Documente Academic
Documente Profesional
Documente Cultură
Cap.4.Mec - As. Cu Fig Col - Magazii
Încărcat de
Cosmin GhirisanTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Cap.4.Mec - As. Cu Fig Col - Magazii
Încărcat de
Cosmin GhirisanDrepturi de autor:
Formate disponibile
UNIVERSITATEA TEHNIC din CLUJ-NAPOCA
Facultatea Construcii de Maini
Catedra T.C.M
MECANIZAREA I
AUTOMATOZAREA LUCRRILOR
DE ASAMBLARE
Capitolul 4
Acad.Prof.Dr.Dr.h.c.ing.Gyenge Csaba
05/18/15
4.1. Cerine organizatorice impuse la automatizarea
operaiilor de asamblare
Pentru a se putea adopta un proces de asamblare automatizat este
necesar ca primadat s se efectueze o analiz aprofundat a
asamblabilitii automatizate i a posibilitilor de organizare a unui
asemenea proces.
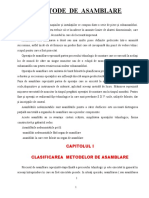
Matrice pentru alegerea formei de organizare a asamblrii
C O D U L
C R IT E R IU L
1.
T im p d e a s a m b la r e
fo a rte sc u rt
( s e c .)
m e d iu ( m in .)
lu n g ( o r e )
2.
T a c tu l d e a s a m b la r e
< 1 b u c /o r
1 60
b u c ./ o r
> 6 0 b u c ./ o r
3.
N u m r u l lu c r u r ilo r d e
am s oa mn t ba rl ae r e
?< 3
3 16
> 16
4.
C o n d i i i d e s in c r o n iz a r e a
o p e r a iilo r
n e r e a liz a b ile
p o s ib ile
bune
5.
M a s a s a u v o lu m u l
p r o d u s u lu i
m are
m e d iu
m ic
6.
C o n d i i i d e d e p la s a r e a
p r o d u s u lu i
g r e le
m ijlo c iu
u o are
O B S E R V A II:
1 . s e v a a d o p t a a s a m b la r e a u t o m a t n c a z u l c n d la to a t e a s e c r it e r ii a p a r e
sau
2 . S e v a a d o p t a a s a m b la r e m o b il c n d la t o a t e c r it e r iile a p a r
2 . n c a z u l c n d a p a r e c e l p u in la u n c r it e r iu c o n d i ia
, s e v a a d o p t a a s a m b la r e
s t a io n a r .
05/18/15
. Cerine organizatorice impuse la automatizarea operaiilor de
asamblare
Matricea morfologic din tabelul 4.1. permite obinerea unui numr
mare de variante care s-ar putea preta la asamblarea automat.
Se observ c operaiile de asamblare se pot realiza
automatizat numai n cazul ritmurilor de lucru mici ( peste 60
buc/or), cnd exist condiii bune de sincronizarea operaiilor
i de deplasare a produsului intermediar.
n afara criteriilor enumerate mai pot fi luate n considerare i cele
legate de forma piesei, precizia impus, fragilitatea pieselor, etc
05/18/15
4.2. Generaliti privind asamblabilitatea produsului
Asamblabilitatea reprezint o caracteristic constructivtehnologic a unui produs de a putea fi asamblat cu o
productivitate ridicat i cu cheltuieli minime.
n condiiile unor sisteme de asamblare complet automate i
sisteme flexibile de asamblare, problema asamblabilitii
produsului devine deosebit de important. Se desprinde de aici
concluzia c , n general, pentru asamblarea automat a unui
produs , este necesar reproiectarea acestuia n concordan
cu unele cerine obligatorii care vor f prezentate n continuare.
05/18/15
Generaliti privind asamblabilitatea produsului
Prin reproiectarea produsului, pe lng creterea
asamblabilitii, se pot obine i alte efecte pozitive, cum ar fi :
reducerea costului produsului;
creterea productivitii asamblrii;
obinerea unei caliti ridicate;
mbuntirea condiiilor de lucru.
Nu trebuie neglijat nici aspectul c un produs reproiectat
pentru a fi asamblat automat se preteaz foarte bine i la
asamblarea manual sau mecanizat.
05/18/15
4.3. Condiii pentru mecanizarea i automatizarea
asamblrii
4.3.1. Cerine impuse la proiectarea structurii produsului
a) reducerea numrului de piese ale produsului.
n acest scop se folosesc trei criterii restrictive i anume:
- dac piesa se mic n raport cu o alt pies din ansamblu,
pentru definirea funciei sale, va fi meninut ca pies
separat;
- dac piesa analizat trebuie s fie executat dintr-un
material diferit dect al piesei care se elimin, atunci va
fi meninut ca pies independent;
- dac n timpul asamblrii sau al utilizrii , piesa trebuie
demontat pentru control sau recondiionare, ea va fi
considerat ca pies separat.
05/18/15
Condiii pentru mecanizarea i automatizarea asamblrii
b)
a)
c)
Fig.4.1.
Posibiliti de obinere a unui reper din mai multe repere iniiale7:
05/18/15
Condiii pentru mecanizarea i automatizarea asamblrii
nlocuirea mbinrilor cu uruburi cu mbinri elastice. Cteva
exemple sunt date n figura. 4.2.
Da
Nu
D a
N u
Nu
05/18/15
N u
Da
Nu
D a
D a
Condiii pentru mecanizarea i automatizarea asamblrii
O alt condiie care se pune la proiectarea constructiv, este cea
legat de realizarea unor structuri modulare. Se cuvine s
amintim c un modul reprezint un ansamblu de piese , ce
urmeaz s se ncorporeze ntr-un produs i care are
urmtoarele caracteristici:
posibilitatea de funcionare independent,, iar modulul s se
poat executa independent de produsul din care face parte;
modulul poate fi testat separat, fr a fi montat n ansamblul
respectiv;
capacitatea de a-i ndeplini funciunea n diferite condiii
exterioare.
Folosind schema constructiv , se permite descompunerea
ansamblului n subansambluri de rang inferior, n aa mod
nct asamblarea final s se poat realiza la un numr redus
de uniti de asamblare;
Se recomand ca la montarea ansamblului s se porneasc de a
piesa de baz, pe care apoi s se monteze diferitele uniti
de asamblare n mod succesiv
05/18/15
Condiii pentru mecanizarea i automatizarea asamblrii
e)La reproiectarea produsului se vor adopta soluii constructive
care s asigure funcionarea corect a ansamblului, fr a
impune precizii prea mari la elementele componente ;
f)Nivelul de asamblabilitate crete dac sunt folosite piese i
subansambluri tipizate. Se realizeaz n acest mod o
restrngere a gamei sortimentale i dimensionale a
componentelor;
g)Un obiectiv important la proiectarea constructiv l reprezint
posibilitile de testare automat a produsului asamblat.
Pentru a se putea efectua testarea automat a produsului ,
construcia acestuia trebuie s asigure o uoar i rapid
conectare la echipamentul de testare;
h)n cazul n care asamblarea produsului se va realiza ntr-un
sistem flexibil, un element important devine gama de produse
ce va fi realizat n sistem. Trebuie tiut c o gam de produse
cu un grad ridicat de neuniformitate atrage dup sine i o
cretere a flexibilitii sistemului.
05/18/15
10
Condiii pentru mecanizarea i automatizarea asamblrii
Din punctul de vedere al tehnologiei de asamblare, tehnologicitatea unui
produs ( asamblabilitatea) este determinat nu numai de configuraia
reperelor, ci i de caracteristici ale modului n care aceste repere sunt
asociate. O clasificare a acestor condiii este dat n figura 4.3.
05/18/15
11
Condiii pentru mecanizarea i automatizarea asamblrii
4.2.2. Condiii privind construcia pieselor
Pentru a se asigura produsului o asamblare uoar este necesar
a se efectua o analiz amnunit i a pieselor componente. Analiza
trebuie n primul rnd s se refere la forma pieselor. O pies dispune de
anumite suprafee, care au un anumit rol funcional n ansamblul
respectiv. Alte suprafee ns pot fi utilizate n procesul automatizrii
asamblrii, pentru transfer, orientare, uurarea mbinrii, etc.
Aadar fiecare pies va fi supus unei analize a suprafeelor n
aa mod nct decizia final asupra formei s permit att meninerea
funcionalitii ei n ansamblul respectiv, ct i realizarea condiiilor
corespunztoare pentru manipulare, impuse de asamblarea automat.
Astfel, analiznd forma piesei 1 din figura. 4.4,a, observm c
rolul ei este de a bloca , prin intermediul suprafeelor 1 i 3 ( fig.4.4,b),
piesa 2, atunci cnd se nurubeaz urubul 3.
05/18/15
12
Condiii pentru mecanizarea i automatizarea asamblrii
a)
b)
c)
d)
e)
f)
g)
h)
05/18/15
13
Fig.4.4. Posibiliti
de modificare a formei piesei pentru automatizarea montajului
Condiii pentru mecanizarea i automatizarea asamblrii
ntruct o mare parte din operaiile de asamblare sunt de
fapt operaii de manipulare, este important s se evite formele
constructive care produc dificulti la manipularea automat. Din
punctul de vedere al operaiilor de transfer de la un loc de
munc la altul, este necesar ca piesele s prezinte suficient
rigiditate pentru a nu se deforma n timpul manipulrilor.. n
unele cazuri este preferabil ca o carcas sau un batiu dificil de
manipulat, s se descompun n mai mult pri asamblate
mecanic.
Este necesar de asemenea s se prevad nc din
proiectare modalitile de prindere i aezare a acestor piese
grele n timpul asamblrii, prevzndu-se, dac este necesar,
adaosuri speciale pentru apucare i sprijinire.
n cazul pieselor mici, se va avea n vedere posibilitatea
alimentrii automate
05/18/15
14
Condiii pentru mecanizarea i automatizarea asamblrii
g r. 0 ,2
L ~100
d
Fig.4.5. Forme care nu se preteaz la automatizarea manipulrii
05/18/15
15
Condiii pentru mecanizarea i automatizarea asamblrii
Cea mai dificil operaie de manipulare, din punct de vedere a
automatizrii este orientarea, respectiv aezarea n poziia de
asamblare a pieselor.
Pe baza observaiilor de mai sus se poate formula urmtoarea regul : din
16
punct de 05/18/15
vedere al orientrii automate sunt de preferat formele simetrice,
Condiii pentru mecanizarea i automatizarea asamblrii
4.3.3. Condiia logistic
Problema care se pune este deci s se stabileasc cantitatea
care trebuie fabricat sau aprovizionat din fiecare articol
component al produsului care se monteaz i s se determine
momentul asigurrii cu articolele necesare.
n funcie de volumul i diversitatea produciei unei
ntreprinderi, se adopt un sistem de aprovizionare, dintre
acestea cele mai ntlnite fiind:
aprovizionarea pe stoc;
aprovizionarea pe comand;
aprovizionarea mixt, pe comand i stoc.
05/18/15
17
Condiii pentru mecanizarea i automatizarea asamblrii
Alimentarea pe stoc este specific produciei de mas i serie
mare. Alimentarea procesului de asamblare se realizeaz din
magazii intermediare n care permanent se gsete stocul
necesar de piese. Acest stoc de piese variaz ntre un
maximum i un minimum.
Diferena ntre cantitatea maxim i minim, reprezint lotul de
articole ce trebuie asigurat, ritmic la perioade egale de
aprovizionare.
05/18/15
18
Condiii pentru mecanizarea i automatizarea asamblrii
1000
800
600
400
200
0
Q =800
S t o c m in im 2 0 0
400
200
0
Fig.4.8. Variaia stocurilor a 2 articole
05/18/15
19
Condiii pentru mecanizarea i automatizarea asamblrii
Calculul cantitii de aprovizionat se face dup metode de calcul
al mrimii optime a lotului, dar n practic se ine seama de
urmtoarele:
condiiile de aprovizionare (cantiti minim livrabile, posibiliti
efective de contractare, nedepirea fondurilor de mijloace
circulante alocate,etc.);
posibiliti de depozitare- spaiile de depozitare sunt limitate, iar
existena unor stocuri prea mari de articole, conduce la blocarea
circulaiei, devenind o frn n desfurarea asamblrii;
pentru o urmrire mai uoar a aprovizionrii i a fabricaiei, n
multe cazuri se adopt aceeai perioad de aprovizionare
(semestru, trimestru, lun, sptmn, zi( i se calculeaz
cantitatea ce trebuie asigurat pentru aceast perioad.
05/18/15
20
Condiii pentru mecanizarea i automatizarea asamblrii
Perioada de aprovizionare se obine prin mprirea cantitii Ca
ce trebuie aprovizionat cu cantitatea Q1 de piese care se
monteaz n unitatea de timp:
Pa
Ca
Q1
(4.1)
O importan deosebit pentru continuitatea asamblrii o
reprezint stocul minim sau de siguran, acesta avnd rolul de
a alimenta asamblarea n cazul ivirii de perturbaii care
mpiedic livrarea cantitii planificate.
Mrimea stocului de siguran se calculeaz dup anumite
relaii, sau se fundamenteaz economic prin determinarea
valorii lui optime n funcie de cheltuielile de depozitare i
cheltuieli provocate de lipsa stocurilor n depozit.
05/18/15
21
Condiii pentru mecanizarea i automatizarea asamblrii
Aprovizionarea pe comand. n cazul produciei de unicate, serie
mic i serie mijlocie, se asigur numai necesarul de articole
pentru cantitatea de produse planificat a se realiza ntr-o
anumit perioad.
i n acest caz, problema care trebuie rezolvat const n a
stabili cnd i n ce cantitate trebuie asigurat la asamblare
fiecare element. Modul de rezolvare a problemei n acest caz
este dependent n principal de seria de fabricaie, structura
produsului, durata ciclurilor de fabricaie a elementelor, valoarea
acestora.
Fie produsul P a crui structur este reprezentat n figura 4.9.
Cifrele din parantez reprezint cantitatea de elemente
necesare pentru obinerea unui element de nivel imediat
superior. De exemplu F(3) la nivelul 4 arat c pentru obinerea
unei buci din elementul B sunt necesare-printre altele - trei
buci din elementul F.
05/18/15
22
Condiii pentru mecanizarea i automatizarea asamblrii
P
N iv e l 1
C (2 )
B (2 )
A (3 )
L (4 )
N iv e l 2
B (2 )
D (4 )
E (2 )
F (4 )A (1 ) G (2 )
H (2 )
N iv e l 3
E (2 )
F (3 )
B (2 )
D (4 )J (4 )
K (2 ) L (5 )
N iv e l 4
E (2 )
05/18/15
F (3 )
Fig.4.9. Structura produsului P.
23
Condiii pentru mecanizarea i automatizarea asamblrii
n cazul fabricaiei de unicate sau serie mic, cu o structur a produsului
de complexitate medie, cu cicluri lungi de asamblare a componentelor,
structura produsului prezentat n figura 4.9, poate deveni diagrama
Gannt de planificare a produsului P, segmentele din figur reprezentnd
durate de timp (cicluri de fabricaie) i n paranteze fiind nscris numrul
de articole pe fiecare ramur, pentru numrul de produse din comand.
Spre exemplu, elementul E(2) de la ultimul nivel ( nivelul 4 din figura 4.9)
se calculeaz pentru subansamblul B, care la rndul su se monteaz n
subansamblul A; acesta n C, care la rndul su particip la montajul
general al produsului P.
n acest fel rezult cantitatea de elemente componente : E=2x2x1x2=8
buci/produs. Acest numr se nmulete cu numrul de produse din
comanda respectiv i rezult cantitatea de elemente F care trebuie
executat.
n acelai mod se calculeaz i se introduc n lucru i cantitile de
elemente B, A, C.
Pentru acelai element F(3) de la nivelul 3 necesar tot pentru
subansamblul B, dar acesta fiind necesar pentru subansamblul A, se
calculeaz cantitatea necesar i se introduce n lucru, separat, astfel s
se asigure la timp asamblarea subansamblului B i respectiv a
subansamblului
05/18/15A.
24
Condiii pentru mecanizarea i automatizarea asamblrii
n cazul fabricaiei de unicate sau serie mic cu durate de
mrime medie a ciclurilor de asamblare, la care valoarea
componentelor imobilizeaz fonduri circulante la nivele relativ
mici, un reper se pune n fabricaie o singur dat, ntreaga
cantitate fiind programat a fi fabricat la data la care este
necesar asamblarea primului subansamblu. n unele situaii,
pentru simplificare, se adopt drept criteriu ca toate elementele
componente s fie asigurate nainte de nceperea montajului pe
ansamblu.
n cazul produciei de serie mijlocie, se calculeaz necesarul
specific de element component (pentru un produs), iar punerea
n fabricaie i aprovizionarea se organizeaz pe loturi de piese
sau de subansambluri determinate dup criterii similare
fabricaiei pe stoc.
n cazul fabricaiei de produse complexe, ca de exemplu
vapoare, avioane, locomotive , folosirea pentru programare a
metodei graficului Gannt nu mai este recomandat fiind dificil s
se gseasc secvenele i momentele cele mai devreme i cele
mai trzii la care diferitele pri ale produsului trebuie asigurate la
asamblare.
05/18/15
25
Condiii pentru mecanizarea i automatizarea asamblrii
n acest caz, se folosete metoda drumului critic, la care diagrama
folosit este denumit reea(fig.4.10).
E=3
E=0
L=0
05/18/15
L=3
E=19
L=19
E=13
L=13
E=17
L=18
E=14
L=17
26
Condiii pentru mecanizarea i automatizarea asamblrii
innd seama de aceste reguli, realiznd reeaua de activiti i
sintetiznd datele aa cum s-a artat n figura 4.10, pentru un caz
concret se determin:
termenul de execuie i ciclul de fabricaie;
activitile dup drumul critic;
termenul cel mai devreme i cel mai trziu pentru fiecare activitate
(cnd s nceap asamblarea unui produs i cnd s fie terminat).
05/18/15
27
Condiii pentru mecanizarea i automatizarea asamblrii
Pe baza acestor rezultate, se caut soluii pentru micorarea
ciclului de fabricaie, analiznd mai nti posibilitile de
reducere a duratelor dup drumul critic prin mrirea resurselor
(numr de utilaje, numr de fore de munc), sau gsirea altor
soluii tehnologice.
Pentru uurina planificrii asamblrii produsului respectiv, n
paralel cu alte produse, rezultatele din graf (fig.4.10) i tabel se
transpun n digrama Gannt (fig.4.11)
05/18/15
28
Condiii pentru mecanizarea i automatizarea asamblrii
A c t iv it a t e a
1
1
2
1
3
3
4
2
3
5
N u m r u l z ile i d e m u n c
6 7 8 9 10 11 12 13 14 15 16 17 18
2
3
3
4
4
5
5
6
6
6
Fig.4.11. Diagrama Gannt al reelei din figura 4.10.
05/18/15
29
Condiii pentru mecanizarea i automatizarea asamblrii
Aprovizionarea mixt, pe comand i stoc. De regul n
componena produselor sunt multe repere cu valoare mic
( axe,uruburi, piulie, boluri, rondele, etc.). La un plan anual de
producie dat, avnd la baz contracte ncheiate, necesarul de
repere cu valoare mic se centralizeaz pe perioade de plan
mai mari ( trimestru, semestru) i se organizeaz fabricaia sau
aprovizionarea acestora pe loturi., livrate periodic, asigurnd
continuitatea asamblrii.
Celelalte repere cu valoare mai mare se fabric sau
aprovizioneaz dup sistemul la comand.
Sistemul de aprovizionare mixt este aplicabil de regul n cazul
fabricaiei diversificate n serii de mrime mijlocie.
05/18/15
30
4.4. Niveluri de mecanizare/automatizare a sistemelor
tehnologice de asamblare
05/18/15
31
Condiii pentru mecanizarea i automatizarea asamblrii
La sistemul elementar mecanizat complex singura activitate
realizat de operator este comanda mainii. n cadrul sistemului
tehnologic elementar semimecanizat pentru realizarea anumitor
activiti lucrtorul-operatorul comand maina care manevreaz i
acioneaz organul de execuie. Pentru efectuarea altor activiti din
ciclul de lucru lucrtorul-operator manevreaz i acioneaz direct un
alt organ de execuie (SDV sau propriile mini).
O main automat care realizeaz singur toate activitile din cadrul
ciclului de lucru formeaz, mpreun cu SDV-istica din dotare, un
sistem tehnologic elementar automat. Toate mainile automate
neprogramabile de montaj sunt maini speciale, proiectate i
executate pentru a realiza o anumit operaie de montaj. Robotul de
montaj este singurul tip de main automat programabil de
asamblare n domeniul construciei de maini.
n cazul unui sistem tehnologic elementar semiautomat, anumite
activiti din cadrul ciclului de lucru sunt realizate conform programului
de ctre o main automat programabil.
05/18/15
32
4.5. Flexibilitatea i adaptabilitatea sistemelor
tehnologice de asamblare
Flexibilitatea unui sistem tehnologic de asamblare este
caracteristica acestuia de a se adapta uor (n timp
scurt i cu cost mic) la modificarea caracteristicilor
procesului de montaj pe care trebuie s-l realizeze.
Conceptul de flexibilitate a unui sistem tehnologic de
asamblare prezint mai multe aspecte.
Flexibilitatea potenial (numit pe scurt
flexibilitate) se manifest n raport cu modificri
premeditate, relativ importante i pe termen relativ
lung (zile, sptmni, luni) ale caracteristicilor
procesului tehnologic de asamblare
05/18/15
33
Flexibilitatea i adaptabilitatea sistemelor tehnologice de
asamblare
Trecerea la montarea unui alt ansamblu/produs;
Modificarea n mod premeditat a procesului de asamblare al
aceluiai ansamblu/produs pentru creterea performanelor
sale;
Modificarea n mod premeditat a construciei
ansamblului/produsului pentru modernizare acestuia;
Creterea momentan (pe termen de ordinul zilelor) a cererii de
producie pentru acelai ansamblu/produs;
Creterea constant pe termen lung a cererii de producie
pentru acelai ansamblu/produs.
Flexibilitatea potenial a sistemelor tehnologice elementare de
asamblare este determinat n primul rnd de tipul acestora,
respectiv de nivelul de automatizare/ mecanizare (fig.3.12).
05/18/15
34
Flexibilitatea i adaptabilitatea sistemelor tehnologice de
asamblare
Fig. 4.12. Flexibilitatea potenial a sistemelor tehnologice elementare (STE)
de montaj n funcie de tipul acestora
05/18/15
35
Flexibilitatea i adaptabilitatea sistemelor tehnologice de
asamblare
Universalitatea unui sistem de asamblare este caracteristica acestuia de a putea
realiza o gam ct mai larg de activiti diferite. Specializarea unui sistem de
asamblare este caracteristica opus universalitii. Un sistem specializat poate
realiza o gam restrns de activiti, dar cu o productivitate ridicat.
Versatilitatea sau mobilitatea, elasticitatea unui sistem tehnologic de
asamblare desemneaz caracteristica acestuia de a trece rapid de la realizarea
unei activiti la realizarea altei activiti n cadrul procesului tehnologic de
montaj, odat cu modificarea caracteristicilor acestuia.
Flexibilitatea potenial a unui sistem de asamblare se manifest n raport cu
creterea momentan a cererii de producie se numete flexibilitate la
supraproducie, iar cea manifestat n raport cu creterea pe termen lung a
cererii de producie se numete flexibilitatea extinderii cantitative.
Flexibilitatea activ a unui sistem, numit pe scurt adaptabilitate, se
manifest n raport cu variaii momentane - n limite restrnse ale
parametrilor la care se realizeaz procesul tehnologic de asamblare, respectiv
ale condiiilor de lucru.
05/18/15
36
4.6.Magazii intermediare. Stocuri
Proiectarea magaziilor intermediare :
Etapele proiectrii magaziilor intermediare sunt :
Stabilirea cantitii i a caracteristicilor elementelor care
trebuiesc depozitate,
Stabilirea mrimii unitilor de depozitare,
Stabilirea numrului de uniti de depozitare trebuiesc
stocate n unitatea de timp,
Stabilirea dimensiunilor magaziei intermediare,
Stabilirea tehnologiei de epozitare i manipulare,
05/18/15
37
4.6.Magazii intermediare. Stocuri
Cantitatea de element respectiv care trebuie stocat i manipulat :
480
N
.
Ra
05/18/15
38
4.6.Magazii intermediare. Stocuri
Tabelul 4.3.
Cantitile de elemente care trebuiesc stocate n magaziile intermediare
05/18/15
39
4.6.Magazii intermediare. Stocuri
Rezerva tehnologic conine acele stocuri de siguran, care fac posibil
funcionarea continu a seciei de asamblare, chiar n situaii n care n
fabricaia de componente apar stagnri sau rebuturi.
Rezerva pentru transport este necesar pentru acoperire anumitor instabiliti
la transport. Pentru componentele care se fabric n ntreprinderea
respectiv, se consider o rezerv de transport minim ( pentru 0,5
schimb). n cazul ntreprinderilor care coopereaz la realizarea produsului,
dac distana este mai mic dect 15 km- rezerva este de 1 schimb, dac
distana este mai mare de 15 km rezerva trebuie s fie pentu 2 schimburi.
Rezerve pentru fond circulant. ntruct, de regul, nu se poate sincroniza
ritmul fabicaiei de componente cu ritmul asamblrii, se programeaz un
fond circulant. Proiectarea corect a rezervelor de fond circulant se poate
face cu ajutorul figurii 4.13.
n figura 4.13,a este reprezentat cazul n care fabricaia componentelor ncepe
de odat.
n acest caz asamblarea poate ncepe, numai dup ce execuia ultimului
component ( cel cu ciclu e fabricaie cel mai lung) este terminat Pe figur
cu linie ntrerupt este reprezentat perioada de timp n care celelalte
componente trebuie s atepte n magazie, pn la nceperea asamblrii.
05/18/15
40
4.6.Magazii intermediare. Stocuri
Fig. 4.13. Punerea de acord a
fabricaiei cu asamblarea:
a)prelucrarea tuturor componentelor
ncepe deodat;
b)fabricaia componentelor este
planificat s se termine n
acelai timp;
c)nceputul i sfritul fabricaiei
componentelor este n trepte.
05/18/15
41
4.6.Magazii intermediare. Stocuri
Cantitatea total de componente care trebuiesc depozitate n
magaziile intermediare se poate calcula cu relaia :
N
480
.k .n,
Rl
unde : k este mrimea rezervei de componente , n unitate de
timp,
n numrul de piese identice, din componena produsului.
05/18/15
42
4.6.Magazii intermediare. Stocuri
PRODUS
a
II
05/18/15
II
3
III
Fig. 4.14. Proiectarea magaziilor intermediare
43
4.6.Magazii intermediare. Stocuri
Conform figurii 4.14, containerele le putem grupa n trei categorii :
I.n containerele cele mai mici , depozitm piesele mai mici de 80
mm,
II.n containerele de dimensiuni mijlocii depozitm piesele cu
dimensiunile ntre 80...150 mm,
III. n containerele mari, depozitm piesele cu dimensiuni ntre
150...300 mm.
05/18/15
44
4.6.Magazii intermediare. Stocuri
n continuare, prin calcule de suprafee, sau prin aproximri,
stabilim numrul de componente care se pot depozita n
diferitele containere.
Dac n cadrul seciei are loc asamblarea a mai multor produse A,
B, C,etc. atunci se pune problema stocrii difereniate a
componentelor aferente diferitelor produse.
De multe ori, proiectanii caut s introduc n produse,
componente tipizate. n aceste situaii este necesar nsumarea
cantitilor de componente care trebuiesc depozitate .
Planul de depozitare difer n funcie de tipul produciei : de mas,
serie mijlocie sau serie mic.
n fiecare caz trebuie s stabilim nlimea de depozitare, care
depinde de dimensiunile halei i de tehnologia de depozitare.
Dimensionarea magaziilor intermediare se face pe baza
dimensiunilor frontale ale rafturilor folosite.
05/18/15
45
4.6.Magazii intermediare. Stocuri
Magazie de componente pentru o
05/18/15
fabricaie de mas.
46
4.6.Magazii intermediare. Stocuri
pentru fabricaia de serie
mare : numrul de
tipodimensiuni de componete
este redus, dar numrul de
piese stocate din fiecare tip
este mare; livrarea se face pe
linie
pentru fabricaia de unicate i
serie mic : numr mare
de tipodimensiuni,
cantiti mici pentru
fiecare tip, livrare pe
suprafa.
Fig.4.15. Diferite soluii de amplasare a suprafeelor frontale
05/18/15
ale magaziilor intermediare
47
4.6.Magazii intermediare. Stocuri
4.7. Mecanizarea magaziilor intermediare din secia de
asamblare
Depozitare : - static
- de trecere
Fazele principale ale operaiei de depozitare sunt:
selectare n funcie de produs;
ridicare din raft sau din container;
deplasare la locul de asamblare.
05/18/15
48
4.6.Magazii intermediare. Stocuri
Fig.4.16. Formarea unitilor de depozitare
05/18/15
49
4.6.Magazii intermediare. Stocuri
Fig.4.17. Logistica fluxului de materiale n cadrul magaziilor
intermediare.
05/18/15
50
4.6.Magazii intermediare. Stocuri
Fig.4.18. Coordonare cu
ajutorul calculatorului a
procesului de asamblare i
a logisticii componentelor.
05/18/15
51
4.6.Magazii intermediare. Stocuri
Fig.4.19. Unelte auxiliare utilizate n magazii:
container de depozitare; b) europalet; c) co de depozitare; d) taburet de
depozitare
05/18/15
52
4.6.Magazii intermediare. Stocuri
Pentru transportul containerelor i a courilor ncrcate cu piese,
se utilizeaz maini de transport i depozitat.
Condiiile manipulrii mecanizate a componentelor n magazii i
ntre acestea sunt :
- utilajele utilizate s simplifice realizarea operaiilor de logistic;
- utilajele de transport s permit accesul pe alei nguste.
Necesarul de spaiu al utilajelor de nmagazinare este caracterizat
de factorul de ngrmdire ( suprapunere):
,
M
s
unde :
M este nlimea de suprapunere,
s- limea drumului de acces necesar. Limea drumului de acces se
stabilete n funcie de dimensiunile containerelor i a paleilor.
05/18/15
53
4.6.Magazii intermediare. Stocuri
Utilajele de transport pentru magazii se pot grupa n teri tipuri
principale :
electrocare de stocare;
utilaje de ncrcat,
utilaje diferite.
Electrocarele de stocare sunt caracterizate prin dimensiuni mici,
uoar manevrabilitate Se deosebesc trei grupe de asemnea
electrocare :
electrocare cu platou fix pe orizontal, cu posibilitate de deplasare
printre rafturi i cu posibilitate de comand prin butoane;
electrocare cu posibilitate de deplasare pe vertical a platoului la 3...5
m nlime.
electrocare cu furc mobil pe vertical ( fig.4.20).
05/18/15
54
4.6.Magazii intermediare. Stocuri
Fig. 4.20. Electrocar cu furc
mobil pe vertical
05/18/15
55
4.6.Magazii intermediare. Stocuri
Utilajele de ncrcat i stocat,
Fig.4.21. Utilaj de stocat cu
conducere att pe partea inferioar,
ct i pe cea superioar.
05/18/15
56
4.6.Magazii intermediare. Stocuri
Fig. 4.22. Depozitare
containerizat cu macara cu
coloan
05/18/15
57
4.6.Magazii intermediare. Stocuri
Fig. 4.23. Depozitare cu stivuitor
pe role
05/18/15
58
4.6.Magazii intermediare. Stocuri
Fig.4.24. Depozitare pe rafturi cu role
05/18/15
59
4.6.Magazii intermediare. Stocuri
Fig.4.25. Utilizarea
containerelor ca supori ale
rafturilor
05/18/15
60
4. 8. Logistica transportului uzinal n seciile de
asamblare
Introducere
Logistica este managemetul (gestionarea) fluxului de mrfuri ntre
punctul de origine i punctul de destinaie din cadrul seciei.
Din punctul de vedere al transportului uzinal, n cadrul seciilor de
asamblare trebuiesc soluionate dou probleme :
transportul interoperaional ;
asigurarea cu cantitatea necesar de componente a locurilor de
munc de asamblare.
05/18/15
61
4. 8. Logistica transportului uzinal n seciile de asamblare
4.8.1. tElectrocare
12
capacitate de ncrcare de 500-600 kg , s-au efectuat transporturi cu masa de 400 kg la
distane de 25 m i nlimi de stocare de 2m.
Tabel. 4.4. Timpii pe ciclu de transport ale electrocarelor cu consol de
diferite construcii
Simbol
Operaia
Timpi operativi ,
s
Cu consol
Tip crucior
Tip culcat
Cu coloan
mobil
Prinderea
ncrcturii
10
10
12
Transport
12
30
26
20
t3
Ridicare
10
13
13
10
t4
Aezarea
ncrcturii
10
20
13
t5
Scufundarea
braului de
prindere
t6
Revenire n
poz.de pornire
11
26
22
53
98
89
05/18/15
t
Timp pe ciclu
16
79
62
4. 8. Logistica transportului uzinal n seciile de asamblare
4.8.2. Macarale
La alegerea tipodimensiunilor de macarale, trebuie inut cont att
de gabaritul componentelor care trebuiesc manipulate ct i de
timpul necesar operaiei de manipulare.
Timpul necesar pentru operaia de ridicare i de transport se poate
calcula cu expresia :
H a b
T 2c
f min
M
v
r
vc
vp
unde : c este o constant, n funcie de condiiile locale; mrimea
ei depinde de felul n care un obstacol oarecare mrete cursa
cruciorului. Valoarea normal a lui 2c este ntre 0,8...1,2 . n
condiii de obstacole valoarea lui poate fi mai mare dect 1.
Este convenabil dac deplasarea cruciorului s se poat
combina cu micrile platformei ( n acest caz valoarea lui 2c
scade la 0,8).
05/18/15
63
4. 8. Logistica transportului uzinal n seciile de asamblare
H nlimea de ridicare n m,
vr - viteza de idicare n m/min,
a cursa cruciorului, m,
vc viteza platformei, n m/min,
b cursa platformei, n m,
vp viteza platformei, m/min,
f timpul necesar pentru apucare, sau desprindere, n min.
Numrul de ridicri sau manipulri ntr-o or , se poate calcula cu
expresia :
05/18/15
60
TM
64
4. 8. Logistica transportului uzinal n seciile de asamblare
n cazul n care macaraua , pe lng transport i ridicare, este
folosit i pentru anumite operaii de asamblare, necesarul de
macarale se calculeaz cu expresia :
TM Tsc
N
,
t.b
unde : Tsc- este solicitarea n timp a macaralei, pe durata unui
schimb,
t durata unui schimb (480 min),
b coeficient care ine cont de necesiti fireti i ntreineri ( de
regul = 0,850,9 ).
05/18/15
65
4. 8. Logistica transportului uzinal n seciile de asamblare
Fig.4.27. Utilizarea n paralel a diferitelor tipuri de macarale n
05/18/15
66
seciile de asamblare
4. 8. Logistica transportului uzinal n seciile de asamblare
Fig.4.28. Macarale rotative:
a) macara cu posibilitate de rotaie a
cumpnei de 270 ; b) macara rotativ
pentru secii cu nlime redus; c) i
d) macarale fixate pe coloana cldirii
cu posibilitate de rotire de 180 ; e)
macara rotativ cu consol se
recomand utilizarea la operaii reduse
de asamblare.
05/18/15
67
4. 8. Logistica transportului uzinal n seciile de asamblare
Utilizarea acestora este rentabil n urmtoarele situaii:
cnd datorit caracteristicilor constructive ale halei, nu este
posibil utilizarea macaralelor mobile;
n cazul cnd numai la cteva locuri de munc sunt necesare
utilaje de ridicat;
atunci cnd utlizarea macaralei mobile este nsoit de timp
mare.
05/18/15
68
4. 8. Logistica transportului uzinal n seciile de asamblare
4.8.3. Conveioare
Avantajele sistemelor de transport cu conveior sunt :
asigur continuitatea procesului de asamblare, respectiv a logisticii
manipulrii componentelor i materialelor;
elimin munca fizic grea la transport i manipulare i prin aceasta
reduce necesarul de muncitori auxiliari;
reduce timpii afereni manipulrilor;
utilizeaz acele spaii ale halei, care nu erau folosite petru alte aciuni
( este suspendat);
asigur legtura dintre locurile de munc aflate la diferite nivele, fr s
fie necasar elevator;
cile de deplasare formate sunt flexibile, putnd fi modificate prin
cuplarea elementelor noi, sau eliminarea unor elemente anterioare;
influeneaz n mod direct organizarea produciei continue, cu
respectarea ritmului prescris;
impune necesitatea coordonrii tuturor operaiilor , cu respectarea
timpilor optimi;
procesul de asamblare devine uor de supraveghiat;
05/18/15
69
4. 8. Logistica transportului uzinal n seciile de asamblare
Fig.4.29. Tipuri de conveioare :
a)
conveior suspendat :
greutatea maxim pe care
o poate suporta un element :
100...1000 kg;
greutatea unui element :
0,86...8,6 kg;
viteza de deplasare : 30
m/min.
b) conveior suspendat uor nchis n
suport:
greutatea maxim pe care o poate
suporta un element: 0...100 kg;
vitez de deplasare : 30 m/min.
c) conveior cu dou ci de rulare.
05/18/15
70
4. 8. Logistica transportului uzinal n seciile de asamblare
Comanda trecerii de pe o cale de rulare pe alta
Fig.4.30. Sistem de cuplare
comandat cu releu pentru
conveior cu dou ci de
rulare :
mecanizmul de comand; b)
comanda; c) reglare.
05/18/15
71
4. 8. Logistica transportului uzinal n seciile de asamblare
n seciile de asamblare trebuiesc corelate micrile conveioarelor
de transport componente cu micrile conveioarelor care
transport produsele intermediare. Asamblarea final se poate
realiza pe ci diferite cu conveioare corelate.
Fig.4.31.Conveior de asamblare
05/18/15
72
4. 8. Logistica transportului uzinal n seciile de asamblare
4.8.4. Benzi de transport
Benzile de transport la asamblare, mpreun cu magaziile
intrmediare pe care le deservesc, pot fi:
suspendate cu cale de transport;
inferioare, montate pe podea.
Lungimea benzii de transport se poate calcula cu ajutorul
figurii 4.32
05/18/15
73
4. 8. Logistica transportului uzinal n seciile de asamblare
Fig.4.32. Schema pentru calculul lungimii benzii de transport
05/18/15
74
4. 8. Logistica transportului uzinal n seciile de asamblare
n industria de telecomunicaii, sau de mecanic fin, la fabricaia
de serie mare a produselor se utilizeaz frecvent benzi de
transport iar locurile de munc sunt amplasate lng band.
Asamblarea pe band poate fi cu mas circular sau liniar.
n cazul asamblrii cu mas circular, de regul, componentele
sunt depozitate la mijlocul mesei, n faa operatorilor. Operaia
de asamblare se realizeaz ritmic sau continuu pe masa
circular.
05/18/15
75
4. 8. Logistica transportului uzinal n seciile de asamblare
n cazul asamblrii liniare,
operatorii lucreaz pe o singur ,
sau ambele pri ale benzii, de
regul eznd , n variantele :
unul lng cellalt, cu faa la
band ( loc de munc
perpendicular- fig. 4.33,a),
unul n spatele celuilat ( loc de
munc paralel fig.4.33,b).
05/18/15
76
4. 8. Logistica transportului uzinal n seciile de asamblare
Compararea celor dou variante :
varianta a) este avantajoas n cazul produselor cu greutate mai
mare; operatorul care st cu faa la band , poate s
manevreze produsul cu amble mini. Are desavantajul c
locurile de munc nu sunt bine delimitate i astfeleste posibil ca
un operator s sustrag atenia celui de lng el. Din punct de
vedere al cheltuielilor, aceast variant este mai economic.
varianta b) se poate utiliza numai n cazurile n care greutatea
produselor este neglijabil i operatorul poate s manevreze
componentele cu o singur mn. Locurile de munc sunt total
delimitate i astfel operatorul se cncentreaz numai la oparaia
pe care trebuie s-o execute.
05/18/15
77
4. 8. Logistica transportului uzinal n seciile de asamblare
La analiza asamblrii pe band trebuie s lum n considerare
stresul operatorilor nceptori fa de lucrul la ritm. Acest
fenomen crete cu micorarea valorii ritmului. De exemplu la un
ritm de 20 s , este mult mai problematic recuperarea unei
pierderi de 4 s.
Din punct de vedere al psihoterapiei muncii i al productivitii este
recomandat asamblarea pe band cu ritm n pai. Pentru
eliminarea problemelor cauzate de ntrzierea unor operatori, n
unele ntreprinderi s-a introdus comanda electric , cu
ntreruptoare amplasate n serie. Operatorul apas pe
ntreruptor cnd a terminat operaia i numai atunci pornete
banda.
Paralel cu creterea seriilor de fabricaie, crete i divizarea
muncii, i ca o consecin a acestuia scad progresiv i ritmurile
de asamblare, ajungnd la valori de sub 1 min.
05/18/15
78
4.9. Indicaii pentru proiectarea liniilor de asamblare pe
band
Proiectarea benzilor de asambalre nu const numai din
proiectarea chingii de cauciuc sau a lanului i a transmisiei de
la motorul de acionare. Sarcinile sunt mult mai complexe i
trebuiesc soluionate detailat urmtoarele aspecte :
caracteristicile constructive ale cilor de transport;
rentoarcerea benzii;
amplasarea diferitelor locuri de munc;
conceperea locurilor de munc, amplasarea diferitelor
dispozitive, utilaje auxiliare;
amplasarea sistemelor de semnalizare.
05/18/15
79
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
La nceputul proiectrii liniilor de asamblare pe band, trebuie clarificat
modul n care se va asigura alimentarea locurilor de munc cu
materiale i componente.
n cazul benzilor care se dplaseaz pas cu pas, banda transport
componentele La nceputul benzii se amplaseaz pe acesta , cantitatea
necesar de componente i materiale, necesare pentru un produs.
Astfel nu trebuie depozitate materiale i componente la locurile de
munc.
n cazul benzilor de asamblare cu micare continu, alimentarea cu
componente i materiale auxiliare poate fi de dou feluri :
alimentarea direct a fiecrui loc de munc ( n acest caz trebuie
prevzute spaii individuale pentru depozitare );
alimentarea prin banda de transport.
Aceast a doua metod se utilizeaz mai frecvent.
Spaiul dintre locurile de munc, n cazul produselor cu gabarite mici i
mijlocii, variaz ntre 1000...1250 mm. Nu este recomandat s se
prevad distane mai mici.
n cazul produselor cu gabarit mai mare, se mrete spaiul alocat locurilor
de munc ct i distana dintre acestea
05/18/15
80
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
Benzi de asamblare cu ching de cauciuc. Se utilizeaz la asamblarea
produselor cu gabarit mic, ca motoare mici, comutatoare, fiere de clcat
elctrice, ntreruptoare de perete, etc. n aceste situaii se utilizeaz
benzi de transport cu micare continu ( v.fig. 4.33).
Viteza de deplasarea a chingilor de cauciuc, n funcie de gabaritul
produsului, variaz ntre 2...6 m/min. Puterea motorului de acionare
variaz ntre 0,5...1,5 kW
05/18/15
81
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
Benzi de asamblare cu lan de antrenare .Se utilizeaz la
asamblarea produselor cu mas mai mare ( fig.4.34). Acestea
sunt mai scumpe, dar mai fiabile i n caz de detzeriorare a unui
ochi de lan schimbarea este relativ simpl.
Se pot utiliza eficient, la linii de
asamblare, vopsire, uscare,
splare.
05/18/15
Fig.4.34. Band de asamblare cu lan
82
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
Din punct de vedere al
micrilor executate,
transportoarele cu lan sunt de
dou categorii :
benzi transportoare cu
mbinarea capetelor n plan
vertical;
benzi transportoare cu
mbinarea capetelor n plan
orizontal;
Benzile transportoare cu
mbinarea capetelor n plan
vertical se pot amplasa sub
podea ( fig.4.35,a ) sau
peste podea ( fig.4.35,b)
05/18/15
83
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
Viteza de deplasare a benzii cu lan , n cazul micrilor intermitente, sau
continue este de 0,8...15 m/min.
Banda de antrenare cu lan dublu, pe lng antrenare asigur i susinerea
produsului care se asambleaz prin intermediul unui suport adecvat
( fig.4.37).
Fig.4.37. Banda de antrenare cu
lan dublu i capr de susinere:
For de tragere : 30.000 N;
ncrcare maxim pe capre :
30.000 N;
Masa specific a lanului : 12,8
kg/m.
05/18/15
84
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
band de antrenare cu lan amplasat sub podea cu mbinarea
capetelor n plan orizontal. Banda se preteaz la deplasarea
crucioarelor de asamblare pe traiectorii drepte sau circulare.
Fig.4.38. Band de
antrenare cu lan
amplasat sub podea :
a) amplasare; b) soluia
constructiv a lanului.
05/18/15
85
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
Fig.4.39. Band de transport cu mbinarea capetelor sub planul podelei , care poate
deplasa palei la nivelul podelei.
05/18/15
86
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
05/18/15
87
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
05/18/15
88
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
05/18/15
89
4.9. Indicaii pentru proiectarea liniilor de asamblare pe band
05/18/15
90
S-ar putea să vă placă și
- Proiectarea DispozitivelorDocument51 paginiProiectarea DispozitivelorCipri Croitor100% (1)
- Prezentare Curs 5 Tehnologii de AsamblareDocument29 paginiPrezentare Curs 5 Tehnologii de AsamblareDaniel-Liviu UrsÎncă nu există evaluări
- Asamblari MecaniceDocument62 paginiAsamblari MecaniceDora Flavia100% (1)
- Notiuni Generale de Teorie MuzicalaDocument2 paginiNotiuni Generale de Teorie MuzicalaCosmin GhirisanÎncă nu există evaluări
- TF Curs 12 Tehnologii de AsamblareDocument7 paginiTF Curs 12 Tehnologii de AsamblareIonutz CatalinÎncă nu există evaluări
- Asamblari MecaniceDocument11 paginiAsamblari MecaniceGeorgica0% (1)
- SR en Iso 3834-1-2006Document9 paginiSR en Iso 3834-1-2006Daneea AlbastruÎncă nu există evaluări
- M7 Asamblari Mecanice 11 EA FiseDocument69 paginiM7 Asamblari Mecanice 11 EA FiseFlorinela Dogaru - PredoiÎncă nu există evaluări
- Curs-Asamblari Mecanice 2Document108 paginiCurs-Asamblari Mecanice 2Raluca Abrudean100% (1)
- Ciupe Ovidiu Aurelian - PDDocument12 paginiCiupe Ovidiu Aurelian - PDCiupe Ovidiu AurelianÎncă nu există evaluări
- Schema de AsamblareDocument51 paginiSchema de AsamblareBianca NicoletaÎncă nu există evaluări
- Maşini Şi Sisteme de Producţie ReconfigurabileDocument7 paginiMaşini Şi Sisteme de Producţie Reconfigurabilemariusmarian2000100% (1)
- Curs Asamblari Mecanice m7Document104 paginiCurs Asamblari Mecanice m7corina_anirocÎncă nu există evaluări
- Asamblari MecaniceDocument26 paginiAsamblari MecanicecatalinpastorelÎncă nu există evaluări
- SuduraDocument74 paginiSuduraAndrei VladÎncă nu există evaluări
- Asambl. NedemontabileDocument26 paginiAsambl. NedemontabileAndrra DadyÎncă nu există evaluări
- Acţionarea Pneumatică A DispozitivelorDocument23 paginiAcţionarea Pneumatică A DispozitivelorPodaru DanaÎncă nu există evaluări
- Metode de AsamblareDocument36 paginiMetode de AsamblarePappa Anton Florin100% (1)
- Metode de Asamblare PROIECTDocument25 paginiMetode de Asamblare PROIECTMishu RechinulÎncă nu există evaluări
- AtestatDocument23 paginiAtestatfenomenal05Încă nu există evaluări
- Linii AutomateDocument16 paginiLinii AutomateRosca IonÎncă nu există evaluări
- Metode de Asamblare - PROIECTDocument25 paginiMetode de Asamblare - PROIECTVasiloiu Cosmin57% (7)
- Defectele Maşinilor Şi Echipamentelor IndustrialeDocument9 paginiDefectele Maşinilor Şi Echipamentelor IndustrialeCiocoiu Ioana100% (2)
- Notiuni Fundamentale in Tehnologia MontajuluiDocument7 paginiNotiuni Fundamentale in Tehnologia MontajuluiSorin Catalin CocolinoÎncă nu există evaluări
- 5 Metode de AsamblareDocument5 pagini5 Metode de AsamblareAnonymous AQPH2jDÎncă nu există evaluări
- CAP8 Aplicatiile Robotilor IndustrialiDocument79 paginiCAP8 Aplicatiile Robotilor Industrialinomak8702100% (1)
- Automatizari Pneumatice Si ElectropneumaDocument80 paginiAutomatizari Pneumatice Si ElectropneumaIonutNutuÎncă nu există evaluări
- Tehnologia Constructiilor de MasiniDocument29 paginiTehnologia Constructiilor de MasiniDiana AndriescuÎncă nu există evaluări
- Metode de AsamblareDocument35 paginiMetode de AsamblareGiulieta RaileanÎncă nu există evaluări
- Metode AsamblareDocument8 paginiMetode Asamblaremanzicum25Încă nu există evaluări
- CDL Clasa A X - ElectroDocument11 paginiCDL Clasa A X - ElectroLili TomaÎncă nu există evaluări
- Asamblari DemontabileDocument34 paginiAsamblari DemontabileAndreiÎncă nu există evaluări
- Geometrie AnaliticaDocument4 paginiGeometrie AnaliticaCosmin GhirisanÎncă nu există evaluări
- TAM S19 Lectia 1Document8 paginiTAM S19 Lectia 1Liviu CalistruÎncă nu există evaluări
- Asamblarea Angrenajelor Cu RD CilindriceDocument19 paginiAsamblarea Angrenajelor Cu RD Cilindricecorina.nasta27Încă nu există evaluări
- Metode de AsamblareDocument7 paginiMetode de AsamblareMishu RechinulÎncă nu există evaluări
- CioDocument7 paginiCioFlorin PanainteÎncă nu există evaluări
- Dispozitive PneumaticeDocument23 paginiDispozitive PneumaticePaul DiaconuÎncă nu există evaluări
- Atelier Pregatire Montaj TehnologiiDocument33 paginiAtelier Pregatire Montaj TehnologiiFlorin HentesÎncă nu există evaluări
- Metode de AsamblareDocument4 paginiMetode de AsamblareCristina DimaÎncă nu există evaluări
- Realizarea Si Implement Area Sistemelor Flexibile de PrelucrareDocument38 paginiRealizarea Si Implement Area Sistemelor Flexibile de PrelucrareAndreea Lăzăroiu100% (1)
- Asamblări MecaniceDocument69 paginiAsamblări MecaniceElena NitaÎncă nu există evaluări
- Nirca Ion IPPCM 181 DIPLOMA Master RedDocument37 paginiNirca Ion IPPCM 181 DIPLOMA Master RedЕвгений РомановичÎncă nu există evaluări
- Memoriu CESPR FinalDocument40 paginiMemoriu CESPR Finaldanyan92Încă nu există evaluări
- Tea ExamDocument38 paginiTea ExamIonut TodericÎncă nu există evaluări
- Curs Asamblc483ri Mecanice m7Document104 paginiCurs Asamblc483ri Mecanice m7Vlad PaulÎncă nu există evaluări
- IRRI Stan LilianaDocument28 paginiIRRI Stan Lilianadanyan92Încă nu există evaluări
- Montarea Si Demontarea MotoarelorDocument19 paginiMontarea Si Demontarea MotoarelorLuminița CîrstoiuÎncă nu există evaluări
- Liceul Tehnologic Mecanic, Municipiul Câmpina Domeniul: Mecanică Calificarea: Mecanic Auto/ Tinichigiu Vopsitor Auto Modulul: Asamblări MecaniceDocument18 paginiLiceul Tehnologic Mecanic, Municipiul Câmpina Domeniul: Mecanică Calificarea: Mecanic Auto/ Tinichigiu Vopsitor Auto Modulul: Asamblări MecaniceMarcus DmÎncă nu există evaluări
- Atestat FratutubogdanDocument29 paginiAtestat Fratutubogdanmarcugeorgian19Încă nu există evaluări
- SFF!Document16 paginiSFF!Rus CosminÎncă nu există evaluări
- Cap. 5. Utilaje Pentru Injectare - FFDocument17 paginiCap. 5. Utilaje Pentru Injectare - FFDaniel Darescu100% (6)
- Procedura END RadiatiiDocument17 paginiProcedura END RadiatiiStefan O. CatalinÎncă nu există evaluări
- Proiect IRRIDocument28 paginiProiect IRRIdanyan92Încă nu există evaluări
- Curs 1 - EF2Document9 paginiCurs 1 - EF2Adrian GhizilăÎncă nu există evaluări
- Celex 42010X0828Document61 paginiCelex 42010X0828Cojanu CozminÎncă nu există evaluări
- ACF CricDocument16 paginiACF CricCichirdan MihaiÎncă nu există evaluări
- Curs Asamblări MecaniceDocument8 paginiCurs Asamblări MecaniceAlex CaloianÎncă nu există evaluări
- 55 Mentenanţa Şi Starea Tehnică PDFDocument8 pagini55 Mentenanţa Şi Starea Tehnică PDFAlexeIonutÎncă nu există evaluări
- SISTEME DE FABRICATIE ROBOTIZATA PENTRU OPERATII DE ASAMBLARE - MONTAJ Partea 3 2020Document10 paginiSISTEME DE FABRICATIE ROBOTIZATA PENTRU OPERATII DE ASAMBLARE - MONTAJ Partea 3 2020ANAÎncă nu există evaluări
- Intocmire Doc - Tehn.si Normare Cu Figuri ColorateDocument48 paginiIntocmire Doc - Tehn.si Normare Cu Figuri ColorateCosmin GhirisanÎncă nu există evaluări
- Subiecte Pentru Partea I de La PSADocument1 paginăSubiecte Pentru Partea I de La PSACosmin GhirisanÎncă nu există evaluări
- Catalogul Oficial Al Soiurilor-2012Document198 paginiCatalogul Oficial Al Soiurilor-2012cosmin1971Încă nu există evaluări
- Tu, Suflet, Ce Suferi Şi Plângi În TăcereDocument1 paginăTu, Suflet, Ce Suferi Şi Plângi În TăcereCosmin GhirisanÎncă nu există evaluări
- 11 Gânduri - NoeDocument2 pagini11 Gânduri - NoeCosmin GhirisanÎncă nu există evaluări