentru anumite articole.
Tehnologii i utilaje n filaturi
207
Dintre toate sistemele neconvenionale aprute n ultima perioad, sistemul de filare OE cu rotor este cel care s-a impus definitiv i categoric pe aceast seciune de materie prim, fiind considerat deja, de unii specialiti ca un sistem clasic de filare. De la maina de filat cu inele se obin formate care conin 130 - 190g fire, formate care nu pot fi alimentate la mainile de urzit i nici pe cele de tricotat. Firele de pe copsurile de la maina de filat cu inele sunt bobinate i apoi prelucrate pe la preparaia estoriei i la mainile de tricotat. Operaia de bobinare poate fi eliminat (atunci cnd firele nu necesit a fi epurate) n situaia firelor filate pe maina cu rotor; formatele de pe aceast main avnd o greutate mai mare, de 1.200 1.600g i putnd fi alimentate direct la urzitor sau la maina de tricotat. Modul de formare a firului OE cu rotor este ns complet diferit fa de cel clasic, din care cauz, att structura, ct i proprietile firelor sunt diferite. Indiferent de modalitatea tehnic de realizare, procesul de filare cu capt liber se caracterizeaz, n general, prin faptul c operaia de torsionare este separat de cea de nfurare. Principiul de formare a firului OE cu rotor, presupune urmtoarele etape: alimentarea unei niruiri de fibre sub form de band de ctre cilindrul alimentator; defibrarea pn la individualizarea fibrelor i laminarea niruirii; transportarea fibrelor individualizate cu ajutorul unui curent de aer i depunerea lor sub forma unui inel de fibre ntr-un canal care corespunde diametrului maxim al peretelui interior al rotorului; dirijarea unui capt liber de fir spre canalul colector, de ctre forele centrifuge, antrenarea lui n micare de rotaie i ncorporarea de noi fibre n structura firului prin torsionarea acestora; extragerea continu a firului de i nfurarea lui sub form de bobin cu ajutorul cilindrilor nfurtori.
208
Demetra Lcrmioara Bordeianu
Procesul folosete ca element de filare un rotor (figura VII.27), cu un anumit profil interior, n care se introduc cu ajutorul unui curent de aer fibrele individualizate de ctre cilindrul defibrator.
Figura VII.27. Schema unei uniti de filare a mainii de filat cu rotor a aspect frontal; b seciune transversal 1 band; 2 plnie condensatoare; 3 cilindrul alimentator; 4 cilindrul defibrator; 5 canal de alimentare a fibrelor; 6 rotor; 7 fir.
Datorit turaiei mari a rotorului fibrele sunt proiectate pe pereii interiori formand un inel de fibre, iar prin introducerea unui fir de nceput, al crui capt va fi antrenat ntr-o micare de rotaie, fibrele vor fi colectate, torsionate continuu i transformate n fir. Pe msur ce fibrele sunt alimentate prin canalul de alimentare (5) firul este tras de cilindrii de tragere i nfurat pe eav cilindric n cruce. Proprietile firelor i condiiile de filare sunt influenate de diametrul i calitatea suprafeei acestuia.
Tehnologii i utilaje n filaturi
209
VII.3.1. Mecanismele mainii de filat cu rotor
Pentru realizarea acestor etape maina de filat cu rotor cuprinde n componena sa urmtoarele mecanisme i dispozitive: mecanismul de alimentare; mecanismul de individualizare a fibrelor; mecanismul de formare i torsionare a firelor; mecanismul de debitare i nfurare.
Mecanismul de alimentare
La majoritatea mainilor de filat cu rotor acest mecanism este format dintr-un condensator de band (2), un cilindru alimentator canelat (3) i o clapet de presare, care prin intermediul unui arc preseaz banda pe cilindrul alimentator canelat.
Mecanismul de laminare i individualizare a fibrelor
Mecanismul de individualizare a fibrelor cuprinde ca principal pies cilindrul defibrator (4), mbrcat cel mai adesea cu garnitur rigid tip dini de ferstru, care asigur destrmarea n stare inut a materialului alimentat pn la individualizarea fibrelor. n aceast zon se realizeaz i o orientare a niruirii de fibre datorat att aciunii dinilor cilindrului defibrator ct i curentului de aer generat de acesta. Fibrele a cror capete posterioare au prsit linia de prindere dintre cilindrul alimentator i placa de presare sunt extrase din niruirea alimentat i antrenate de cilindrul defibrator. Intensitatea de defibrare a materialului alimentat este influenat de forma dinilor, coeficientul de frecare al muchiei active, viteza periferic a vrfurilor garniturii, volumul fluxului de
210
Demetra Lcrmioara Bordeianu
aer la suprafaa cilindrului, poziia fibrelor n banda alimentat, coninutul de impuriti di banda alimentat, etc. n privina limitei superioare a turaiei cilindrului defibrator, care determin viteza periferic a vrfurilor garniturii, aceasta este limitat de torsionarea fibrelor, fr o mbuntire sensibil a separrii fibrelor din banda alimentat. Valorile uzuale ale turaiei cilindrului defibrator sunt cuprinse ntre 5000 i 8000 rot/min (mai rar 10000 rot/min), ceea ce corespunde unor viteze periferice de 1830 m/s. O a doua zon de laminare a niruirii fibroase este n canalul tangenial de transport al fibrelor spre rotor i se realizeaz ca urmare a turaiei mai mari a acestuia comparativ cu turaia defibratorului. n calculul laminajului mecanic total, trebuie s se in cont i de dublarea care se realizeaz n unitatea de filare prin dispunerea sistematic a fibrelor n canalul colector al rotorului, i care, favorizeaz o amestecare bun a fibrelor alimentate. Analizarea unor fire realizate din band dubl, din care una colorat a permis verificarea ipotezei prin care nsi rotorul, datorit dublajului mare care apare aici, are un rol de prim importan n realizarea unei bune omogenizri a amestecurilor fibroase. Laminajul real, definit ca raport ntre densitatea de lungime a benzii alimentate i densitatea de lungime a firului debitat variaz n limite largi (12-360) pentru diferitele tipuri constructive de maini de filat cu rotor existente n exploatarea industrial. Pentru realizarea firelor fine (Nm 70) un rol important l-a avut utilizarea, cu rezultate bune, a unor laminaje de pn la 400. Posibilitatea utilizrii unor laminaje mai mari permite pe de o parte creterea limitei de filabilitate i pe de alt parte obinerea unor fire n gama medie de finee (Nm 34-50) n condiii economice avantajoase i la standarde de calitate corespunztoare.
Mecanismul de formare i torsionare a firului
De pe suprafaa cilindrului defibrator fibrele sunt transportate pneumatic printr-un canal tangenial (1) ctre rotor (figura VII.28). Fora centrifug generat de turaia mare a rotorului dirijeaz fibrele ctre un canal colector, ce corespunde diametrul
Tehnologii i utilaje n filaturi
211
maxim al rotorului, n care acestea sunt aezate sub forma unui inel de fibre.
Figura VII.28. Formarea firului pe maina de filat cu rotor
1 canal de alimentare a fibrelor; 2 rotor; 3 inel de fibre ; 4 fir.
Firul de nceput al crui capt liber este dirijat de forele centrifuge spre canalul colector, n micarea sa de rotaie n jurul axei proprii ncorporeaz fibrele din inel, torsionndu-le i transformndu-le n fir. Inelul de fibre (3) care se prezint sub forma unei niruiri de fibre (a crei seciune este cresctoare de la punctul de colectare a fibrelor n rotor pn al punctul de ncorporare a lor n fir), este alctuit prin suprapunerea mai multor straturi subiri de fibre. Limea maxim a seciuni transversale a niruirii de fibre este dependent de fineea firului, respectiv de numrul mediu de fibre ce vor fi coninute n seciunea transversal a firului. Datorit transportului pneumatic al fibrelor spre rotor, curent care le perturb poziia, aceste fibre vor intra n structura firului mai puin ndreptate, mai puin orientate i paralelizate. Torsiunea firelor la maina de filat cu rotor se transmite pe o anumit lungime din circumferina rotorului, zon care poart denumirea de zon de consolidare, de formare a firului. Cu ct lungimea acestei zone este mai mare cu att procesul de filare se va desfura n condiii mai bune. Inserarea unei torsiuni reale, altfel dect prin nfurare, la firele OE cu rotor se realizeaz prin rotirea seciunii transversale a firului n formare, captul liber. Aceasta nseamn c ntr-un anumit moment o fibr este liber de a se mica n raport cu alta (de exemplu n rotaie) de unde
212
Demetra Lcrmioara Bordeianu
apariia unei torsiuni reale n firul n formare. Aadar, aceast torsiune real nu este obinut rsucind firul deja format (ca n cazul firului clasic) ci extremitatea firului n formare. Valoarea torsiunii va fi dat de relaia:
T=
n care:
nr vd
(8.1)
nr turaia rotorului (rot/min); vd viteza de debitare a firului (m/min). Aadar, n procesul de formare a firului rolul principal l deine rotorul, care are funcia de a colecta fibrele individualizate i de a le imprima torsiunea necesar consolidrii lor. Forma de baz a rotorului este constituit din dou uniti tronconice. La intersecia lor, ce se realizeaz pe direcia bazelor mari, este practicat canalul de colectare a fibrelor, care corespunde de obicei diametrul maxim al rotorului. Seciunea transversal a rotorului se caracterizeaz prin: forma canelurii; unghiul de deschidere a canelurii; adncimea canelurii; nclinarea peretelui de alunecare al fibrelor; forma peretelui frontal, pe care se formeaz firul.
Fig.VII.29 Seciune transversal n rotor 1 canelur pentru depunerea fibrelor, n form de V; 2 perete de alunecare a fibrelor; 3 perete frontal; - unghiul de deschidere a canelurii;
Tehnologii i utilaje n filaturi
- unghiul de nclinare a peretelui de alunecare al fibrelor.
213
Proprietile firelor, precum i condiiile de filare, sunt influenate n mare msur de viteza, geometria i dimensiunile rotorului. Viteze mari ale rotorului impun reducerea diametrului acestuia, dar lungimea maxim a fibrelor care se pot prelucra nu trebuie s depeasc diametrul rotorului. Chandravadam n urma studiilor efectuate stabilete c lungimea fibrelor trebuie s fie cuprins ntre raza i diametrul rotorului. Indiferent de varianta constructiv adoptat i de forma rotorului, dependent i de lungimea fibrelor prelucrate, aceasta trebuie s asigure o bun etanare fa de exterior pentru meninerea unei depresiuni constante n camera de filare.
Mecanismul de extragere i nfurare a firului
Firul format n rotor (figura VII.30) este extras de cilindrii debitori (7) prin canalul central (3) i nfurat pe bobine cilindrice, sau mai rar conice, de ctre cilindrul nfurtor (9).
Figura VII.30. Schema turbinei la maina de filat cu rotor 1 rotor; 2 carcasa rotorului; 3 canal central de extragere a firului; 4 cilindru alimentator; 5 cilindru defibrator; 6 fir; 7 cilindru debitor; 8 bobin; 9 cilindru nfurtor
214
Demetra Lcrmioara Bordeianu
Pentru extragerea firului din camera de filare (din rotor) se pot folosi dou tipuri de dispozitive: cu plac separatoare plasat la partea superioar a rotorului, sau cu tub plasat la partea inferioar a acestuia. Placa separatoare are rolul de a dirija fibrele spre diametrul maxim al rotorului i de a proteja formarea firului prin separarea zonei n care acesta se formeaz de zona de intrare a fibrelor. Fibrele nedepozitate pe suprafaa rotorului, ce vin n contact direct cu firul, vor fi prinse de acesta i se vor nfura n jurul lui formnd aa numitele brie. n cazul utilizrii dispozitivelor de extragere a firului prin intermediul tubului plasat la partea inferioar a rotorului, diminuarea numrului fibrelor nfurate n jurul firului sub form de brie se realizeaz prin poziionarea corect a tubului. Aspectul firului este mbuntit prin coborrea tubului sub linia central a inelului de fibre, poziie ce poate ns crea dificulti n funcionarea mainii, cu consecine asupra reducerii vitezei de debitare a firului. Firul format este scos continuu din rotor printr-o duz i un canal tubiform de ctre cilindrul de tragere (cilindru nfurtor metalic, iar cilindrul superior mbrcat n garnitur elastic) i nfurat pe o eav sub form de bobin cu ajutorul unui mecanism de nfurare cilindric n cruce prevzut cu un cursor. Densitatea de nfurare, dependent de raportul ntre viteza periferic a cilindrilor debitori i viteza de nfurare, este reglabil. Frecarea inevitabil dintre fir i duz imprim acestuia o fals torsiune, n sensul creterii acesteia n zona de formare a firului. Acest fenomen conduce la mrirea stabilitii procesului de filare, dar i la o cretere a pilozitii firelor i frecvenei brielor. n scopul modificrii frecrii dintre fir i suprafaa duzei n zona canalului pot fi practicate un numr de caneluri proeminente. Se poate realiza o parafinare a firelor depuse pe bobine, sau se pot debita bobine moi, cu densitate de nfurare mic, care pot fi supuse direct vopsirii.
Tehnologii i utilaje n filaturi
215
VII.3.3. Realizri i perspective privind filarea OE cu rotor
Perfecionrile aduse n construcia mainilor de filat cu rotor au vizat creterea produciei i mbuntirea calitii firelor prelucrate, elemente posibil de realizat prin robotizarea i automatizarea funcionalitii utilajului. Mecanismul de alimentare a fost perfecionat n sensul asigurrii unui control riguros al benzii n zona de defibrare, unde laminajul este foarte mare. Astfel, s-a dat o atenie deosebit condensatorului de la alimentare, form optim a pragului de alimentare, presiune optim ntre prag i cilindrul alimentator, optimizarea geometriei camerei de extracie a impuritilor etc. Firma Sessen echipeaz unitile de filare cu Compact SpinBox (figura VII. 31), un dispozitiv care asigur alimentarea mainii constant, independent de variaiile de grosime ale benzii alimentate.
Fig.VII.31 Sistem Compact SpinBox, Firma Sessen
1- tambur perforat; 2- sistem de aspiraie; 3- rolele inferioare; 4- rolele superioare; 5-rolele de debitare; 6-element de ghidarea aerului
Perfecionrile aduse mecanismului de individualizare al fibrelor, au vizat necesitatea unui grad avansat de individualizare i curare a fibrelor, menajarea fibrelor, precum i asigurarea unei bune fiabiliti a cilindrului defibrator. n acest sens pot fi menionate
216
Demetra Lcrmioara Bordeianu
realizrile firmei Sessen, care doteaz unitile Compact SpinBox SC 1 M i SC 2 M cu sisteme de aspiraie Bypass, situate dup zona de eliminare a impuritilor. Prin modificarea deschiderii Bypass, cantitatea de impuriti eliminat poate fi reglat cu exactitate, prin controlul independent a celor doi cureni cel din camera de eliminare a impuritilor i cel din canalul de transport. Sistemul Bypass mbuntete condiiile de filare i deci calitatea firului prelucrat prin: reducerea cantitii de impuriti, reducerea tendinei de nfurarea a fibrelor pe defibrator, reducerea procentului de fibre bune eliminate n pierderile tehnologice. Unitile de filare SC 2 M Sessen sunt echipate cu sistemul Speedpass cu scopul mririi vitezei fibrelor n canalul de transport spre rotor cu ajutorul unui curent de aer suplimentar; acesta faciliteaz desprinderea fibrelor din garnitura defibratorului i orientarea acestora pe direcia de naintare. Sistemul prezentat n fig.VII.32 a fost proiectat pentru prelucrarea fibrelor sintetice.
Figura VII. 32 Sistemul Speedpass al unitilor de filare SC 2 M, firma Sessen
Tehnologii i utilaje n filaturi
217
Forma rotorului i a canelurii precum i starea suprafeelor au fost permanent mbuntite cu scopul optimizrii transferului de fibre ctre i n interiorul canalului colector. Pentru a se asigura coeficientul de frecare necesar ntre fibre i peretele rotorului, acesta a fost supus la diferite tratamente de acoperire cu diamant, cu borid, cu nichel (Firma Sessen) etc. Curarea rotorului este foarte important deoarece condiioneaz calitatea firului i funcionalitatea mainii. Poate fi efectuat mecanic, i pneumatic la mainile Savio, sau numai pneumatic la mainile Rieter. Cretera turaiei rotorului a fost posibil prin micorarea diametrului acestuia i prin perfecionarea mecanismului de antrenare. Firma Sessen a realizat lagrele TwinDisc, figura VII.33.
Fig.VII.33 Sistemul TwinDisc al firmei Sessen
1 discuri; 2 axul rotorului; 3 curea de antrenare; 4 disc de presiune
Sistemul este alctuit din perechea de discuri cu garnituri de cauciuc 1 pe care este aezat axul rotorului 2, antrenat tangenial n micarea de rotaie de cureaua 3 i discul de presiune 4. Rcirea celor dou discuri, la noile generaii de maini se face prin dou canale practicare pe suprafaa discurilor. Alte modificri au vizat, mrirea diametrului discurilor, ngustarea curelei, scurtarea axului rotorului, modificre care au condus la creterea turaiei rotorului i micorarea consumului de energie.
218
Demetra Lcrmioara Bordeianu
Firma Rieter, avnd n vederea activitatea de modernizare a mainilor de filat cu rotor a elaborat un soft profesional care ofer sprijin tehnologic n procesul de filare. Acest soft ruleaz pe orice PC cu MS Windows i permite : recomandarea reglajelor necesare funcionrii corecte a mainii la alimentarea mainii cu materie prim, n funcie de aceasta operatorul primete informaii cu privire la reglajele necesare i chiar imagini 3D, care localizeaz punctele de reglaj; salvarea reglajelor efectuate n calculator, sistem care reduce semnificativ timpul necesar realizrii reglajelor; depistarea i eliminarea rapid a defectelor; imaginea 3D ofer informaii cu privire la cauza defectelor. Succesul tehnologiilor de filare OE cu rotor este datorat multiplelor sale avantaje n raport cu filarea clasic, cum ar fi: cretere medie de 3 ori a productivitii mainii; reducere cu 50% a numrului de ore muncitor solicitate pe unitatea de mas de fir produs; reducere cu pn la 40% a necesarului de spaiu productiv (depinznd de amplasare i tipul mainilor); economii de energie n special pentru firele groase i medii; reduceri semnificative ale deeurilor de la 4% la maina de filat cu inele la 1,5 la maina de filat OE; toleran pentru sorturi de bumbac cu o gam mai larg a proprietilor fizico-mecanice. Interesul filaturilor este de a produce fire cu cheltuieli de producie ct mai reduse, deci cu un profit ct mai mare, ceea ce este pe deplin realizabil prin utilizarea acestui sistem de filare pentru obinerea firelor groase i medii. Astzi n rile industrializate este posibil s se produc fire fine, chiar pn la Nm 70 (14,2 tex) cu o rentabilitate mai bun dect cele obinute pe maini de filat cu inele. Progresele obinute n domeniul sistemelor de filare cu rotor n ceea ce privete productivitatea, automatizarea, flexibilitatea i calitatea firelor sunt remarcabile.
Tehnologii i utilaje n filaturi
219
Principalele firme constructoare de maini de filat Schlafhorst, Rieter i Savio au prezentat al expoziiile de utilaj textil ITMA maini ce pot realiza industrial viteze de 150.000 rot/min i respectiv 105.000 rot/min. creterea laminajelor n scopul obinerii unor fire fine dar i a posibilitilor utilizrii unei singure finei de band pentru o gam ct mai larg de finei de fir. Elocvena n acest sens este maina de filat R1 a firmei Rieter dotat cu dispozitiv de filare Ri-Q-Box ce poate realiza fire pn la Nm 100 cu laminaje pn la 400. perfecionarea sistemelor de legare automat a firelor, dintre care se evideniaz sistemul Syncro-Top utilizat de firma Rieter i sistemul Spin Cat utilizat de firma Suessen, aceasta din urm realiznd legarea n dou moduri WFB (Wait for Break) i PIC (Preventiv Interval Cleaning); perfecionarea sistemelor de curire a rotoarelor prin sistem Clean Cat (firma Suessen) sau utiliznd tehnologii moderne cu aer comprimat (firma Rieter); automatizarea sistemelor de schimbare a formatelor pline i alimentarea tuburilor goale; transportul automat al cnilor cu sistem Cubican (utilizat de firma Rieter); dotarea cu dispozitive electronice computerizate care furnizeaz date referitoare la producie, randament, calitate att pe ansamblu mainii ct i pe fiecare unitate de filare n parte. Acestea permit urmrirea permanent a funcionrii utilajului semnalnd defectele mecanice i nlturnd defectele tehnologice; transformarea unitilor de filare n centre de filare n care practic intervenia personalului se reduce la alimentare; dotarea cu dispozitive electronice de msurare a lungimii firului depus pe bobin; dotarea cu dispozitive de parafinare a firului; prezentarea unor formate de fir ce s permit depozitarea unei cantiti ct mai mari de fir (greutatea formatelor poate ajunge pn la 5 kg, iar diametrul lor pn la 340 mm) i
220
Demetra Lcrmioara Bordeianu
care s poat s fie alimentate direct n operaiile ulterioare de vopsire, esere sau tricotare; folosirea unor module de lucru cu acces uor pentru intervenii i posibilitatea de depanare fr a afecta celelalte pri ale mainii; reducerea zgomotului.
Realizrile din ultima perioad privind automatizarea operaiilor de lichidare a ruperilor de fire, de curire a rotorului i scoatere a levatei, au dovedit c filarea cu rotor este apt pentru un nalt grad de automatizare. Exist astzi un numr mare de dispozitive automate de legare a firului, de scoatere a levatei, dispozitive care nu s-au bucurat de acelai succes n cazul filrii clasice. Eficiena automatizrii este dependent ns de o serie de factori care influeneaz i randamentul de utilizare a mainii, cum ar fi: calitatea materiei prime, fineea firelor realizate, caracteristicile benzilor i capacitatea cnilor alimentate precum i turaia rotorului.
Tehnologii i utilaje n filaturi
221
BIBLIOGRAFIE SELECTIV
1. 2. 3. 4. 5. 6. 7. 8.
Antoniu, Gh. Bordeianu, D.L. Bordeianu, D.L. Bordeianu, D.L. Gribincea, V. Bordeianu, D.L. Bordeianu, D. L. Cojocaru, N. N. Gribincea, V. Bordeianu, D. L. Cojocaru, N. N. Gribincea, V. Bordeianu, D. L. Sava, C. Cojocaru, N. N., Sava, C. Copilu, V. Vldu, N. Florescu, N
Structura i tehnologia materialelor pentru tricotaje, Lito, Universitatea Tehnic Iai, 1996 Tehnologii i utilaje n filaturi,vol I, Ed. Ankarom, Iai, 1997 Tehnologii i utilaje n filaturi. Aplicaii , Ed.Performantica, Iai, 2002 Tehnologii de prelucrare a materialelor textile i din pieile, Casa de Editur Venus, Iai, 2001
Fibre textile, Oradea,2005
Ed.
Universitii
Optimizarea procesului de filare neconvenional a amestecurilor tip bumbac, Tez de doctorat, Iai, 1996 Procese i maini pentru prelucrarea amestecurilor de fibre tip bumbac, Rotaprint, I.P. Iai, 1984 ndrumar pentru practica productiv, Rotaprint, I.P. Iai, 1987 Tehnologii de filare neconvenionale OE cu rotor, Editura Cronica, Iai, 1994 Filatura de bumbac. Tehnologii i utilaje n preparaie, Editura Tehnic, Bucureti, 1976
9. 10.
222
Demetra Lcrmioara Bordeianu
11. 12. 13. 14. 15. 16. 17. 18. 19. 20.
Gribincea, V., Chri, M., Antiniu, G. Harghel, L., Vlcu M Ionescu-Muscel, I. Landwerkamp, H Pridohl, H.P. Lawerence, C.A. Chen, K.Z. Liue, D Mlcomete, O. Vlcu, M. Vlad, I. Vldu, N. Copilu, N. Roll, M. Florescu, N. *** *** *** *** *** *** ***
Tehnologii flexibile i neconvenionale n filatura de bumbac, Editura Satya, Iai, 1996 Tehnologia firelor, volumul 1, Lito, Universitatea Tehnic Iai, 1991 Fibre textile la sfrit de mileniu, Editura Tehnic, Bucureti, 1990 LIndustrie Textile, no. 1264 (4) 1995, pag. 29 Rotor spinning, The Textile Institute Manchester, 1984 Procese i maini pentru prelucrarea firelor, Editura Tehnic, Bucureti, 1990 Fibre textile, Lito, Universitatea Tehnic Iai, 1994 Bazele tehnologiei firelor, Rotaprint I.P. Iai, 1985 Fibre textile, Editura Didactic i Pedagogic, Bucureti, 1964 Filatura de bumbac. Tehnologii moderne de laminare i filare, Editura Tehnic, Bucureti, 1978 Manualul Inginerului textilist, vol.I, Ed. AGIR, Bucureti, 2002 Prospecte i documentaie de la firma Trtzschler Prospecte i documentaie de la firma Marzoli Prospecte i documentaie de la firma Hergeth Hollingsworth Prospecte i documentaie de la firma Ingolstadt Prospecte i documentaie de la firma Crosrol Prospecte i documentaie de la firma Rieter
21. 22. 23. 24. 25. 26. 27.
Tehnologii i utilaje n filaturi
223
28. 29. 30. 31.
*** *** *** ***
Prospecte i documentaie de la firma Vouk Prospecte i documentaie de la firma Zinser Prospecte i documentaie de la firma BIELLA SKF Almanac95
S-ar putea să vă placă și
- Curs 1-2 TNT Academic - de Listat - 30.07.2014 PDFDocument174 paginiCurs 1-2 TNT Academic - de Listat - 30.07.2014 PDFAndreea AndreeaÎncă nu există evaluări
- Inginerie Generala in Textile PielarieDocument335 paginiInginerie Generala in Textile PielarieAna Maria100% (1)
- T Proc Notices Notices 045 K Notice Doc 43795 583044718Document11 paginiT Proc Notices Notices 045 K Notice Doc 43795 583044718DiaconuÎncă nu există evaluări
- Inginerie Generala in Textile PielarieDocument335 paginiInginerie Generala in Textile PielarieVlăduțu Iuliana GeorgianaÎncă nu există evaluări
- Rezumat Cernusca DDocument56 paginiRezumat Cernusca DNeagu DianaÎncă nu există evaluări
- Masini de Recoltat Suport de CursDocument238 paginiMasini de Recoltat Suport de CursEndre BalogÎncă nu există evaluări
- Ace Si PlatineDocument76 paginiAce Si PlatineRamona ElenaÎncă nu există evaluări
- Echipamente Hidro-PneumaticeDocument190 paginiEchipamente Hidro-PneumaticeAndrada Spinean100% (1)
- Inginerie Generala in Textile PielarieDocument190 paginiInginerie Generala in Textile Pielariemihaela kogalniceanu100% (1)
- L.G.Bujoreanu-Mater Nemetal Mem FormeiDocument226 paginiL.G.Bujoreanu-Mater Nemetal Mem FormeiAna GaftonÎncă nu există evaluări
- E Damachi TH Danila A Tunsoiu ElectronicDocument476 paginiE Damachi TH Danila A Tunsoiu ElectronicToplician Adrian100% (1)
- Cap1tehnologii de Obtinere A FirelorDocument15 paginiCap1tehnologii de Obtinere A FirelorTeodorina TeoÎncă nu există evaluări
- Proiect AbbDocument78 paginiProiect AbbIonut ValentinÎncă nu există evaluări
- Calcul ConducteDocument211 paginiCalcul ConducteTecu CristiÎncă nu există evaluări
- Licenta BUNDocument112 paginiLicenta BUNGeorge DonosaÎncă nu există evaluări
- Calculul Si Constructia Utilajului PetrolierDocument79 paginiCalculul Si Constructia Utilajului PetrolierAdrian TodeaÎncă nu există evaluări
- Proiect ProducticaDocument27 paginiProiect ProducticaPitigoi RoxanaÎncă nu există evaluări
- BTT - Sem II - 2012-2013Document80 paginiBTT - Sem II - 2012-2013Miruna Andreea0% (1)
- Cristian Herman - Teza Doctorat PDFDocument176 paginiCristian Herman - Teza Doctorat PDFSonia LetiÎncă nu există evaluări
- Utilaje Pentru Prelucrarea Primara A Materiilor Prime Din Industria Alimentara (1) - 1-782-11Document1 paginăUtilaje Pentru Prelucrarea Primara A Materiilor Prime Din Industria Alimentara (1) - 1-782-11Adelin MihaiÎncă nu există evaluări
- Curs TSIF III MecatronicaDocument422 paginiCurs TSIF III MecatronicaGeorge Andrew100% (2)
- Vinci Ancora Final 08 06 20162 PDFDocument63 paginiVinci Ancora Final 08 06 20162 PDFAndrei GhÎncă nu există evaluări
- Statii Electrice Si Posturi de TransformareDocument357 paginiStatii Electrice Si Posturi de Transformarertec8392% (12)
- Rezumattirnovean PDFDocument61 paginiRezumattirnovean PDFAdrian ValerianÎncă nu există evaluări
- Final Stan Patric-TimoteiDocument50 paginiFinal Stan Patric-TimoteiTiMiÎncă nu există evaluări
- Tehnologia Fabricarii Si Reparari UtilajDocument249 paginiTehnologia Fabricarii Si Reparari UtilajAndrei Candrea100% (1)
- Proiectarea Asistată de Calculator A Echipamentelor Pentru Procese IndustrialeDocument255 paginiProiectarea Asistată de Calculator A Echipamentelor Pentru Procese IndustrialeGhena FlaviuÎncă nu există evaluări
- LicentaDocument134 paginiLicentaMădălina EmanuelaÎncă nu există evaluări
- Vinci Ancora Final 08-06-2016 PDFDocument66 paginiVinci Ancora Final 08-06-2016 PDFAndrei GhÎncă nu există evaluări
- Curs OM - IEIDocument101 paginiCurs OM - IEIAnonymous xYhjeilnZÎncă nu există evaluări
- Intretinerea Reglarea Exploatarea Si Repararea Strungului SN400Document26 paginiIntretinerea Reglarea Exploatarea Si Repararea Strungului SN400Anonymous LS9nXR60Încă nu există evaluări
- Teza Doctoratt Fanica Cristian 2012 PDFDocument188 paginiTeza Doctoratt Fanica Cristian 2012 PDF- ThePlayer -Încă nu există evaluări
- CUPRINSDocument138 paginiCUPRINSConstantin Marius-Cristian100% (1)
- Modele Matematice Ale Actionarilor M.A Prin Convertoare PDFDocument125 paginiModele Matematice Ale Actionarilor M.A Prin Convertoare PDFvalentinmullerÎncă nu există evaluări
- Httpspropedeutica - Usmf.mdwp Contentblogs - Dir130filessites130201803confectionarea Protezelor Dentare - PDF 21Document400 paginiHttpspropedeutica - Usmf.mdwp Contentblogs - Dir130filessites130201803confectionarea Protezelor Dentare - PDF 21OctavianÎncă nu există evaluări
- Proiect EimDocument8 paginiProiect EimPojar AlinaÎncă nu există evaluări
- Curs 09 - Autoperii Colectoare - UelDocument9 paginiCurs 09 - Autoperii Colectoare - UelGeorgiana PrunaÎncă nu există evaluări
- Rezumat PetriciDocument118 paginiRezumat PetriciCaliman VictorÎncă nu există evaluări
- CarteDocument119 paginiCarteIoan CretuÎncă nu există evaluări
- Ghid QeticsDocument100 paginiGhid QeticsNeculeƫ MihaiÎncă nu există evaluări
- Filarea Proc TehnologicDocument4 paginiFilarea Proc TehnologicAndreia BeatriceÎncă nu există evaluări
- NP 133-2011 PDFDocument289 paginiNP 133-2011 PDFcoman cristianÎncă nu există evaluări
- Normativ Privind Proiectarea, Executia Statiilor de Epurare NP 133-2011Document289 paginiNormativ Privind Proiectarea, Executia Statiilor de Epurare NP 133-2011Muresan MVÎncă nu există evaluări
- Croire Lab 08Document14 paginiCroire Lab 08marcuÎncă nu există evaluări
- Materiale Bioceramice CarteDocument231 paginiMateriale Bioceramice CarteDan ZoltnerÎncă nu există evaluări
- Materiale Bioceramice CarteDocument231 paginiMateriale Bioceramice CarteAndreea Catalina100% (2)
- Dan CAZACU - TRACTORUL PE INTELESUL TUTUROR PDFDocument143 paginiDan CAZACU - TRACTORUL PE INTELESUL TUTUROR PDFVlasie Mihai67% (3)
- Cartea mică a istoriei mari: Povestea vieții, a Universului și a tuturor lucrurilorDe la EverandCartea mică a istoriei mari: Povestea vieții, a Universului și a tuturor lucrurilorÎncă nu există evaluări
- Fizica fenomenologică: Compendiu - Volumul 2De la EverandFizica fenomenologică: Compendiu - Volumul 2Evaluare: 5 din 5 stele5/5 (1)
- Cartea mică a ideilor mari: 150 de concepte și descoperiri care au schimbat istoriaDe la EverandCartea mică a ideilor mari: 150 de concepte și descoperiri care au schimbat istoriaÎncă nu există evaluări
- Despre Fibrele de Lana, Maria ValcuDocument143 paginiDespre Fibrele de Lana, Maria Valcuveselie100% (1)
- Despre Fibrele de Lana, Maria ValcuDocument143 paginiDespre Fibrele de Lana, Maria Valcuveselie100% (1)
- Semne PrimordialeDocument15 paginiSemne PrimordialeveselieÎncă nu există evaluări
- Masaj Terapeutic ReflexoDocument24 paginiMasaj Terapeutic Reflexoveselie100% (1)
- Medicina Isihasta Taina VindecariiDocument264 paginiMedicina Isihasta Taina Vindecariiveselie100% (4)
- Capitolul 4Document35 paginiCapitolul 4veselieÎncă nu există evaluări
- Nagel, OARE CE INSEAMNA TOATE ASTEADocument77 paginiNagel, OARE CE INSEAMNA TOATE ASTEADan AugustÎncă nu există evaluări
- Lucrator Sortator Deseuri ReciclabileDocument29 paginiLucrator Sortator Deseuri Reciclabileveselie100% (1)
- Gabriela Calin Rezumatul Tezei de DoctoratDocument31 paginiGabriela Calin Rezumatul Tezei de DoctoratveselieÎncă nu există evaluări
- Ana Turcan TezaDocument233 paginiAna Turcan TezaveselieÎncă nu există evaluări
- Vindeca ViataDocument108 paginiVindeca Viataveselie100% (3)
- CreativitateDocument122 paginiCreativitateveselieÎncă nu există evaluări